Изобретение относится к стальной упрочнённой под прессом детали, изготовленной из стального листа, который нагревают, подвергают штамповке и быстро охлаждают, что обеспечивает высокие механические свойства при растяжении с высокой стойкостью к замедленному разрушению. Такие упрочнённые под прессом детали могут иметь сложную форму и обеспечивать защиту от проникновения или поглощение энергии в легковых или грузовых автомобилях.
Для производства неокрашенных конструкций в автомобильной промышленности процесс упрочнения, также называемый горячей штамповкой или процессом горячего прессования, является быстро развивающейся технологией производства стальных деталей с высокой механической прочностью, что позволяет получить снижение веса вместе с высокой прочностью в случае столкновения транспортных средств. С помощью этого процесса, например, могут быть изготовлены такие детали автомобилей, как бамперы, двери или балки, стойки и прочее.
Осуществление упрочнения под прессом с использованием предварительно покрытых алюминием листов или заготовок известно, в частности, из FR2780984 и WO2008053273: термически обрабатываемый стальной лист, покрытый алюминием, разрезают для получения заготовки, нагревают в печи и быстро переносят в пресс, подвергают горячей формовке и охлаждению в пресс-форме. Во время нагрева в печи предварительное алюминиевое покрытие легируется сталью подложки, образуя соединения, обеспечивающие защиту стальной поверхности от обезуглероживания и образования окалины. Нагрев осуществляется в диапазоне температур, который позволяет добиться частичного или полного превращения стальной подложки в аустенит. После этого аустенит превращается во время стадии охлаждения в результате отвода тепла от пресс-формы в микроструктурные составляющие, такие как мартенсит и/или бейнит, таким образом достигая структурного упрочнения стали. Таким образом, после упрочнения под прессом достигаются высокая твёрдость и механическая прочность.
Для стали 22MnB5 скорость охлаждения должна быть выше 50°C/с, если искомой является полностью мартенситная структура даже в зонах деформации детали. Начиная с предела прочности при растяжении около 500 МПа, окончательно упрочнённая под прессом деталь имеет полностью мартенситную микроструктуру и значение предела прочности при растяжении около 1500 МПа.
Такой уровень прочности удовлетворителен для многих применений. Однако потребность в снижении энергопотребления транспортных средств побуждает искать автомобили с ещё более лёгким весом за счёт использования деталей, механическая прочность которых будет ещё выше, а это означает, что предел прочности при растяжении может достигать 1800 или даже 2000 МПа. Высокий уровень прочности обычно связан с полной или в основном преобладающей мартенситной микроструктурой в упрочнённой под прессом детали. Установлено, что этот тип микроструктуры имеет более низкую стойкость к замедленному разрушению: после упрочнения под прессом изготовленные детали могут быть подвержены появлению трещин или разрушению через некоторое время при сочетании трёх факторов:
- преобладающая мартенситная микроструктура;
- наличие достаточного уровня приложенных или остаточных напряжений;
- достаточное количество диффундирующего водорода. Этот элемент может быть введён во время нагрева в печи заготовок перед стадией горячей штамповки и упрочнения под прессом: водяной пар, присутствующий в печи, может диссоциировать и адсорбироваться на поверхности заготовки. Это особенно актуально при нагреве стальных заготовок с предварительно нанесённым покрытием из алюминия, поскольку водяной пар в атмосфере печи вступает в реакцию с предварительным покрытием из алюминия, образуя водород, который диффундирует в стальную основу из-за высокой растворимости этого элемента при высокой температуре. Однако, когда упрочнённая под прессом деталь охлаждается до комнатной температуры, алюминиевое покрытие действует как барьер, таким образом, водород в большинстве случаев не выделяется из детали. Таким образом может произойти замедленное растрескивание в конечном итоге, если одновременно выполняются вышеуказанные условия.
Для решения проблемы замедленного разрушения предварительно упрочнённых под прессом деталей с алюминиевым покрытием было предложено строго контролировать атмосферу в нагревательной печи и условия резки заготовок, чтобы минимизировать уровень напряжений и коэффициент интенсивности напряжений. Также было предложено выполнение термообработки деталей после горячей штамповки, чтобы обеспечить дегазацию водорода. Также было предложено нанесение специальных покрытий на поверхность стального листа, которые уменьшают адсорбцию водорода. Тем не менее, промышленность ищет более простой процесс, в котором необходим материал, позволяющий избежать риска замедленного разрушения, который позволил бы сэкономить дополнительные ограничения и затраты и который не потребовал бы изменений в управлении процессом упрочнения под прессом.
Поэтому ищется способ изготовления упрочнённых под прессом покрытых алюминием деталей, который одновременно обеспечивал бы предел прочности при растяжении TS в диапазоне 1400 - 2000 МПа и порог стойкости к замедленному разрушению σDF с высоким значением по отношению к значению TS, то есть таким как σDF ≥ 3x 1016 x TS-4,345 +100, где σDF и TS выражены в МПа. Одновременное получение высокого TS и высокого σDF особенно предпочтительно и трудно достижимо.
Стойкость к замедленному разрушению измеряется в соответствии с рекомендациями стандарта SEP1970: «Испытание прогрессивных сталей повышенной прочности (AHSS) для автомобильной промышленности на стойкость к хрупкому разрушению, вызванному водородом в ходе производства». Для оценки σDF образец с отверстием, полученным штамповкой, с радиусом 10 мм подвергают постоянному растягивающему напряжению. Отверстие создает макроскопическую концентрацию напряжений и локальную пластическую деформацию, вызывающую повреждение, которое может способствовать инициированию замедленного разрушения. σDF определяется как отношение номинальной испытательной нагрузки к площади сечения образца, подвергнутого этой нагрузке. σDF измеряется при испытаниях, проводимых при различных приложенных силах: если разрушение происходит до 96 часов испытаний, дальнейшие испытания проводятся при более низком значении растягивающего напряжения. Таким образом, уровень напряжения снижается до тех пор, пока не перестанет возникать разрушение. Для определения порогового значения σDF, которое является критическим значением, при котором не происходит замедленного разрушения, требуются три образца без разрушения. Таким образом, это испытание считается жёстким и дискриминантным для материалов. Для решения вышеуказанных проблем изобретение относится к упрочнённой под прессом стальной детали с покрытием с высокой стойкостью к замедленному разрушению, причём покрытие содержит (Fex-Aly) интерметаллические соединения, образующиеся в результате диффузии железа в алюминий или сплав на основе алюминия, или алюминиевый сплав предварительного покрытия, в котором химический состав стали включает по массе: 0,16% ≤ C ≤ 0,42%, 0,1% ≤ Mn ≤ 3%, 0,07% ≤ Si ≤ 1,60%, 0,002% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 1,0%, 0,0005 ≤ B ≤ 0,005%, 0,002% ≤Mg ≤ 0,007%, 0,002% ≤Ti ≤ 0,11%, 0,0008% ≤O ≤ 0,005%, где (Ti)x(O)²x107 ≤ 2, 0,001% ≤N ≤ 0,007%, 0,001% ≤ S ≤ 0,005%, 0,001% ≤ P ≤ 0,025% и необязательно один или несколько элементов, выбранных из списка: 0,005% ≤ Ni ≤ 0,23%, 0,005% ≤ Nb ≤ 0,060%, остальное является железом и неизбежными примесями, при этом микроструктура включает, по меньшей мере, 95% мартенсита.
Согласно первому осуществлению, упрочнённая под прессом сталь с покрытием включает: 0,18% ≤ C ≤ 0,35%.
Согласно второму осуществлению, упрочнённая под прессом сталь с покрытием включает: 0,55% ≤ Mn ≤ 1,40%.
Согласно третьему осуществлению, упрочнённая под прессом сталь с покрытием включает Si ≤ 0,30%.
Согласно осуществлению, средний размер dav оксидов, карбонитридов, сульфидов и оксисульфидов составляет менее 1,7 мкм, и выполняется, по меньшей мере, одно из условий (C1) или (C2):
- (C1): сумма N(MgO + MgO-Al2O3) количества частиц MgO и MgO-Al2O3 на единицу площади превышает 90 на мм²,
- (C2): число N(MgO-TixOy) частиц MgO-TixOy на единицу площади превышает 100 на мм², средний размер которых менее 1 мкм.
Предпочтительно микроструктура содержит бейнит и/или феррит.
Согласно другому осуществлению, толщина упрочнённой под прессом стальной детали с покрытием составляет 0,8 - 4 мм.
Согласно осуществлению, предел прочности при растяжении упрочнённой под прессом стальной детали с покрытием составляет 1400 - 2000 МПа.
Предпочтительно предел текучести упрочнённой под прессом стальной детали с покрытием превышает 1000 МПа.
Изобретение также относится к способу изготовления упрочнённой под прессом стальной детали с покрытием с высокой стойкостью к замедленному разрушению, включающему следующие и последовательные стадии:
- приготовление жидкой стали, включающей 0,16% ≤ C ≤ 0,42%, 0,1% ≤ <Mn ≤ 3%, 0,07% ≤ Si ≤ 1,60%, 0,002% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 1,0%, 0,0005 ≤ B ≤ 0,005 %, 0,002% ≤Ti ≤ 0,11%, 0,001% ≤ O ≤ 0,008%, где (Ti) x (O)² x107 ≤ 2, 0,001% ≤N ≤ 0,007%, и необязательно: 0,005% ≤ Ni ≤ 0,23%, 0,005 % ≤ Nb ≤ 0,060%, 0,001% ≤ S ≤ 0,005%, 0,001% ≤ P ≤ 0,025%, остальное железо и неизбежные примеси, затем
- добавление Mg или сплава Mg для получения жидкой стали с химическим составом, указанным выше, при этом температура Taddition находится между Tliquidus и (Tliquidus + 70°C), затем
- разливка жидкой стали в виде полуфабриката, при этом время tD между добавлением Mg или сплава Mg и началом затвердевания жидкой стали составляет менее 30 минут, затем
- нагрев полуфабриката при температуре 1250 - 1300°C для получения нагретого полуфабриката, затем
- прокатка полуфабриката для получения катаного стального листа, затем
- предварительное покрытие стального листа алюминием, или сплавом на основе алюминия, или алюминиевым сплавом, чтобы получить предварительно покрытый стальной лист, затем
- резка стального листа с предварительно нанесённым покрытием для получения стальной заготовки с предварительно нанесённым покрытием, затем
- нагрев стальной заготовки с предварительно нанесённым покрытием для получения нагретой заготовки с полностью аустенитной структурой, затем
- горячая штамповка, формирующая нагретую заготовку так, чтобы получить горячештампованную деталь, затем
- охлаждение горячештампованной детали, с одновременной выдержкой её в пресс-форме с тем, чтобы получить упрочнённую под прессом стальную деталь с покрытием с микроструктурой включающей, по меньшей мере, 95% мартенсита.
Согласно осуществлению, продолжительность tD составляет менее 1 минуты.
Согласно другому осуществлению, продолжительность tD составляет менее 10 с.
Предпочтительно нагрев заготовки с предварительно нанесённым покрытием проводят до температуры θm, составляющей 890 - 950°C, и общим временем выдержки tm, составляющим 1 - 10 минут.
Более предпочтительно нагрев стальной заготовки с предварительно нанесённым покрытием проводят в печи с атмосферой, имеющей точку росы +10 - + 25°C.
Согласно предпочтительному осуществлению, изготовление выполняют с использованием стального листа с предварительно нанесённым покрытием толщиной 0,8 - 4 мм.
Предпочтительно изготовление осуществляют так, чтобы предел прочности при растяжении упрочнённой под прессом стальной детали с покрытием составлял 1400 - 2000 МПа.
Предпочтительно изготовление осуществляют так, чтобы предел текучести упрочнённой под прессом стальной детали с покрытием был выше 1000 МПа.
Изобретение относится также к использованию упрочнённой под прессом детали, как указано выше, или изготовленной в соответствии с указанным выше процессом, для изготовления конструктивных деталей или деталей средств обеспечения безопасности автомобилей.
Теперь изобретение будет описано подробно и проиллюстрировано примерами без введения ограничений со ссылкой на прилагаемые фиг., среди которых:
- фиг. 1 иллюстрирует распределение по размеру совокупности частиц в детали, упрочнённой под прессом, согласно изобретению.
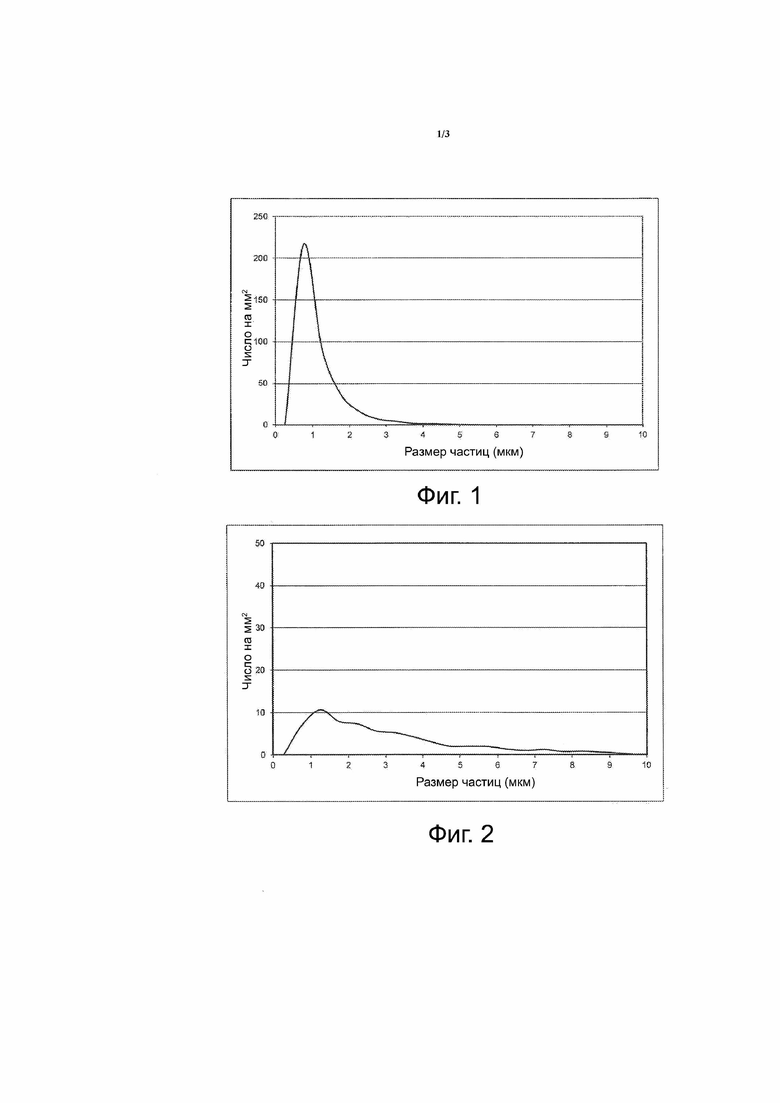
- фиг. 2 иллюстрирует распределение по размеру совокупности частиц в детали сравнения, упрочнённой под прессом.
- фиг. 3 иллюстрирует порог замедленного разрушения как функцию прочности при растяжении для деталей, упрочнённых под прессом, по настоящему изобретению и для деталей сравнения, упрочнённых под прессом.
- фиг. 4 иллюстрирует поведение при дилатометрическом анализе детали, упрочнённой под прессом, в соответствии с осуществлением изобретения и детали сравнения, упрочнённой под прессом.
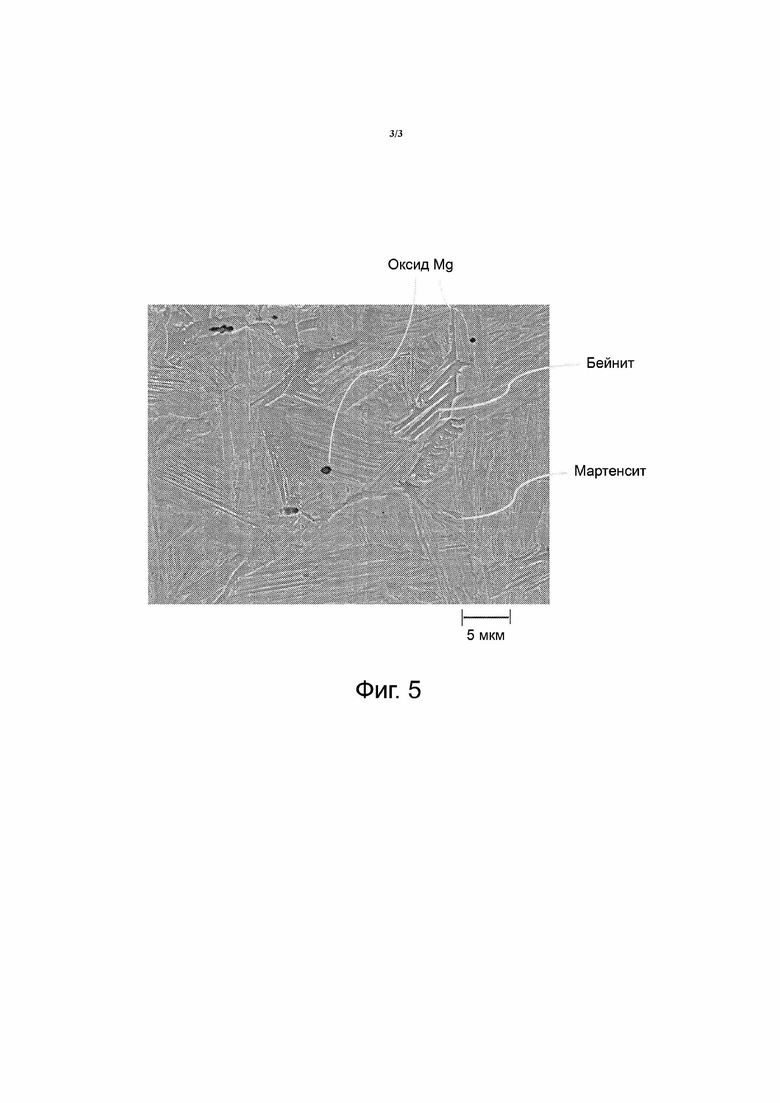
- согласно другому осуществлению изобретения на фиг. 5 показано образование бейнита, которое произошло при охлаждении в присутствии Mg-содержащих частиц в детали упрочнённой под прессом по изобретению.
Далее описаны состав и микроструктурные особенности упрочнённой под прессом детали согласно изобретению. Состав стали включает или, в частности, состоит из следующих элементов, с содержанием, выраженным по массе:
- содержание углерода 0,16 - 0,42%. Этот элемент играет важную роль в закаливаемости и прочности при растяжении, получаемых после упрочнения под прессом. При содержании ниже 0,16% масс. предел прочности при растяжении TS 1400 МПа не может быть достигнут после упрочнения под прессом. При содержании выше 0,42% масс. риск замедленного разрушения может быть увеличен до такого уровня, что придётся применять дорогостоящее покрытие или добавление элементов, контроль точки росы.
При содержании углерода 0,18 - 0,35% масс. целевые свойства могут быть стабильно получены при сохранении свариваемости на удовлетворительном уровне и ограничении производственных затрат.
- в дополнение к его роли в качестве раскислителя, марганец увеличивает закаливаемость: его содержание должно быть более 0,1% масс., чтобы получить достаточно низкую температуру начала превращения Ms (аустенит → мартенсит) во время охлаждения в прессе, что позволяет увеличить прочность при растяжении упрочнённой под прессом детали. Повышенную стойкость к замедленному разрушению можно получить, ограничив содержание марганца 3%. Марганец сегрегируется на границах аустенитных зёрен и увеличивает риск межкристаллитного разрыва в присутствии водорода. Содержание марганца 0,55 - 1,40% более подходит для получения более высокой стойкости к коррозии под напряжением.
- содержание кремния в стали составляет 0,07 - 1,60% масс.: при содержании кремния более 0,07% может быть получено дополнительное упрочнение, и кремний способствует раскислению жидкой стали. Однако его содержание должно быть ограничено 1,60%, чтобы избежать чрезмерного образования поверхностных оксидов, которые ухудшили бы покрываемость в процессе покрытия горячим погружением. В этом отношении содержание кремния предпочтительно составляет менее 0,30%.
- в количестве, превышающем или равном 0,002%, алюминий является элементом, обеспечивающим раскисление жидкого металла во время обработки и способствующим выделению азота. Когда его содержание превышает 0,070%, во время выплавки стали он может образовывать крупные алюминаты, которые снижают пластичность.
- хром увеличивает закаливаемость и способствует достижению искомого уровня прочности при растяжении после упрочнения под прессом. При содержании, превышающем 1,0% масс., влияние хрома на однородность механических свойств в упрочненной прессованием детали насыщается. В количестве более 0,02% этот элемент способствует увеличению прочности при растяжении.
- при содержании более 0,0005% масс. бор значительно увеличивает закаливаемость. Проникая в границы зёрен аустенита, он оказывает благоприятное влияние, предотвращая межкристаллитную сегрегацию фосфора. Свыше 0,005% эффект B насыщается.
- Магний является особенно важным элементом в изобретении: содержание не менее 0,002% масс. требуется для создания достаточного количества частиц, таких как MgO, MgO-Al2O3 или мелкодисперсных MgOTixOy на единицу площади, чтобы эффективно способствовать формированию бейнита и/или феррита, и/или улучшать структуру реечного мартенсита на стадии охлаждения детали при горячей штамповке. Как поясняется далее, изобретатели представили доказательства того, что присутствие бейнита и/или феррита в присутствии этих частиц в мартенситной матрице, даже в количестве менее 5% площади, значительно увеличивает стойкость к замедленному разрушению без существенного снижения растягивающего напряжения. Содержание магния выше 0,007% приводит к слишком высокому уровню раскисления, таким образом, содержание кислорода может быть слишком низким для обеспечения достаточного количества частиц, активных в отношении формирования бейнита и/или феррита и/или измельчения мартенсита.
- содержание титана не менее 0,002% масс. необходимо для связывания азота. Таким образом, титан защищает бор от связывания с азотом, а свободный бор доступен для повышения закаливаемости. Содержание титана не более 0,011% масс. позволяет избежать выделения крупных карбонитридов титана на стадии жидкой стали, что резко снижает ударную вязкость упрочнённой под прессом детали.
- содержание кислорода не менее 0,0008% позволяет создать достаточное количество оксидов на единицу площади, которые эффективно способствуют формированию бейнита и/или феррита и/или измельчению мартенсита. Однако, когда содержание кислорода выше 0,005%, оксиды имеют тенденцию к укрупнению, и количество активных частиц на единицу площади уменьшается.
- Содержание титана и кислорода необходимо выбирать не только индивидуально, но и с учётом обоих: более конкретно, (Ti) x (O)² x107 должно быть не выше 2, содержание Ti и O выражается в массовых процентах.
Когда (Ti) x (O)² x107 больше 2, выделяются крупные оксиды и формирование бейнита и/или феррита и/или измельчение мартенсита имеют тенденцию к ослаблению.
Изобретатели также доказали, что высокая стойкость к замедленному разрушению достигается, когда частицы характеризуются некоторые признаками:
- средний размер оксидов, карбонитридов, сульфидов и оксисульфидов составляет менее 1,7 мкм. Средний размер dav частиц измеряется путём анализа полированных образцов с помощью сканирующего электронного микроскопа. Для получения статистически репрезентативных данных учитывается не менее 2000 частиц. Как только присутствие частицы идентифицировано, её природа определяется с помощью энергодисперсионной спектрометрии путем сканирования всей частицы. Максимальный (dmax(i)) и минимальный (dmin(i)) размер каждой частицы (i) определяется посредством анализа изображения, затем средний размер dav(i) каждой частицы рассчитывается по формуле ((dmax(i)) + (dmin(i))/2, затем dav получается как среднее значение dav(i) для (i) частиц, независимо от их природы (оксиды, карбонитриды, сульфиды или оксисульфиды)
- Не желая ограничиваться какой-либо теорией, считается, что средний размер частиц менее 1,7 мкм увеличивает стойкость к замедленному разрушению, поскольку более высокое отношение (поверхность/объём) у частиц приводит к усилению формирования бейнита и/или феррита, и/или измельчению мартенсита. Кроме того, ограничение dav ниже 1,7 мкм способствует снижению риска возникновения трещины под действием внешнего напряжения.
Изобретатели также доказали, что более высокая стойкость к замедленному разрушению достигается, когда выполняется, по меньшей мере, одно из двух условий, обозначенных как (C1) и (C2) в отношении свойств определённых частиц:
- (C1): сумма N(MgO + MgO-Al2O3) частиц MgO и MgO-Al2O3 на единицу площади превышает 90 на мм²,
- (C2): число N(MgO-TixOy) частиц MgO-TixOy на единицу площади превышает 100 на мм², средний размер которых менее 1 мкм.
Авторы изобретения доказали, что эти частицы стабильны в отношении термомеханической обработки, испытываемой заготовками во время горячей штамповки, то есть в отношении нагрева в аустенитной области до 950°C и деформации во время штамповки, поскольку было замечено, что эти частицы не разрушаются даже в наиболее деформированных областях деталей. Таким образом, характеристики частиц (природа, размер, количество) в заготовках перед упрочнением под прессом аналогичны характеристикам деталей после упрочнения под прессом.
Не желая ограничиваться какой-либо теорией, считается, что Mg-содержащие оксиды (например, MgO, MgO-Al2O3, MgO-TixOy) особенно эффективны для усиления формирования бейнита и/или феррита и/или измельчения мартенсита во время стадии охлаждения горячей штамповки, которые, в свою очередь, увеличивают стойкость к замедленному разрушению, и что количество этих оксидов должно быть достаточно большим для получения положительного эффекта.
- содержание азота выше 0,001% позволяет достичь выделения (Ti(CN) или Ti-Nb(VN) или Nb(CN), если присутствует Nb, что ограничивает рост зёрен аустенита. Однако это содержание должно быть ограничено 0,007%, чтобы избежать формирования крупных выделений нитридов/карбонитридов.
В чрезмерных количествах сера и фосфор имеют тенденцию увеличивать хрупкость. Вот почему содержание серы ограничено 0,005% масс., чтобы избежать слишком значительного формирования сульфидов и оксисульфидов. Однако очень низкое содержание серы, то есть ниже 0,001%, является излишне дорогостоящим, поскольку оно не даёт значительных дополнительных преимуществ.
По аналогичным причинам содержание фосфора составляет 0,001 - 0,025% масс. При избыточном содержании этот элемент сегрегируется в стыках аустенитных зёрен и увеличивает риск замедленного разрушения из-за межкристаллитного разрыва.
Необязательно стальная композиция может также включать никель в количестве 0,005 - 0,23% масс. При нахождении на поверхности упрочнённой под прессом стальной подложки, Ni значительно снижает чувствительность к замедленному разрушению, в основном за счёт создания барьера против проникновения водорода в заготовку при высокой температуре. Улучшение нельзя получить, если содержание Ni менее 0,005%. Однако, поскольку добавление никеля является дорогостоящим, его необязательное добавление ограничено 0,23%.
- состав стали может также необязательно включать ниобий: когда он присутствует в количестве выше 0,005% масс., Nb образует карбонитриды, которые могут способствовать ограничению роста зёрен аустенита во время нагрева заготовок. Однако его содержание не должно превышать 0,060% из-за его способности ограничивать рекристаллизацию во время горячей прокатки, что увеличивает усилия прокатки и затрудняет изготовление.
Остальная часть состава стали это железо и неизбежные примеси, возникающие в результате обработки.
Далее представлен процесс изготовления упрочнённой под прессом детали в соответствии с изобретением:
Готовят жидкую сталь, включающую: 0,16% ≤ C ≤ 0,42%, 0,1% ≤ Mn ≤ 3%, 0,07% ≤ Si ≤ 1,60%, 0,002% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 1,0%, 0,0005 ≤ B ≤ 0,005%, 0,002% ≤Ti ≤ 0,11%, 0,001% ≤ O ≤ 0,008%, где 0,05 ≤ (Ti) x (O)² x107 ≤ 2, 0,001% ≤N ≤ 0,007% и, необязательно: 0,005% ≤ Ni ≤ 0,23%, 0,005% ≤ Nb ≤ 0,060%, 0,001% ≤ S ≤ 0,005%, 0,001% ≤ P ≤ 0,025%, остальное железо и неизбежные примеси.
На этой стадии учитывается содержание кислорода в жидкой стали, которое может быть немного уменьшено из-за дальнейшего раскисления магнием.
Добавление Mg осуществляется в сталеплавильном цехе, когда жидкая сталь находится в ковше, промежуточном разливочном устройстве, размещённом между ковшом и установкой непрерывной разливки, или в устройстве, размещённом в верхней части установки непрерывной разливки, когда сталь полностью жидкая и сразу после этого начинает затвердевать. Из-за низкой температуры кипения Mg это добавление предпочтительно проводить при помощи проволоки, которую вводят с высокой скоростью в жидкую сталь. Таким образом, достаточная длина проволоки погружается в жидкую сталь и может противодействовать испарению Mg благодаря ферростатическому давлению. Из-за добавления Mg в жидкую сталь и его реакции с растворённым кислородом и возможного восстановления некоторых ранее существовавших оксидов, выделяются оксиды MgO и/или MgO-Al2O3 и/или MgO-TixOy. TixOy обозначает такие соединения, как Ti2O3, Ti3O5…
Температура Taddition, при которой Mg добавляется в жидкую сталь, находится между Tliquidus (температура ликвидуса стали) и (Tliquidus + 70°C). Если Taddition выше, чем (Tliquidus + 70°C), могут формироваться крупные выделения, средний размер которых превышает 1,7 мкм, что снижает стойкость к замедленному разрушению.
Вне зависимости от места добавления Mg (ковш, промежуточное разливочное устройство или начальная секция установки непрерывной разливки) время tD, прошедшее между добавлением Mg и началом затвердевания жидкой стали, не должно превышать 30 минут. В противном случае декантация Mg или Mg-содержащих оксидов может быть слишком важной, и количество этих частиц после затвердевания стали может оказаться недостаточным.
Чтобы свести к минимуму явление декантации, добавление осуществляется в промежуточном разливочном устройстве, поэтому tD может быть менее 1 минуты.
Для ещё большей минимизации добавление выполняется с tD менее 10 с. Это может быть достигнуто путём добавления в форсунку, погруженную в верхнюю часть установки для непрерывной разливки, такую как форсунка с кольцевой струёй, которая сама по себе является известным устройством.
Как только сталь разливается в виде полуфабриката, такого как сляб или слиток, начинается отверждение полуфабриката. Отверждение проводят так, чтобы скорость охлаждения Vs на поверхности полуфабриката была выше 30°C/с. Это помогает избежать крупных выделений, средний размер которых превышает 1,7 мкм.
После этого выполняют прокатку указанного полуфабриката для получения стального листового проката. Это может быть горячекатаный или холоднокатаный стальной лист толщиной 0,8 - 4 мм. Этот диапазон толщины подходит для промышленных устройств для упрочнения, в частности прессов для горячей штамповки.
Катаный лист может иметь одинаковую толщину или неоднородную толщину в указанном диапазоне. В последнем случае его можно получить с помощью известного процесса, такого как специальная прокатка.
После этого на катаный лист наносят предварительное покрытие. В контексте изобретения предварительное покрытие означает покрытие, нанесённое на поверхность плоского стального листа, который ещё не подвергался термообработке, которая непосредственно предшествует горячей штамповке и вызывает диффузию стали в предварительное покрытие.
Предварительное покрытие может быть из алюминия или сплава на основе алюминия (т.е. алюминий является основным элементом в массовых процентах предварительного покрытия) или алюминиевым сплавом (т.е. алюминий составляет более 50% масс. в предварительном покрытии).
Стальной лист с предварительно нанесённым покрытием может быть получен путём горячего погружения в ванну при температуре около 670 - 680°C, точная температура зависит от состава сплава на основе алюминия или алюминиевого сплава. Предпочтительным предварительным покрытием является Al-Si, который получают путём горячего погружения листа в ванну, включающую по массе 5% - 11% Si, 2% - 4% Fe, необязательно 0,0015 - 0,0030% Ca, остальное Al и примеси, образующиеся в результате плавки. Характеристики этого предварительного покрытия специально адаптированы к термическим циклам процесса упрочнения под прессом.
Толщина предварительного покрытия на каждой стороне стального листа составляет 10 - 35 мкм. При толщине предварительного покрытия менее 10 мкм коррозионная стойкость после упрочнения под прессом снижается. Если толщина предварительного покрытия составляет более 35 мкм, легирование железом стальной подложки затрудняется во внешней части предварительного покрытия, что увеличивает риск присутствия жидкой фазы на стадии нагрева, непосредственно предшествующей упрочнению под прессом, следовательно, существует риск загрязнения роликов в печах.
Плоский стальной лист с предварительно нанесённым покрытием, который на этой стадии обычно имеет ферритно-перлитную микроструктуру, затем разрезают для получения стальной заготовки с предварительно нанесённым покрытием, контурная геометрия которой может быть более или менее сложной в зависимости от геометрии конечной упрочнённой под прессом детали.
После этого стальную заготовку с предварительно нанесённым покрытием нагревают до температуры θm. Нагрев предпочтительно выполняют в однокамерной или в многозонной печи, то есть в последнем случае с разными зонами, которые имеют свои собственные средства нагрева и параметры настройки. Нагрев может осуществляться с помощью таких устройств, как горелки, радиационные трубы, электрические или индукционные, причём эти устройства используют независимо или совместно. Благодаря составу и микроструктурным особенностям стальной заготовки не требуется дорогостоящего контроля точки росы атмосферы печи. Таким образом, точка росы может находиться в диапазоне +10 - +25°C.
Стальную заготовку с предварительно нанесённым покрытием нагревают до максимальной температуры θm, которая позволяет преобразовать исходную микроструктуру стали в аустенит.
В зависимости от состава стали, характеристик покрытия и диапазона толщины заготовки температура θm преимущественно находится в диапазоне 890 - 950°C, общее время пребывания tm в печи составляет 1 - 10 минут. Во время этой термообработки предварительное покрытие трансформируется путем диффузии из стальных элементов основы в покрытие на поверхности упрочнённой под прессом детали. Это покрытие содержит интерметаллические соединения (Fex-Aly), образующиеся в результате диффузии железа в предварительное покрытие.
После выдержки при θm нагретая заготовка быстро переносится в формовочный пресс и подвергается горячей формовке для получения детали. Затем деталь остаётся внутри пресс-формы, чтобы обеспечить надлежащую скорость охлаждения и избежать коробления из-за неоднородностей усадки и фазовых превращений. Деталь в основном охлаждается за счёт теплопередачи с помощью оснастки. В соответствии с заданной микроструктурой технологическая оснастка может включать циркуляцию охлаждающей жидкости для увеличения скорости охлаждения или может включать теплообменник гильзового типа для снижения скорости охлаждения. Таким образом, скорость охлаждения можно точно регулировать, принимая во внимание способность к упрочнению композиции подложки посредством использования таких средств. Скорость охлаждения может быть одинаковой в детали или может варьироваться от одной зоны к другой в зависимости от охлаждающих средств, что позволяет достичь локально повышенной прочности или повышенной пластичности.
Для достижения высокой прочности при растяжении микроструктура упрочнённой под прессом детали включает более 95% мартенсита. Скорость охлаждения выбирается в соответствии с составом стали, чтобы быть выше критической скорости мартенситного охлаждения. В качестве предпочтительного осуществления борсодержащей стали, содержащей 0,18-0,24% C, скорость охлаждения от 750 до 400°C превышает 40°C/с.
Пример
Разработаны стали составов в соответствии с таблицей 1. Составы выражены в массовых процентах, остальное железо и неизбежные примеси.
Отливки готовят путём добавления Mg-сплава при температуре между TLiquidus и TLiquidus + 70°C, при температуре ликвидуса для стальных композиций около 1490°C. Время tD, прошедшее между добавлением сплава Mg и началом затвердевания жидкой стали, составляет менее 30 минут, за исключением стали RB, где tD составляет 45 минут.
Отверждение выполняют таким образом, чтобы получить скорость охлаждения Vs выше 30°C/с для всех отливок, за исключением стали RF, для которой скорость охлаждения ниже 30°C/с.
Полученные полуфабрикаты нагревают при 1200°C - 1255°C в течение двух часов и затем подвергают горячей прокатке с конечной температурой 900°C до толщины 2,4 мм. Эти горячекатаные листы подвергают холодной прокатке до толщины 1,2 мм, а затем предварительно покрывают Al-Si. После этого стальные листы с предварительно нанесённым покрытием разрезают для получения стальных заготовок с предварительно нанесённым покрытием.
Характеристики оксидов, карбонитридов, сульфидов и оксисульфидов определяют с помощью методики, описанной выше, на полированных образцах, наблюдаемых вдоль направления прокатки листа, путём анализа, по меньшей мере, 2000 частиц.
Таблица 1 - Состав стали (% масс.)
Подчеркнутые значения: вне изобретения
Детали, упрочнённые под прессом изготавливают в соответствии с условиями, указанными в таблице 2. При θm = 900°C структура сталей является аустенитной. Точку росы контролируют путём смешивания первого сухого газового потока со вторым газовым потоком, включающим влагу, при этом относительное количество второго потока позволяет достичь различных значений точки росы. Упрочнённые под прессом детали обозначены в соответствии с их составом и производственным процессом упрочнения: например, IA2 относится к стали IA, вырезанной в виде заготовки, а затем упрочненной под прессом в соответствии с условием 2.
Таблица 2
Условия изготовления деталей, упрочнённых под прессом
Во всех случаях микроструктура включает, по меньшей мере, 95% мартенсита, причём это количество выражается либо в долях площади, либо в долях объёма. Покрытие содержит (Fex-Aly) интерметаллические соединения, образующиеся в результате диффузии железа в предварительное покрытие Al-Si. Характеристики, касающиеся частиц в деталях, упрочнённых под прессом, представлены в таблице 3.
(N/мм²)
N(MgO-TixOy)
(N/мм²)





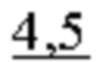


Таблица 3
Характеристики частиц в деталях, упрочнённых под прессом
Подчеркнутые значения: вне изобретения
n.a.: не определён
Свойства при растяжении (предел текучести YS, предел прочности при растяжении TS) измеряют на деталях, упрочнённых под прессом, в соответствии со стандартом ISO 6892-1 и представлены в таблице 4.
Как описано выше, стойкость к замедленному разрушению σDF упрочнённых под прессом деталей измеряют в соответствии с указаниями стандарта SEP1970. Образцы с отверстием, полученным штамповкой, радиусом 10 мм подвергают постоянному растягивающему напряжению в течение 96 часов до конечного разрушения. Значения σDF также приведены в таблице 4.
(МПа)
Таблица 4
Механические характеристики деталей, упрочнённых под прессом
Подчеркнутые значения: вне изобретения
Как показано на фиг. 3, детали упрочнённые под прессом IA2 - ID2 в соответствии с изобретением демонстрируют высокую стойкость к замедленному разрушению, поскольку σDF заметно превышает значение 3 × 1016 × TS-4,345 +100 МПа.
Фиг. 1 иллюстрирует гранулометрический состав частиц в упрочнённой под прессом детали IA2. Большинство частиц очень мелкие, средний размер dav составляет 1,1 мкм.
Даже при достаточном содержании Mg упрочнённая под прессом деталь RA2 имеет слишком высокое содержание Ti x (O)², она не содержит частиц MgO и MgO-Al2O3, и средний размер частиц (MgO-TixOy) в ней превышает 1 мкм.
Упрочнённая под прессом деталь RB1 имеет слишком низкое содержание Mg и Al, продолжительность tD превышает 30 минут. Сложные оксиды (Mn-Mg) присутствуют вместо MgO, MgO-Al2O3, MgO-TixOy, поэтому ни одно из условий (C1) или (C2) не выполняется.
Упрочнённая под прессом деталь RC2 имеет слишком высокое содержание Ti x (O)² и средний размер частиц в ней слишком большой, ни одно из условий (C1) или (C2) не выполняется.
Упрочнённая под прессом деталь RD1 не имеет Mg и имеет слишком низкое содержание Si, поэтому ее стойкость к замедленному разрушению является недостаточной.
Упрочнённая под прессом деталь RE2 не содержит Mg и имеет слишком высокое содержание Ti x (O)², средний размер частиц в ней слишком большой, поэтому её стойкость к замедленному разрушению также является недостаточной.
Из-за слишком низкого содержания Mg, слишком высокого содержания O и слишком низкой скорости охлаждения при затвердевании средний размер частиц в RF1 слишком велик, как можно видеть на фиг. 2, и ни условие (C1), ни (C2) не выполняется.
Упрочнённая под прессом деталь RG2 не содержит магния, слишком большой средний размер частиц, ни одно из условий (C1) или (C2) не выполняется.
Упрочнённая под прессом деталь RH2 не содержит Mg и имеет слишком высокое содержание O и Ti x (O) ², средний размер частиц слишком велик, поэтому её стойкость к замедленному разрушению является недостаточной.
Упрочнённая под прессом деталь RI2 не содержит магния, средний размер частиц слишком велик, поэтому ее стойкость к замедленному разрушению также является недостаточной.
Кроме того, на фиг. 4 сравниваются кривые превращения, полученные дилатометрическим анализом IA2 (изобретение) и RI2 (сравнение). Эти кривые получены путём нагрева образцов при 900°C и охлаждения со скоростью охлаждения 80°C/с между 750 и 400°C.
На стадии нагрева два образца ведут себя одинаково и претерпевают полное аустенитное превращение. Во время стадии охлаждения кинетика их превращения различается: в случае RI2 аллотропное превращение не происходит до около 400°C, температуры, с которой начинается мартенситное превращение. Следовательно, микроструктура RI2 полностью мартенситная. Напротив, в случае IA2 происходит первое превращение, начинающееся при около 650°C, за которым следует второе превращение при около 400°C, указывающее на начало формирования мартенсита. Металлографические наблюдения показывают, что превращение бейнита происходило даже при скорости охлаждения до 150°C/с в присутствии частиц MgO и MgO-Al2O3. Фиг. 5, полученный с помощью сканирующей электронной микроскопии, иллюстрирует эти микроструктурные характеристики. Хотя доля бейнита в IA2 составляет менее 5%, эта особенность способствует получению высоких значений σDF. Таким образом, неожиданным образом продемонстрировано, что можно достичь высоких значений прочности при растяжении даже без полного мартенситного превращения, при этом небольшое количество бейнита в присутствии определённых частиц вносит значительный вклад в достижение высокой стойкости к замедленному растрескиванию.
Таким образом, упрочнённые под прессом стальные детали с покрытием, изготовленные в соответствии с изобретением, можно преимущественно использовать для изготовления конструктивных элементов или деталей, обеспечивающих безопасность транспортных средств.

Изобретение относится к области металлургии, а именно к упрочнённой под прессом стальной детали с покрытием, имеющей предел прочности при растяжении TS в диапазоне 1400-2000 МПа и порог стойкости к замедленному разрушению σDF, составляющий σDF≥3×1016×TS-4,345+100, причем покрытие содержит Fex-Aly интерметаллические соединения, образованные в результате диффузии железа в предварительное покрытие, образованное алюминием, или сплавом на основе алюминия, или алюминиевым сплавом. Деталь выполнена из стали, имеющей химический состав, мас.%: 0,16≤C≤0,42, 0,1≤Mn≤3, 0,07≤Si≤1,60, 0,002≤Al≤0,070, 0,02≤Cr≤1,0, 0,0005≤B≤0,005, 0,002≤Mg≤0,007, 0,002≤Ti≤0,11, 0,0008≤O≤0,005, где (Ti)×(O)2×107≤2, 0,001≤N≤0,007, 0,001≤S≤0,005, 0,001≤P≤0,025, и необязательно один или несколько элементов, выбранных из: 0,005≤Ni≤0,23 и 0,005≤Nb≤0,060, остальное - железо и неизбежные примеси. Деталь имеет микроструктуру, содержащую по меньшей мере 95% мартенсита. Деталь обладает высоким пределом прочности при растяжении и порогом стойкости к замедленному разрушению. 4 н. и 14 з.п. ф-лы, 5 ил., 4 табл.
1. Упрочненная под прессом стальная деталь с покрытием, имеющая предел прочности при растяжении TS в диапазоне 1400-2000 МПа и порог стойкости к замедленному разрушению σDF, составляющий σDF ≥ 3×1016×TS-4,345+100, причем покрытие содержит Fex-Aly интерметаллические соединения, образованные в результате диффузии железа в предварительное покрытие, образованное алюминием, или сплавом на основе алюминия, или алюминиевым сплавом,
при этом химический состав стали содержит в мас.%:
0,16% ≤ C ≤ 0,42%
0,1% ≤ Mn ≤ 3%
0,07% ≤ Si ≤ 1,60%
0,002% ≤ Al ≤ 0,070%
0,02% ≤ Cr ≤ 1,0%,
0,0005% ≤ B ≤ 0,005%
0,002% ≤ Mg ≤ 0,007%
0,002% ≤ Ti ≤ 0,11%
0,0008% ≤ O ≤ 0,005%
где (Ti) x (O)2 x107 ≤ 2
0,001% ≤ N ≤ 0,007%
0,001% ≤ S ≤ 0,005%
0,001% ≤ P ≤ 0,025%
и необязательно один или несколько элементов, выбранных из:
0,005% ≤ Ni ≤ 0,23%,
0,005% ≤ Nb ≤ 0,060%,
остальное - железо и неизбежные примеси,
и при этом микроструктура содержит по меньшей мере 95% мартенсита.
2. Стальная деталь по п. 1, в которой 0,18% ≤ C ≤ 0,35%.
3. Стальная деталь по п. 1 или 2, в которой 0,55% ≤ Mn ≤ 1,40%.
4. Стальная деталь по любому из пп. 1-3, в которой Si ≤ 0,30%.
5. Стальная деталь по любому из пп. 1-4, в которой средний размер dav оксидов, карбонитридов, сульфидов и оксисульфидов составляет менее 1,7 мкм, при этом выполняется по меньшей мере одно из условий (C1) или (C2):
(C1): сумма N(MgO+MgO-Al2O3) количества частиц MgO и MgO-Al2O3 на единицу площади превышает 90 на мм2,
(C2): количество N(MgO-TixOy) частиц MgO-TixOy на единицу площади превышает 100 на мм2, средний размер которых менее 1 мкм.
6. Стальная деталь по любому из пп. 1-5, в которой микроструктура содержит бейнит и/или феррит.
7. Стальная деталь по любому из пп. 1-6, толщина которой составляет 0,8-4 мм.
8. Стальная деталь по любому из пп. 1-7, предел текучести которой превышает 1000 МПа.
9. Способ изготовления упрочненной под прессом стальной детали с покрытием, имеющей предел прочности при растяжении TS в диапазоне 1400-2000 МПа и порог стойкости к замедленному разрушению σDF, составляющий σDF ≥ 3×1016×TS-4,345+100, включающий следующие последовательные стадии:
приготовление жидкой стали, включающей 0,16% ≤ C ≤ 0,42%, 0,1% ≤ Mn ≤ 3%, 0,07% ≤ Si ≤ 1,60%, 0,002% ≤ Al ≤ 0,070%, 0,02% ≤ Cr ≤ 1,0%, 0,0005 ≤ B ≤ 0,005 %, 0,002% ≤ Ti ≤ 0,11%, 0,001% ≤ O ≤ 0,008%, причем (Ti)×(O)2×107 ≤ 2, 0,001% ≤ N ≤ 0,007%, и необязательно: 0,005% ≤ Ni ≤ 0,23%, 0,005 % ≤ Nb ≤ 0,060%, 0,001% ≤ S ≤ 0,005%, 0,001% ≤ P ≤ 0,025%, остальное - железо и неизбежные примеси, затем
добавление Mg или сплава Mg для получения жидкой стали с химическим составом по пп. 1-4, причём температура Taddition находится между Tliquidus и (Tliquidus + 70°C), затем
разливка указанной жидкой стали в виде полуфабриката, при этом время tD, прошедшее между добавлением Mg или сплава Mg и началом затвердевания жидкой стали, составляет менее 30 минут, затем
нагрев указанного полуфабриката при температуре 1250-1300°С для получения нагретого полуфабриката, затем
прокатка указанного полуфабриката для получения катаного стального листа, затем
нанесение предварительного покрытия на указанный катаный стальной лист, образованного из алюминия, или сплава на основе алюминия, или алюминиевого сплава, для получения стального листа с предварительно нанесённым покрытием, затем
резка указанного стального листа с предварительно нанесённым покрытием для получения стальной заготовки с предварительно нанесённым покрытием, затем
нагрев указанной стальной заготовки с предварительно нанесённым покрытием для получения нагретой заготовки с полностью аустенитной структурой, затем
горячее прессование указанной нагретой заготовки для получения детали, формованной горячим прессованием, затем
охлаждение указанной детали с одновременной её выдержкой в пресс-форме для получения упрочнённой под прессом стальной детали с покрытием с микроструктурой, содержащей по меньшей мере 95% мартенсита.
10. Способ по п. 9, в котором указанная продолжительность tD составляет менее 1 минуты.
11. Способ по п. 9, в котором указанная продолжительность tD составляет менее 10 с.
12. Способ по любому из пп. 9-11, в котором скорость охлаждения Vs на поверхности указанного полуфабриката превышает 30°C/с.
13. Способ по любому из пп. 9-12, в котором указанный нагрев проводят до температуры θm, составляющей 890-950°C, и общим временем выдержки tm, составляющим 1-10 минут.
14. Способ по любому из пп. 9-13, в котором нагрев указанной стальной заготовки с предварительно нанесённым покрытием проводят в печи с атмосферой, имеющей точку росы от 10 до 25°C.
15. Способ по любому из пп. 9-14, в котором толщина указанного стального листа с предварительно нанесённым покрытием составляет 0,8-4 мм.
16. Способ по любому из пп. 9-15, в котором предел текучести указанной упрочнённой под прессом стальной детали с покрытием превышает 1000 МПа.
17. Применение упрочненной под прессом стальной детали с покрытием по любому из пп. 1-8 для изготовления конструктивных или обеспечивающих безопасность деталей автомобилей.
18. Применение способа изготовления упрочненной под прессом стальной детали с покрытием по любому из пп. 9-16 для изготовления конструктивных или обеспечивающих безопасность деталей автомобилей.
| EP 3396010 A1, 31.10.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМАЦИОННО-УПРОЧНЕННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ С ПОКРЫТИЕМ И ЛИСТЫ С ПРЕДВАРИТЕЛЬНО НАНЕСЕННЫМ ПОКРЫТИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ ЭТИХ ДЕТАЛЕЙ | 2013 |
|
RU2610995C2 |
| ГОРЯЧЕФОРМОВАННЫЙ КОМПОНЕНТ ИЗ СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ | 2014 |
|
RU2625374C1 |
| ДИНАМОМЕТРИЧЕСКИЙ КЛЮЧ | 2006 |
|
RU2312005C1 |
| WO 2015039763 A2, 26.03.2015 | |||
| WO 2018220540 A1, 06.12.2018. | |||

