Изобретение относится к металлургии и машиностроению и может быть использовано для поверхностного упрочнения и восстановления деталей машин и механизмов, подвергающихся интенсивному изнашиванию при температуре до 800-950°C.
Для поверхностного упрочнения деталей машин и механизмов известно применение самофлюсующихся порошков сплавов для наплавки, таких, например, как NiCrBSi. Сплавы системы NiCrBSi имеют хорошие характеристики в условиях абразивного изнашивания, коррозии и повышенных температур (Gurumoorthy К., Kamaraj M., Prasad Rao К., Sambasiva Rao A., Venugopal S. Microstmctural aspects of plasma transferred arc surfaced Ni-based hardfacing alloy // Material Science and Engineering A. 2007. Vol.456. P.11-19).
Среди различных методов получения износостойких покрытий на поверхности деталей лазерная наплавка имеет преимущества. Лазерную наплавку характеризует высокая скорость охлаждения за счет локальности нагрева и интенсивного теплоотвода вглубь детали, возможность выборочной наплавки области детали, непосредственно подвергающейся изнашиванию и др. (Huang S.W., Samandi M., Brandt M. Abrasive wear performance and microstructure of laser clad WC/Ni layers // Wear. 2004. Vol.256. P.1095-1105).
Локальность и высокая скорость охлаждения наплавленного металла при лазерной наплавке являются существенными ее достоинствами, поскольку снижают коробление деталей. Кроме того, лазерная наплавка обеспечивает хорошее сцепление покрытия с основой (Ming Q., Lim L.C., Chen Z.D. Laser cladding of nickel-based hardfacing alloys // Surface and Coatings Technology. 1998. Vol.106. P.174-182).
Ближайшим к заявленному является способ газопорошковой лазерной наплавки (ГПЛН). Газопорошковая лазерная наплавка заключается в получении поверхностных покрытий принудительной подачей порошка газовым потоком непосредственно в зону лазерного излучения. При пересечении лазерного луча частицы порошка начинают нагреваться и оплавляться вплоть до попадания на обрабатываемую поверхность подложки (Григорьянц А.Г., Сафонов А.Н. Лазерная техника и технология. В 7 кн. Кн 3. Методы поверхностной лазерной обработки: Учеб. пособие для вузов. М.: Высш. шк., 1987. С.151, 159-161).
Для лазерной наплавки используются порошки самофлюсующихся сплавов системы NiCrSiB таких марок, как, например, ПГ-СР2, ПГ-СР3, ПГН-10H-01 и т.д.
Общим для известного и заявленного способов является нанесение самофлюсующихся порошков системы NiCrBSi газопорошковой лазерной наплавкой.
К недостаткам известного способа следует отнести его неспособность обеспечить теплостойкость и износостойкость деталей при их работе в условиях интенсивного термического воздействия. Отмечается заметное снижение микротвердости лазерных покрытий системы NiCrBSi после нагрева до температуры 800ºC и выше.
Задачей, на решение которой направлено изобретение, является повышение теплостойкости и износостойкости покрытий при работе в условиях высоких температур (800ºС и выше).
Техническим результатом заявленного изобретения является повышение износостойкости и теплостойкости (способности сохранять высокую твердость при повышенных температурах) покрытий при температурах 800-950ºC.
Для решения поставленной задачи на подложку наносят самофлюсующийся порошок системы NiCrBSi газопорошковой лазерной наплавкой, после чего производят отжиг при температуре 1000-1075ºC в течение 1-3 часов.
Отжиг при температурах менее нижней границы заявляемого интервала температур (1000ºC) приведет к ухудшению прочностных свойств покрытий (в частности, твердости и износостойкости), а отжиг при температурах выше заявляемых значений приведет к оплавлению покрытия. При продолжительности отжига менее 1 часа в заявляемом интервале температур не успевают завершиться процессы фазовых превращений, обеспечивающие достижение технического результата. Увеличение времени обработки более 3 часов нецелесообразно, так как не приводит к дополнительному улучшению структуры и свойств покрытия.
Суть заявленного предложения заключается в том, что изначально покрытие системы NiCrBSi, полученное газопорошковой лазерной наплавкой, содержит относительно небольшое количество дисперсных упрочняющих фаз (Cr7C3, Cr23C6, CrB) при большом количестве низкопрочной γ-фазы и эвтектики γ+Ni3B. После отжига 1000-1075ºС в структуре наплавок формируются относительно крупные высокопрочные частицы (Cr7C3, Cr23C6, CrB), образующие на поверхности высокопрочный износостойкий каркас. Данная структура остается стабильной после выдержки при различных температурах нагрева вплоть до температуры отжига. Это обеспечивает увеличение теплостойкости покрытия, что проявляется в сохранении повышенных уровней твердости и износостойкости в условиях нагрева до температур 800-950ºC.
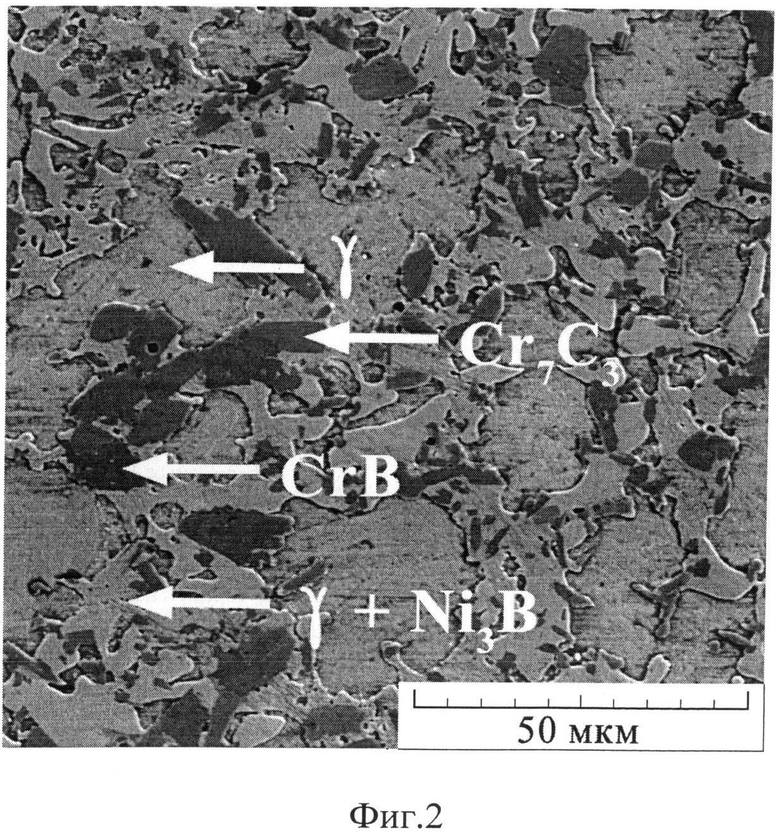
Заявленный способ проиллюстрирован фотографиями, где на фиг.1 представлена структура покрытия после ГПЛН (прототип); на фиг.2 - структура покрытия после ГПЛН и отжига при температуре 1025ºC (заявленный способ).
Пример реализации способа. Материалом для покрытий служил самофлюсующийся порошок сплава марки ПГН-10Н-01 системы NiCrBSi (ТУ 1970007-002-76942199-06), имеющий состав: 0,3% С; 13,5% Cr; <5,0% Fe; 2,4% Si; 2,1% В; остальное - Ni.
Наплавку порошка на пластины из стали Ст.3 размером 100×100×18 мм проводили с использованием непрерывного CO2-лазера при мощности излучения 1,4-1,6 кВт, скорости 180 мм/мин, расходе порошка 4,9 г/мин, размере лазерного пятна на поверхности 6×1,5 мм. Порошковая смесь гранулометрического состава 40-100 мкм транспортировалась в зону наплавки инертным газом - аргоном - при давлении 0,5 атм. Для уменьшения поверхностных напряжений наплавка осуществлялась в два прохода путем наложения одного слоя на другой. После этого наплавку подвергали отжигу при температуре 1025ºC в течение одного часа. В процессе реализации заявленного способа стальные пластины с наплавкой самофлюсующимся порошком сплава марки ПГН-10Н-01 после отжига при температуре 1025ºC были испытаны в интервале температур 800-950ºC в течение одного часа.
Наряду с реализацией заявленного способа были проведены испытания известного способа (прототип) также в течение часа и при тех же температурах: от 800 до 950ºC.
Испытания на абразивную износостойкость проводили при скольжении торцевых поверхностей образцов по закрепленному абразиву (электрокорунд, зернистость 160 мкм) при нагрузке 49 Н. Определяли потери массы образцов при изнашивании. Износостойкость оценивали по величине интенсивности изнашивания.
В ходе реализации заявленного и известного способов наплавки замерялись значения микротвердости (HV 0,05) покрытий и интенсивность их абразивного изнашивания. Данные замеров сведены в таблицы 1 и 2.
Из представленных таблиц видно, что для покрытия, полученного по известному способу (прототип), выдержка при температурах 800, 900 и 950°C приводит к снижению микротвердости (от 850 до 400-480 HV0.05) и росту интенсивности абразивного изнашивания (от 5,6·10-6 до 18,2·10-6-19,5·10-6). Для покрытия, полученного по заявленному способу, выдержка образцов при температурах 800, 900, 950ºC после предварительно проведенного отжига при температуре 1025ºС приводит к сохранению высокого уровня микротвердости (830-970 HVO,05) и низкого уровня интенсивности абразивного изнашивания (4,3·10-6-5,1·10-6) и, соответственно, повышенного уровня износостойкости покрытия.
На Фиг.1 приведена структура покрытия в исходном состоянии после газопорошковой лазерной наплавки (ГПНЛ). Видно, что структура покрытия состоит из большого количества низкопрочной γ-фазы и эвтектики γ+Ni3B при относительно небольшом количестве дисперсных упрочняющих фаз Cr7C3, CrB. На Фиг.2 приведена структура покрытия после газопорошковой лазерной наплавки и отжига при температуре 1025°C. Видно, что в результате отжига произошли значительные изменения структуры наплавленного покрытия, которые выражаются в существенном укрупнении частиц упрочняющих фаз Cr7C3, CrB, образующих высокопрочный каркас.
Таким образом, предлагаемый способ в отличие от других способов получения покрытий системы NiCrBSi позволяет сформировать покрытия с особо высоким уровнем теплостойкости, обеспечивающим сохранение повышенных характеристик твердости и износостойкости даже при температурах нагрева 800-950°C. При использовании предлагаемого способа достигается повышение работоспособности наплавленных слоев в условиях эксплуатации быстроизнашивающихся деталей при нагреве вплоть до 950°C.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях | 2018 |
|
RU2709550C1 |
| Способ получения стойкого композиционного покрытия на металлических деталях | 2020 |
|
RU2752403C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2018 |
|
RU2693716C1 |
| КОМПОЗИЦИОННЫЙ ПОРОШОК ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2088688C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТНЫХ НАПЛАВОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2171309C2 |
| Порошковый материал для газотермического нанесения покрытий | 1990 |
|
SU1774965A3 |
| СПОСОБ НАПЛАВКИ КОРРОЗИОННО-ЭРОЗИОННОГО ПОРОШКА ПРИСАДОЧНОГО МАТЕРИАЛА НА СТАЛЬНУЮ ПОВЕРХНОСТЬ ДЕТАЛИ | 2010 |
|
RU2478028C2 |
| Способ лазерной газопорошковой наплавки защитных покрытий | 2020 |
|
RU2759102C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
Изобретение относится к металлургии и машиностроению и может быть использовано для поверхностного упрочнения и восстановления деталей машин и механизмов. На подложку газопорошковой лазерной наплавкой наносят самофлюсующиеся порошки системы NiCrBSi, после чего осуществляют отжиг при температуре 1000-1075°C в течение 1-3 часов. Обеспечивается повышение теплостойкости покрытий, их износостойкости и долговечности при температуре 800-950°C. 2 ил., 2 табл., 1 пр.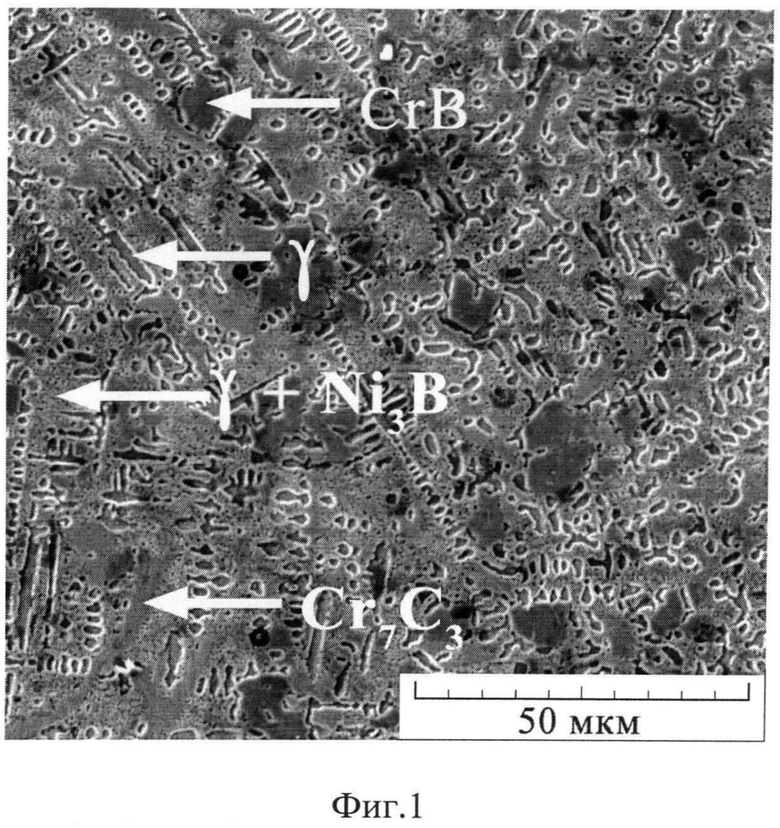
Способ получения теплостойкого покрытия на стальных деталях, включающий нанесение самофлюсующихся порошков системы NiCrBSi газопорошковой лазерной наплавкой, отличающийся тем, что после газопорошковой лазерной наплавки осуществляют отжиг при температуре 1000-1075°C в течение 1-3 ч.
| ГРИГОРЬЯНЦ А.Г | |||
| и др | |||
| Лазерная техника и технология | |||
| Методы поверхностной лазерной обработки | |||
| - М.: Высшая школа, кн.3, 1987, с.159-161 | |||
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2000 |
|
RU2161211C1 |
| СПОСОБ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С ДВУХСОПЛОВОЙ ПОДАЧЕЙ ПОРОШКА | 1996 |
|
RU2100479C1 |
| Массообменный аппарат | 1983 |
|
SU1118397A2 |
| WO 1995035396 A1, 28.12.1995. | |||

