Изобретение относится к прокатному производству, а именно к устройствам для механизированной перевалки валков прокатной клети, у которой валки приводятся электродвигателем через привода: главный шпиндель, редуктор, тес ереннУю клеть и шпиндели.
Известны устрЬйствау :осу1дествляк щиё механическуй перевалку валков с, . помощью привода l , 2 .
Наиболее близким по технической, сущности и достигаемому результату . к предложенному является устройство для перевалки валков, содер) перевалочную тележку с приводом и установленные на ней консольные захваты Нёприводных цапф валков, установленные на: тележке поворотно относительно своей продольной оси и снабженные установленным на тележке приводом их поворота З
К недостатку известнбго устройства относится то, что процесс .перевалки валков не автоматизирован.
Автономная ycTiaHOBKa консольных зазсватов в положение, совпадающее с положением неприводных цапф валков, подлежащих вывалке из прокатной лети, производится с помощью кнопок УП-. равлений, размещенных на пеЗревалочной тележке, электродвигателями через
с цилиндрические зубчатые передачи и червячные редукторы, а контроль установки захва.тов осуществляется лимбовьзм механизмом отсчета. Так как масса Валков значительна, возникает
1я большие инерционные силы при их повороте и при несовпадении щелей захвата с проточкам.и неприводной цапфы, требуются существенные затраты времени, чтобы произвести необходимый дбворот валков, который контролируется по положению стрелки лимбового механизма. Чтобы стрелка заняла нужное положение, необходимо несколько раз проворачивать валки, на .что тратится большая часть времени. Так
20 как перевалка пройзв одится одновременно в 5-6 клетях, то значительно увеличивается время простоя прокат ного стана.
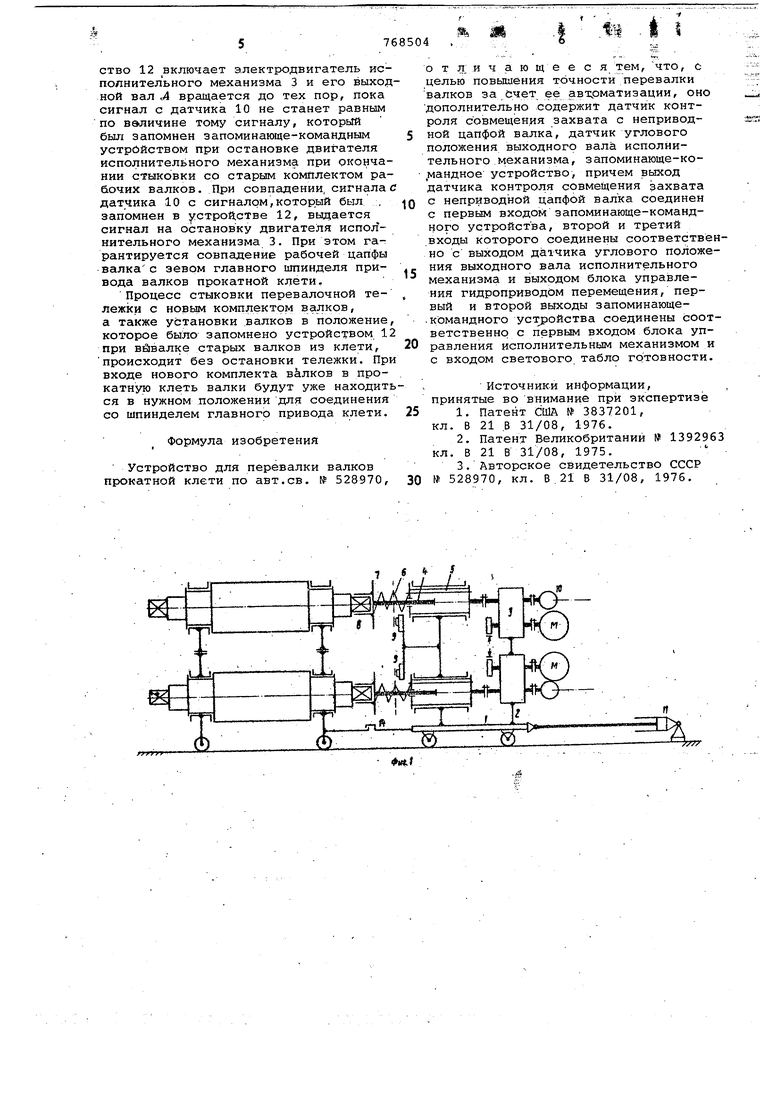
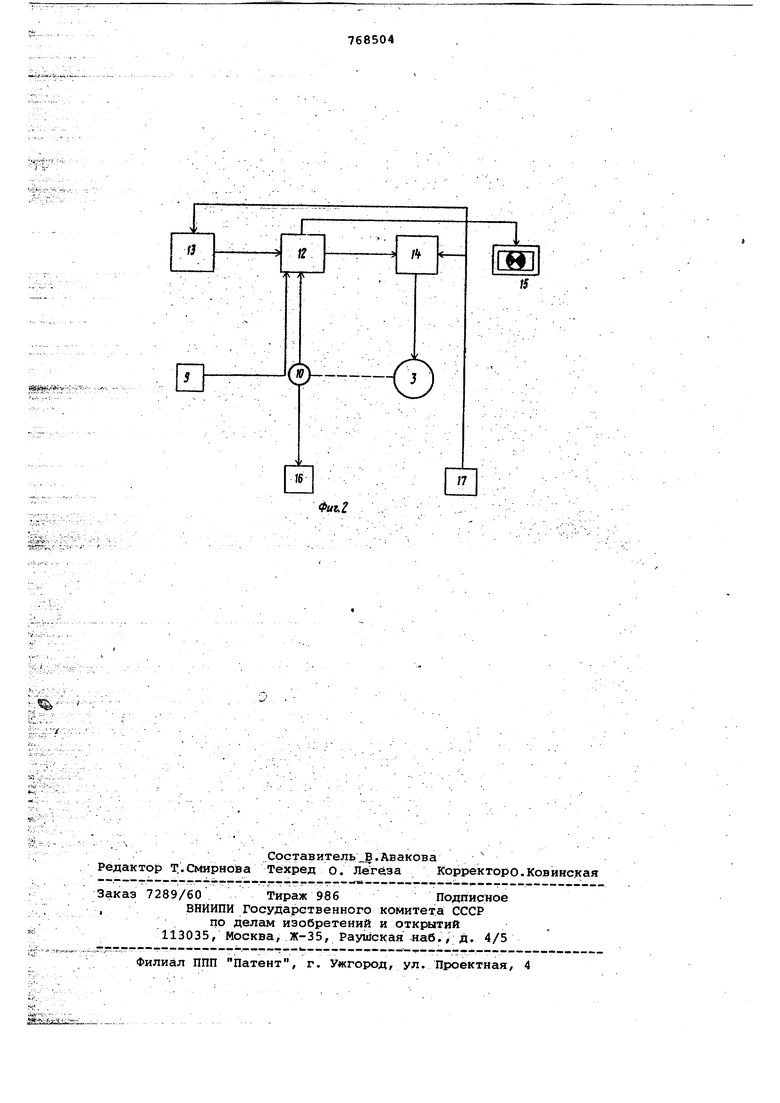
Цельюизобретения является повы25:.шение точности .перевалки валков за счёт ее автоматизации. ; Это .достигае:тся за счет того, что данное устройство дополнительно со:держит датчик контроля совмещения захвата с неприводной цапфой валка датчик углового положения выходного вала исполнительного механизма, за. поминающе-командное устройство, при чем выход датчика контррл г совмеще йй §ахв§ 1 с неприводной цапфой .валка соединен с первым входом запо минающе-командного устройства, второй и третий вход;ы которого соединены соответственно с выходом датчи ка углового положения выходного вал ис.полнительного механизма и выходом блока управления гидроприводом пере мещения , первый и второй выходы зШ 6мйнающё-командн6го устройства соединены соответственно с первым . входом блока управления исполнитель ным механизмом и с входом светового табло готовности. На фиг. 1 приведена кинематическа схема описываемого устройства, на фиг. 2 - структурная схема автомати ческого управления. Устройство имеет раму 1, на верти .кальной стойке 2 которой установлен исполнительный-механизм 3. Выходной .вал 4 механизма 3 размещен в подшип ковой опоре 5 и снабжен подпружиненным пружиной б консольным захватом соединяющймся с неприводной цапфой 8 валка. На опоре 5 закреплен с возможностью взаимодействия с консольным захватом датчик 9 контроля совме щения захвата с неприводной цапфой 8 валка. На выходном валу 4 установлен датчик 10 углового положения выходно ,гр вала исполнительного .механизма. Перемещение рамы 1 осуществляется приводом 11, выполненным в виде гидроцилиндра. Выходы датчиков 9 и 10 подключены к запоминающе-командному устройству 12. Структурная схема позволяет уяснить работу устройства по электрической части, на ней изображены блок ГЗ управления гидроприводом переме аденйй, - 3апомйНающе-командноё устроив ство 12, блок 14 управления исполнительным механизмом, световое табло готовности 15, датчик 9 контроля совмещения захвата с неприводной цап фой валка, датчик 10 углового положения выходного вала исполнительного механизма, исполнительный механизм 3 дистанционный указательположения 16 и кнопочный пост ручного управде.ния 17. Перевалка валков производится следующим образом. ......, ......„. Оператор с пульта управления 17 включает привод,,напримергидроцилиндр 11, на подачу перевалочной тележки к валкам прокатной клети, предназначенным для перевалки. Тележ ка при подходе к комплекту валков а втоматически сцепляется с платформо валков посредством устройства 12. При этом подпружиненный консольный захват 7,в случае несовпадения его щек с лысками цапфы, упираясь в непрйводную цапфу 8 валка, сжимает пружи.ну б, замыкает контакты.датчика 9, который выдает сигнал в блок управления исполнительным механизмом 3 на включение его двигателя. Исполнительный механизм 3, вращая консольный захват 7, проворачивает его до тех пор, пока щеки захвата 7 не совпадут с проточками, на неприводной цапфе 8. валка. Под действием пружины захват 7 входит в проточки и каждый контракт датчика 9 вьщает сигнал tja остановку двигателя исполнительного механизма 3. Датчик 10 углового положения выходного вала исполнительного меха низма 3 после остановки его двигателя вьщает сигнал в систему логики запоминающе-командного устройства 12 в виде потенциального сигнала, кото.рый при повороте выходного вала исполнительного механизма от О до 220° изменяется в пределах О-5мА. Этот сигнал в устройстве 12 запоминается до момента установки нового комплекта рабочих валков. В случае, если при подходе тележки к комплекту валков сразу получится совпадение положения щек захвата и проточек цапфы валка, пружина б консольного захвата не сожмется и датчик 9 сразу вьздает сигнал в устройство 12 на запоминание положения выходного вала исполнительного механизма 3, не включая его двигателя, . По окончании стыковки и запоминания положения у оператора на посту управления появляется световой сигнал. Оператор нажатием кнопки включает гидроцилиндр 11 на обратный ход, извлекая старый комплект рабочих валков из прокатной .клети. После завершения: полного обратного хода гидроцилиндра перевалочная тележка отцепляется от комплекта валков. Новый комплект валков краном установлен рядом и платформа, на которой теперь стоят новые и старые комплекты валков перед клетью, гидроцилиндрами по команде .оператора смещается вдоль, фронта клетей и устанавливает новый комплект валков перед клетью. После этого оператор кнопкой включает гидроцилиндр 11 на подачу вперед, соединяет перевалочную тележку с новым комплектом валков. Подпружиненный захват 7 упирается в цапфу 8 валка. Датчик 9 выдает команду в устройство 12 на включение двигателя исполнительного механизма 3, и после поворота jia определенный угол происходит захват щеками консольного захвата 7 цапфы 8 валка. Этот момент фиксирует датчик 9 и выдает команду в устройство 12 на возврат выходного вала исполнительного механизма в то положение, которое устройство 12 запомнило при стыковке с цапфой 8 валка старого комплекта рабочих валков. Устройство 12 включает э.лектродвигатель исполнительного механизма 3 и его выход ной вал А вращается до тех пор, пока сигнал с датчика 10 не станет равным по величине тому сигналу, который был запомнен запоминающе-командным устройством при остановке двигателя исполнительного механизма при окончании стыковки со старым комплектом рабочих валков. При совпадении, сигнала датчика 10 с сигналом,который был , запомнен в устрой.стве 12, вьщается сигнал на остановку двигателя исполнительного механизма 3. При этом гарантируется совпадение рабочей цапфы валкас зевом главного шпинделя привода валков прокатной клети. Процесс стыковки перевалочной тележки с новьпи комплектом валков, а также установки валков в положение которое было запомнено устройством 1 при вйвалке старых валков из клети, происходит без остановки тележки. При входе нового комплекта волков в прокатную клеть валки будут уже находит ся в нужном положении для соединения со шпинделем главного привода клети. Формула изобретения Устройство для перевалки валков прокатной клети по авт.св. № 528970, о т л; и V а ю щ е е с я тем, что, с целью повЕЛпения точности перевалки валков за Счет ее автоматизации, оно дополнительно содержит датчик контроля Совмещения захвата с неприводной цапфой валка, датчик углового положения выходного вала исполнительного механизма, запоминающе-командное устройство, причем выход датчика контроля совмещения захвата с неприводной цапфой валка соединен с первым входом запоминающе-командного устройства, второй и третий .входы которого соединены соответственно с выходом да.ачика углового положения выходного вала исполнительного механизма и выходом блока упра вления гидроприводом перемещения, первый и второй выходы запоминающе. командного устройства соединены соответственно с первым входом блока управления исполнительным механизмом и с входом светового табло готовности. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3837201, кл. В 21 В 31/08, 1976. 2.Патент Великобритании № 1392963 кл. В 21 В 31/08, 1975. 3.Авторское свидетельство СССР № 528970, кл. В.21 В 31/08, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перевалки валков прокатной клети | 1974 |
|
SU528970A1 |
| Устройство для смены валков прокатной клети | 1981 |
|
SU995939A1 |
| Прокатная клеть | 1984 |
|
SU1273201A1 |
| УСТРОЙСТВО И СПОСОБ АВТОМАТИЧЕСКОЙ ПЕРЕВАЛКИ РАБОЧИХ, ОПОРНЫХ И ПРОМЕЖУТОЧНЫХ ВАЛКОВ В ОДНО- ИЛИ МНОГОКЛЕТЬЕВОМ ЛЕНТОПРОКАТНОМ СТАНЕ | 2002 |
|
RU2297291C2 |
| Устройство для смены рабочих и опорных валков универсальной прокатной клети кварто | 1981 |
|
SU971542A1 |
| Устройство для смены рабочих валков прокатной клети | 1980 |
|
SU984523A1 |
| Устройство для перевалки прокатных валков | 1981 |
|
SU1002062A1 |
| Устройство для смены валков прокатной клети кварто | 1987 |
|
SU1424891A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ПАР РАБОЧИХ ВАЛКОВ И/ИЛИ ПАР ОПОРНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 2003 |
|
RU2311242C2 |
(«,«V
