Изобретение касается системы для замены прокатного валка.
На сегодняшний день существует потребность в системах для замены прокатных валков, позволяющих производить замену прокатных валков с малыми временными затратами, а именно в тех случаях, когда они больше не удовлетворяют предъявляемым к ним требованиям. В частности, существует большая потребность в замене прокатных валков на прокатных станах.
Системы для замены прокатного валка на промышленной установке, в частности на прокатном стане, базируются сегодня зачастую на ручном труде, например, в части регистрации информации для распознавания прокатного валка и вытекающих из этого действий. Однако подобные процедуры замены прокатных валков связаны с многочисленными ошибками. На прокатном стане все это может привести, например, к тому, что в клеть прокатного стана будут установлены прокатные валки с «ошибочными» характеристиками. Все это негативно отражается на готовых прокатных изделиях, изготовленных с помощью таких прокатных валков. Дело может дойти до того, что готовые прокатные изделия нельзя будет использовать, и их надо будет заново расплавлять на сталеплавильном производстве.
Задача настоящего изобретения состоит в том, чтобы предоставить в распоряжение систему, с помощью которой можно будет повысить надежность технологического процесса прокатки.
Эта задача решается с помощью использования системы для замены прокатного валка, которая содержит систему для определения параметров, характеризующих идентичность и/или рабочее состояние прокатного валка, который используется на промышленной установке, по меньшей мере, одно, размещенное на прокатном валке сенсорное устройство для запоминания параметров, при этом оно выполнено таким образом, что может регистрировать запоминаемый параметр идентичности прокатного валка, и устройство для считывания, которое выполнено с возможностью осуществления бесконтактного считывания уже зарегистрированных параметров, поступающих от сенсорного устройства, при этом сенсорное устройство выполняет также задачу регистрации информации, касающейся параметра рабочего состояния прокатного валка, и может эксплуатироваться при температуре прокатного валка, составляющей, по меньшей мере, 150ºС, а также тележку, предназначенную для перевалки прокатных валков, на которую можно помещать прокатный валок для перемещения его в клеть прокатного стана или из клети прокатного стана, при этом сенсорное устройство для запонимания и/или регистрации параметров размещено на прокатном валке. С помощью подобной системы для замены прокатного валка можно избежать ошибок при проведении процедуры замены прокатного валка или, соответственно, быстрее обнаружить погрешности, появившиеся в процессе уже происшедшей замены прокатного валка. Считывание информации об идентифицирующих параметрах позволяет в любое время производить четкое распознавание прокатных валков, а также на основании уже установленной идентичности однозначно определять их характеристики. В случае необходимости информация по характеристикам прокатного валка может быть заложена непосредственно в сенсорное устройство, установленное на данном прокатном валке. В качестве альтернативы характеристика прокатного валка может определяться при использовании банка данных, в котором определенным прокатным валкам уже присвоены соответствующие определенные характеристики.
С помощью использования системы определения параметра предоставляется возможность для усовершенствования процедуры проведения контроля технологического процесса, в частности процесса прокатки на прокатном стане. В этом случае, с одной стороны, происходит бесконтактная передача данных между сенсорным устройством и устройством для считывания, в результате чего процесс определения параметров протекает более гибко, а, с другой стороны, могут определяться и считываться параметры рабочего состояния прокатного валка. Таким образом, границы информации о прокатном валке расширяются за счет актуальных данных, соответствующих рабочему состоянию данного прокатного валка, которые собственно не могут быть получены с помощью технологии RFID-Tags, а именно, метода ежедневной радиочастотной идентификации. Считываться может не только уже находящаяся в сенсорном устройстве информация, но дополнительно можно регистрировать также параметры рабочего состояния прокатного валка, которые могут меняться в зависимости от краевых условий.
Под идентифицирующими параметрами в рамках настоящей заявки понимаются все виды информации или, соответственно, данных, которые целенаправленно хранятся в сенсорном устройстве, чтобы позже их можно было считать с помощью устройства для считывания. В частности, идентифицирующие параметры включают в себя все хранимые данные, которые обеспечивают возможность однозначной идентификации прокатного валка, на котором установлено сенсорное устройство. Идентифицирующие параметры могут быть, например, историческими данными, относящимися к конкретному прокатному валку, они могут включать в себя, например, дату изготовления прокатного валка, изготовителя прокатного валка, предусмотренные области использования и/или срок службы прокатного валка. Далее, в качестве идентифицирующих параметров следует рассматривать также такие рабочие параметры, как, например, диапазон допустимых разбросов физических величин, таких как температура, давление и так далее, которые относятся к прокатному валку. Идентифицирующие параметры могут быть либо регулируемыми, т.е. они могут храниться в сенсорном устройстве с возможностью изменения, либо отрегулированными, т.е. быть однажды установленными и зафиксированными в сенсорном устройстве.
Параметры рабочего состояния отличаются тем, что они передают или, соответственно, характеризуют актуальное рабочее состояние прокатного валка. Информация о рабочем состоянии не заложена в сенсорном устройстве, она сначала собирается сенсорным устройством, например, с помощью проведения замеров или каким-либо другим способом, например, посредством проведения расчетов.
В случае настоящего изобретения регистрация параметров рабочего состояния возможна также и в неблагоприятных условиях, таких как высокие температуры, которые встречаются в промышленных установках. Однако упомянутые неблагоприятные условия не приводят к тому, что система для замены прокатных валков становится подверженной сбоям. Более того, система для замены прокатных валков рассчитана с такой прочностью, что она является работоспособной также и в таких неблагоприятных условиях. Подобные неблагоприятные условия встречаются, в частности, в металлообрабатывающей промышленности, как например, в сталелитейных или прокатных производствах. Дело в том, что в зависимости от вида и функции прокатного валка, а также в зависимости от местонахождения сенсорного устройства на прокатном валке, работающем в сталелитейном или прокатном производстве, здесь можно встретить рабочие температуры сенсорного устройства выше 200º. Поэтому сенсорное устройство имеет, предпочтительным образом, такую конструктивную форму выполнения, что оно может длительное время эксплуатироваться в диапазоне температур от 150ºС до 350ºС или, соответственно, от 200ºС до 350ºС. Особое преимущество состоит в том, что сенсорное устройство в части конструкции выполнено таким образом, что оно может длительное время эксплуатироваться в диапазоне температур от 150ºС до 1000ºС. Длительная эксплуатация традиционных сенсорных устройств, работающих по технологии RFID-Tags, т.е. по методу ежедневной радиочастотной идентификации, в таком диапазоне температур на сегодня невозможна.
Предпочтительным образом, прокатные валки, оснащенные сенсорным устройством, подлежат частой замене, например, по причине износа, поэтому при такого рода обстоятельствах преимущества изобретения обращают на себя особое внимание. Это связано с тем обстоятельством, что при использовании настоящего изобретения в случае необходимости замены прокатного валка или прокатных валков можно уменьшить количество ошибок и погрешностей, сопутствующих этой процедуре, поскольку идентичность прокатного валка однозначно и очень просто может определяться с помощью сенсорного устройства. Далее, с помощью использования настоящего изобретения в процессе эксплуатации прокатного валка можно совершенно простым способом регистрировать параметры его рабочего состояния. Это позволяет установить взаимосвязь между характером поведения прокатного валка в процессе его эксплуатации, в частности его возможным износом, и параметрами рабочего состояния. Все это может быть использовано для усовершенствования или, соответственно, оптимизации процесса эксплуатации прокатного валка.
Под промышленными установками понимается любое оборудование, которое предусмотрено для осуществления промышленного производства или для оказания промышленных услуг. В качестве таковых могут выступать промышленные промывочные установки, сталеплавильные и прокатные производства, химические промышленные установки, промышленные установки, используемые в производстве основных материалов, в частности, промышленные установки для производства бумаги, или любые другие виды промышленного оборудования.
Аппарат для бесконтактного считывания информации от сенсорного устройства может быть выполнен мобильным или стационарным. В частности, устройство для считывания может быть выполнено в виде мобильного ручного прибора. Этот вариант подходит, преимущественным образом, для тех ситуаций, когда, например, персонал должен считывать информацию от сенсорных устройств, установленных на прокатных валках, которые находятся в шлифовальном отделении, где производится их шлифовка, или в складских помещениях, где они хранятся. В качестве альтернативного варианта устройство для считывания может быть размещено на прокатных валках промышленного оборудования таким образом, что информация от сенсорного устройства может считываться бесконтактным способом. В частности, устройство для считывания может быть установлено с возможностью перемещения относительно сенсорного устройства.
В предпочтительной форме выполнения изобретения устройство для считывания размещено на тележке, предназначенной для перевалки прокатных валков. Так как прокатные валки при проведении процедуры их замены, как правило, размещаются тоже на тележке, предназначенной для перевалки прокатных валков, то как раз там и можно особенно просто производить идентификацию прокатных валков. Вследствие размещения устройства для считывания на тележке, предназначенной для перевалки прокатных валков, это устройство, при определенных обстоятельствах, в процессе его установки, может быть, к тому же, и защищено. Далее, здесь уже отсутствует необходимость в каких-либо дополнительных мобильных устройствах для считывания, а следовательно, и в месте, которое необходимо для их размещения.
Преимущество тележки, предназначенной для перевалки прокатных валков, заключается в том, что она, в свою очередь, содержит тележку с цанговыми зажимными приспособлениями, на которой и размещается устройство для считывания. Тележка с цанговыми зажимными приспособлениями предназначена для перемещения прокатного валка в клеть прокатного стана или, соответственно, из клети прокатного стана. В процессе перемещения в клеть прокатного стана и из нее тележка с цанговыми зажимными приспособлениями занимает положение, относительно близкое к прокатному валку. Поэтому с помощью устройства для считывания, размещенного на тележке с цанговыми зажимными приспособлениями, можно просто и без каких-либо погрешностей считывать информацию от сенсорного устройства. А поэтому, в частности, при размещении устройства для считывания на тележке с цанговыми зажимными приспособлениями для считывания информации от сенсорного устройства можно использовать электромагнитные волны с коротким радиусом действия.
В предпочтительной форме выполнения изобретения сенсорное устройство размещено на торцевой поверхности и/или на опоре прокатного валка. Торцевая поверхность прокатного валка по сравнению с наружной боковой поверхностью прокатного валка подвержена лишь относительно малым нагрузкам. Далее, сенсорное устройство, установленное на торцевой стороне или на опоре прокатного валка, является особенно легко доступным даже во время работы прокатного валка. Как правило, во время бесконтактного считывания информации от сенсорного устройства здесь возникают совсем незначительные помехи.
Предпочтительным образом, система для замены прокатного валка содержит устройство для обработки данных, в которое может подаваться уже считанная информация о параметрах прокатных валков, которые участвовали в процедуре замены. Выполненное в соответствии с изобретением устройство для считывания может производить идентификацию каждого прокатного валка, используя однозначный идентифицирующий параметр. Это опять же позволяет с помощью устройства для обработки данных, используя, например, список конкорданса, т.е. перечень всех слов текста с указанием контекстов их использования, присвоить каждому прошедшему идентификацию прокатному валку однозначные характеристики. В предпочтительной форме выполнения изобретения устройство для обработки данных проверяет, может ли прокатный валок, перемещенный или перемещаемый в клеть прокатного стана, эксплуатироваться данной клетью прокатного стана так, как это предусмотрено планом, в частности, в зависимости от специфики изготавливаемого изделия. Поэтому, предпочтительным образом, в устройстве для обработки данных находится также информация о клетях прокатного стана, в частности, какие конкретные прокатные валки должны работать в конкретных клетях прокатного стана, а именно, применительно к специфике изготавливаемого изделия. Тележка, предназначенная для перевалки прокатных валков, обслуживает, как правило, определенную клеть прокатного стана. В случае, если с помощью устройства для считывания, размещенного на тележке, предназначенной для перевалки прокатных валков, происходит определение идентичности прокатного валка и, при известных условиях, также и идентичности клети прокатного стана, то посредством устройства для обработки данных можно установить, может ли конкретный прокатный валок эксплуатироваться совместно с конкретной клетью прокатного стана в рамках условий, предусмотренных планом. Поскольку в определенных клетях прокатного стана разрешается использовать только определенные прокатные валки, а именно, для того чтобы не вызвать нежелательных изменений в качествах готовых изделий - прокатываемого материала, как, например, металлической полосы, то с помощью устройства для обработки данных проверяется, обладает ли прокатный валок, который находится на тележке, предназначенной для перевалки прокатных валков, и предусмотрен для замены, соответствующими характеристиками. Как правило, комплект прокатных валков, например, состоящий их двух рабочих прокатных валков, меняется целиком, т.е. оба прокатных валка заменяются одновременно. Если же с помощью устройства для обработки данных определяют, что на тележке, предназначенной для перевалки прокатных валков, которая обслуживает только определенную клеть прокатного стана, находится прокатный валок, который предназначен не для данной клети прокатного стана, то устройство для обработки данных может передать соответствующий сигнал на центральный контрольный пункт управления. Там будут приняты соответствующие меры. При известных условиях, устройство для обработки данных может автоматически выдать предупредительную информацию о том, что на определенной тележке, предназначенной для перевалки прокатных валков, происходит процедура замены идентифицированного прокатного валка, имеющего «неправильные» характеристики, на прокатный валок с «правильными» характеристиками. Таким образом, для тележки, предназначенной для перевалки прокатных валков, можно подготовить прокатный валок с соответствующими характеристиками, и, при известных условиях, еще до того момента, как произойдет замена прокатного валка или, соответственно, до того момента, как вследствие этой процедуры замены на готовом изделии появятся дефекты. Так что, предпочтительным образом, устройство для обработки данных выполнено, по меньшей мере, с возможностью управления наличием прокатных валков, в частности, при осуществлении их замены. Устройство для обработки данных автоматически определяет, какие прокатные валки должны быть выведены из прокатной клети, а какие введены в нее для работы. Таким образом, устройство для обработки данных берет на себя функцию регистрации поступления и выбытия прокатных валков, и, тем самым, функцию документирования процесса замены прокатных валков. Поэтому в устройстве для обработки данных всегда хранится информация о том, какие прокатные валки в данный момент находятся в эксплуатации. При известных условиях, устройствами считывания оборудованы также и транспортные устройства, такие как краны или тележки, предназначенные для транспортировки прокатных валков, так что имеется возможность отслеживать также дальнейшее перемещение и местонахождение в прокатном цехе тех прокатных валков, которые были выведены из клети прокатного стана. Таким образом, отслеживание перемещения и местонахождения прокатных валков может осуществляться также и устройством для обработки данных.
В предпочтительной форме выполнения изобретения регистрация параметров рабочего состояния может осуществляться с помощью измерений. Благодаря проведению определения актуальных параметров рабочего состояния прокатного валка с использованием технических измерительных средств, происходит, предпочтительным образом, объединение двух принципов получения данных. С одной стороны, можно в любое время считать информацию от сенсорного устройства, касающуюся, по меньшей мере, одного параметра рабочего состояния, что технически очень просто сделать. С другой стороны, с помощью устройства для считывания в любое время можно провести идентификацию прокатного валка на основании хранящейся в нем информации об идентифицирующих параметрах. Таким образом, можно, например, целенаправленно провести серию замеров параметров рабочего состояния по конкретным прокатным валкам и, например, соотнести их с качеством готового изделия, в изготовлении которого данный прокатный валок принимает или принимал участие. Эта практика может быть использована для усовершенствования технологического процесса. В качестве параметров рабочего состояния с помощью замеров могут быть определены, в частности, такие параметры, как температура прокатного валка, колебательный режим прокатного валка, т.е. частота колебаний и/или амплитуда колебаний прокатного валка, позиция прокатного валка или влажность среды, окружающей прокатный валок. В частности, в случае присутствия клетей прокатного стана на клети прокатного стана, на рабочем валке и на приводах клетей прокатного стана необходимо, предпочтительным образом, устанавливать сенсорные устройства, которые будут регистрировать информацию о колебательном режиме соответствующего прокатного валка. С помощью определения колебательного режима соответствующих прокатных валков можно установить, какой прокатный валок несет функцию возбуждения в части возникающих на клетях прокатного стана колебаний, которые негативно отражаются на качестве готовых металлических изделий. Путем быстрой локализации источника колебаний можно принять своевременные меры для того, чтобы удержать, по возможности, на минимальном уровне тот брак, который может возникать в готовой прокатанной продукции, например, на металлической ленте, вследствие воздействия колебаний клети прокатного стана.
В предпочтительной форме выполнения изобретения энергия для работы сенсорного устройства может подводиться к нему через устройство для считывания. Таким образом, нет необходимости оснащать сенсорное устройство отдельным источником энергии, который бы обеспечивал работу данного сенсорного устройства. Более того, сенсорное устройство работает только тогда, когда устройство для считывания выдает сигнал для считывания информации, хранящейся в сенсорном устройстве. В результате этого сенсорное устройство может быть выполнено компактным и иметь незначительный вес.
В предпочтительной форме выполнения изобретения считывание информации от сенсорного устройства осуществляется с помощью электромагнитного излучения. Использование электромагнитного излучения основано на понятных и в полной мере оправдавших себя технологиях и, в связи с этим, отличается надежностью и простотой в пользовании. Что касается устройства для считывания, то для него, предпочтительным образом, предусмотрена излучаемая мощность, которая укладывается в рамки разрешительных документов, выдаваемых государственными ведомствами. В настоящее время в Европе она составляет 100 мВт (милливатт). Однако это значение может претерпеть изменения. При этом передача данных осуществляется, предпочтительным образом, в частотном диапазоне от 2,4 ГГц (гигагерц) до 2,4835 ГГц (гигагерц), т.е. в диапазоне ISM (Industrial, Scientific, Medical). Для того чтобы избежать возникновения помех со стороны других беспроволочных коммуникационных систем - например, со стороны систем, базирующих на беспроводных локальных сетях (WLAN), устройство для считывания и/или сенсорное устройство могут быть выполнены таким образом, что коммуникация между ними будет функционировать только на короткой дистанции, т.е. на расстоянии менее 1 метра, в частности, в диапазоне от 30 см до 80 см. Далее, устройство для считывания может включать в себя, например, антенну направленного действия, которая будет излучать сигнал для считывания информации, хранящейся в сенсорном устройстве, в основном, в направлении этого сенсорного устройства. В частности, энергия для работы электрически пассивного сенсорного устройства может подводиться к нему, предпочтительным образом, с помощью электромагнитного излучения или, соответственно, с помощью электромагнитных волн.
В следующей предпочтительной форме выполнения изобретения сенсорное устройство выполнено таким образом, что может регистрироваться информация, одновременно касающаяся большого количества параметров. Таким образом, с помощью одного единственного сигнала обратной связи, выдаваемого сенсорным устройством, можно переносить, например, информацию, касающуюся большей части идентифицирующих параметров, большей части параметров рабочего состояния или комбинации, состоящей из идентифицирующих параметров и параметров рабочего состояния. Сигнал обратной связи содержит, например, зарегистрированные параметры рабочего состояния и идентифицирующие параметры. При этом основой сигнала обратной связи является, например, сигнал, соответствующий идентифицирующему параметру. Сигнал, присвоенный идентифицирующему параметру, в процессе проведения измерения параметра рабочего состояния, например, определенным образом модифицируется, а именно так, что изменение сигнала, соответствующего идентифицирующему параметру, воспроизводит параметр рабочего состояния. В результате этого объем передачи данных и, тем самым, величина абсолютной погрешности при передаче данных могут удерживаться на минимальном уровне.
В предпочтительном варианте выполнения изобретения сенсорное устройство выполнено в виде сенсорного устройства поверхностных волн, которое содержит приемно-передающий блок, преобразователь сигналов, который размещен на пьезоэлектрическом кристалле и служит для взаимного преобразования поверхностных волн и электрических сигналов, и, по меньшей мере, рефлектор для отражения поверхностных волн. При этом речь идет о сенсорном устройстве, отличающемся особой стабильностью температуры, которое может эксплуатироваться в условиях температур до 350ºС, а в случае особой формы выполнения - за счет использования жаростойкой керамики - даже в диапазоне температур до 1000ºС. Приемно-передающий блок представляет собой, как правило, антенну, которая принимает сигналы, в частности, электромагнитные волны, от устройства для считывания. С помощью преобразователя сигналов и пьезоэлектрического кристалла они преобразуются в поверхностные волны. Поверхностные волны распространяются по поверхности пьезоэлектрического кристалла. Далее, на поверхности пьезоэлектрического кристалла расположен, по меньшей мере, один рефлектор для отражения поверхностных волн. Предпочтительным образом, предусмотрено несколько рефлекторов, например, два или три. На каждое сенсорное устройство поверхностных волн может быть также предусмотрено до 20 рефлекторов. Поверхностные волны, как правило, частично отраженные, по меньшей мере, одним рефлектором, возвращаются назад к преобразователю сигналов и преобразуются в нем опять же в электромагнитные сигналы. После этого полученные из поверхностных волн электромагнитные сигналы излучаются антенной сенсорного устройства и принимаются устройством для считывания. Таким образом, за счет соответствующего расположения рефлекторов на пьезоэлектрическом кристалле каждое сенсорное устройство может иметь индивидуальное конструктивное исполнение.
В предпочтительной форме выполнения изобретения определенное размещение, по меньшей мере, одного рефлектора определяет идентифицирующий параметр. За счет размещения рефлекторов на пьезоэлектрическом кристалле каждое сенсорное устройство может быть обеспечено информацией о соответствующих параметрах, являющихся идентифицирующими для определенного прокатного валка. При этом идентичность обеспечивается характеристическими значениями времени прохождения или разницей характеристических значений времени прохождения сигналов между преобразователем сигналов и, по меньшей мере, одним рефлектором. Тогда, по меньшей мере, один идентифицирующий параметр из числа считанных идентифицирующих параметров создает возможность для взаимно однозначного определения идентичности прокатного валка, а именно, исходя из значений считанных идентифицирующих параметров. Однако сенсорное устройство поверхностных волн позволяет одновременно проводить также измерения температуры и колебаний, поскольку время распространения поверхностной волны, создаваемой преобразователем сигналов, является зависимым от температуры и от колебательного режима пьезоэлектрического кристалла. Таким образом, в случае использования подобного сенсорного устройства наряду со считыванием информации о параметре, являющемся идентифицирующим для определенного прокатного валка, может происходить также и постоянное считывание уже зарегистрированных сенсорным устройством параметров рабочего состояния в форме температуры и колебательного режима, и, к тому же, без дополнительных затрат.
В предпочтительной форме выполнения изобретения первый прокатный валок содержит первое сенсорное устройство поверхностных волн, а второй прокатный валок содержит второе сенсорное устройство поверхностных волн, при этом рефлекторы первого и второго сенсорного устройства поверхностных волн располагаются таким образом, что при одновременном считывании информации от обоих сенсорных устройств не происходит перекрытия по времени сигналов, которые идентифицируют считанные параметры, относящиеся к первому прокатному валку, с сигналами, которые идентифицируют считанную информацию в части параметров, относящихся ко второму прокатному валку. Таким образом, появляется возможность при использовании одного единственного устройства для считывания производить одновременное считывание информации, хранящейся в нескольких, по меньшей мере, в двух, сенсорных устройствах и, несмотря на это, четко соотносить полученные при этом сигналы с соответствующим сенсорным устройством и, тем самым, с соответствующим прокатным валком. В результате этого происходит дальнейшее усовершенствование процесса передачи данных, так как уменьшаются затраты на процедуру считывания информации, хранящейся в сенсорных устройствах. Этот факт имеет, в частности, преимущество в части считывания информации по уже смонтированным прокатным валкам, поскольку в этой ситуации можно сократить время для регистрации информации о смонтированных прокатных валках, а именно на опорах прокатного валка.
В еще одной предпочтительной форме выполнения изобретения предусмотрено устройство для обработки данных, в которое подаются уже считанные параметры. К устройству для обработки данных подводятся зарегистрированные считанные параметры рабочего состояния и считанные идентифицирующие параметры. В результате этого создается банк данных, к которому можно обращаться с целью осуществления работ по регулированию, управлению или для оформления документации применительно к каждому прокатному валку в отдельности. Предпочтительным образом, в устройство для обработки данных вводится и другая информация о параметрах рабочего состояния прокатного валка, которую сенсорное устройство не собирало и не может собирать, а также множество других величин, оказывающих влияние на протекание технологического процесса. Предпочтительным образом, в данное устройство для обработки данных вводятся также данные о процессе изготовления готового изделия или, соответственно, данные о самом изготовленном изделии. Посредством определения взаимозависимостей между параметрами рабочего состояния и качествами изготовленного продукта, например, в форме модели технологического процесса, фактически зарегистрированные параметры рабочего состояния могут быть использованы для регулирования, управления или оптимизации применительно к конкретному прокатному валку или, соответственно, к технологическим процессам, связанным с его эксплуатацией. Оптимизация прокатного валка осуществляется, предпочтительным образом, в процессе автономного производственного режима, т.е. вне производственного цикла протекания технологического процесса, например, после замены прокатного валка или, соответственно, после его демонтажа. Регулирование и/или управление прокатными валками на основе зарегистрированных и считанных параметрах рабочего состояния осуществляется, предпочтительным образом, во время эксплуатации прокатного валка, т.е. в реальном времени, а именно, у действующего оборудования. Последовательно считанные параметры рабочего состояния в сочетании с считанными идентифицирующими параметрами могут, например, непосредственно поступать в модель технологического процесса и использоваться для регулирования установочных величин прокатного валка. В результате этого может быть улучшено качество готового продукта.
Другие преимущества изобретения вытекают из примеров выполнения изобретения, которые схематически представлены на чертежах и которым ниже даются более подробные пояснения на основе фигур. На них показано:
на фиг.1 - система для определения параметров,
на фиг.2 - система для замены прокатного валка,
на фиг.3 - вид сбоку на прокатный валок с опорой,
на фиг.4 - первое сенсорное устройство поверхностных волн,
на фиг.5 - второе сенсорное устройство поверхностных волн.
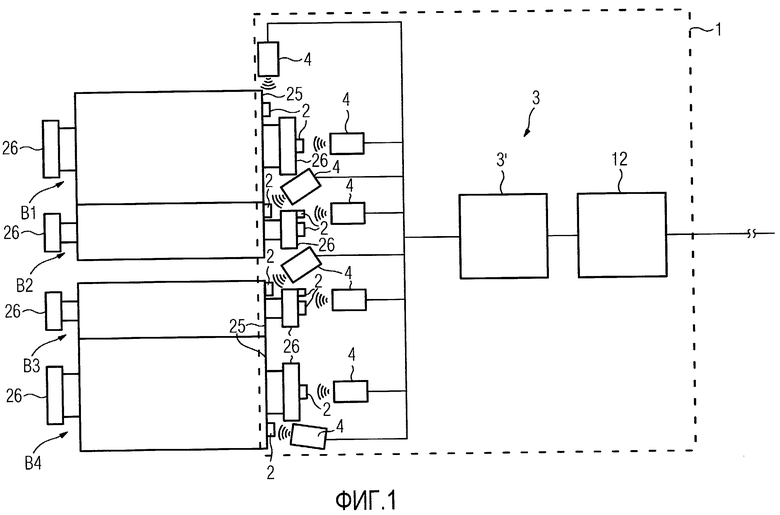
На фиг.1 показана система 1 для определения параметров различных прокатных валков В1, В2, В3 и В4 прокатного стана, при этом показанные на фиг.1 прокатные валки В1 и В4 выполнены в виде опорных прокатных валков с опорами 26, а показанные на фиг.1 прокатные валки В2 и В3 выполнены в виде рабочих прокатных валков с опорами 26. Следует отметить, что расположенные со стороны привода приводные сегменты для осуществления приводного движения рабочих прокатных валков на фиг.1 не изображены, поскольку они не являются существенными для изобретения. Система 1 для определения параметров включает в себя устройство 3 для предварительной обработки информации, которое содержит управляющий блок 3' считывания и антенны 4, управляемые этим управляющим блоком 3' считывания. Далее, система 1 для определения параметров содержит сенсорные устройства 2, которые установлены на прокатных валках В1, В2, В3 и В4.
Сенсорные устройства 2 выполнены в виде сенсорных устройств поверхностных волн. В сенсорных устройствах поверхностных волн хранится, соответственно, один идентифицирующий параметр, индивидуальный для каждого прокатного валка В1, В2, В3 и В4.
Этот индивидуальный идентифицирующий параметр может считываться с помощью устройства 3 для считывания. Кроме того, с помощью соответствующих сенсорных устройств 2 могут регистрироваться параметры рабочего состояния, а именно, температура и колебательный режим соответствующего прокатного валка В1, В2, В3 и В4. Сенсорные устройства 2 расположены на прокатном валке В1 в разных местах. Для проведения простой идентификации прокатных валков В1, В2, В3 и В4 соответствующие сенсорные устройства 2 расположены таким образом, что самым наипростейшим образом через антенны 4 им может быть отправлен запрос на получение информации и, соответственно, может считываться соответствующая ответная информация. Для этой цели, упомянутые определенные сенсорные устройства 2 установлены на опорах 26 рабочих и опорных прокатных валков или, соответственно, на «расположенных снаружи», не изображенных на фиг.1 торцевых поверхностях рабочих или, соответственно, опорных прокатных валков.
Далее, сенсорные устройства 2 установлены на прокатных валках В1, В2, В3 и В4 на «расположенной внутри» торцевой поверхности 25 соответствующего опорного или же рабочего прокатного валка. Эти сенсорные устройства 2 служат для определения температуры рабочих прокатных валков В2, В3 на возможно близком расстоянии от наружной боковой поверхности, взаимодействующей с металлической полосой, или, соответственно, в случае опорных прокатных валков В1 или же В4 для определения температуры опорных прокатных валков В1, В4 на возможно близком расстоянии от контактной поверхности между рабочим прокатным валком В2 или, соответственно, В3 и опорным прокатным валком В1 или, соответственно, В4.
Представленные на фиг.2 сенсорные устройства 2 являются пассивными сенсорными устройствами, так как они не располагают собственным энергоснабжением. Сенсорные устройства 2 приводятся в действие посредством электромагнитного поля, излучаемого соответствующей антенной 4. С помощью энергии, подводимой к сенсорным устройствам 2, ими могут регистрироваться параметры рабочего состояния, температура и/или колебательный режим, которые затем вместе с хранящимися в них идентифицирующими параметрами посылаются назад к антенне 4. Антенна 4 передает сигналы к управляющему блоку 3' считывания, который преобразует полученные антенной 4 сигналы в идентифицирующие параметры или, соответственно, в параметры рабочего состояния.
Процедура считывания информации от сенсорных устройств 2 осуществляется, предпочтительным образом, непрерывно, т.е. параметры рабочего состояния прокатных валков В1, В2, В3 и В4 регистрируются, предпочтительным образом, через малые промежутки времени в течение длительного периода времени. Прошедшие процедуру считывания параметры рабочего состояния в устройстве 3 для считывания распределяются между идентифицирующими параметрами таким образом, что в устройстве 12 для обработки данных депонируется информация, касающаяся временной характеристики протекания рабочего состояния прокатного валка, например, прокатного валка В1, который однозначно может быть идентифицирован с помощью идентифицирующего параметра.
Предпочтительным образом, считываются идентифицирующие параметры и параметры рабочего состояния, касающиеся множества прокатных валков, которые работают на промышленной установке, после чего они передаются в устройство 12 для обработки данных.
К устройству 12 для обработки данных может дополнительно подводиться и другая информация, которая была определена без использования системы 1 для определения параметров. В таком случае данные, запомненные в устройстве 12 для обработки данных, позволяют производить определение взаимосвязей между различными величинами, относящимися к промышленной установке. Например, износ прокатных валков может определяться в зависимости от имеющихся параметров рабочего состояния каждого прокатного валка. Кроме того, исходя из этих установленных взаимосвязей, можно определить условия эксплуатации прокатного валка, которые смогут обеспечить более длительный срок его службы. Можно также определить и зависимость качества готового изделия, например металлической ленты, которое изготавливается с использованием рабочих и опорных прокатных валков, от параметров рабочего состояния соответствующего прокатного валка. В результате этого появляется возможность для усовершенствования технологических процессов, протекающих на промышленной установке.
Система 1 для определения параметров подключена, предпочтительным образом, к системе автоматизации промышленной установки. Предпочтительным образом, данные, находящиеся на хранении в устройстве 12 для обработки данных, могут запрашиваться также и с центрального пункта управления, который осуществляет общий контроль технологического процесса, после чего эти данные могут подвергаться дальнейшей обработке, и, кроме этого, они могут быть, например, индицированы на дисплее.
На фиг.2 изображена система 20 для замены одного прокатного валка или же нескольких прокатных валков или, соответственно, для замены комплекта прокатных валков. Система 20 для замены прокатного валка содержит тележку 22, предназначенную для перевалки прокатных валков, на которой может находиться один прокатный валок или, соответственно, комплект прокатных валков. На фиг.2 изображены первый рабочий прокатный валок 21 и второй рабочий прокатный валок 21', которые лежат на тележке 22, предназначенной для перевалки прокатных валков. Следует отметить, что приводные сегменты, которые расположены со стороны привода и служат для приведения в действие рабочих прокатных валков 21 и 21', на фиг.2 не представлены, поскольку они не являются существенными для изобретения. Рабочий прокатный валок 21 и рабочий прокатный валок 21' вместе образуют комплект прокатных валков. Они должны вводиться в уже подготовленную, т.е. освобожденную от рабочих прокатных валков, клеть прокатного стана, которая в данном случае не представлена.
Далее, система 20 для замены прокатного валка или, соответственно, комплекта прокатных валков, оборудована тележкой 23 с цанговыми зажимными приспособлениями, которая установлена на роликовых элементах 29 с возможностью перемещения, а именно, таким образом, что эта тележка может выводить из клети прокатного стана отдельные прокатные валки или, соответственно, комплект прокатных валков и вводить в клеть прокатного стана отдельные прокатные валки или, соответственно, комплект прокатных валков. К тому же, тележка 23 с цанговыми зажимными приспособлениями содержит два цанговых зажимных приспособления 24, с помощью которых можно направлять рабочие прокатные валки 21 и 21'. Рабочие прокатные валки 21 и 21', которые вместе образуют комплект прокатных валков, включают в себя, соответственно, две опоры 26.
На опорах 26 соответствующих рабочих прокатных валков 21 или 21' размещено в каждом случае по одному сенсорному устройству 2. Конструкция сенсорных устройств 2 выполнена, соответственно, таким образом, что позволяет производить запоминание информации об идентифицирующих параметрах, а также регистрацию параметров рабочего состояния. Сенсорные устройства 2 размещены, предпочтительным образом, на тех опорах 26 прокатных валков 21 или 21', которые обращены по направлению к тележке 23 с цанговыми зажимными приспособлениями. Тележка 23, оборудованная цанговыми зажимными приспособлениями, содержит устройство 3 для считывания информации от сенсорных устройств 2. Для этой цели на тележке 23 с цанговыми зажимными приспособлениями размещены две антенны 4, которые противолежат соответствующему сенсорному устройству, находящемуся на опоре 26 рабочих прокатных валков 21 или, соответственно, 21'. Антенны 4 соединены с управляющим блоком 3' считывания, который является составной частью устройства 3 для считывания, при этом в управляющем блоке 3' считывания происходит последующая обработка сигналов, полученных от сенсорного устройства 2. Таким образом, тележка 22, предназначенная для перевалки прокатных валков, включает в себя систему 1 для определения параметров, которые характеризуют идентичность и/или рабочее состояние прокатного валка, поскольку на тележке 22, предназначенной для перевалки прокатных валков, лежат прокатные валки с размещенными на них сенсорными устройствами 2. Прошедшие процедуру считывания параметры могут передаваться в устройство 27 для обработки данных, которое автоматически управляет процессом замены прокатных валков. Посредством считывания идентифицирующих параметров в случае прокатных валков, выводимых из клети прокатного стана, а также посредством считывания идентифицирующих параметров в случае прокатных валков, вводимых в клеть прокатного стана, можно автоматически определить, какие именно прокатные валки находятся в определенной клети прокатного стана. Поскольку каждая тележка 22, предназначенная для перевалки прокатных валков, обслуживает определенную клеть прокатного стана, то, как правило, нет необходимости в дополнительной идентификации клети прокатного стана, которая обычно проводится системой 1 для определения параметров, а именно, в случае, если известна тележка, с помощью которой производится перевалка прокатных валков. Однако такую операцию можно предусмотреть также и дополнительно.
Далее, в устройстве 27 для обработки данных может происходить согласование идентифицирующих параметров прокатных валков со списками конкорданса. В списках конкорданса, например, зафиксировано, какие характеристики должны иметь рабочие прокатные валки или опорные прокатные валки, обслуживающие определенную прокатную клеть, для того чтобы эксплуатация этой прокатной клети происходила так, как это предусмотрено планом, что необходимо для того, чтобы изготовленная продукция обладала качествами, которые находятся в рамках предусмотренной спецификации. Кроме того, в списках конкорданса заложена информация о характеристиках прокатных валков, которые однозначно могут пройти процедуру идентификации. В случае, если система 1 для определения параметров - в рамках системы 20 для замены прокатного валка или, соответственно, комплекта прокатных валков - путем проведения согласования данных, содержащихся в списке конкорданса, зафиксирует, что прокатный валок или, соответственно, комплект прокатных валков, находящиеся на тележке 22, предназначенной для перевалки прокатных валков, не обладает соответствующими характеристиками, которые необходимы для эксплуатации клети прокатного стана без каких-либо сбоев или, соответственно, для изготовления такой продукции, которая бы отвечала требуемому качеству, то, предпочтительным образом, устройство 27 для обработки данных отправит сигнал, в частности, предупредительный сигнал, на центральный контрольный пункт 28 управления. Центральный контрольный пункт 28 управления представляет собой, предпочтительным образом, центральный пункт управления промышленной установкой. После этого с пульта управления может быть дана команда на замену прокатных валков, находящихся в тележке 22, предназначенной для перевалки прокатных валков, в результате чего не произойдет перерыв в технологическом процессе и, соответственно, не произойдет повреждения готовой продукции. В качестве альтернативы устройство 27 для обработки данных может инициировать полностью автоматизированный процесс замены комплекта прокатных валков, находящихся на тележке для перевалки прокатных валков.
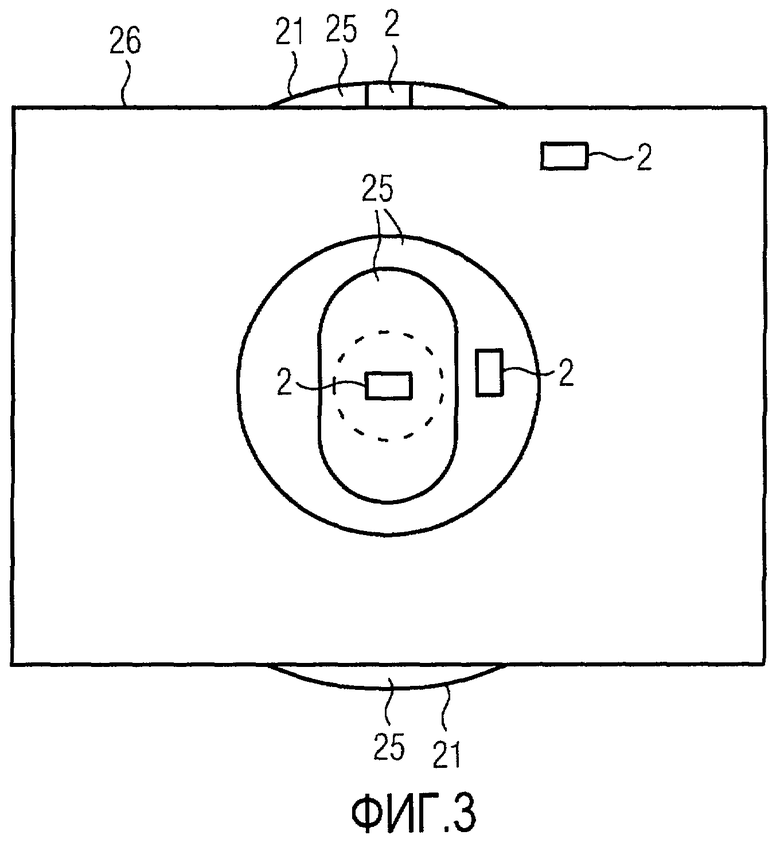
На фиг.3 показан вид сбоку на прокатный валок 21 вместе с опорой 26. В частности, фиг.3 показывает, какие, например, конкретные возможности существуют для размещения сенсорных устройств 2 на опоре 26 или, соответственно, на прокатном валке 21. Части прокатного валка 21 проходят сквозь опору 26 и могут использоваться для размещения сенсорного устройства 2 на торцевой поверхности 25 прокатного валка 21. Для очень качественного определения температуры прокатного валка 21 необходимо, предпочтительным образом, устанавливать сенсорное устройство 2 по возможности очень близко к наружной боковой поверхности прокатного валка 21, которая контактирует с прокатываемым материалом. Достаточное четкое пояснение такой возможности дается на фиг.3, на которой сенсорное устройство 2 установлено на торцевой поверхности 25 прокатного валка 21, которая находится позади опоры 26. На фиг.3 речь идет лишь о примере одной из возможных форм конструктивного исполнения, которые в рамках любого варианта выполнения устройства 3 для считывания, считывающего информацию от сенсорного устройства 2, могут быть изменены специалистом.
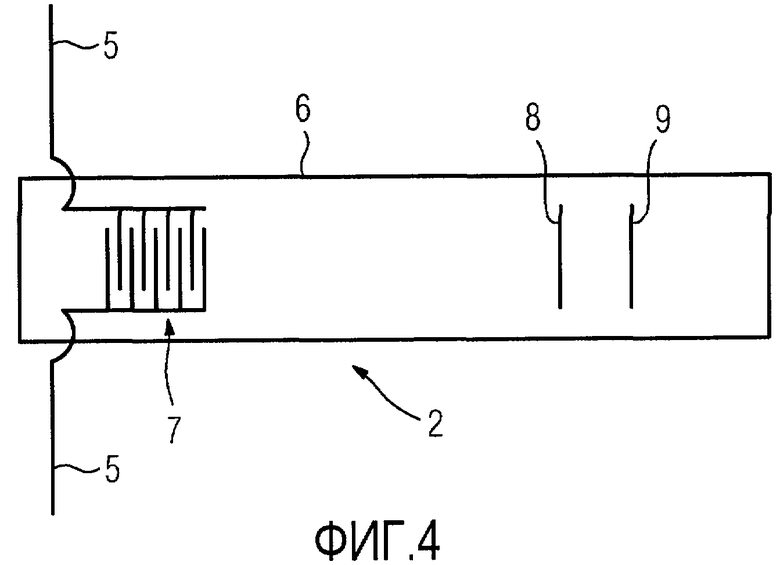
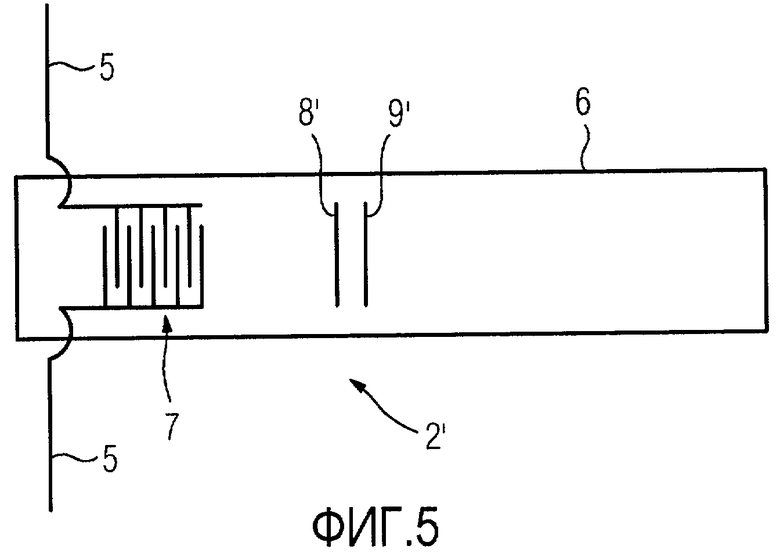
На фиг.4 изображено первое сенсорное устройство 2 поверхностных волн, а на фиг.5 - второе сенсорное устройство 2' поверхностных волн. Первое сенсорное устройство 2 поверхностных волн и второе сенсорное устройство 2' поверхностных волн имеют такое конструктивное выполнение, что они могут размещаться непосредственно рядом друг с другом, при этом даже тогда, когда информация от обоих сенсорных устройств считывается одновременно. Такая возможность обеспечивается за счет того, что в процессе одновременного считывания информации от сенсорного устройства 2 и от сенсорного устройства 2', например, с помощью одной единственной антенны 4, сигналы, передающие информацию об идентифицирующих параметрах или, соответственно, о параметрах рабочего состояния, не перекрываются во времени. Сенсорные устройства 2 поверхностных волн или, соответственно, сенсорные устройства 2' поверхностных волн содержат в каждом случае приемно-передаточный блок, выполненный в форме антенн 5 сенсорных устройств. Эти антенны 5 обоих сенсорных устройств 2 и, соответственно, 2' соединены с преобразователем 7 сигналов. Преобразователь 7 сигналов в обоих случаях является металлической пальцевой структурой, которая является пригодной для того, чтобы преобразовывать в поверхностные волны электромагнитные сигналы, которые передаются антенной устройства для считывания и принимаются антеннами 5 сенсорных устройств. Для этой цели преобразователь 7 сигналов размещается на пьезоэлектрическом кристалле 6. Он позволяет лишь преобразовывать электромагнитные сигналы, которые принимаются антеннами 5 сенсорных устройств, в поверхностные волны, которые распространяются по поверхности кристалла 6. Поверхностные волны, генерированные преобразователем 7 сигналов, распространяются перпендикулярно пальцам преобразователя 7 сигналов. Первое сенсорное устройство 2 поверхностных волн, изображенное на фиг.4, содержит первый рефлектор 8 для отражения поверхностных волн, а также второй рефлектор 9 для отражения поверхностных волн. Рефлекторы 8 и 9 размещены на определенном расстоянии относительно преобразователя 7 сигналов и имеют такое конструктивное исполнение, что они, по меньшей мере, частично отражают поверхностные волны, которые распространяются преобразователем 7 сигналов в направлении рефлекторов 8 и 9. При этом рефлекторы 8 и 9 установлены друг за другом. Благодаря тому, что рефлекторы 8 и 9 располагаются на расстоянии от преобразователя 7 сигналов или, соответственно на расстоянии друг от друга, первое сенсорное устройство 2 поверхностных волн содержит параметр эквивалентности, который однозначно является компетенцией данного сенсорного устройства 2. Сенсорное устройство 2', изображенное на фиг.5, отличается от сенсорного устройства 2, представленного на фиг.4, исключительно тем, что расположение рефлекторов 8' или, соответственно, 9' на пьезоэлектрическом кристалле 6 относительно преобразователя 7 сигналов сенсорного устройства 2' отличается от расположения рефлекторов 8 и 9 относительно преобразователя 7 сигналов сенсорного устройства 2. Тем не менее, рефлекторы 8, 9 или, соответственно, 8', 9' сенсорных устройств 2 или, соответственно, 2' располагаются, в частности, таким образом, что при одновременном считывании информации от сенсорных устройств 2 и 2' время распространения поверхностных волн от преобразователя 7 сигналов первого сенсорного устройства 2 к рефлектору 8 или, соответственно, 9 и обратно к преобразователю 7 сигналов или, соответственно, от преобразователя 7 сигналов второго сенсорного устройства 2' к рефлектору 8' или, соответственно, 9' и обратно является настолько разным, что сигналы или, соответственно, сигнал обратной связи первого сенсорного устройства 2 поверхностных волн и сигналы или, соответственно, сигнал обратной связи второго сенсорного устройства 2' поверхностных волн не пересекаются. Поэтому сенсорные устройства 2 и 2' могут работать в непосредственной близи друг от друга, это могут быть, например, одни и те же или разные прокатные валки.
При этом одновременно сокращаются издержки, связанные с процедурой считывания информации от сенсорных устройств. Так как время распространения поверхностных волн от соответствующего преобразователя 7 сигналов к рефлекторам 8 или, соответственно, 9, а также к рефлекторам 8' или, соответственно, 9', отличается температурной зависимостью, а также зависит от колебательного режима пьезоэлектрического кристалла, который связан непосредственно с прокатным валком, то происходит совместное считывание информации от сенсорных устройств 2 и 2' поверхностных волн, касающейся идентифицирующих параметров и параметров рабочего состояния. Таким образом, одноразовая калибровка сенсорных устройств 2 или, соответственно, 2' поверхностных волн может существенно упростить процедуру определения температуры и колебательного режима. Для обеспечения возможности определения колебательного режима можно предусмотреть дополнительный конструктивный элемент, выполненный на основе полупроводникового материала, конструкция которого позволит производить детектирование колебаний. Этот конструктивный элемент связан, предпочтительным образом, с сенсорным устройством 2 или, соответственно, 2' поверхностных волн, поэтому информация от него может считываться, предпочтительным образом, вместе с информацией от упомянутых сенсорных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОЙ ПЕРЕВАЛКИ РАБОЧИХ, ОПОРНЫХ И ПРОМЕЖУТОЧНЫХ ВАЛКОВ В ОДНО- ИЛИ МНОГОКЛЕТЬЕВОМ ЛЕНТОПРОКАТНОМ СТАНЕ | 2002 |
|
RU2297291C2 |
| СПОСОБ РЕМОНТА ПРОКАТНОЙ КЛЕТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131313C1 |
| Способ мониторинга износа шпиндельного соединения клети толстолистового прокатного стана | 2024 |
|
RU2838333C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ПАР РАБОЧИХ ВАЛКОВ И/ИЛИ ПАР ОПОРНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 2003 |
|
RU2311242C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ СОСТОЯНИЯ ИЗНОСА ЭЛЕМЕНТОВ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ ИЛИ НАПРАВЛЯЮЩИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2770308C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ЗАВИСЯЩЕЙ ОТ СВОЙСТВ ПРОКАТА ПРОКАТКИ | 2020 |
|
RU2767125C1 |
| Устройство для перевалки рабочих валков прокатной клети кварто стана бесконечной прокатки полосы | 1982 |
|
SU1061866A1 |
| Устройство для смены валков прокатной клети кварто | 1988 |
|
SU1588455A1 |
| Прокатная клеть | 1984 |
|
SU1273201A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ПОДУШКИ И КОРПУСА УПОРНОГО ПОДШИПНИКА КОМПЛЕКТА ВАЛКОВ, А ТАКЖЕ ПЕРЕВАЛОЧНОЙ ТЕЛЕЖКИ | 2010 |
|
RU2496591C2 |

Система для замены прокатного валка предназначена для усовершенствования процедуры контроля процесса прокатки на прокатном стане и повышения надежности технологического процесса прокатки. Устройство содержит систему для определения параметров, характеризующих идентичность и/или рабочее состояние прокатного заменяемого валка, который используется в клети прокатного стана, по меньшей мере, одно, размещенное на прокатном валке сенсорное устройство для запоминания параметров, которое выполнено с возможностью регистрации запоминаемого параметра идентичности заменяющего прокатного валка и устройство для считывания, выполненное с возможностью осуществления бесконтактного считывания уже зарегистрированных параметров из сенсорного устройства, при этом сенсорное устройство также выполнено с возможностью регистрации информации, касающейся параметра рабочего состояния прокатного валка и может эксплуатироваться при температуре прокатного валка, составляющей, по меньшей мере, 150°С, а также тележку, предназначенную для перевалки прокатных валков, на которую можно помещать прокатный валок для перемещения его в клеть прокатного стана или из клети прокатного стана, при этом сенсорное устройство для запоминания и/или регистрации параметров размещено на заменяющем прокатном валке. С помощью такой системы можно повысить надежность технологического процесса промышленной установки. 13 з.п. ф-лы, 5 ил.
1. Система (20) для замены прокатного валка, содержащая систему (1) для определения параметров, характеризующих идентичность и/или рабочее состояние прокатного валка (21, 21') на промышленной установке, по меньшей мере, одно размещенное на прокатном валке (B1, В2, В3, В4) сенсорное устройство (2, 2') для запоминания и/или регистрации параметров, которое выполнено таким образом, что может регистрировать запоминаемый параметр идентичности прокатного валка (B1, В2, В3, В4), и устройство (3) для считывания, которое выполнено с возможностью осуществления бесконтактного считывания зарегистрированных параметров из сенсорного устройства (2, 2'), при этом сенсорное устройство (2, 2') выполнено также с возможностью регистрации параметра рабочего состояния прокатного валка (B1, В2, В3, В4) и эксплуатации его при температуре прокатного валка, составляющей, по меньшей мере, 150°С, а также тележку (22) для смены валков, на которую может быть уложен прокатный валок (21, 21'), перемещаемый в клеть прокатного стана или выводимый из нее, при этом сенсорное устройство (2, 2') для запоминания и/или регистрации параметров размещено на упомянутом прокатном валке (21, 21').
2. Система для замены прокатного валка по п.1, отличающаяся тем, что устройство (3) для считывания размещено на тележке (22) смены валков.
3. Система для замены прокатного валка по п.1 по 2, отличающаяся тем, что тележка (22) смены валков содержит тележку (23) с цанговыми зажимными приспособлениями, на которой размещается устройство (3) для считывания.
4. Система для замены прокатного валка по п.1, отличающаяся тем, что сенсорное устройство (2, 2') размещено на торцевой поверхности (25) прокатного валка (21, 21') или на опоре (26) прокатного валка (21, 21').
5. Система для замены прокатного валка по п.1, отличающаяся тем, что имеется устройство (27) для обработки данных, в которое может подаваться считанный параметр прокатных валков (21, 21'), которые были задействованы в процедуре замены.
6. Система для замены прокатного валка по п.5, отличающаяся тем, что устройство (27) для обработки данных проверяет, может ли прокатный валок (21, 21'), введенный или вводимый в определенную клеть прокатного стана, эксплуатироваться вместе с этой определенной клетью прокатного стана в предусмотренном режиме, в частности, в зависимости от изготавливаемой продукции.
7. Система для замены прокатного валка по п.1, отличающаяся тем, что параметр рабочего состояния может определяться путем проведения измерений.
8. Система для замены прокатного валка по п.1 по 7, отличающаяся тем, что параметр рабочего состояния представляет собой температуру прокатного валка (B1, В2, В3, В4).
9. Система для замены прокатного валка по п.1 по 7, отличающаяся тем, что параметр рабочего состояния представляет собой частоту колебаний и/или амплитуду колебаний прокатного валка (B1, В2, В3, В4).
10. Система для замены прокатного валка по п.1, отличающаяся тем, что энергия для работы сенсорного устройства (2, 2') может подводиться к сенсорному устройству (2, 2') посредством устройства (3) для считывания.
11. Система для замены прокатного валка по п.1, отличающаяся тем, что считывание осуществляется с помощью электромагнитного излучения.
12. Система для замены прокатного валка по п.1, отличающаяся тем, что сенсорное устройство (2, 2') выполнено таким образом, что с его помощью можно одновременно регистрировать множество параметров.
13. Система для замены прокатного валка по п.12, отличающаяся тем, что расположение, по меньшей мере, одного рефлектора (8, 9, 8', 9') позволяет определить один идентифицирующий параметр.
14. Система для замены прокатного валка по п.12 по 13, отличающаяся тем, что первый прокатный валок содержит первое сенсорное устройство (2) поверхностных волн, а второй прокатный валок содержит второе сенсорное устройство (2') поверхностных волн, при этом рефлекторы (8, 9, 8', 9') первого и второго сенсорного устройства (2, 2') поверхностных волн располагаются таким образом, что при одновременном считывании информации от сенсорных устройств (2, 2') не происходит перекрытия по времени сигналов, которые идентифицируют считанные параметры первого прокатного валка и считанные параметры второго прокатного валка.
| Устройство для перевалки валков прокатной клети | 1978 |
|
SU768504A2 |
| DE 10138588 А1, 20.02.2003 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Программно-следящее устройство | 1937 |
|
SU59719A1 |
| Сенсорное устройство | 1981 |
|
SU984052A1 |
| Сенсорное устройство | 1985 |
|
SU1285588A1 |

