Область техники
Настоящее изобретение касается устройства для укладки двух однотипных валков прокатной клети, причем это устройство для укладки является составной частью прокатной клети или может размещаться относительно прокатной клети таким образом, что валки могут переводиться из прокатной клети в устройство для укладки или наоборот.
Настоящее изобретение касается также способа эксплуатации прокатной клети,
- при этом проходящий через прокатную клеть плоский прокат прокатывается между двумя однотипными валками прокатной клети;
- при этом управляющий прокатной клетью блок автоматизации посредством модели прокатки на основе рабочих данных прокатной клети вновь и вновь определяет для двух однотипных валков, если смотреть в направлении осей валков, по меньшей мере в предопределенных положениях определения, температуры и/или диаметры валков и, основываясь на найденных температурах и/или диаметрах, определяет настройку прокатной клети, так что межвалковый зазор прокатной клети настраивается во время прокатки плоского проката по возможности соответственно заданным уставкам;
- при этом однотипные валки время от времени демонтируются из прокатной клети и переводятся на перевалочную тележку.
При прокатке плоских прокатов из металла обычно в рамках так называемой автоматизации 2-го уровня рассчитывается межвалковый зазор. Для расчета межвалкового зазора применяются сложные виды моделирования, которые учитывают, например, установку валков, изгиб валков, сплющивание валков, бочкообразность валков, износ валков, температуру валков, температуру проката и многое другое. Названные величины частично задаются в виде соответствующей характеристики по ширине бочки валка. Так, например, валок локально (термин «локально» относится к месту, если смотреть в направлении оси валка) тем толще, чем выше температура валка в данном месте. Наоборот, валок локально тем тоньше, чем выше износ или истирание валка в данном месте.
Абсолютная точность, с которой должен рассчитываться межвалковый зазор, тем больше, чем меньше межвалковый зазор. При межвалковом зазоре, например, в 3 см может быть вполне приемлема точность в 20 мкм или 50 мкм. При межвалковом зазоре, например, в 1,2 мм, напротив, такая точность, по всем правилам, уже неприемлема.
На межвалковый зазор, как уже упомянуто, влияет, в том числе, локальная температура валков. Кроме того, на межвалковый зазор влияет также истирание, которому подвержены валки при эксплуатации. Дополнительно также температура материала плоского проката в определенных пределах зависит от температуры, в частности, рабочих валков. Температура проката, в свою очередь, является важным критерием, например, для правильного определения усилия прокатки. Это относится как к горячей прокатке, так и к холодной прокатке.
Как температура рабочих валков, так и истирание или, соответственно, износ не могут измеряться прямо во время прокатки. По этой причине применяются модели прокатки, посредством которых на основе измеримых и иначе известных рабочих параметров прокатной клети температура рабочих валков, а также износ рабочих валков могут определяться при модельной поддержке. Аналогичные методы могут выбираться при известных условиях и для других пар валков прокатной клети, например, для опорных валков клети кварто или для расположенных между опорными валками и рабочими валками промежуточными валками клети сексто.
Модели, посредством которых моделируются валки и межвалковый зазор, имеют изъяны. Поэтому специалист стремится оптимизировать эти модели. Это относится, в том числе, и к модели прокатки.
Уровень техники
Из WO 2012/025 266 A1 известен способ, посредством которого у валка прокатной клети могут определяться как температура валка, так и износ валка. Определение осуществляется, если смотреть в направлении оси валка, с локальным разрешением.
Из WO 2017/144 227 A1 и WO 2011/124 585 A1 известны методы, посредством которых рабочие валки прокатной клети могут заменяться, в то время как через прокатную клеть проходит плоский прокат.
Сущность изобретения
Задача настоящего изобретения заключается в том, чтобы создать возможности, посредством которых простым и надежным образом может оптимизироваться модель прокатки, посредством которой температуры валков и их износ и вместе с тем их диаметр могут определяться с локальным разрешением, если смотреть в направлении осей валков.
Задача решается с помощью устройства для укладки с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления устройства для укладки являются предметом зависимых пунктов 2-8 формулы изобретения.
В соответствии с изобретением устройство для укладки вышеназванного рода выполняется таким образом, что устройство для укладки имеет по меньшей мере одну измерительную систему, посредством которой температуры и/или диаметры валков, если смотреть в направлении осей валков, по меньшей мере в предопределенных положениях регистрации могут регистрироваться отдельно и независимо друг от друга.
При этом фактические температуры и/или фактические диаметры валков могут регистрироваться посредством измерительной технологии, так что они могут сравниваться с соответствующими значениями, определенными при модельной поддержке, и модель прокатки может адаптироваться, основываясь на этом сравнении.
Как уже упомянуто, возможно, пусть даже только в виде исключения, чтобы устройство для укладки являлось составной частью прокатной клети. Это исполнение целесообразно, как правило, только в одном специальном варианте осуществления. По всем правилам, в отличие от этого, устройство для укладки выполнено в виде перевалочной тележки. В этом случае может быть, в частности, простым образом обеспечено, чтобы измерительная система не подвергалась воздействию жесткой эксплуатации прокатной клети, которая имеет место при прокатке плоского проката.
Возможно, чтобы измерительная система имела для каждого валка несколько стационарных относительно основной части устройства для укладки измерительных устройств, так чтобы посредством этих измерительных устройств температура и/или диаметр каждого валка, если смотреть в направлении осей валков, могли регистрироваться в каждом из предопределенных положений регистрации. При таком варианте осуществления, если смотреть в направлении осей валков, например, через каждые 10 см или через каждые 20 см может быть предусмотрено по одному измерительному устройству, посредством которых в данном месте могут регистрироваться температура и/или диаметр каждого валка.
Альтернативно возможно, чтобы измерительная система имела для каждого валка несколько измерительных устройств, которые являются подвижными относительно основной части устройства для укладки в направлении осей валков, так что посредством этих измерительных устройств температура и/или диаметр каждого валка, если смотреть в направлении осей валков, могут регистрироваться в каждом отдельном участке, включающем в себя в каждом случае по меньшей мере одно из предопределенных положений регистрации. Например, измерительные устройства могут обладать возможностью перемещения, начиная от некоторого среднего положения каждого измерительного устройства, если смотреть в направлении осей валков, на 5 см, 8 см, 12 см или 15 см влево и вправо каждое. В этом случае посредством каждого из измерительных устройств могут регистрироваться температура и/или диаметр каждого валка в каждом отдельном диапазоне в 10 см, 16 см, 24 см или 30 см. названные численные значения, как и ранее, являются чисто примерными. В зависимости от размера отдельных диапазонов и их сдвига друг относительно друга, например, 10 см или 20 см, отдельные диапазоны могут перекрываться или быть непересекающимися.
В свою очередь, альтернативно возможно, чтобы измерительная система имела для каждого валка одно отдельное измерительное устройство, посредством которого температуры и/или диаметры каждого валка, если смотреть в направлении осей валков, могут регистрироваться по меньшей мере во всех из предопределенных положений регистрации. Этот вариант осуществления имеет то преимущество, что нужно только минимальное количество измерительных устройств.
В последнем случае, в свою очередь, возможны два альтернативных друг другу варианта осуществления.
Во-первых, возможно, чтобы измерительное устройство было расположено подвижно на основной части устройства для укладки, если смотреть в направлении осей валков, так чтобы измерительное устройство могло перемещаться по всей эффективной длине бочки валков. В этом случае сначала валки располагаются в основной части устройства для укладки. После этого измерительное устройство движется вдоль валков. Во время этого, при известных условиях вновь и вновь прерываемого для отдельного процесса измерения, движения перемещения регистрируются температуры и/или диаметры валков.
Во-вторых, возможно, чтобы измерительное устройство было расположено стационарно на основной части устройства для укладки таким образом, чтобы каждый валок при переводе из прокатной клети в перевалочную тележку или наоборот двигался мимо измерительного устройства. Этот вариант осуществления особенно прост, так как не требуются никакие другие подвижные части помимо тех частей, которые так или иначе должны быть в наличии для перевода валков из прокатной клети в перевалочную тележку или наоборот. Кроме того, конкретно этот вариант осуществления реализуем не только у перевалочной тележки, но и у самой прокатной клети. В частности, измерительное устройство в этом случае может быть расположено в защищенной области стойки клети со стороны оператора.
Возможно, чтобы регистрируемые измеренные значения вручную вводились в управляющий прокатной клетью блок автоматизации. Но предпочтительно измерительная система соединена посредством информационной технологии с этим блоком автоматизации и автоматически передает в блок автоматизации регистрируемые температуры и/или диаметры, так что регистрируемые температуры и/или диаметры могут ставиться блоком автоматизации в соответствие предопределенным положениям регистрации. При известных условиях для этой цели может быть необходимо, чтобы дополнительно к температурам и/или диаметрам в блок автоматизации передавались также положения регистрации.
Задача решается также с помощью способа эксплуатации прокатной клети с признаками п.9 формулы изобретения. В соответствии с изобретением способ эксплуатации вышеназванного вида выполняется таким образом,
- что во время демонтажа валков из прокатной клети и перевода валков на перевалочную тележку или во время, следующее непосредственно за этим, посредством расположенной на прокатной клети или на перевалочной тележке измерительной системы, если смотреть в направлении осей валков, в предопределенных положениях регистрации автоматизировано регистрируются температуры и/или диаметры обоих валков;
- что регистрируемые температуры и/или диаметры автоматически передаются в блок автоматизации, так что регистрируемые температуры и/или диаметры могут ставиться блоком автоматизации в соответствие предопределенным положениям регистрации, и
- что блок автоматизации сравнивает определенные посредством модели прокатки температуры валков и/или определенные посредством модели прокатки диаметры валков с зарегистрированными посредством измерительной системы температурами валков и/или с зарегистрированными посредством измерительной системы диаметрами валков и на основе этого сравнения адаптирует модель прокатки.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становятся яснее и отчетливее понятно в контексте следующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом на схематичном изображении показано:
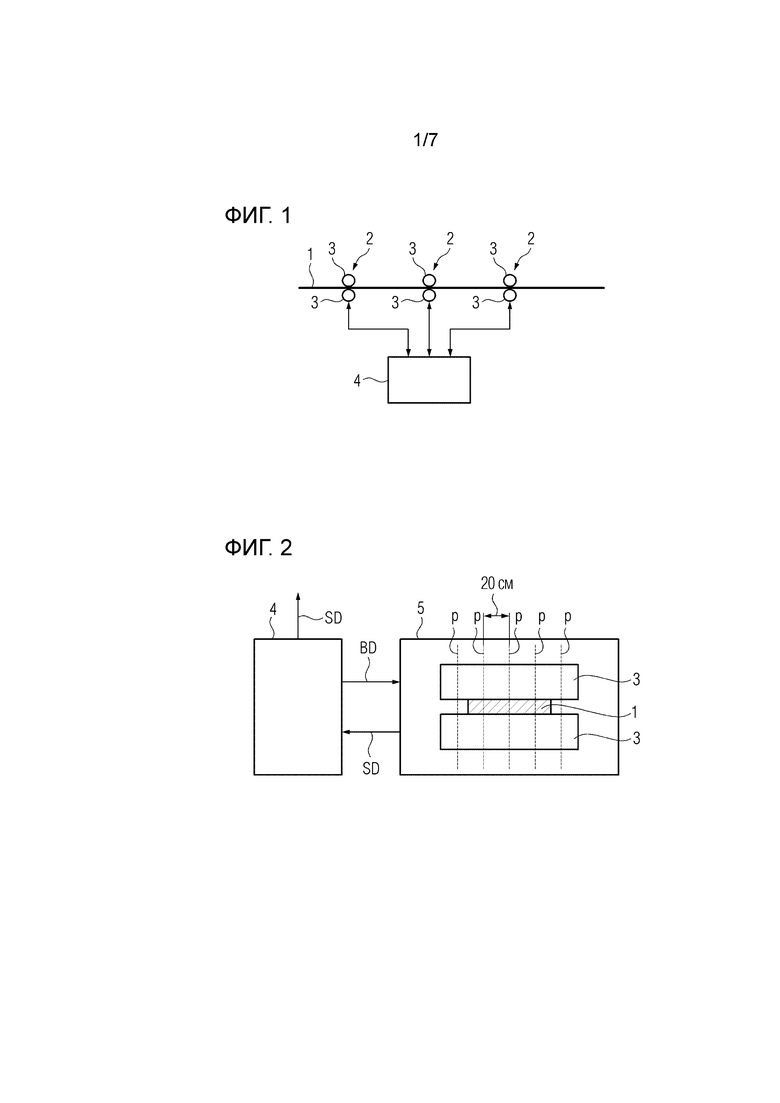
фиг.1: многоклетьевая группа прокатных клетей во время прокатки проката;
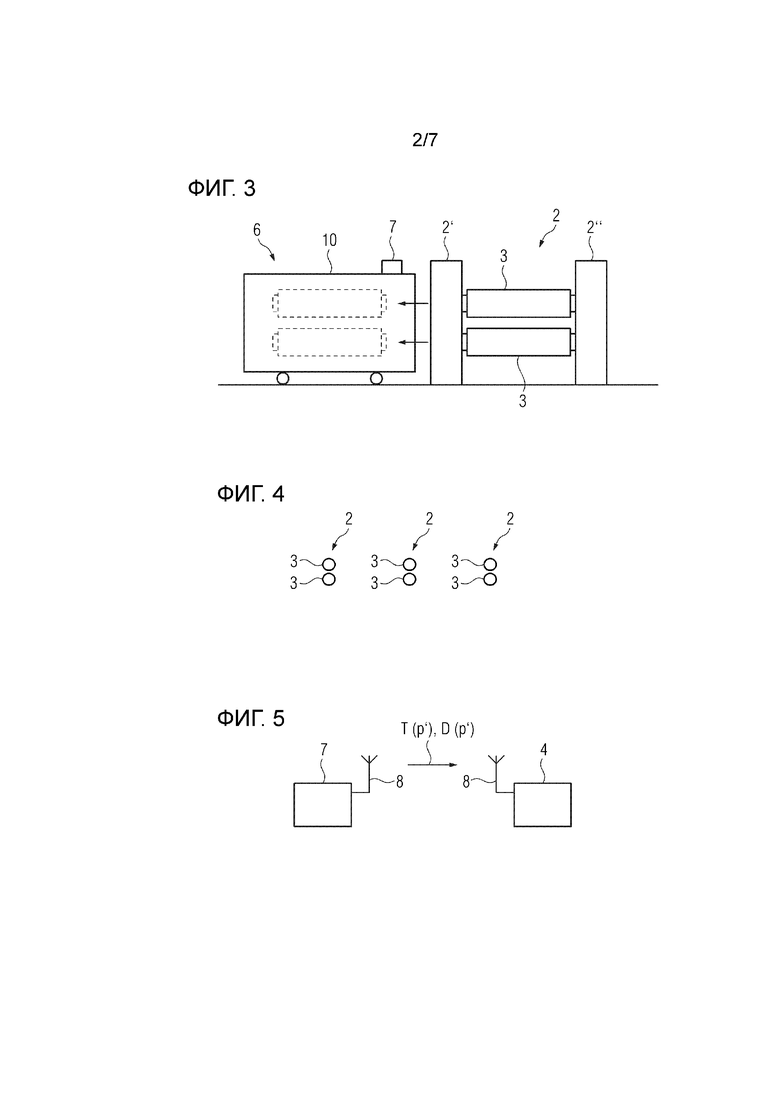
фиг.2: моделирование межвалкового зазора и определение настройки прокатной клети;
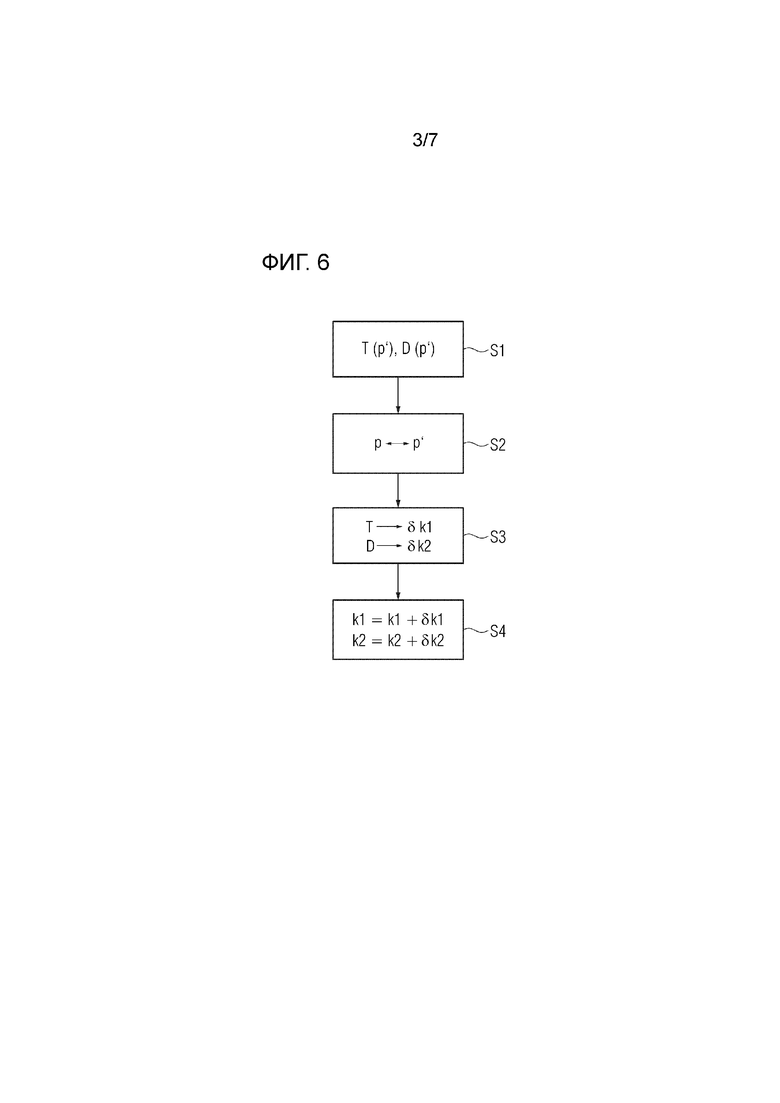
фиг.3: демонтаж валков прокатной клети из прокатной клети;
фиг.4: группа прокатных клетей с фиг.1 во время интервала между пропусками;
фиг.5: измерительная система и устройство автоматизации;
фиг.6: блок-схема;
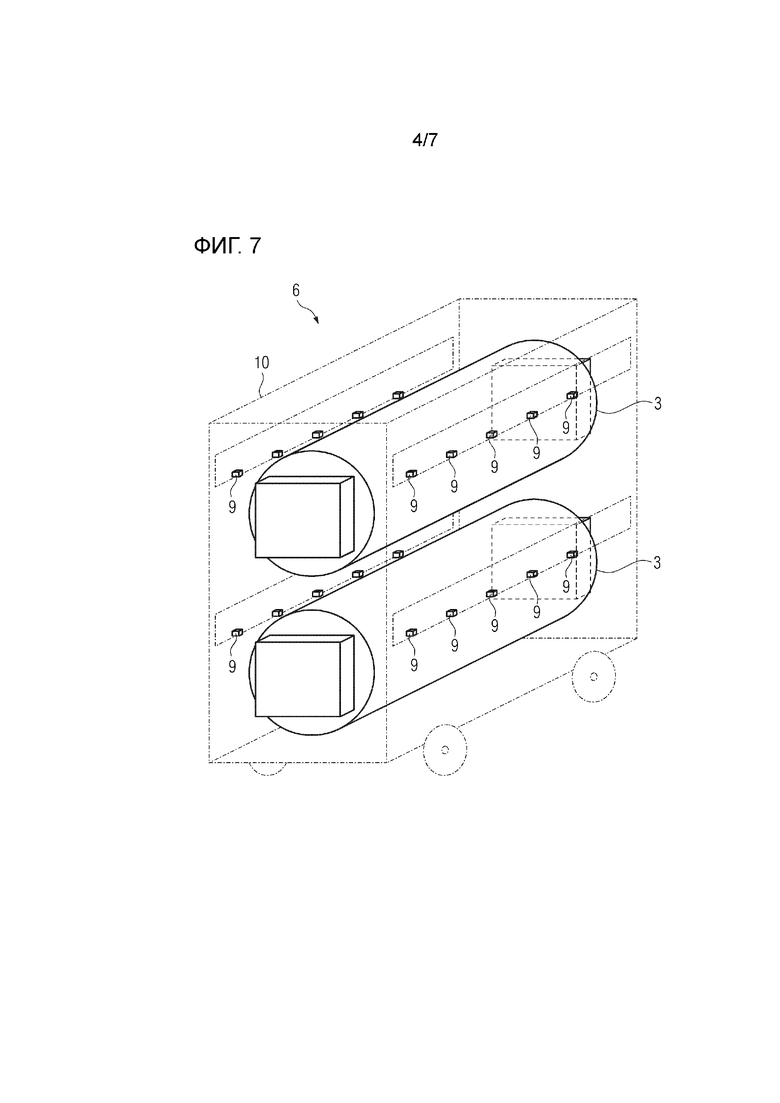
фиг.7: один из возможных вариантов осуществления перевалочной тележки;
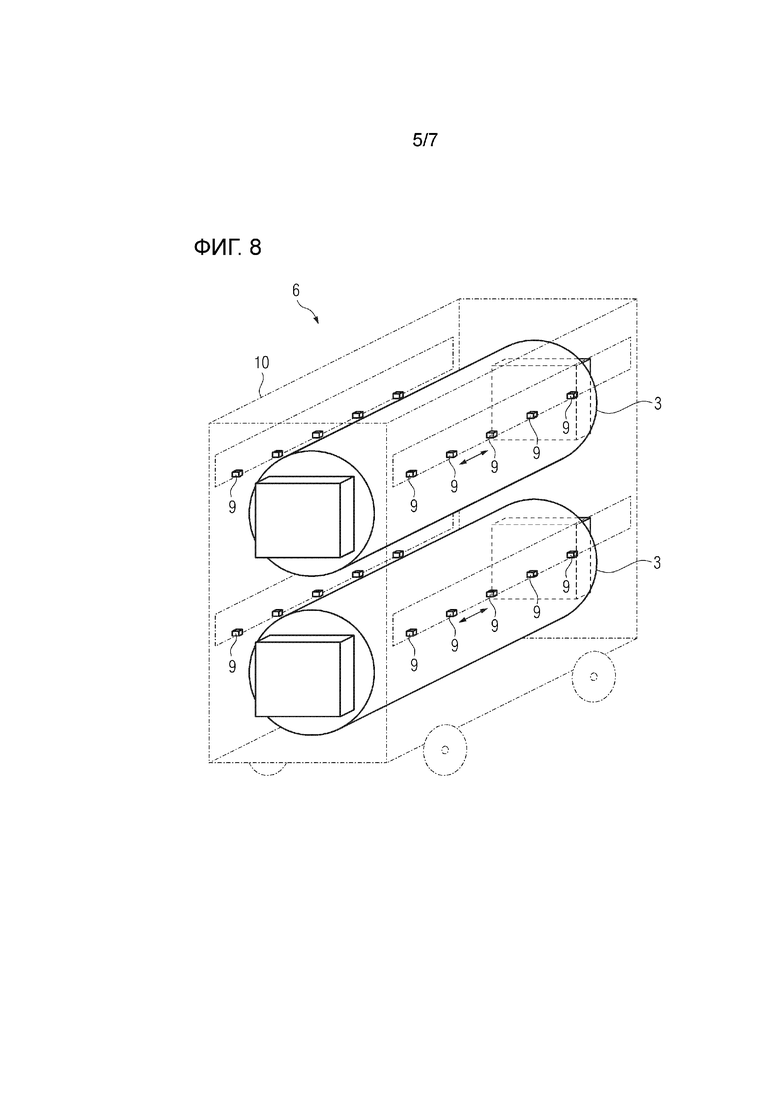
фиг.8: одна из модификаций перевалочной тележки с фиг.5;
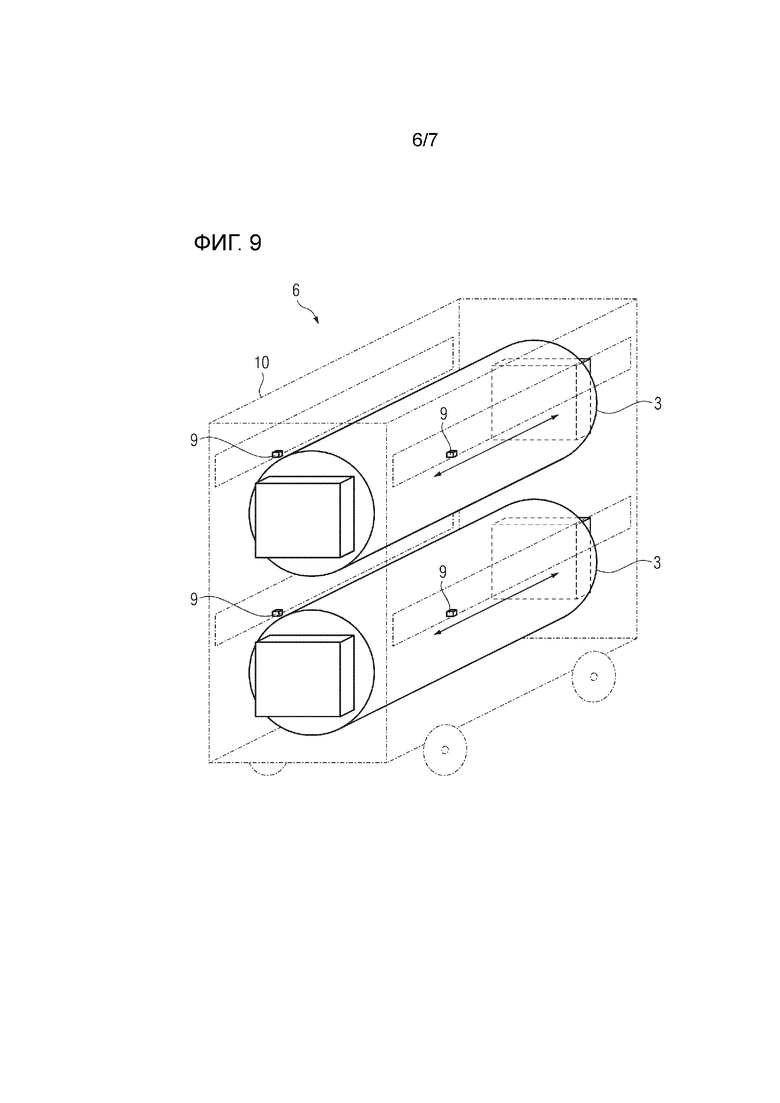
фиг.9: другая модификация перевалочной тележки с фиг.5;
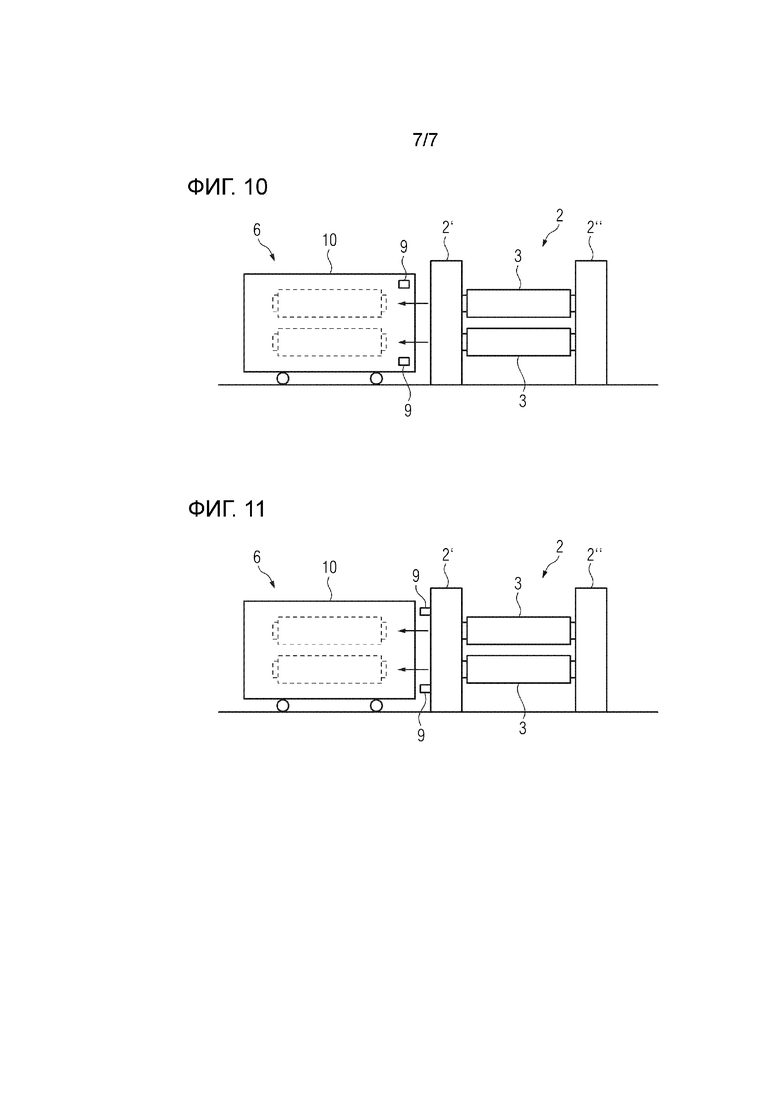
фиг.10: другой возможный вариант осуществления перевалочной тележки и
фиг.11: один из возможных вариантов осуществления прокатной клети.
Описание вариантов осуществления
В соответствии с фиг.1 плоский прокат 1 из металла проходит через прокатные клети 2 группы прокатных клетей и при этом прокатывается. Прокатка осуществляется всегда между двумя однотипными валками 3 каждой прокатной клети 2. Плоский прокат 1 может представлять собой полосу или толстый лист. Металл, из которого состоит плоский прокат 1, может быть, например, сталью или алюминием. В принципе, возможно, чтобы плоский прокат 1 подвергался горячей прокатке. Однако настоящее изобретение предпочтительно применимо, в частности, тогда, когда прокатка представляет собой холодную прокатку. Указанные два однотипных валка 3 являются, как правило, двумя рабочими валками каждой прокатной клети 2, то есть теми валками, которые прямо и непосредственно воздействуют на плоский прокат 1. Альтернативно речь может идти о валках, которые воздействуют на рабочие валки прямо или опосредованно, например, у клети кварто или клети сексто об опорных валках или у клети сексто о расположенных между опорными валками и рабочими валками промежуточных валках. В каждом случае валки 3 являются однотипными в том смысле, что они функционально однотипны и один из двух валков 3 действует на прокат 1 сверху, а другой снизу.
Управление группой прокатных клетей осуществляется с помощью блока 4 автоматизации. В частности, блок 4 автоматизации управляет при этом также прокатными клетями 2. Ниже, в качестве примера для всех прокатных клетей 2, со ссылкой на фиг.2 подробнее поясняется управление одной из прокатных клетей 2 с помощью блока 4 автоматизации. Сначала следует указать, что этот вид управления как таковой общеизвестен специалистам. Поэтому детали конкретной имплементации не являются необходимыми.
В соответствии с фиг.2 блок 4 автоматизации имплементирует модель 5 прокатки. Блок 4 автоматизации вводит в модель 5 прокатки рабочие данные BD прокатной клети. Рабочие данные BD включают в себя, как правило, действительные свойства плоского проката 1 при входе в прокатную клеть 2, такие как, например, его ширину, его толщину, его химический состав и его температуру. Рабочие данные BD включают в себя, как правило, также номинальные свойства плоского проката 1 при выходе из прокатной клети 2, такие как, например, его толщину наряду с надлежащим профилем, надлежащим контуром и/или надлежащей плоскостностью. Блок 4 автоматизации назначает также, пусть даже только первоначально, управляющие данные SD для прокатной клети 2. Управляющие данные SD могут включать в себя, например, установку, силу прокатки, силу изгиба и многое другое. Посредством модели 5 прокатки устройство управления определяет для двух однотипных валков 3 температуру T каждого валка 3 и/или диаметр D каждого валка 3. Кроме того, оно определяет также получающийся характер изменения межвалкового зазора, и основываясь на нем, ожидаемые действительные свойства плоского проката 1 при выходе из прокатной клети 2. Определение осуществляется во всех случаях, если смотреть в направлении осей валков, с локальным разрешением. То есть оно осуществляется по меньшей мере в предопределенных положениях p определения. Однако указанное на чертеже фиг.2 расстояние между соседними положениями p определения в 20 см должно пониматься только чисто в качестве примера.
Затем блок 4 автоматизации сравнивает определенные посредством модели 5 прокатки ожидаемые действительные свойства плоского проката 1 при выходе из прокатной клети 2 с желаемыми номинальными свойствами плоского проката 1 при выходе из прокатной клети 2. Если это необходимо, после этого блок 4 автоматизации изменяет управляющие данные SD, чтобы, насколько возможно, приблизить ожидаемые действительные свойства плоского проката 1 при выходе из прокатной клети 2 к желаемым номинальным свойствам плоско проката при выходе из прокатной клети 2. Если это необходимо, при этом осуществляется итеративный метод. Изменение управляющих данных SD обозначено на фиг.2 таким образом, что рабочие данные BD исключительно вводятся в модель 5 прокатки блоком 4 автоматизации, в то время как управляющие данные SD могут передаваться в двух направлениях.
Поясненный метод, как уже упомянуто, общеизвестен и знаком специалистам как таковой. Он вновь и вновь выполняется заново при прокатке плоского проката 1, например, для нового участка плоского проката 1 или для последующего плоского проката 1. То есть в результате блок 4 автоматизации определяет (в том числе и, если смотреть в направлении осей валков, с локальным разрешением) температуры T и/или диаметры D валков 3 и, основываясь на этом, соответствующую настройку SD прокатной клети 2, то есть управляющие данные SD. В определение диаметров D включается как обусловленное температурой расширение валков 3, так и их обусловленное износом изменение диаметра D. Соответствующие модели известны специалистам под термином TWC (англ.: thermal wear crown, термоизнашивающаяся корона). Зачастую в рамках моделирования осуществляется также определение температуры плоского проката 1. И это общеизвестно и знакомо специалистам.
После прокатки определенного количества плоских прокатов 1, например, после прокатки 20 или 25 плоских прокатов 1, валки 3 должны заменяться. Для этой цели и соответственно изображению на фиг.3 рядом с прокатной клетью 2, валки которой должны заменяться, размещается перевалочная тележка 6. В частности, прокатная клеть 2 имеет со стороны оператора стойку 2' клети и со стороны привода стойку 2'' клети. Перевалочная тележка 6 располагается рядом со стойкой 2' клети со стороны оператора.
Затем валки 3 демонтируются из прокатной клети 2 и, как обозначено на фиг.3 соответствующими стрелками, переводятся в перевалочную тележку 6. Демонтированные валки 3 показаны на чертеже фиг.3 штриховой линией.
Как правило, для этого процесса закладывается интервал между пропусками, во время которого в группе прокатных клетей не прокатывается плоский прокат 1. На фиг.4 показано соответствующее состояние группы прокатных клетей. Однако известны также методы, при которых может осуществляться смена валков 3, в то время как через прокатную клеть 2 проходит плоский прокат 1. Выбор одного или другого метода имеет в рамках настоящего изобретения второстепенное значение.
Демонтаж валков 3 и перевод в перевалочную тележку 6 валков 3 могут осуществляться традиционным, общеизвестным образом. Но имеет значение, что во время демонтажа валков 3 из прокатной клети 2 и перевода валков 3 в перевалочную тележку 6 или во время, следующее непосредственно за этим, регистрируются температуры T и/или диаметры D двух валков 3. То есть регистрация осуществляется прежде, чем перевалочная тележка 6 удаляется от прокатной клети 2.
Регистрация осуществляется автоматизировано посредством измерительной системы 7, которая расположена на прокатной клети 2 или на перевалочной тележке 6. Кроме того, регистрация осуществляется, если смотреть в направлении осей валков, с локальным разрешением, а именно, по меньшей мере в предопределенных положениях p' регистрации. Непосредственно соседние положения p' регистрации могут, например, находиться друг от друга на расстоянии 8 см, 10 см, 12 см, 15 см или 20 см.
Кроме того, температуры T и/или диаметры D регистрируются посредством измерительной системы 7 отдельно и независимо друг от друга. То есть на основе температуры T, регистрируемой для определенного положения p' регистрации, не могут или по меньшей мере не могут сразу выводиться суждения о температуре T для другого положения p' регистрации. Аналогичное положение вещей имеет место для регистрируемых диаметров D. Возможные имплементации этих методов еще будут поясняться позднее.
Регистрируемые температуры T и/или диаметры D автоматически передаются измерительной системой 7 в блок 4 автоматизации. Измерительная система 7 соединена для этой цели с блоком 4 автоматизации с возможностью передачи данных. При этом альтернативно возможна проводная передача или беспроводная передача. Для имплементации беспроводной передачи измерительная система 7 и блок 4 автоматизации могут, например, соответственно изображению на фиг.5, посредством антенн 8 имплементировать радиолинию.
Передача регистрируемых температур T и/или диаметров D осуществляется таким образом, при котором блок 4 автоматизации способен ставить в соответствие регистрируемые температуры T и/или диаметры D предопределенным положениям p' регистрации. Например, положения p' регистрации могут передаваться одновременно. Также возможно, чтобы блоку 4 автоматизации было предварительно известно, в каких положениях p' регистрации регистрируются температуры T и/или диаметры D и в какой последовательности регистрируемые температуры T и/или диаметры D передаются измерительной системой в блок 4 автоматизации.
Блок 4 автоматизации принимает передаваемые температуры T и/или диаметры D в шаге S1. В шаге S2 блока 4 автоматизации выполняет адаптацию координат. Например, на основе регистрируемых для положений p' регистрации температур T и/или диаметров D путем линейной или иной интерполяции могут определяться соответствующие температуры T и/или диаметры D для положений p определения. Альтернативно в шаге S2 определенные при модельной поддержке для положений p определения температуры T и/или диаметры D путем линейной или иной интерполяции могут пересчитываться в положения p' регистрации. В случае если положения p' регистрации и положения p определения прямо соответствуют друг другу, шаг S2 может отсутствовать.
В шаге S3 блок 4 автоматизации сравнивает определенные посредством модели 5 прокатки температуры T и/или соответствующие диаметры D валков 3 с зарегистрированными посредством измерительной системы 7 температурами T и/или диаметрами D валков 3. В частности, блок 4 автоматизации может в шаге S3 на основе сравнения температур T определять первый коэффициент δk1 изменения для первого параметра k1 модели 5 прокатки, а на основе сравнения диаметров D второй коэффициент δk2 изменения для второго параметра k2 модели 5 прокатки. Затем на основе определенных коэффициентов δk1, δk2 изменения блок 4 автоматизации может в шаге S4 подстраивать параметры k1, k2 модели и тем самым адаптировать модель 5 прокатки. Параметры k1, k2 модели, разумеется, включаются в определение температур T и/или диаметров D валков 3, которое осуществляется посредством модели 5 прокатки.
Ниже, теперь уже со ссылкой на фиг.7-11 поясняются возможные варианты осуществления, по которым может осуществляться регистрация температур T и/или диаметров D.
Во всех вариантах осуществления имеется устройство для укладки для двух валков 3. В большинстве вариантов осуществления устройство для укладки выполнено соответственно изображениям на фиг.7-10 в виде перевалочной тележки 6. В этом случае устройство для укладки (то есть перевалочная тележка 6) может размещаться относительно прокатной клети 2 таким образом, чтобы валки 3 могли переводиться из прокатной клети 2 в устройство для укладки или наоборот. Однако в отдельных случаях устройство для укладки соответственно изображению на фиг.11 может быть также составной частью самой прокатной клети 2.
Так, например, соответственно изображению на фиг.7 возможно, чтобы измерительная система 7 имела несколько измерительных устройств 9 для каждого валка 2. Измерительные устройства 9 в варианте осуществления в соответствии с фиг.7 расположено стационарно относительно основной части 10 перевалочной тележки 6. Посредством измерительных устройств 9 регистрируется температура T и/или диаметр D каждого валка 3, если смотреть в направлении осей валков, в каждом из предопределенных положений p' регистрации. То есть в рамках варианта осуществления в соответствии с фиг.7 сначала валки 3 демонтируются из прокатной клети 2 и переводятся в перевалочную тележку 6. После этого каждое измерительное устройство 6 (9?) для своего соответствующего положения p' регистрации регистрирует температуру T и/или диаметр D упомянутого валка 3. Регистрация температуры T может осуществляться альтернативно путем контакта или бесконтактно. Контактная регистрация температуры T может осуществляться, например, с помощью измерительного щупа. Измерительный щуп для этой цели может представлять собой, например, PT100-элемент. С помощью такого же или другого измерительного щупа может осуществляться при известных условиях также контактная регистрация диаметра D. Для регистрации диаметра D соответствующий измерительный щуп может быть выполнен, например, подобно микрометрическому винту. Альтернативно, например, посредством инфракрасной камеры, может осуществляться бесконтактная регистрация температуры T. Также, например, посредством базирующегося на лазере измерения расстояния или базирующегося на ультразвуке измерения расстояния может осуществляться бесконтактная регистрация диаметра D.
На фиг.8 показан вариант осуществления, подобный фиг.7. И в варианте осуществления в соответствии с фиг.8 измерительная система 7 имеет несколько измерительных устройств 9 для каждого валка 2. Однако в противоположность варианту осуществления фиг.7, измерительные устройства 9 в варианте осуществления в соответствии с фиг.8 расположены подвижно отдельно или вместе относительно основной части 10 в направлении осей валков. Эта подвижность обозначена на фиг.8 соответствующими двойными стрелками. Благодаря этому посредством измерительных устройств 9 могут регистрироваться температура T и/или диаметр D каждого валка 3, если смотреть в направлении осей валков, в отдельном участке, включающем в себя в каждом случае по меньшей мере одно из предопределенных положений p' регистрации. В остальном также справедливы рассуждения к фиг.7.
В вариантах осуществления в соответствии с фиг.7 и 8 измерительная система 7 имеет для каждого валка 3 по несколько измерительных устройств 9. Однако возможно также, чтобы измерительная система 7 имела для каждого валка 3 одно отдельное измерительное устройство 9. В этом случае посредством отдельного измерительного устройства 9 могут быть регистрируемы температуры T и/или диаметры D каждого валка 3, если смотреть в направлении осей валков, по меньшей мере во всех из предопределенных положений p' регистрации.
Чтобы сделать возможной такую регистрацию, может, например, выбираться вариант осуществления фиг.9. Фиг.9 представляет собой по сути один из вариантов осуществления фиг.8. Разница заключается в том, что, в противоположность варианту осуществления фиг.8, для каждого валка 3 имеется только одно единственное измерительное устройство 9, но зато область, по которой может перемещаться это измерительное устройство 9, если смотреть в направлении осей валков, соответственно велика, так что измерительное устройство 9 может перемещаться по меньшей мере по всей эффективной длине бочки валков 3. Подвижность обозначена на фиг.9, аналогично фиг.8, соответствующими двойными стрелками.
В результате для регистрации данных во всех предопределенных положениях p' регистрации посредством одного единственного измерительного устройства 9 для каждого валка 3 важно только относительное движение измерительного устройства 9 относительно валка 3. То есть не важно, лежит ли во время регистрации данных валок 3 в основной части 10 перевалочной тележки 6, а измерительное устройство 9 движется, или, наоборот, измерительное устройство 9 неподвижно, а валок 3 движется. Поэтому соответственно изображению на фиг.10, кинематически противоположным методу фиг.9 образом, можно стационарно расположить измерительное устройство 9 на основной части 10 перевалочной тележки 6. Измерительное устройство 9 должно в этом случае быть расположено только таким образом, чтобы каждый валок 3 при переводе из прокатной клети 2 в перевалочную тележку 6 или наоборот двигался мимо измерительного устройства 9. Это легко реализуемо.
Именно этот вариант осуществления, то есть вариант осуществления, при котором измерительное устройство 9 расположено стационарно, и каждый валок 3 при переводе из прокатной клети 2 в перевалочную тележку 6 или наоборот движется мимо измерительного устройства 9, реализуем также таким образом, что измерительное устройство 9 расположено стационарно не на перевалочной тележке 6, а соответственно изображению фиг.11 на самой прокатной клети 2, в частности на стойке 2' клети со стороны оператора. То есть в этом случае устройство для укладки является составной частью прокатной клети 2.
Настоящее изобретение имеет много преимуществ. В частности, простым и надежным образом возможна постоянная подстройка параметров k1, k2 модели 5 валков. Благодаря улучшенному моделированию может также улучшаться качество прокатки проката 1. В частности, могут повышаться качество толщины, плоскостности и контура. Также может улучшаться моделирование температуры проката 1. Кроме того, возможно улучшенное прогнозирование при прокатке новых материалов.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Прокат
2 Прокатная клеть
2', 2'' Стойка клети
3 Валки
4 Блок автоматизации
5 Модель прокатки
6 Перевалочная тележка
7 Измерительная система
8 Антенны
9 Измерительные устройства
10 Основная часть
BD Рабочие данные
D Диаметры
k1, k2 Параметры модели
p Положения определения
p' Положения регистрации
S1-S4 Шаги
SD Управляющие данные
T Температуры
δk1, δk2 Коэффициенты изменения
Изобретение относится к устройству для укладки двух однотипных валков в прокатной клети. Устройство для укладки является составной частью прокатной клети или может размещаться относительно прокатной клети таким образом, что валки могут переводиться из прокатной клети в устройство для укладки или наоборот. Устройство для укладки имеет по меньшей мере одну измерительную систему, посредством которой температуры и/или диаметры валков в направлении осей валков, по меньшей мере, в предопределенных положениях регистрации могут регистрироваться отдельно и независимо друг от друга. В результате температуры валков, их износ и диаметр определяются с локальным разрешением. 2 н. и 7 з.п. ф-лы, 11 ил.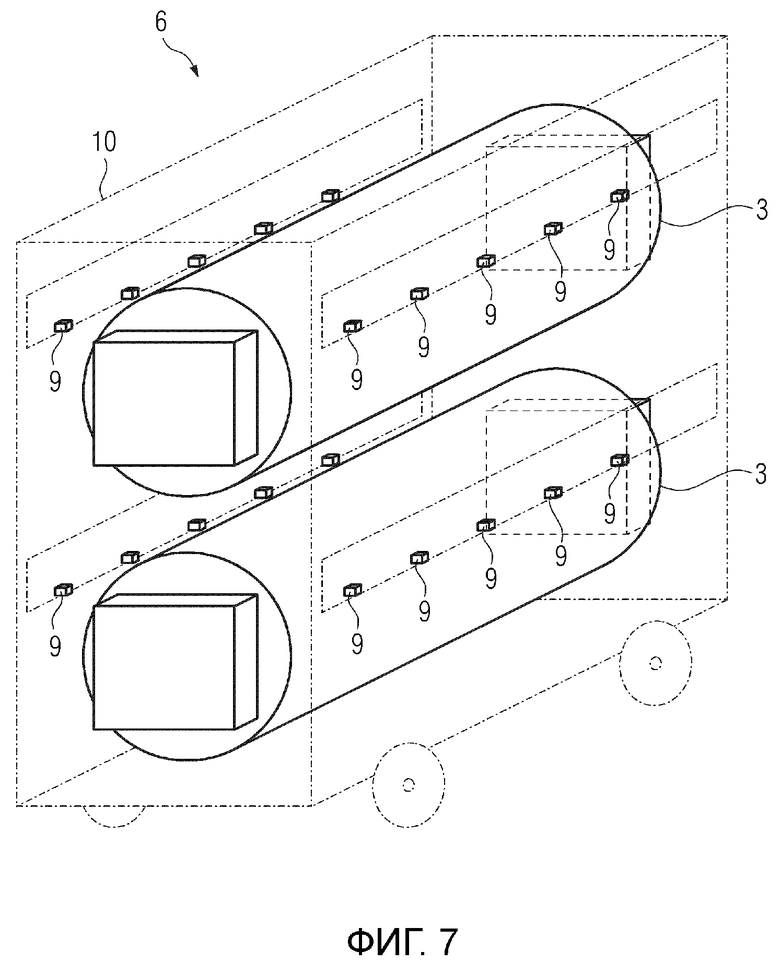
1. Устройство для укладки двух однотипных валков (3) в прокатной клети (2), причем это устройство для укладки является составной частью прокатной клети (2) или выполнено с возможностью размещения относительно прокатной клети (2) таким образом, что валки (3) выполнены с возможностью перевода из прокатной клети (2) в устройство для укладки или наоборот,
отличающееся тем,
что устройство для укладки имеет по меньшей мере одну измерительную систему (7), посредством которой температуры (T) и/или диаметры (D) валков, если смотреть в направлении осей валков, по меньшей мере, в предопределенных положениях (p') регистрации могут регистрироваться отдельно и независимо друг от друга.
2. Устройство по п.1,
отличающееся тем,
что устройство для укладки выполнено в виде перевалочной тележки (6).
3. Устройство по п.2,
отличающееся тем,
что измерительная система (7) имеет для каждого валка (3) несколько стационарных относительно основной части (10) устройства для укладки измерительных устройств (9), так что посредством этих измерительных устройств (9) температура (T) и/или диаметр (D) каждого валка (3), если смотреть в направлении осей валков, могут регистрироваться в каждом из предопределенных положений (p') регистрации.
4. Устройство по п.2,
отличающееся тем,
что измерительная система (7) имеет для каждого валка (3) несколько измерительных устройств (9), подвижных относительно основной части (10) устройства для укладки в направлении осей валков, причем посредством этих измерительных устройств (9) температура (T) и/или диаметр (D) каждого валка (3), если смотреть в направлении осей валков, могут регистрироваться на каждом отдельном участке, включающем в себя в каждом случае по меньшей мере одно из предопределенных положений (p') регистрации.
5. Устройство по п.1 или 2,
отличающееся тем,
что измерительная система (7) имеет для каждого валка (3) одно отдельное измерительное устройство (9), посредством которого температуры (T) и/или диаметры (D) каждого валка (3), если смотреть в направлении осей валков, могут регистрироваться, по меньшей мере, во всех из предопределенных положений (p') регистрации.
6. Устройство по п.5,
отличающееся тем,
что измерительное устройство (9) расположено подвижно на основной части (10) устройства для укладки, если смотреть в направлении осей валков, так что измерительное устройство (9) выполнено с возможностью перемещения по всей эффективной длине бочки валков (3).
7. Устройство по п.5,
отличающееся тем,
что измерительное устройство (9) расположено стационарно на основной части (10) устройства для укладки таким образом, что каждый валок (3) при переводе из прокатной клети (2) в перевалочную тележку (6) или наоборот движется мимо измерительного устройства (9).
8. Устройство по одному из пп.1-7,
отличающееся тем,
что измерительная система (7) соединена с возможностью передачи данных с управляющим прокатной клетью (2) блоком (4) автоматизации и автоматически передает в блок (4) автоматизации регистрируемые температуры (T) и/или диаметры (D), так что регистрируемые температуры (T) и/или диаметры (D) могут ставиться блоком (4) автоматизации в соответствие предопределенным положениям (p') регистрации.
9. Способ прокатки плоского проката в прокатной клети с использованием устройства по п.2,
- при этом проходящий через прокатную клеть (2) плоский прокат (1) прокатывают между двумя однотипными валками (3) прокатной клети (2);
- при этом управляющий прокатной клетью (2) блок (4) автоматизации посредством модели (5) прокатки на основе рабочих данных (BD) прокатной клети (2) определяет для двух однотипных валков (3), если смотреть в направлении осей валков, по меньшей мере, в предопределенных положениях (p) определения температуры (T) и/или диаметры (D) валков и, основываясь на найденных температурах (T) и/или диаметрах (D), определяет настройку (SD) прокатной клети (2), так что межвалковый зазор прокатной клети (2) настраивается во время прокатки плоского проката (1);
- при этом однотипные валки (3) время от времени демонтируют из прокатной клети (2) и переводят на перевалочную тележку (6),
отличающийся тем,
- что во время демонтажа валков (3) из прокатной клети (3) и перевода валков (3) на перевалочную тележку (6) или во время, следующее непосредственно за этим, посредством расположенной на прокатной клети (2) или на перевалочной тележке (6) измерительной системы (7), если смотреть в направлении осей валков, в предопределенных положениях (p') регистрации автоматизировано регистрируют температуры (T) и/или диаметры (D) обоих валков (3);
- регистрируемые температуры (T) и/или диаметры (D) автоматически передают в блок (4) автоматизации, так что регистрируемые температуры (T) и/или диаметры (D) могут ставиться блоком (4) автоматизации в соответствие предопределенным положениям (p') регистрации, и
- блок (4) автоматизации сравнивает определенные посредством модели (5) прокатки температуры (T) валков (3) и/или определенные посредством модели (5) прокатки диаметры (D) валков (3) с зарегистрированными посредством измерительной системы (7) температурами (T) валков и/или с зарегистрированными посредством измерительной системы (7) диаметрами (D) валков и на основе этого сравнения адаптирует модель (5) прокатки.
| WO 2011124585 A1, 13.10.2011 | |||
| СИСТЕМА ДЛЯ ЗАМЕНЫ ПРОКАТНОГО ВАЛКА | 2008 |
|
RU2462322C2 |
| Устройство для перевалки валков прокатной клети | 1978 |
|
SU768504A2 |
| DE 10138588 A1, 20.02.2003. | |||

