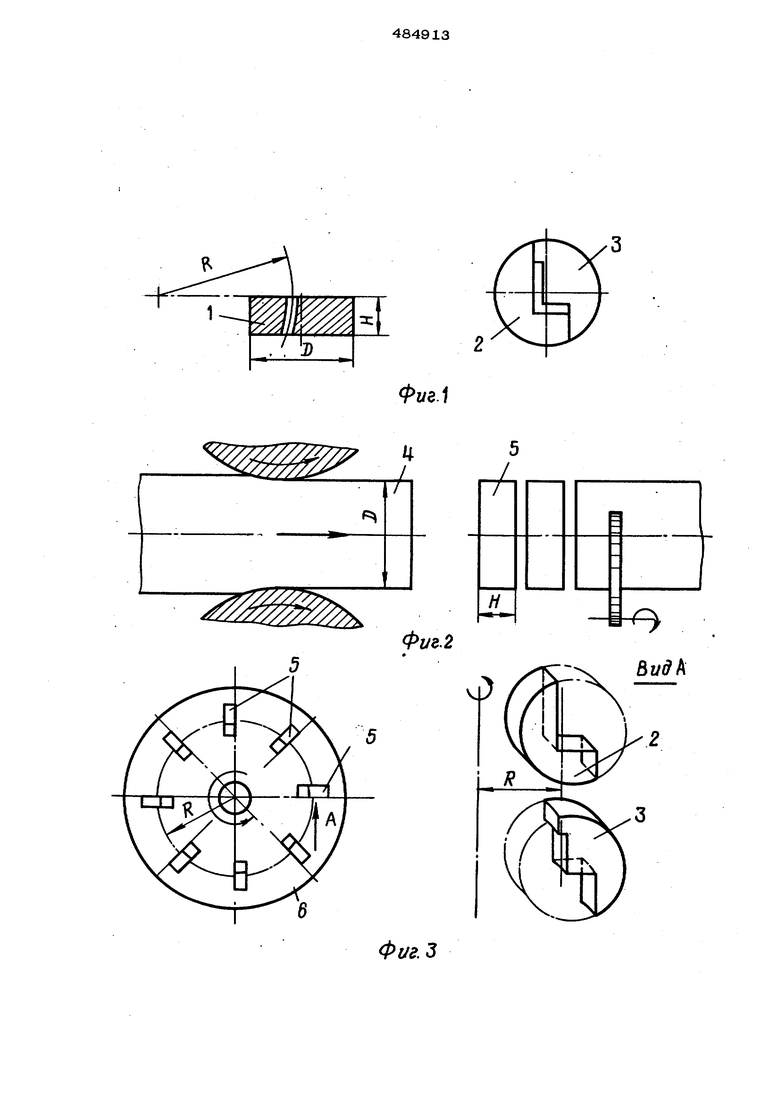
точения используются кованые кольца простого поперечного сечения. Предлагаемый способ снижает расход металла и трудоемкость изготовления cefcционных матриц для выдавливания кольце- вых профилей. Это достигается тем, что заготовки для секций получают из прессованного или катаного прутка диаметром, соответствующим диаметру матрицы, путем разрезки его на шайбы, высота которых соответствует высоте матрицы, а формиро вание поверхностей калибрующего очка и разъема осуществляют проточкой щайб, ра полагая их на столе станка по окружности описанной радиусом, соответствующим ра- диусу кривизны криволинейного контура продольного сечения очка матрицы. На фиг. 1 изображена секционная матрица; на фиг. 2 - схема получения шайб штучных заготовок секций; на фиг.,3 - схема оформления поверхностей очка и разъема матриц. Матрица 1 состоит из двух секций 2 и 3, имеет криволинейное очко с поперечным сечением в виде уголка. Средний ра днус кривкзны продольной оси очка равен R, наружный диаметр матрицы - и t высота - И. Изготавливают матрицу 1 следующим образом. Исходный прессованный или катаный круглый нруток 4 калибруют до диаметра Д , равного наружному диаметру матрицы 1, и разрезают на отдельHbte шайбы 5 высотой Н, равной высоте матрицы 1. Шайбы 5 являются штучными заготовками для; секций матриц. Затем оформляют на шайбах поверхности очка и разъема матриц точением. При этом шайбы 3 устанавливают на планшайбе или столе 6 станка по окружности с радиусом, равным радиусу кривизны контура продольного сечения очка матрицы 1, и торцы их выставляют относительно центра вращения стола в соответствии с ориентацией торцов матрицы относительно центра кривизны очка по чертежу матрицы. Послейовательно точат шайбы для секций 2 и 3. На фиг. 3 показано расположение щайб на планшайбе или столе станка {условно шайбы для секций 2 и 3 показаны установленными одновременно). После точения .получают готовыесекции 2 и 3 матрицы 1 (фиг. 3). В случае необходимости проводят тер- мообработку секций. Если после термообI работки требуется шлифование наружных поверхностей матрицы, то размеры калибреванного прутка должны включать соответствующие припуски. г Предмет и е н и я Способ изготовления секционных матриц 1с калибрующим очком, имеющим криволинейный контур в продольном сечении, путем получения преимущественно прессованием заготовок для секций и последующего фор, мирования на заготовках поверхностей калибрующего очка и разъема, о т ли ч аю щ и и с я тем, что, с цейью сокращения трудоемкости изготовления и расхода |металла, заготовки для секций получают I из прутка диаметром, соответствующим наружному диаметру матрицы, разрезкой его на щайбы высотой, соответствующей высоте матрицы, а формирование поверхностей калибрующего очка и разъема осуществляют проточкой щайб на столе станка, располагая их по окружности, описанной радиусом, соответствующим радиусу кривизны криволинейного контура продоль. ного сечения очка матрицы..
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления секционных пресс-матриц | 1973 |
|
SU471915A1 |
| Матрица для прессования кольцевых профилей | 1975 |
|
SU573212A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Способ изготовления заготовок для последующего выдавливания их в штампе и обработки резанием | 1985 |
|
SU1291263A1 |
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2002 |
|
RU2228810C1 |
| Устройство для электроэрозионной обработки | 1976 |
|
SU1021550A1 |
| Матрица для прессования профилей | 1978 |
|
SU747556A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
LI
