ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее раскрытие относится к устройству подачи бревен для подачи бревна на первый и второй режущие шпиндели, которые удерживают бревно между ними на первой и второй торцевых поверхностях бревна в продольном направлении, устройству обработки бревен, содержащему устройство подачи бревен, и способу управления устройством подачи бревен.
УРОВЕНЬ ТЕХНИКИ
[0002] Японская патентная публикация №4-60001 (Патентный документ 1) описывает устройство подачи бревен. Устройство подачи бревен содержит первый и второй корпусы подшипников вала, которые соответственно имеют первый и второй шпиндели, способные удерживать обрезные поверхности бревна, и которые могут перемещаться в направлении транспортировки бревна. Устройство подачи бревен также содержит манипулятор, имеющий первый и второй транспортировочные зубцы, которые способны удерживать бревно. Манипулятор расположен по ходу после первого и второго корпусов подшипников вала в направлении транспортировки бревна. Устройство подачи бревен измеряет внешнюю периферийную форму бревна путем вращения бревна, удерживаемого между первым и вторым шпинделями, вычисляет отклонение между центральной линией оси вращения бревна и центральной линией оси резания бревна на основе измеренной внешней периферийной формы бревна. Устройство подачи бревен затем перемещает первый и второй корпусы подшипников вала дальше по ходу в направлении транспортировки бревна так, чтобы корректировать отклонение, и передает бревно со скорректированным отклонением с первого и второго шпинделей на первый и второй транспортировочные зубцы так, что транспортировочные зубцы выдают бревно на патрон для резки.
[0003] В устройстве подачи бревен первый и второй транспортировочные зубцы принимают бревно от первого и второго шпинделей со скорректированным отклонением между центральной линией оси вращения бревна и центральной линией оси резания бревна, т.е. с завершенным относительным центрированием. Следовательно, первый и второй транспортировочные зубцы могут подавать бревно на режущий патрон, при этом центральная линия оси резания бревна выровнена с центральной линией оси вращения режущего патрона. Отметим, что первые и второй корпусы подшипников вала перемещаются в сторону манипулятора во время корректировки отклонения. В результате может быть уменьшено время, которое требуется для передачи бревна с первого и второго шпинделей на первый и второй транспортировочные зубцы.
[0004]
СПИСОК ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[Патентная литература 1] Японская рассмотренная публикация патентной заявки №4-60001
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
<Техническая проблема>
[0005] С точки зрения улучшения производительности желательно сокращать время транспортировки бревен с первого и второго шпинделей на режущий патрон и увеличивать количество бревен, подаваемых на режущий патрон за единицу времени. В связи с этим в устройстве подачи бревен, описанном в вышеупомянутой публикации, по-прежнему имеются возможности для совершенствования с точки зрения производительности. Здесь в качестве способа сокращения времени транспортировки бревен возможно увеличивать скорость работы первого и второго корпусов подшипников вала и скорость работы манипулятора. Однако эта мера приводит к увеличению рабочей нагрузки, прикладываемой к первому и второму корпусам подшипников вала и манипулятору, или увеличению рабочей нагрузки на исполнительный механизм, который приводит в движение первый и второй корпусы подшипников вала и манипулятор. Кроме того, существует вероятность того, что устойчивость во время транспортировки бревен может быть снижена из-за беспорядочного перемещения бревен при транспортировке, например.
<Решение проблемы>
[0006] Настоящее раскрытие было выполнено с учетом вышеизложенного, и цель заключается в предоставлении устройства подачи бревен, которое способно увеличивать количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, без увеличения рабочей нагрузки, прикладываемой к каждой части устройства подачи бревен, и без уменьшения устойчивости во время транспортировки бревен; устройства обработки бревен, содержащего устройство подачи бревен, и способа управления устройством подачи бревен.
[0007] Устройство подачи бревен, устройство обработки бревен, содержащее устройство подачи бревен, и способ управления устройством подачи бревен согласно настоящему раскрытию применяют следующие средства для того, чтобы достигать вышеупомянутую цель.
[0008] Устройство подачи бревен согласно первому варианту выполнения настоящего раскрытия подает бревно на первый и второй режущие шпиндели, которые способны удерживать бревно между ними на первой и второй торцевых поверхностях бревна в продольном направлении. Устройство подачи бревен содержит центрирующий блок, блок подачи бревен, транспортировочный блок, приводной блок и контроллер. Центрирующий блок имеет первый и второй центрирующие шпиндели, способные удерживать бревно на первой и второй торцевых поверхностях. Дополнительно центрирующий блок расположен по ходу перед первым и вторым режущими шпинделями в направлении транспортировки бревна. Блок подачи бревен расположен по ходу перед центрирующим блоком в направлении транспортировки бревна. Также блок подачи бревен может осуществлять возвратно-поступательное перемещение между первым положением приема для приема бревна и первым положением передачи, которое расположено по ходу после первого положения приема в направлении транспортировки бревна, для передачи принятого бревна на первый и второй центрирующие шпиндели. Транспортировочный блок имеет первый и второй зажимные рычаги, способные удерживать бревно между ними. В дополнение, транспортировочный блок расположен между первым и вторым центрирующими шпинделями и первым и вторым режущими шпинделями так, чтобы транспортировать бревно с первого и второго центрирующих шпинделей на первый и второй режущие шпиндели. Приводной блок соединен с центрирующим блоком и заставляет центрирующий блок осуществлять возвратно-поступательное перемещение между вторым положением приема и вторым положением передачи. Второе положение приема находится там, где центрирующий блок принимает бревно от блока подачи бревен. В дополнение, второе положение передачи представляет собой положение, находящееся дальше по ходу, где первый и второй центрирующие шпиндели передают бревно на первый и второй зажимные рычаги, при этом второе положение передачи находится в стороне от второго положения приема на расстоянии, равном или превышающем максимальный диаметр бревна в направлении транспортировки. Контроллер, когда первый и второй центрирующие шпиндели не удерживают бревно, приводит блок подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели независимо от положения центрирующего блока. И наоборот, когда первый и второй центрирующие шпиндели удерживают бревно, контроллер приводит блок подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели после того, как центрирующий блок переместился на расстояние, равное или превышающее максимальный диаметр бревна, из второго положения приема дальше по ходу в направлении транспортировки бревна. Здесь «максимальный диаметр бревна» в настоящем раскрытии определен как принятый наибольший диаметр из диаметров бревен, подлежащих подаче на первый и второй режущие шпиндели устройством подачи бревен настоящего раскрытия.
[0009] Согласно настоящему раскрытию, когда первый и второй центрирующие шпиндели не удерживают бревно, блок подачи бревен перемещается по направлению к первому положению передачи для подачи нового бревна из блока подачи бревен во второе положение приема независимо от положения центрирующего блока. И наоборот, в случае, когда первый и второй центрирующие шпиндели удерживают бревно, блок подачи бревен перемещается по направлению к первому положению передачи для подготовки нового бревна во втором положении приема до того, как центрирующий блок возвратится во второе положение приема, после того, как центрирующий блок переместился на расстояние, равное или превышающее принятый максимальный диаметр из диаметров бревен, из второго положения приема дальше по ходу в направлении транспортировки бревна. Соответственно, количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, может быть увеличено без увеличения рабочей нагрузки, прикладываемой к каждой части устройства подачи бревен, и без уменьшения устойчивости во время транспортировки бревен. Новое бревно, подлежащее подаче из блока подачи бревен во второе положение приема, не будет контактировать с бревном, расположенным во втором положении приема или по ходу после него, поскольку центрирующий блок переместился на расстояние, равное или превышающее принятый максимальный диаметр бревен, когда новое бревно подается во второе положение приема в обоих случаях, когда первый и второй центрирующие шпиндели удерживают или не удерживают бревно. Также возможно перемещать новое бревно во второе положение передачи с помощью центрирующего блока в то время, как бревно, которое удерживается между первым и вторым зажимными рычагами, передается на первый и второй режущие шпиндели, так, чтобы подготавливать передачу нового бревна на первый и второй зажимные рычаги. Это позволяет дополнительно увеличивать количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени.
[0010] Согласно другому варианту выполнения настоящего раскрытия, устройство подачи бревен дополнительно содержит блок загрузки бревен для загрузки бревна на блок подачи бревен. Контроллер управляет блоком загрузки бревен для загрузки бревна на блок подачи бревен, расположенный в первом положении приема, независимо от положения центрирующего блока, когда первый и второй центрирующие шпиндели не удерживают бревно; и управляет блоком загрузки бревен для загрузки бревна на блок подачи бревен, расположенный в первом положении приема, после того, как центрирующий блок переместился на расстояние, равное или превышающее принятый максимальный диаметр из диаметров бревен, из второго положения приема дальше по ходу в направлении транспортировки бревна, когда первый и второй центрирующие шпиндели удерживают бревно.
[0011] Согласно варианту выполнения, в случае, когда первый и второй центрирующие шпиндели удерживают бревно, после того, как центрирующий блок переместился на расстояние, равное или превышающее принятый максимальный диаметр из диаметров бревен, из второго положения приема дальше по ходу в направлении транспортировки бревна, новое бревно загружается в блок подачи бревен в первом положении приема. Таким образом, когда новое бревно вносится в первом положении приема, возможно избегать контакта нового бревна с бревном, которое удерживается между первым и вторым центрирующими шпинделями.
[0012] Устройство подачи бревен согласно второму варианту выполнения настоящего раскрытия подает бревно на первый и второй режущие шпиндели, которые способны удерживать бревно между ними на первой и второй торцевых поверхностях бревна в продольном направлении. Устройство подачи бревен содержит центрирующий блок, блок подачи бревен, транспортировочный блок, приводной блок, измерительный блок и контроллер. Центрирующий блок имеет первый и второй центрирующие шпиндели, способные удерживать бревно на первой и второй торцевых поверхностях. Дополнительно, центрирующий блок расположен по ходу перед первым и вторым режущими шпинделями в направлении транспортировки бревна. Блок подачи бревен расположен по ходу перед центрирующим блоком в направлении транспортировки бревна. Также блок подачи бревен может осуществлять возвратно-поступательное перемещение между первым положением приема для приема бревна и первым положением передачи, которое расположено по ходу после первого положения приема в направлении транспортировки бревна, для передачи принятого бревна на первый и второй центрирующие шпиндели. Транспортировочный блок имеет первый и второй зажимные рычаги, способные удерживать бревно. Транспортировочный блок расположен между первым и вторым центрирующими шпинделями и первым и вторым режущими шпинделями так, чтобы транспортировать бревно с первого и второго центрирующих шпинделей на первый и второй режущие шпиндели. Приводной блок соединен с центрирующим блоком и заставляет центрирующий блок осуществлять возвратно-поступательное перемещение между вторым положением приема и вторым положением передачи. Второе положение приема находится там, где центрирующий блок принимает бревно от блока подачи бревен. В дополнение, второе положение передачи представляет собой положение, находящееся дальше по ходу, где первый и второй центрирующие шпиндели передают бревно на первый и второй зажимные рычаги, при этом второе положение передачи находится в стороне от второго положения приема на расстоянии, равном или превышающем максимальный диаметр бревна в направлении транспортировки. Измерительный блок расположен по ходу перед первым положением приема в направлении транспортировки бревна и выполнен с возможностью измерения временного диаметра бревна. Контроллер содержит блок хранения и вычислительный блок. Блок хранения хранит временный диаметр измеренного бревна. Вычислительный блок вычисляет безопасное расстояние, равное или превышающее значение, полученное путем деления на два суммы первого временного диаметра бревна, в данный момент удерживаемого между первым и вторым центрирующими шпинделями, из числа сохраненных временных диаметров и второго временного диаметра нового бревна, подлежащего подаче в первое положение приема. Контроллер, когда первый и второй центрирующие шпиндели не удерживают бревно, приводит блок подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели независимо от положения центрирующего блока. И наоборот, в случае, когда первый и второй центрирующие шпиндели удерживают бревно, контроллер приводит блок подачи бревен в движение по направлению к первому положению передачи на основе расстояния, на которое центрирующий блок переместился из второго положения приема во второе положение передачи, и безопасного расстояния. Здесь «максимальный диаметр бревна» в настоящем раскрытии определен как принятый максимальный диаметр из диаметров бревен, подлежащих подаче на первый и второй режущие шпиндели устройством подачи бревен настоящего раскрытия. В дополнение, «временный диаметр бревна» в настоящем раскрытии обычно соответствует диаметру бревна в направлении вдоль направления транспортировки бревна.
[0013] Согласно настоящему раскрытию, когда первый и второй центрирующие шпиндели не удерживают бревно, блок подачи бревен перемещается по направлению к первому положению передачи для подачи нового бревна из блока подачи бревен во второе положение приема независимо от положения центрирующего блока. И наоборот, в случае, когда первый и второй центрирующие шпиндели удерживают бревно, блок подачи бревен перемещается по направлению к первому положению передачи на основе расстояния, на которое центрирующий блок переместился из второго положения приема во второе положение передачи, и безопасного расстояния так, чтобы подавать новое бревно из блока подачи бревен во второе положение приема. В связи с этим при успешном избегании контакта нового бревна, которое подается из блока подачи бревен во второе положение приема, с бревном, расположенным во втором положении приема или по ходу после него, новое бревно может быть размещено во втором положении приема до того, как центрирующий блок вернется во второе положение приема. В результате может быть увеличено количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, без увеличения рабочей нагрузки, прикладываемой к каждой части устройства подачи бревен, и без уменьшения устойчивости во время транспортировки бревна. Также возможно перемещать новое бревно во второе положение передачи с помощью центрирующего блока в то время, как бревно, которое удерживается между первым и вторым зажимными рычагами, передается на первый и второй режущие шпиндели, так, чтобы подготавливать передачу нового бревна на первый и второй зажимные рычаги. Это позволяет дополнительно увеличивать количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени.
[0014] В устройстве подачи бревен согласно другому варианту выполнения настоящего раскрытия контроллер приводит блок подачи бревен в движение по направлению к первому положению передачи после того, как центрирующий блок переместился на безопасное расстояние из второго положения приема во второе положение передачи, в случае, когда первый и второй центрирующие шпиндели удерживают бревно.
[0015] Согласно варианту выполнения, новое бревно подается во второе положение приема, когда центрирующий блок переместился на безопасное расстояние. Таким образом, несомненно, возможно избегать контакта нового бревна, подлежащего подаче из блока подачи бревен во второе положение приема, с бревном, которое расположено во втором положении приема или по ходу после него.
[0016] В устройстве подачи бревен согласно другому варианту выполнения настоящего раскрытия блок подачи бревен содержит секцию размещения, на которой размещается бревно. Секция размещения имеет базовый участок, который служит в качестве базы для вычисления центральной линии временной оси вращения бревна. В случае, когда первый и второй центрирующие шпиндели удерживают бревно, контроллер вычисляет первое расстояние от базового участка до центральной линии временной оси вращения нового бревна, размещенного на секции размещения, посредством второго временного диаметра и геометрии секции размещения. Контроллер затем использует безопасное расстояние и второе расстояние, на которое центрирующий блок переместился из второго положения приема по направлению ко второму положению передачи, так, чтобы вычислять третье расстояние от центральной линии временной оси вращения нового бревна до центральной линии оси вращения первого и второго центрирующих шпинделей, при этом центрирующий блок расположен во втором положении приема, в случае, когда осевое расстояние между центральной линией оси вращения первого и второго центрирующих шпинделей, в то время как центрирующий блок перемещается из второго положения приема по направлению ко второму положению передачи, и центральной линией временной оси вращения нового бревна представляет собой безопасное расстояние. Затем контроллер вычисляет пятое расстояние путем вычитания первого и третьего расстояний из четвертого расстояния так, чтобы заставлять блок подачи бревен перемещаться на пятое расстояние, при этом четвертое расстояние представляет собой расстояние от базового участка, когда блок подачи бревен находится в первом положении приема, до центральной линии оси вращения первого и второго центрирующих шпинделей, когда центрирующий блок находится во втором положении приема.
[0017] Согласно варианту выполнения, в случае, когда первый и второй центрирующие шпиндели удерживают бревно, блок подачи бревен перемещается по направлению к первому положению передачи в то время, как расстояние между центральной линией временной оси вращения бревна и центральной линией оси вращения первого и второго центрирующих шпинделей при перемещении из второго положения приема во второе положение передачи поддерживается на безопасном расстоянии. То есть блок подачи бревен перемещается по направлению к первому положению передачи до того, как первый и второй центрирующие шпиндели переместятся на безопасное расстояние из второго положения приема во второе положение передачи. По этой причине в то время, как бревно, транспортируемое блоком подачи бревен по направлению к первому положению передачи, успешно лишено возможности вступления в контакт с бревном во втором положении приема или по ходу после него, новое бревно может быть подготовлено во втором положении приема до того, как центрирующий блок вернется во второе положение приема. Это дополнительно увеличивает количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, без увеличения рабочей нагрузки на каждую часть устройства подачи бревен и снижения устойчивости транспортировки бревен.
[0018] Согласно другому варианту выполнения устройства подачи бревен согласно настоящему раскрытию, устройство подачи бревен дополнительно содержит блок загрузки бревен для загрузки бревна в блок подачи бревен.
Контроллер управляет блоком загрузки бревен для загрузки бревна в блок подачи бревен, расположенный в первом положении приема, независимо от положения центрирующего блока, когда первый и второй центрирующие шпиндели не удерживают бревно. И наоборот, в случае, когда первый и второй центрирующие шпиндели удерживают бревно между ними, контроллер управляет блоком загрузки бревен для загрузки нового бревна в блок подачи бревен, расположенный в первом положении приема, когда центрирующий блок переместился на безопасное расстояние из второго положения приема дальше по ходу в направлении транспортировки бревен.
[0019] Согласно варианту выполнения, в случае, когда первый и второй центрирующие шпиндели удерживают бревно, новое бревно загружается в блок подачи бревен, расположенный в первом положении приема, когда центрирующий блок переместился на безопасное расстояние из второго положения приема дальше по ходу в направлении транспортировки бревен. Таким образом, когда бревно загружено в первое положение приема, возможно успешно предотвращать вступление нового загруженного бревна в контакт с бревном, удерживаемым между первым и вторым центрирующими шпинделями.
[0020] Согласно другому варианту выполнения настоящего раскрытия, устройство подачи бревен дополнительно содержит датчик обнаружения бревна, расположенный между первым положением приема и первым положением передачи. Блок управления вычисляет положение центральной линии временной оси вращения бревна на основе обнаружения бревна датчиком обнаружения бревна, устанавливает первое положение передачи в качестве положения, где центральная линия временной оси вращения выровнена с центральной линией оси вращения первого и второго центрирующих шпинделей, расположенных во втором положении приема, и заставляет блок подачи бревен перемещаться соответственно.
[0021] Согласно варианту выполнения, до процесса измерения точной центральной линии оси резания бревна в центрирующем блоке, то есть до передачи бревна на первый и второй центрирующие шпиндели, получают центральную линию временной оси вращения для выравнивания ее с центральными линиями осей вращения первого и второго центрирующих шпинделей. Таким образом, может быть уменьшено отклонение (несовпадение между центральными линиями осей) между центральной линией оси резания бревна и центральной линией оси вращения первого и второго центрирующих шпинделей, когда бревно зажато первым и вторым центрирующими шпинделями. Соответственно, это может уменьшать колебание бревна, когда бревно вращается первым и вторым центрирующими шпинделями для того, чтобы измерять центральную линию оси резания бревна. «Центральная линия оси резания бревна» представляет собой центральную линию оси вращения бревна, которое удерживается между режущими шпинделями, и определена как центральная линия оси вращения бревна, с помощью которого может быть получен шпон с наибольшим выходом, когда шпон вырезается из бревна.
[0022] Согласно другому варианту выполнения устройства подачи бревен согласно настоящему раскрытию, блок подачи бревен имеет секцию размещения для размещения на ней бревна. В дополнение, секция размещения имеет базовый участок, который служит в качестве базы для вычисления центральной линии временной оси вращения бревна. Контроллер вычисляет виртуальный радиус бревна в направлении от первого положения приема до первого положения передачи посредством шестого расстояния от базового участка до датчика обнаружения бревна, когда блок подачи бревен находится в первом положении приема, смещение базового участка, когда блок подачи бревен перемещается из первого положения приема в положение, где бревно обнаруживается датчиком обнаружения бревна, и геометрическую форму секции размещения. Также контроллер вычисляет восьмое расстояние из суммы виртуального радиуса и седьмого расстояния от датчика обнаружения бревна до центральной линии оси вращения первого и второго центрирующих шпинделей, когда центрирующий блок находится во второй точке передачи, так, чтобы заставлять блок подачи бревен перемещаться на восьмое расстояние после того, как датчик обнаружения бревна обнаружит бревно.
[0023] Согласно варианту выполнения, центральная линия временной оси вращения бревна может быть легко установлена и центральная линия временной оси вращения бревна может быть легко выровнена с центральными линиями осей вращения первого и второго центрирующих шпинделей.
[0024] Согласно другому варианту выполнения устройства подачи бревен согласно настоящему раскрытию, первое положение приема и первое положение передачи расположены ниже второго положения приема в вертикальном направлении.
[0025] Согласно варианту выполнения, поскольку общая длина устройства в направлении транспортировки бревен может быть уменьшена, размер устройства в направлении транспортировки бревен может быть уменьшен.
[0026] Согласно варианту выполнения настоящего раскрытия, устройство обработки бревен содержит устройство подачи бревен согласно любому из вышеприведенных вариантов выполнения в направлении транспортировки бревен, устройство загрузки, расположенное по ходу перед устройством подачи бревен и выполненное с возможностью загрузки бревна в устройство подачи бревен, и обрабатывающее устройство, расположенное по ходу после устройства подачи бревен в направлении транспортировки бревен. Обрабатывающее устройство содержит первый и второй режущие шпиндели и лезвие для обработки бревна.
[0027] Согласно настоящему раскрытию, устройство обработки бревен содержит устройство подачи бревен согласно любому из вышеприведенных вариантов выполнения, и тем самым те же технические результаты, полученные с помощью устройства подачи бревен согласно настоящему раскрытию, могут быть достигнуты в устройстве обработки бревен, например, увеличение количества бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, без увеличения рабочей нагрузки, прикладываемой к каждой части устройства подачи бревен, и без уменьшения устойчивости во время транспортировки бревен.
[0028] Согласно первому варианту выполнения настоящего раскрытия, предусмотрен способ управления устройством подачи бревен, содержащим центрирующий блок, имеющий первый и второй центрирующие шпиндели, которые способны удерживать бревно между ними на первой и второй торцевых поверхностях бревна в продольном направлении бревна, и транспортировочный блок, содержащий первый и второй зажимные рычаги, которые способны удерживать бревно между ними; в котором бревно, поданное в центрирующий блок, подают на первый и второй режущие шпиндели с помощью блока транспортировки бревен. Способ управления устройством подачи бревен содержит этапы, на которых: (a) подают бревно в центрирующий блок, расположенный в положении приема; (b) удерживают бревно между первым и вторым центрирующими шпинделями; (c) вычисляют центральную линию оси резания бревна путем вращения первого и второго центрирующих шпинделей и располагают бревно под углом вращения, соответствующим вычисленной центральной линии оси резания; (d) перемещают центрирующий блок из положения приема в положение передачи, где бревно передают с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги, при этом положение передачи находится в стороне от положения приема дальше по ходу в направлении транспортировки бревна на расстоянии, равном или превышающем максимальный диаметр бревна; (e) подают новое бревно в положение приема после того, как центрирующий блок переместился из положения приема на расстояние, которое равно или превышает максимальный диаметр бревна; (f) когда центрирующий блок достиг положения передачи, передают бревно с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги; и (g) подают бревно с первого и второго зажимных рычагов на первый и второй режущие шпиндели. Здесь «максимальный диаметр бревна» в настоящем раскрытии определен как возможный максимальный диаметр из числа диаметров бревен, подлежащих подаче на первый и второй режущие шпиндели устройством подачи бревен настоящего раскрытия. В настоящем раскрытии «центральная линия оси резания бревна» определена как центральная линия оси вращения бревна, из которого может быть получен шпон с наибольшим выходом при вырезании шпона из бревна.
[0029] Согласно настоящему раскрытию, новое бревно подается в положение приема после того, как центрирующий блок, удерживающий бревно между первым и вторым центрирующими шпинделями, переместился на расстояние, которое равно или превышает принятый максимальный диаметр из диаметров бревен, дальше по ходу в направлении транспортировки бревен. Таким образом, новое бревно может быть подготовлено в положении приема до того, как центрирующий блок достигнет положения передачи. В результате количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, может быть увеличено без увеличения рабочей нагрузки на каждую часть устройства подачи бревен или снижения устойчивости транспортировки бревен. Отметим, что новое бревно подается в положение приема, когда центрирующий блок переместился на расстояние, которое превышает или равно принятому максимальному диаметру бревен, и тем самым новое бревно, поданное в положение приема, не вступает в контакт с бревном, удерживаемым между первым и вторым центрирующими шпинделями.
[0030] Согласно другому варианту выполнения способа управления устройством подачи бревен согласно настоящему раскрытию, способ дополнительно содержит, во время выполнения этапа (g), этап, на котором перемещают центрирующий блок из положения передачи в положение приема и удерживают новое бревно, которое было подано в положение приема, между первым и вторым центрирующими шпинделями, и вычисляют центральную линию оси резания бревна путем вращения первого и второго центрирующих шпинделей.
[0031] Согласно варианту выполнения, во время передачи бревна с первого и второго зажимных рычагов на первый и второй режущие шпиндели бревно удерживают между первым и вторым центрирующими шпинделями и вычисляют центральную линию оси резания бревна. Таким образом, может быть уменьшено время, которое требуется для передачи бревна с первого и второго шпинделей на первый и второй зажимные рычаги. В результате может быть дополнительно увеличено количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени.
[0032] Согласно другому варианту выполнения настоящего раскрытия, способ управления устройством подачи бревен дополнительно содержит этап, на котором перемещают новое бревно в положение передачи с помощью центрирующего блока во время выполнения этапа (g).
[0033] Согласно варианту выполнения, во время передачи бревна с первого и второго зажимных рычагов на первый и второй режущие шпиндели новое бревно перемещают в положение передачи с помощью центрирующего блока так, чтобы передавать его на первый и второй зажимные рычаги. Таким образом, может быть уменьшено время, которое требуется для передачи бревна с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги. В результате может быть дополнительно увеличено количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени. Отметим, что перемещение нового бревна в положение передачи с помощью центрирующего блока может быть выполнено во время вычисления центральной линии оси резания бревна или после вычисления.
[0034] Согласно второму варианту выполнения настоящего раскрытия, предусмотрен способ управления устройством подачи бревен, содержащим центрирующий блок, имеющий первый и второй центрирующие шпиндели, которые способны удерживать бревно между ними на первой и второй торцевых поверхностях бревна в продольном направлении бревна, и транспортировочный блок, имеющий первый и второй зажимные рычаги для удержания бревна между ними, в котором бревно, поданное в центрирующий блок, подают на первый и второй режущие шпиндели с помощью транспортировочного блока. Способ управления устройством подачи бревен содержит этапы, на которых: (h) измеряют временный диаметр бревна и сохраняют измеренный временный диаметр; (i) подают бревно в центрирующий блок, расположенный в положении приема; (j) удерживают поданное бревно между первым и вторым центрирующими шпинделями; (k) вычисляют центральную линию оси резания бревна путем вращения первого и второго центрирующих шпинделей и располагают бревно под углом вращения, соответствующим вычисленной центральной линии оси резания; (l) перемещают центрирующий блок из положения приема в положение передачи, когда бревно передают с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги, при этом положение передачи находится в стороне от положения приема на расстоянии, равном или превышающем максимальный диаметр бревна, дальше по ходу в направлении транспортировки бревен; (m) вычисляют безопасное расстояние, которое равно или превышает значение, полученное путем деления на два суммы временного диаметра бревна, в данный момент удерживаемого между первым и вторым центрирующими шпинделями, из числа сохраненных временных диаметров и временного диаметра нового бревна, подлежащего подаче в положение приема; (n) подают новое бревно в положение приема на основе расстояния перемещения, на которое центрирующий блок переместился из положения приема в положение передачи, и также на основе безопасного расстояния; (o) когда центрирующий блок достиг положения передачи, передают бревно с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги; и (p) подают бревно с первого и второго зажимных рычагов на первый и второй режущие шпиндели.
[0035] Согласно настоящему раскрытию, новое бревно подают в положение приема с помощью первого и второго центрирующих шпинделей на основе расстояния, на которое центрирующий блок, удерживающий бревно, переместился из положения приема по направлению к положению передачи, и безопасного расстояния. По этой причине новое бревно может быть подготовлено в положении приема до того, как центрирующий блок вернется в положение приема, при этом бревно, вновь поданное в положение приема, успешно лишено возможности вступления в контакт с бревном, расположенным в положении приема или по ходу после него. В результате количество бревен, подлежащих подаче за единицу времени на первый и второй режущие шпиндели, может быть увеличено без увеличения рабочей нагрузки на каждую часть устройства подачи бревен или снижения устойчивости транспортировки бревен. Дополнительно, во время передачи бревна с первого и второго зажимных рычагов на первый и второй режущие шпиндели новое бревно может перемещаться в положение передачи с помощью центрирующего блока так, чтобы подготавливать новое бревно для передачи на первый и второй зажимные рычаги. В результате может быть дополнительно увеличено количество бревен, подлежащих подаче за единицу времени на первый и второй режущие шпиндели.
[0036] Согласно настоящему раскрытию, количество бревен, подлежащих подаче на первый и второй режущие шпиндели за единицу времени, может быть увеличено без увеличения рабочей нагрузки на каждую часть устройства подачи бревен и снижения устойчивости транспортировки бревен.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0037]
Фиг. 1 представляет собой схематический вид конфигурации, показывающий схему конфигурации устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия.
Фиг. 2 представляет собой вид в перспективе устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия.
Фиг. 3 представляет собой вид спереди устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия с дальней стороны направления транспортировки бревна PW.
Фиг. 4 представляет собой вид в поперечном сечении, показывающий поперечное сечение A-A на Фиг. 3.
Фиг. 5 представляет собой блок-схему последовательности операций, иллюстрирующую технологическую процедуру приведения в движение первого загрузочного конвейера, которая выполняется электронным блоком 8 управления варианта выполнения настоящего раскрытия.
Фиг. 6 представляет собой блок-схему последовательности операций, иллюстрирующую технологическую процедуру приведения в движение второго загрузочного конвейера, которая выполняется электронным блоком 8 управления варианта выполнения настоящего раскрытия.
Фиг. 7 представляет собой блок-схему последовательности операций, иллюстрирующую технологическую процедуру приведения в движение транспортировочного устройства для временного центрирования, при этом процедура выполняется электронным блоком 8 управления варианта выполнения настоящего раскрытия.
Фиг. 8 представляет собой блок-схему последовательности операций части, ответвляющейся от технологической процедуры приведения в движение транспортировочного устройства для временного центрирования на Фиг. 7.
Фиг. 9 представляет собой блок-схему последовательности операций, иллюстрирующую технологическую процедуру приведения в движение устройства вращения бревна, которая выполняется электронным блоком 8 управления варианта выполнения настоящего раскрытия.
Фиг. 10 представляет собой блок-схему последовательности операций части, ответвляющейся от технологической процедуры приведения в движение устройства вращения бревна на Фиг. 9.
Фиг. 11 представляет собой блок-схему последовательности операций, иллюстрирующую технологическую процедуру приведения в движение маятникового транспортировочного устройства, которая выполняется электронным блоком 8 управления варианта выполнения настоящего раскрытия.
Фиг. 12 представляет собой пояснительное изображение, показывающее бревно PW, перегружаемое с первого загрузочного конвейера 4a на второй загрузочный конвейер 4b.
Фиг. 13 представляет собой пояснительное изображение, показывающее бревно PW, обнаруженное датчиком S3 во время загрузки на второй загрузочный конвейер 4b.
Фиг. 14 представляет собой пояснительное изображение, показывающее завершение обнаружения бревна PW датчиком S3 во время загрузки на второй загрузочный конвейер 4b.
Фиг. 15 представляет собой пояснительное изображение, подробно показывающее вычисление расстояния L2, на которое секциям 42, 42 размещения требуется перемещаться так, чтобы центральная линия временной оси вращения бревна PW выравнивалась с центральной линией оси вращения центрирующих шпинделей 24a, 24b, когда предполагается, что бревно PW находится во втором положении RP2 приема.
Фиг. 16 представляет собой пояснительное изображение, показывающее бревно PW, загруженное в первое положение RP1 приема.
Фиг. 17 представляет собой пояснительное изображение, показывающее секцию 42 размещения, перемещающуюся по направлению к первому положению DP1 передачи с бревном PW, размещенным на ней.
Фиг. 18 представляет собой пояснительное изображение, показывающее бревно PW, которое подано во второе положение RP2 приема с помощью секции 42 размещения.
Фиг. 19 представляет собой пояснительное изображение, показывающее бревно PW, которое удерживается между центрирующими шпинделями 24a, 24b во втором положении RP2 приема.
Фиг. 20 представляет собой пояснительное изображение, показывающее состояние, когда бревно PW расположено под углом α вращения, соответствующим центральной линии оси резания бревна PW, и когда зажимные рычаги 56, 56 установлены в положение, соответствующее центральной линии оси резания бревна PW.
Фиг. 21 представляет собой пояснительное изображение, показывающее центрирующие шпиндели 24a, 24b, которые удерживают бревно PW и перемещаются из второго положения RP2 приема во второе положение DP2 передачи.
Фиг. 22 представляет собой пояснительное изображение, показывающее состояние, когда новое бревно PW готовится во втором положении RP2 приема в то время, как бревно PW передается с центрирующих шпинделей 24a, 24b на зажимные рычаги 56, 56.
Фиг. 23 представляет собой пояснительное изображение, показывающее состояние, когда новое бревно PW передается с центрирующих шпинделей 24a, 24b на зажимные рычаги 56, 56, и центрирующие шпиндели 24a, 24b перемещаются из второго положения DP2 передачи по направлению ко второму положению RP2 приема.
Фиг. 24 представляет собой пояснительное изображение, показывающее состояние, когда бревно PW передается во втором положении RP2 приема из секции 42a размещения на центрирующие шпиндели 24a, 24b в то время, как бревно PW передается с зажимных рычагов 56, 56 на режущие шпиндели 72a, 72b.
Фиг. 25 представляет собой блок-схему последовательности операций, иллюстрирующую технологическую процедуру приведения в движение второго загрузочного конвейера, которая выполняется электронным блоком 8 управления настоящего варианта выполнения.
Фиг. 26 представляет собой блок-схему последовательности операций, иллюстрирующую вторую технологическую процедуру приведения в движение транспортировочного устройства для временного центрирования, которая выполняется электронным блоком 8 управления настоящего варианта выполнения.
Фиг. 27 представляет собой блок-схему последовательности операций, иллюстрирующую вторую технологическую процедуру приведения в движение транспортировочного устройства для временного центрирования, которая выполняется электронным блоком 8 управления настоящего варианта выполнения.
Фиг. 28 представляет собой пояснительное изображение, показывающее подробную информацию для вычисления допустимого расстояния dc* подъема секций размещения, на которое секции 42, 42 размещения перемещаются так, что центральная линия временной оси вращения бревна PW выравнивается с центральной линией оси вращения центрирующих шпинделей 24a, 24b, которые, как предполагается, находятся во втором положении RP2 приема, при поддержании безопасного расстояния ds.
Фиг. 29 представляет собой блок-схему последовательности операций, иллюстрирующую другой пример технологической процедуры приведения в движение второго загрузочного конвейера, которая выполняется электронным блоком 8 управления настоящего варианта выполнения.
Фиг. 30 представляет собой блок-схему последовательности операций части, ответвляющейся от технологической процедуры приведения в движения второго загрузочного конвейера на Фиг. 29.
Фиг. 31 представляет собой изображение, показывающее схему конфигурации модифицированного транспортировочного устройства 140 для временного центрирования.
Фиг. 32 представляет собой пояснительное изображение, показывающее состояние, когда модифицированное транспортировочное устройство 140 для временного центрирования выравнивает центральную линию временной оси вращения бревна PW с центральной линией оси вращения центрирующих шпинделей 24a, 24b.
Фиг. 33 представляет собой другое пояснительное изображение, показывающее вычисление расстояния L2, на которое секции 42, 42 размещения перемещаются так, что центральная линия временной оси вращения бревна PW выравнивается с центральной линией оси вращения центрирующих шпинделей 24a, 24b, которые, как предполагается, находятся во втором положении RP2 приема.
Фиг. 34 представляет собой изображение, показывающее схему конфигурации загрузочного устройства 302 лущильного станка, имеющего модифицированное линейное транспортировочное устройство 350.
Фиг. 35 представляет собой изображение, показывающее схему конфигурации загрузочного устройства 402 лущильного станка, имеющего модифицированное линейное транспортировочное устройство 450.
Фиг. 36 представляет собой изображение, показывающее схему конфигурации модифицированного устройства 520 вращения бревна.
Фиг. 37 представляет собой изображение, показывающее схему конфигурации модифицированного устройства 620 вращения бревна.
Фиг. 38 представляет собой пояснительное изображение, показывающее другой пример измерения внешней периферийной формы бревна PW.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0038] Далее наилучший вариант выполнения настоящего раскрытия будет описан посредством вариантов выполнения.
[0039] Устройство 1 обработки бревен согласно настоящему раскрытию изготавливает шпон, имеющий заданную толщину, путем вращения и резания бревна PW. Как показано на Фиг. 1, устройство 1 обработки бревен содержит загрузочное устройство 2 лущильного станка, первый и второй загрузочные конвейеры 4a, 4b, расположенные по ходу перед (с левой стороны на Фиг. 1) загрузочным устройством 2 лущильного станка в направлении транспортировки бревна PW (в направлении вправо-влево на Фиг. 1), лущильный станок 6 для производства шпона, расположенный по ходу после (с правой стороны на Фиг. 1) загрузочного устройства 2 лущильного станка в направлении транспортировки бревна PW, и электронный блок 8 управления для управления всем устройством 1. Загрузочное устройство 2 лущильного станка и первый и второй загрузочные конвейеры 4a, 4b соответствуют «устройству подачи бревен» настоящего раскрытия, а лущильный станок 6 для производства шпона соответствует «обрабатывающей машине» настоящего раскрытия, каждый из которых представляет собой пример конфигурации варианта осуществления.
[0040] Как показано на Фиг. 1, загрузочное устройство 2 лущильного станка согласно варианту выполнения настоящего раскрытия в основном содержит раму 10, устройство 20 вращения бревна, поддерживаемое рамой 10, транспортировочное устройство 40 для временного центрирования, поддерживаемое рамой 10 и расположенное по ходу перед устройством 20 вращения бревна в направлении транспортировки бревна PW, и маятниковое транспортировочное устройство 50, поддерживаемое рамой 10 и расположенное по ходу после устройства 20 вращения бревна в направлении транспортировки бревна PW. Транспортировочное устройство 40 для временного центрирования соответствует «блоку подачи бревен» настоящего раскрытия, а маятниковое транспортировочное устройство 50 соответствует «транспортировочному блоку» настоящего раскрытия, каждое из которых представляет собой пример конфигурации варианта осуществления.
[0041] Как показано на Фиг. 1, рама 10 содержит нижнюю раму 12 и верхние рамы 18, 18, расположенные на нижней раме 12. Нижняя рама 12 содержит переднюю раму 14, расположенную ближе по ходу в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW, заднюю раму 15, расположенную дальше по ходу в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW, и промежуточную раму 16, соединяющую переднюю и заднюю рамы 14 и 15. Передняя и задняя рамы 14 и 15 содержит, как показано на Фиг. 2 и 3, нижние стенки 14a и 15a, подлежащие установке на пол, пару вертикальных стенок 14b, 14c и пару вертикальных стенок 15b, 15c, продолжающихся вертикально от передней и задней рам 14 и 15 соответственно и имеющих в общем U-образную форму, если смотреть в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW. Вертикальные стенки 15b, 15c имеют высоту, превышающую высоту вертикальных стенок 14b, 14c.
[0042] На ближних концевых поверхностях верхних участков вертикальных стенок 14b, 14c передней рамы 14 горизонтально расположена соединительная балка 13, как показано на Фиг. 1 и 2, в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW. Другими словами, соединительная балка 13 соединяет вертикальные стенки 14b, 14c. Датчики S1, S1 установлены на соединительной балке 13, как показано на Фиг. 2, для обнаружения бревна PW (только датчик S1 показан на Фиг. 2). Как показано на Фиг. 1, датчики S1, S1 установлены между первым положением RP1 приема и первым положением DP1 передачи. В первом положении RP1 приема транспортировочное устройство 40 для временного центрирования принимает бревно PW от второго загрузочного конвейера 4b и в первом положении DP1 передачи транспортировочное устройство 40 для временного центрирования передает бревно PW на описанные ниже центрирующие шпиндели 24a, 24b устройства 20 вращения бревна. Отметим, что датчики S1, S1 установлены в положении, где оптическая ось света, излучаемого датчиками S1, S1, пересекается с виртуальными вертикальными линиями VVL, VVL, проходящими через соответственные базовые линии Bp, Bp, установленные на описанных ниже секциях 42, 42 размещения. Датчики S1, S1 также установлены так, чтобы они были обращены вниз в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW. Датчики S1, S1 представляют собой пример конфигурации варианта осуществления, соответствующей «датчику обнаружения бревна» настоящего раскрытия.
[0043] Как показано на Фиг. 2, выступающая часть 11, продолжающаяся по направлению ближе по ходу в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW, за одно целое прикреплена к по существу центральному участку соединительной балки 13 в продольном направлении. Датчики S2, S3 для обнаружения бревна PW прикреплены к выступающей части 11. Как показано на Фиг. 4, выступающая часть 11 имеет длину, которая достигает границы между первым загрузочным конвейером 4a и вторым загрузочным конвейером 4b.
[0044] Как показано на Фиг. 4, датчик S2 расположен вблизи вершины выступающей части 11 так, что блок обнаружения обращен вниз в вертикальном направлении. В связи с этим передача бревна PW с первого загрузочного конвейера 4a на второй загрузочный конвейер 4b распознается, когда датчик S2 обнаруживает бревно PW. Датчик S3 расположен ближе к соединительной балке 13, чем к датчику S2, поэтому блок обнаружения обращен в направлении, перпендикулярном плоскости, содержащей поверхность размещения второго загрузочного конвейера 4b, где размещено бревно PW. Путем измерения расстояния транспортировки на основе того, что датчик S3 начинает обнаруживать бревно PW до тех пор, пока он не завершит обнаружение, может быть получен диаметр бревна PW в направлении транспортировки бревна PW вторым загрузочным конвейером 4b.
[0045] Как показано на Фиг. 2, промежуточная рама 16 соединяет верхние участки вертикальных стенок 14b, 14c передней рамы 14 с верхними участками вертикальных стенок 15b, 15c задней рамы 15. В связи с этим нижняя рама 12 имеет в общем U-образную форму, если смотреть сбоку (в направлении, перпендикулярном как горизонтальному направлению, так и вертикальному направлению в направлении транспортировки бревна PW). Верхняя поверхность промежуточной рамы 16 находится на одном уровне с верхними поверхностями вертикальных стенок 14b, 14c передней рамы 14. Как показано на Фиг. 2, рельсы R1 установлены на верхней поверхности промежуточной рамы 16. Как показано на Фиг. 1, рельсы R1 продолжаются от вертикальных стенок 14b, 14c передней рамы 14 до дальнего конца промежуточной рамы 16 (соединенных участков с вертикальными стенками 15b, 15c задней рамы 15). То есть рельсы R1 продолжаются в направлении вдоль горизонтального направления в направлении транспортировки бревна PW. Отметим, что вертикальные стенки 15b, 15c выше, чем вертикальные стенки 14b, 14c, и тем самым верхняя поверхность промежуточной рамы 16 ниже, чем верхние поверхности вертикальных стенок 15b, 15c.
[0046] Датчик S4 прикреплен к промежуточным рамам 16, как показано на Фиг. 1. Датчик S4 представляет собой датчик для обнаружения того, что корпусы 22a, 22b подшипников вала, которые будут описаны ниже, переместились на заданное расстояние дальше по ходу в направлении транспортировки бревна PW. Датчик S4 расположен в положении по ходу после второго положения RP2 приема, где центрирующие шпиндели 24a, 24b принимают бревно от транспортировочного устройства 40 для временного центрирования, в направлении транспортировки бревна PW, при этом положение находится близко к описанным ниже рельсам R1. Заданное расстояние согласно настоящему варианту выполнения настоящего раскрытия установлено в виде значения, немного превышающего принятый максимальный диаметр из числа диаметров бревен PW, подлежащих подаче в устройство 1 обработки бревен. Положение в стороне от второго положения RP2 приема на заданном расстоянии дальше по ходу в направлении транспортировки бревна PW установлено так, чтобы представлять собой второе положение DP2 передачи, где бревно PW передается с центрирующих шпинделей 24a, 24b на зажимные рычаги 56, 56 (которые будут описаны ниже) маятникового транспортировочного устройства 50. В настоящем варианте выполнения, когда датчик S4 начинает обнаруживать корпусы 22a, 22b подшипников вала и завершает обнаружение, определяется, что корпусы 22a, 22b подшипников вала переместились на заданное расстояние.
[0047] Верхние рамы 18, 18 имеют в общем U-образную форму, если смотреть на нижнюю раму 12 сбоку (в направлении, перпендикулярном как горизонтальному направлению, так и вертикальному направлению в направлении транспортировки бревна PW). Как показано на Фиг. 2, одни концы верхних рам 18, 18 за одно целое соединены с верхними поверхностями вертикальных стенок 14b, 14c передней рамы 14, а другие концы за одно целое соединены с верхними поверхностями вертикальных стенок 15b, 15c задней рамы 15. Концы верхних рам 18, 18 с одной стороны расположены на самой верхней стороне верхних поверхностей вертикальных стенок 14b, 14c в направлении вдоль горизонтального направления в направлении транспортировки бревна PW.
[0048] Как показано на Фиг. 1-4, соединительная балка 17 горизонтально прикреплена к по существу промежуточному участку в направлении высоты вертикальных столбчатых участков 18a, 18a верхних рам 18, 18. Другими словами, вертикальные столбчатые участки 18a и 18a соединены соединительной балкой 17. Соединительная балка 17 прикреплена к вертикальным столбчатым участкам 18a и 18a в состоянии, где нормальная линия монтажной поверхности описанного ниже лазерного измерительного прибора 17a соединительной балки 17 наклонена относительно вертикального направления. Конкретнее, соединительная балка 17 наклонена так, что верхняя монтажная поверхность соединительной балки 17 обращена дальше по ходу в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW. Группа лазерных измерительных приборов 17a для измерения формы бревна PW установлена на верхней монтажной поверхности соединительной балки 17. Как показано на Фиг. 3, группа лазерных измерительных приборов 17a расположена с равными интервалами вдоль продольного направления соединительной балки 17. Угол наклона соединительной балки 17 относительно вертикальных столбчатых участков 18a и 18a установлен так, что, когда лазерные измерительные приборы 17a установлены на соединительной балке 17, лазерные лучи, излучаемые лазерными измерительными приборами 17a, перпендикулярны центральной линии оси вращения центрирующих шпинделей 24a, 24b, при этом описанные ниже корпусы 22a, 22b подшипников вала устройства 20 вращения бревна расположены во втором положении RP2 приема.
[0049] Как показано на Фиг. 2, устройство 20 вращения бревна содержит корпусы 22a, 22b подшипников вала, расположенные на рельсах R1, и центрирующие шпиндели 24a, 24b, поддерживаемые корпусами 22a, 22b подшипников вала так, чтобы иметь способность вращения и скольжения в направлении осевой центральной линии, двигатель M1, соединенный с центрирующим шпинделем 24a посредством синхронного ремня (не показан), цилиндры CL1a, CL1b с текучей средой, имеющие соответственно штоки цилиндров (не показаны), соединенные с одними концами центрирующих шпинделей 24a, 24b в направлении осевой центральной линии, и цилиндры CL2a, CL2b с текучей средой (только цилиндр CL2b с текучей средой показан на Фиг. 2), имеющие штоки цилиндров (не показаны), соединенные с корпусами 22a, 22b подшипников вала. Корпусы 22a, 22b подшипников вала соответствуют «центрирующему блоку» в настоящем раскрытии, а центрирующие шпиндели 24a, 24b соответствуют «первому центрирующему шпинделю» и «второму центрирующему шпинделю» соответственно в настоящем раскрытии, каждый из которых представляет собой пример конфигурации варианта осуществления. Цилиндры CL2a, CL2b с текучей средой представляют собой примеры конфигурации варианта осуществления, соответствующей «приводному блоку» в настоящем раскрытии.
[0050] Как показано на Фиг. 4, корпусы 22a, 22b подшипников вала имеют направляемые скользящие участки 23a и 23b, которые сцепляются с рельсами R1 соответственно. Как показано на Фиг. 1, корпусы 22a, 22b подшипников вала осуществляют возвратно-поступательное перемещение между вторым положением RP2 приема и вторым положением DP2 передачи по рельсам R1 с помощью цилиндров CL2a, CL2b с текучей средой соответственно. Здесь, как показано на Фиг. 4, второе положение RP2 приема определено как положение, где центральные линии осей вращения центрирующих шпинделей 24a, 24b пересекаются с виртуальной вертикальной линией VVL, проходящей через базовую линию Bp, установленную на секциях 42, 42 размещения (которые будут описаны ниже) транспортировочного устройства 40 для временного центрирования. Второе положение RP2 приема также определено как положение, где центрирующие шпиндели 24a, 24b принимают бревно PW от транспортировочного устройства 40 для временного центрирования. Дополнительно, второе положение DP2 передачи определено как положение, расположенное на стороне виртуальной вертикальной линии VVL, то есть по ходу после второго положения RP2 приема в направлении транспортировки бревна PW, на расстоянии, немного превышающем принятый максимальный диаметр из числа диаметров бревна PW, которое подается в устройство 1 обработки бревен согласно варианту выполнения настоящего раскрытия. Второе положение DP2 передачи также определено как положение, где бревно PW передается с центрирующих шпинделей 24a, 24b на описанные ниже зажимные рычаги 56, 56 маятникового транспортировочного устройства 50. Второе положение RP2 приема соответствует «второму положению приема» и «положению приема» в настоящем раскрытии, а второе положение DP2 передачи представляет собой пример конфигурации варианта осуществления, соответствующей «второму положению передачи» и «положению передачи» в настоящем раскрытии. Базовая линия Bp представляет собой пример конфигурации варианта осуществления, соответствующей «базовому участку» в настоящем раскрытии.
[0051] Как показано на Фиг. 2 и 3, центрирующие шпиндели 24a, 24b поддерживаются корпусами 22a, 22b подшипников вала в состоянии обращенными друг к другу, и каждый из них имеет патрон (не показан) для удержания бревна PW между ними на обрезных торцевых поверхностях (обеих торцевых поверхностях бревна PW в продольном направлении). Центрирующие шпиндели 24a, 24b осуществляют возвратно-поступательное перемещение в направлении осевой центральной линии с помощью цилиндров CL1a и CL1b с текучей средой. Бревно PW может быть зажато путем перемещения центрирующих шпинделей 24a, 24b по направлению друг к другу, и зажим бревна PW может быть ослаблен путем перемещения центрирующих шпинделей 24a, 24b в сторону друг от друга. В настоящем варианте выполнения только центрирующий шпиндель 24a приводится во вращательное движение двигателем M1. Пока бревно PW удерживается между центрирующими шпинделями 24a, 24b, когда центрирующий шпиндель 24a вращается двигателем M1, центрирующие шпиндели 24a, 24b и бревно PW вращаются за одно целое. Двигатель M1 имеет угловой энкодер (не показан), который позволяет обнаруживать угол вращения центрирующего шпинделя 24, то есть угол вращения бревна PW. Это позволяет управлять положением бревна PW с желаемым углом вращения.
[0052] Как показано на Фиг. 4, транспортировочное устройство 40 для временного центрирования расположено внизу в вертикальном направлении устройства 20 вращения бревна. Конкретнее, транспортировочное 40 устройство для временного центрирования расположено непосредственно ниже корпусов 22a, 22b подшипников вала, расположенных во втором положении RP2 приема. Конфигурация, в которой транспортировочное устройство 40 для временного центрирования расположено внизу в вертикальном направлении устройства 20 вращения бревна, может успешно предотвращать увеличение размера устройства 1 обработки бревен в направлении транспортировки бревна PW.
[0053] Как показано на Фиг. 3, транспортировочное устройство 40 для временного центрирования содержит: секции 42, 42 размещения, где бревно PW, загруженное со второго загрузочного конвейера 4b, принимается и размещается; штоки 44, 44 с наружной резьбой, поддерживаемые вертикальными стенками 14b, 14c передней рамы 14 так, чтобы продолжаться в вертикальном направлении и входить в резьбовое зацепление с секциями 42, 42 размещения; и двигатели M2, M2, соединенные с нижними концами штоков 44, 44 с наружной резьбой. Так как двигатели M2 и M2 вращают штоки 44, 44 с наружной резьбой вперед и назад, секции 42, 42 размещения осуществляют возвратно-поступательное перемещение между первым положением RP1 приема и первым положением DP1 передачи. Двигатели M2 и M2 имеют угловой энкодер (не показан) и могут обнаруживать величину перемещения секций 42, 42 размещения в вертикальном направлении. Соответственно, секции 42, 42 размещения, то есть бревно PW, могут поддерживаться в желаемом вертикальном положении.
[0054] Как показано на Фиг. 4, секции 42, 42 размещения имеют по существу V-образные поверхности 42a, 42a размещения, которые открыты вверх в вертикальном направлении, и бревно PW приводится в контакт с поверхностями 42a, 42a размещения для удержания. В настоящем варианте выполнения линия пересечения двух плоскостей, образующих V-образную форму поверхностей 42a, 42a размещения, используется в качестве базовой линии Bp для получения центральной линии временной оси вращения бревна PW, как описано ниже. Секции 42, 42 размещения имеют направляемые скользящие участки 43, 43, которые сцепляются с рельсами R2, расположенными на вертикальных стенках 14b, 14c передней рамы 14 в вертикальном направлении. Тем самым улучшается устойчивость, когда секции 42, 42 размещения осуществляют возвратно-поступательное перемещение в вертикальном направлении.
[0055] Как показано на Фиг. 3, маятниковое транспортировочное устройство 50 содержит: длинную поворотную раму 52, которая поддерживается с возможностью поворота верхними рамами 18, 18; держатели 54, 54, которые прикреплены к поворотной раме 52 за одно целое и с возможностью поворота и также с возможностью скольжения в продольном направлении поворотной рамы 52; и зажимные рычаги 56, 56, поддерживаемые с возможностью скольжения держателями 54, 54. Зажимные рычаги 56, 56 представляют собой пример конфигурации варианта осуществления, соответствующей «первому зажимному рычагу» и «второму зажимному рычагу» в настоящем раскрытии.
[0056] Как показано на Фиг. 3, поворотная рама 52 имеет поворотные валы 52a, 52a на обоих концах в продольном направлении и поддерживается кожухами 53, 53 для приема валов, где поворотные валы 52a, 52a прикреплены к верхним поверхностям верхних рам 18, 18. Как показано на Фиг. 1, центральные линии осей вращения поворотных валов 52a, 52a выровнены между центральной линией оси вращения центрирующих шпинделей 24a, 24b во втором положении DP2 передачи и центральной линией оси вращения описанных ниже режущих шпинделей 72a, 72a лущильного станка 6 для производства шпона в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW.
[0057] Поворотный вал (не показан) двигателя М3 соединен с концевым участком вала одного поворотного вала 52a, и поворотная рама 52 поворачивается, когда двигатель М3 приводится в действие. Двигатель М3 имеет угловой энкодер (не показан) и может обнаруживать угол поворота поворотной рамы 52. Тем самым положение поворотной рамы 52 может поддерживаться с желаемым углом поворота.
[0058] Дополнительно, как показано на Фиг. 3, поворотная рама 52 имеет рельсы R3 и R3 на нижних поверхностях (нижних поверхностях на Фиг. 2 и 3) обоих концевых участков, отличных от центрального участка в продольном направлении. Рельсы R3 и R3 продолжаются в продольном направлении поворотной рамы 52. Дополнительно, как показано на Фиг. 2 и 3, поворотная рама 52 имеет опорную стенку 52b для поддержания цилиндров CL3a, CL3b с текучей средой на нижней поверхности (нижней поверхности на Фиг. 2 и 3), которая расположена в общем в центре в продольном направлении. Опорная стенка 52b выступает в вертикальном направлении относительно нижней поверхности поворотной рамы 52. Отметим, что цилиндры CL3a, CL3b с текучей средой поддерживаются опорной стенкой 52b так, что их направление осевой центральной линии параллельно продольному направлению поворотной рамы 52. Дальние концы штоков цилиндров цилиндров CL3a, CL3b с текучей средой соединены с держателями 54, 54 соответственно.
[0059] Как показано на Фиг. 3, держатели 54, 54 имеют скользящие участки 54a, 54a с направляющими на верхних поверхностях и поддерживаются с возможностью скольжения в продольном направлении поворотной рамы 52 путем сцепления направляемых скользящих участков 54a, 54a с рельсами R3, R3 поворотной рамы 52. Держатели 54, 54 имеют рельсы, которые продолжаются в направлении, перпендикулярном верхним поверхностям держателей 54, 54 соответственно.
[0060] Как показано на Фиг. 3, зажимные рычаги 56, 56 имеют направляемые скользящие участки 56a, 56a и поддерживаются с возможностью скольжения путем сцепления направляемых скользящих участков 56a, 56a с рельсами R4 и R4 держателей 54, 54. Зажимные рычаги 56, 56 соединены с двигателями M4 и M4, прикрепленными к держателям 54, 54, и скользят по рельсам R4 и R4 вследствие приведения в действие двигателей M4 и M4. Конкретнее, зажимные рычаги 56, 56 имеют участки с внутренней резьбой (не показаны) и скользят назад и вперед по рельсам R4 и R4, когда двигатели M4 и M4 и вращают шток с внешней резьбой (не показан) вперед и назад. Зажимные рычаги 56, 56 скользят в направлении, перпендикулярном верхним поверхностям держателей 54, 54, то есть нижней поверхности поворотной рамы 52. Дополнительно, зажимные рычаги 56, 56 имеют зубцы 56b, 56b на дальних концевых участках для удержания бревна PW на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) бревна PW.
[0061] Зажимные рычаги 56, 56, поддерживаемые держателями 54, 54, таким образом могут поворачиваться вместе с держателями 54, 54 вокруг поворотных валов 52a, 52a, когда поворотная рама 52 поворачивается. Зажимные рычаги 56, 56 также могут скользить назад и вперед относительно держателей 54, 54 в направлении приближения и удаления от поворотных валов 52a, 52a. Отметим, что двигатели M4 и M4 имеют угловой энкодер (не показан) и могут поддерживать положение поворотного вала (не показан) двигателей M4 и M4, то есть штока с наружной резьбой (не показан), с желаемым углом поворота. В результате каждый из зажимных рычагов 56, 56 может поддерживаться в желаемом положении.
[0062] Как показано на Фиг. 1, первый и второй загрузочные конвейеры 4a, 4b образованы в виде цепных конвейеров для загрузки бревна PW на транспортировочное устройство 40 для временного центрирования путем наматывания бесконечной кольцевой цепи CH на пару звездочек 62, 62, вращая одну из звездочек 62 с помощью двигателя (не показан) и перемещая цепь CH в направлении вращения звездочек 62, 62.
[0063] Как показано на Фиг. 4, первый загрузочный конвейер 4a установлен так, что поверхность размещения, где размещено бревно PW, параллельна поверхности пола. Второй загрузочный конвейер 4b имеет длину между дальним концевым участком первого загрузочного конвейера 4a и транспортировочным устройством 40 для временного центрирования.
[0064] Второй загрузочный конвейер 4b также установлен с возможностью наклона вверх с его стороны первого загрузочного конвейера 4а по направлению к транспортировочному устройству 40 для временного центрирования. Конкретно, звездочка 62 со стороны первого загрузочного конвейера 4а второго загрузочного конвейера 4b расположена ниже звездочки 62 первого загрузочного конвейера 62a, а звездочка 62 со стороны транспортировочного устройства 40 для временного центрирования второго загрузочного конвейера 4b расположена выше, чем поверхности 42a, 42a размещения (смотри Фиг. 4) секций 42, 42 размещения транспортировочного устройства 40 для временного центрирования в первом положении RP1 приема. Цепь CH второго загрузочного конвейера 4b имеет группу зубцов 64. Группа зубцов 64 предотвращает падение бревна PW со второго загрузочного конвейера 4b в то время, как второй загрузочный конвейер 4b транспортирует бревно PW. Двигатель (не показан) для вращения звездочки 62 второго загрузочного конвейера 62b имеет угловой энкодер (не показан), и тем самым положение бревна PW может поддерживаться в желаемом положении, и расстояние транспортировки бревна PW может быть вычислено путем подсчета импульсов, выходящих из углового энкодера.
[0065] Как показано на Фиг. 1-3, лущильный станок 6 для производства шпона содержит: режущие шпиндели 72a, 72b, поддерживаемые с возможностью вращения вертикальными стенками 15b, 15c задней рамы 15; цилиндры CL4a, CL4b с текучей средой, имеющие штоки цилиндров (не показаны), прикрепленные к вертикальным стенкам 15b, 15c и соединенные с осевыми концами режущих шпинделей 72a, 72b с одной их стороны; и нож 74, расположенный на задней раме 15 так, чтобы иметь возможность перемещаться вперед и назад по направлению к бревну PW, удерживаемому между режущими шпинделями 72a, 72b. Режущие шпиндели 72a, 72b соответствуют «первому режущему шпинделю» и «второму режущему шпинделю» в настоящем раскрытии, а нож 74 представляет собой пример конфигурации варианта осуществления, соответствующей «лезвию» в настоящем раскрытии.
[0066] Как показано на Фиг. 2 и 3, режущие шпиндели 72a, 72b поддерживаются вертикальными стенками 15b, 15c так, чтобы быть обращенными друг к другу и также быть параллельными центрирующим шпинделям 24a, 24b. Дополнительно, режущие шпиндели 72a, 72b имеют патроны (не показаны) на дальних концевых участках для удержания бревна PW на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) бревна PW. Режущие шпиндели 72a, 72b осуществляют возвратно-поступательное перемещение в направлении осевой центральной линии цилиндров CL4a и CL4b с текучей средой. Режущие шпиндели 72a, 72b перемещаются в направлении, приближаясь друг к другу, для удержания бревна PW на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) и режущие шпиндели 72a, 72b перемещаются в направлении в сторону друг от друга для ослабления удержания бревна PW на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении). В настоящем варианте выполнения только режущий шпиндель 72a приводится во вращение двигателем (не показан), и обрезные поверхности (обе торцевые поверхности в продольном направлении) бревна PW удерживаются между режущими шпинделями 72a, 72b. Таким образом, когда режущий шпиндель 72a приводится во вращательное движение двигателем (не показан), режущие шпиндели 72a, 72b и бревно PW вращаются за одно целое.
[0067] Нож 74 прикреплен к каретке ножа (не показана), которая может осуществлять возвратно-поступательное перемещение в горизонтальном направлении относительно задней рамы 15. Шпон, имеющий желаемую толщину, отделяется от бревна PW путем приближения каретки ножа к бревну PW, удерживаемому между режущими шпинделями 72a, 72b, с заданной скоростью.
[0068] Электронный блок 8 управления выполнен в виде микропроцессора с центром в CPU. В дополнение к CPU, электронный блок 8 управления содержит ROM для хранения программ обработки, RAM для временного хранения данных, порт ввода/вывода и порт связи. Электронный блок 8 управления принимает через порт ввода сигналы обнаружения от датчиков S1, S2, и S3, которые обнаруживают бревно PW, сигналы обнаружения от датчика S4, который обнаруживает, что корпусы 22a, 22b подшипников вала достигли второго положения DP2 передачи, расстояние до внешней поверхности бревна PW от лазерных измерительных приборов 17a и импульсы от двигателей M1, M2, M3 и M4 и угловых энкодеров (не показаны) двигателей. Электронный блок 8 управления выводит через порт вывода управляющие сигналы на первый и второй загрузочные конвейеры 4a, 4b, управляющие сигналы в цилиндры CL1a, CL1b, CL2a, CL2b, CL3a, CL3b, CL4a и CL4b с текучей средой, управляющие сигналы на двигатели M1, M2, M3 и M4 и другие двигатели (не показаны) и управляющие сигналы на каретку ножа (не показана).
[0069] Далее будет описана работа устройства 1 обработки бревен, выполненного так, как описано выше, особенно работа, когда бревно подается в лущильный станок 6 для производства шпона загрузочным устройством 2 лущильного станка. Фиг. 5 представляет собой блок-схему последовательности операций, иллюстрирующую пример технологической процедуры приведения в движение первого загрузочного конвейера, которая выполняется электронным блоком 8 управления бревна устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия. Фиг. 6 представляет собой блок-схему последовательности операций, иллюстрирующую пример технологической процедуры приведения в движение второго загрузочного конвейера, которая выполняется электронным блоком 8 управления бревна устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия. Каждая из Фиг. 7 и 8 представляет собой блок-схему последовательности операций, иллюстрирующую пример технологической процедуры приведения в движение транспортировочного устройства для получения временного центрирования, при этом процедура выполняется электронным блоком 8 управления устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия. Каждая из Фиг. 9 и 10 представляет собой блок-схему последовательности операций, иллюстрирующую пример технологической процедуры приведения в движение устройства вращения бревна, выполняемой электронным блоком 8 управления устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия. Фиг. 11 представляет собой блок-схему последовательности операций, иллюстрирующую пример технологической процедуры приведения в движение маятникового транспортировочного устройства, выполняемой электронным блоком 8 управления устройства 1 обработки бревен согласно варианту выполнения настоящего раскрытия. Отметим, что процесс приведения в движение первого загрузочного конвейера, процесс приведения в движение второго загрузочного конвейера, процесс приведения в движение устройства вращения бревна и процесс приведения в движение маятникового транспортировочного устройства выполняются одновременно параллельно. Для простоты описания процесс приведения в движение первого загрузочного конвейера, процесс приведения в движение второго загрузочного конвейера, процесс приведения в движение устройства вращения бревна и процесс приведения в движение маятникового транспортировочного устройства будут описаны в этом порядке.
[0070]
[Процесс приведения в движение первого загрузочного конвейера]
В процессе приведения в движение первого загрузочного конвейера сначала CPU электронного блока 8 управления выполняет процесс определения, равен ли 0 флажок Fs транспортировки (этап S100). Флажок Fs транспортировки второго загрузочного конвейера устанавливают с помощью описанного ниже процесса настоящей процедуры: его устанавливают равным 1, когда включают датчик S2, то есть бревно PW загружают на второй загрузочный конвейер 4b; и его устанавливают равным 0, когда второй загрузочный конвейер 4b завершил транспортировку бревна PW и готов к приему нового бревна PW.
[0071] Когда флажок Fs транспортировки равен 0, то есть когда второй загрузочный конвейер 4b готов к приему нового бревна PW, выполняют процесс приведения в движение первого загрузочного конвейера 4a для загрузки бревна PW на второй загрузочный конвейер 4b (этап S102). Когда на этапе S100 определяют, что флажок Fs транспортировки равен 0, то есть когда бревно PW загружено на второй загрузочный конвейер 4b, настоящая процедура заканчивается без выполнения каких-либо действий.
[0072] Затем выполняют процесс определения, включен ли датчик S2 (этап S104). Когда датчик S2 включен (смотри Фиг. 12), флажок Fs транспортировки второго загрузочного конвейера устанавливают равным 1 (этап S106), первый загрузочный конвейер 4a останавливают (этап S108), и настоящая процедура заканчивается. Когда на этапе S104 определяют, что датчик S2 не включен, процессы на этапах S102-S104 повторно выполняют до тех пор, пока датчик S2 не будет включен.
[0073]
[Процесс приведения в движение второго загрузочного конвейера]
В процессе приведения в движение второго загрузочного конвейера CPU электронного блока 8 управления выполняет процесс определения, равен ли 1 флажок Fs транспортировки (этап S200). Когда флажок Fs транспортировки равен 1, то есть бревно PW загружено на второй загрузочный конвейер 4b, выполняют процесс определения, равен ли 1 флажок Frp1 установки первого положения приема (этап S202). Флажок Frp1 установки первого положения приема устанавливают в процессе процедуры приведения в движение транспортировочного устройства для временного центрирования, которая описана ниже: его устанавливают равным 1, когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования находятся в первом положении RP1 приема; и его устанавливают равным 0, когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования покидают первое положение RP1 приема.
[0074] Когда флажок Frp1 установки первого положения приема равен 1, то есть когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования находятся в первом положении RP1 приема, выполняют процесс определения, равен ли 0 флажок Fvvl завершения загрузки (этап S204). Флажок Fvvl завершения загрузки устанавливают в процессе настоящей процедуры, которая описана ниже: его устанавливают равным 1, когда второй загрузочный конвейер 4b завершил загрузку бревна PW так, что секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования могут его транспортировать, то есть центральная точка временного диаметра бревна PW достигла виртуальной вертикальной линии VVL, которая будет описана ниже; и его устанавливают равным 0 в противном случае.
[0075] Когда определяют, что флажок Fvvl завершения загрузки равен 0, то есть когда центральная точка временного диаметра бревна PW не достигла виртуальной вертикальной линии VVL, которая будет описана ниже, другими словами, когда второй загрузочный конвейер 4b не завершил загрузку бревна PW так, что секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования не могут его транспортировать, выполняют процесс приведения в движение второго загрузочного конвейера 4b (этап S206) и процесс определения, включен ли датчик S3 (этап S208).
[0076] Когда датчик S3 включен (смотри Фиг. 13), выполняют процесс запуска измерения временного диаметра бревна PW (этап S210). «Запуск измерения временного диаметра бревна PW» в настоящем варианте выполнения означает, что запускают интеграцию импульсов, при этом импульс выводится угловым энкодером (не показан) двигателя (не показан), который приводит в движение второй загрузочный конвейер 4b. Временный диаметр бревна PW определен как диаметр бревна PW, транспортируемого вторым загрузочным конвейером 4b в направлении вдоль направления транспортировки.
[0077] Затем выполняют процесс определения, выключен ли датчик S3 (этап S212). Когда датчик S3 выключен (смотри Фиг. 14), выполняют процесс завершения измерения временного диаметра бревна PW (этап S214). «Завершение измерения временного диаметра бревна PW» в этом варианте выполнения означает, что интеграция импульсов заканчивается, при этом импульсы выводятся угловым энкодером (не показан) двигателя (не показан), который приводит в движение второй загрузочный конвейер 4b. Когда на этапе S212 определяют, что датчик S3 не выключен, процесс этапа S212 повторно выполняют до тех пор, пока датчик S3 не будет выключен.
[0078] Выполняют обработку для вычисления временного диаметра бревна PW посредством интегрированного значения импульсов от включения датчика S3 до его выключения и для вычисления расстояния L1 от центральной точки временного диаметра бревна PW до виртуальной вертикальной линии VVL (этап S216). Затем определяют, достигла ли центральная точка временного диаметра бревна PW виртуальной вертикальной линии VVL (этап S218). Определение того, достигла ли центральная точка временного диаметра бревна PW виртуальной вертикальной линии VVL, может быть выполнено путем интеграции импульсов с момента, когда датчик S3 был выключен, и определения, достигло ли расстояние хода бревна PW расстояния L1, при этом расстояние хода вычисляют посредством интегрированного значения импульсов.
[0079] Когда центральная точка временного диаметра бревна PW достигает виртуальной вертикальной линии VVL (смотри Фиг. 16), флажок Fvvl завершения загрузки устанавливают равным 1 (этап S220), останавливают приведение в движение второго загрузочного конвейера 4b (этап S222), и настоящая процедура заканчивается. На этапе S218, когда определяют, что центральная точка временного диаметра бревна PW еще не достигла виртуальной вертикальной линии VVL, этап S218 повторно выполняют до тех пор, пока центральная точка временного диаметра бревна PW не достигнет виртуальной вертикальной линии VVL. Когда центральная точка временного диаметра бревна PW достигает виртуальной вертикальной линии VVL (смотри Фиг. 16), флажок Fvvl завершения загрузки устанавливают равным 1 (этап S220), останавливают приведение в движение второго загрузочного конвейера 4b (этап S222), и настоящая процедура заканчивается.
[0080] Когда на этапе S200 определяют, что флажок Fs транспортировки второго загрузочного конвейера не равен 1, или когда на этапе S202 определяют, что флажок Frp1 установки первого положения приема не равен 1, когда на этапе S204 определяют, что флажок Fvvl завершения загрузки не равен 0, когда на этапе S208 определяют, что датчик S3 не включен, настоящая процедура заканчивается без выполнения каких-либо действий. Здесь электронный блок 8 управления, который выполняет технологическую процедуру для приведения в движение второго загрузочного конвейера, представляет собой пример конфигурации варианта осуществления, соответствующей «блоку управления» в настоящем раскрытии.
[0081]
[Процесс приведения в движение транспортировочного устройства для временного центрирования]
В процессе приведения в движение транспортировочного устройства для временного центрирования CPU электронного блока 8 управления выполняет процесс для определения, равен ли 1 флажок Frp1 установки первого положения приема (этап S300), и когда флажок Frp1 установки первого положения приема равен 1, то есть когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования находятся в первом положении RP1 приема, CPU выполняет процесс для определения, равен ли 1 флажок Fvvl завершения загрузки (этап S302). Когда флажок Fvvl завершения загрузки равен 1, то есть когда центральная точка временного диаметра бревна PW достигла виртуальной вертикальной линии VVL (смотри Фиг. 16), CPU выполняет процесс для определения, равен ли 1 флажок Fcs удержания центрирующими шпинделями (этап S304). Здесь флажок Fcs удержания центрирующими шпинделями устанавливают в процессе приведения в движение устройства вращения бревна, который описан ниже, и устанавливают равным 1, когда бревно PW удерживается на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) между центрирующими шпинделями 24a, 24b, и устанавливают равным 0, когда удержание ослабляют.
[0082] Когда флажок Fcs удержания центрирующими шпинделями равен 1, то есть когда бревно PW удерживается на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) между центрирующими шпинделями 24a, 24b, CPU выполняет процесс для определения, равен ли 1 флажок Frp2 установки второго положения передачи (этап S306). Здесь флажок Frp2 установки второго положения передачи устанавливают в процессе приведения в движение устройства вращения бревна, который описан ниже, и устанавливают равным 1, когда корпусы 22a, 22b подшипников вала устройства 20 вращения бревна достигли второго положения DP2 передачи, где центрирующие шпиндели 24a, 24b передают бревно PW на зажимные рычаги 56, 56 маятникового транспортировочного устройства 50, и устанавливают равным 0, когда корпусы 22a, 22b подшипников вала покидают второе положение DP2 передачи.
[0083] Когда определяют, что флажок Fcs удержания центрирующими шпинделями не равен 1 на этапе S304, то есть когда удержание бревна PW на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) между центрирующими шпинделями 24a, 24b ослабляют, или когда определяют, что флажок Fdp2 установки второго положения передачи установлен равным 1 на этапе S306, то есть когда корпусы 22a, 22b подшипников вала устройства 20 вращения бревна достигли второго положения DP2 передачи, то есть когда центрирующие шпиндели 24a, 24b (корпусы 22a, 22b подшипников вала), удерживающие бревно PW на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) между ними, находятся в стороне от второго положения RP2 приема на расстоянии, равном или превышающем принятый максимальный диаметр из диаметров бревна PW, подлежащего подаче в устройство 1 обработки бревен, выполняют процесс подъема секций 42, 42 размещения транспортировочного устройства 40 для временного центрирования и сбрасывают флажок Frp1 установки первого положения приема и флажок Fvvl завершения загрузки на 0 (этап S308).
[0084] Другими словами, секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования, которые имеют бревно PW на них, поднимают только тогда, когда подъем секций 42, 42 размещения не вызывает приведение бревна PW при транспортировке секциями 42, 42 размещения в контакт с бревном PW при транспортировке корпусами 22a, 22b подшипников вала устройства 20 вращения бревна. Таким образом, в настоящем варианте выполнения бревно PW транспортируют в первое положение DP1 передачи только на основе определения, приводится ли бревно PW при транспортировке секциями 42, 42 размещения в контакт с бревном PW при транспортировке корпусами 22a, 22b подшипников вала, даже когда секции 42, 42 размещения, имеющие бревно PW, поднимают до того, как корпусы 22a, 22b подшипников вала устройства 20 вращения бревна (центрирующие шпиндели 24a, 24b) достигнут второго положения RP2 приема. В результате может быть уменьшено время, требуемое для транспортировки бревна PW на режущие шпиндели 72a, 72b.
[0085] Затем выполняют процесс определения, включены ли датчики S1, S1 (этап S310). Когда датчики S1, S1 включены (смотри Фиг. 17), выполняют процесс вычисления расстояния L2 (этап S312), которое представляет собой расстояние, требуемое для перемещения секций 42, 42 размещения в первое положение DP1 передачи, то есть расстояние, на которое необходимо перемещать секции 42, 42 размещения для выравнивания центральной линии временной оси вращения бревна PW, расположенного в первом положении RP1 приема, с центральными линиями осей вращения центрирующих шпинделей 24a, 24b устройства 20 вращения бревна, расположенного во втором положении RP2 приема. Если на этапе S310 определяют, что датчики S1, S1 не включены, процесс этапа S310 повторно выполняют до тех пор, пока датчики S1, S1 не будут включены, и когда датчики S1, S1 включены (смотри Фиг. 17), выполняют процесс вычисления расстояния L2, необходимого для перемещения секций 42, 42 размещения в первое положение DP1 передачи (этап S312).
[0086] Здесь в этом варианте выполнения расстояние L2 вычисляют путем интеграции импульсов, выходящих из угловых энкодеров двигателей M2 и M2, которые осуществляют возвратно-поступательное перемещение секций 42, 42 размещения, и посредством интегрированного значения импульсов. Конкретно, как показано на Фиг. 15, высота Hs1 в вертикальном направлении от базовой линии Bp, установленной на секциях 42, 42 размещения в первом положении RP1 приема, до датчиков S1, S1, высота Hss в вертикальном направлении от датчиков S1, S1 до центральной линии оси вращения центрирующих шпинделей 24a, 24b, когда корпусы 22a, 22b подшипников вала находятся во втором положении RP2 приема, и угол 2θ раскрытия между поверхностями 42a, 42a размещения секций 42, 42 размещения измеряют заранее и сохраняют в ROM электронного блока 8 управления. Когда бревно PW обнаруживают с помощью датчиков S1, S1, вычисляют высоту Hbp, на которую переместилась базовая линия Bp, и получают расстояние L2 посредством уравнений (1) и (3). Здесь в этом варианте выполнения высоту Hbp получают посредством интегрированного значения импульсов, выходящих из угловых энкодеров двигателей M2 и M2 до тех пор, пока бревно PW не будет обнаружено датчиками S1, S1 после того, как секции 42, 42 размещения начнут подниматься. В уравнениях r - радиус виртуальной окружности VC, которая находится в контакте с двумя поверхностями 42a, 42a размещения и оптической осью света, излучаемого датчиками S1, S1, и определен как виртуальный радиус бревна PW; а Hbc - высота от базовой линии Bp на секциях 42, 42 размещения до центральной линии временной оси вращения бревна PW, когда датчики S1, S1 обнаруживают бревно PW. Здесь высота Hs1 соответствует «шестому расстоянию» в настоящем раскрытии, высота Hss соответствует «седьмому расстоянию» в настоящем раскрытии, а угол 2θ раскрытия соответствует «геометрической форме секции размещения» в настоящем раскрытии. Высота Hbp соответствует «величине перемещения» в настоящем раскрытии, а расстояние L2 представляет собой пример конфигурации варианта осуществления, соответствующей «восьмому расстоянию» в настоящем раскрытии. Вариант выполнения, в котором расстояние L2 вычисляют посредством уравнений (1)-(3), представляет собой пример структуры варианта осуществления, соответствующей «контроллер вычисляет виртуальный радиус бревна в направлении от первого положения приема до первого положения передачи посредством шестого расстояния от базового участка до датчика обнаружения бревна, когда блок подачи бревен находится в первом положении приема, смещения базового участка, когда блок подачи бревен перемещается из первого положения приема в положение, где бревно обнаруживается датчиком обнаружения бревна, и геометрической формы секции размещения и контроллер дополнительно вычисляет восьмое расстояние из суммы виртуального радиуса и седьмого расстояния до центральной линии оси вращения первого и второго центрирующих шпинделей, когда центрирующий блок находится во втором положении приема, так, чтобы заставлять блок подачи бревен перемещаться на восьмое расстояние после того, как датчик обнаружения бревна обнаружит бревно» настоящего раскрытия.
[0087]
[Математические аспекты 1]
L2 = r + Hss (1)
r = Hbc·cosθ (2)
Hbc = Hs1 – Hbp - r (3)
[0088] Таким образом, когда получено расстояние L2, выполняют процесс определения, достигли ли секции 42, 42 размещения первого положения DP1 передачи, то есть были ли подняты секции 42, 42 размещения так, что временная центральная ось бревна PW была выровнена с центральной линией центральной оси центрирующих шпинделей 24a, 24b (этап S314). Когда секции 42, 42 размещения достигли первого положения DP1 передачи, то есть секции 42, 42 размещения были подняты так, что центральная линия временной центральной оси бревна PW была выровнена с центральной линией центральной оси центрирующих шпинделей 24a, 24b, останавливают приведение в движение секций 42, 42 размещения (этап S316). На этапе S314, когда определяют, что секции 42, 42 размещения не достигли первого положения DP1 передачи, то есть секции 42, 42 размещения не были подняты так, чтобы центральная линия временной центральной оси бревна PW была выровнена с центральной линией центральной оси центрирующих шпинделей 24a, 24b, этап S314 повторно выполняют до тех пор, пока секции 42, 42 размещения не достигнут первого положения DP1 передачи, то есть до тех пор, пока секции 42, 42 размещения не будут подняты так, что центральная линия временной центральной оси бревна PW будет выровнена с центральной линией центральной оси центрирующих шпинделей 24a, 24b, останавливают приведение в движение секций 42, 42 размещения (этап S316). Затем флажок Fdp1 установки первого положения передачи устанавливают равным 1, а флажок Ftd истекшего времени опускания устанавливают равным 0 (этап S318). Здесь флажок Fdp1 установки первого положения передачи устанавливают равным 1, когда секции 42, 42 размещения достигают первого положения DP1 передачи (смотри Фиг. 18), то есть когда секции 42, 42 размещения были подняты так, что центральная линия временной центральной оси бревна PW была выровнена с центральной линией центральной оси центрирующих шпинделей 24a, 24b, в противном случае его устанавливают равным 0. Флажок Ftd истекшего времени опускания устанавливают в процессе настоящей процедуры, которая описана ниже: его устанавливают равным 1, когда заданный период времени Td* истек с тех пор, как секции 42, 42 размещения были приведены в движение по направлению к первому положению RP1 приема; и его устанавливают равным 0, когда секции 42, 42 размещения достигли первого положения DP1 передачи.
[0089] Таким образом, в настоящем варианте выполнения до описанного ниже процесса измерения центральной линии оси резания бревна PW с помощью устройства 20 вращения бревна, то есть до того, как бревно PW будет передано на центрирующие шпиндели 24a, 24b, получают центральную линию временной оси вращения бревна PW и выравнивают центральную линию временной оси вращения с центральной линией оси вращения центрирующих шпинделей 24a, 24b. Таким образом, когда обе обрезные поверхности (обе торцевые поверхности в продольном направлении) бревна PW удерживаются между центрирующими шпинделями 24a, 24b, отклонение (отклонение в осевой центральной линии) между центральной линией оси резания бревна PW и центральной линией оси вращения центрирующих шпинделей 24a, 24b может быть уменьшено. Тем самым возможно уменьшать раскачивание бревна PW во время вращения бревна PW (этап S410) центрирующими шпинделями 24a, 24b, выполняемого в технологической процедуре приведения в движение устройства вращения бревна, которая описана ниже. Отметим, что центральная линия оси резания бревна PW определена как центральная линия оси вращения бревна PW, когда обе обрезные поверхности (обе торцевые поверхности в продольном направлении) бревна PW удерживаются между режущими шпинделями 72a, 72b.
[0090] Затем выполняют процесс определения, равен ли 1 флажок Fcs удержания центрирующими шпинделями (этап S320). Когда определяют, что флажок Fcs удержания центрирующими шпинделями не равен 1, то есть когда центрирующие шпиндели 24a, 24b ослабили обрезные торцы (обе торцевые поверхности в продольном направлении) бревна PW, процесс этапа S320 повторно выполняют до тех пор, пока флажок Fcs удержания центрирующими шпинделями не станет равным 1, то есть до тех пор, пока обрезные торцы (обе торцевые поверхности в продольном направлении) бревна PW не будут удерживаться между центрирующими шпинделями 24a, 24b. Когда флажок Fcs удержания центрирующими шпинделями равен 1, выполняют обработку для приведения в движение секций 42, 42 размещения для возвращения в первое положение RP1 приема (смотри Фиг. 19) и для подсчета истекшего времени Td опускания с момента приведения в движение по направлению к первому положению RP1 приема посредством таймера (не показан) (этап S322).
[0091] Затем флажок Fdp1 установки первого положения передачи сбрасывают на 0 (этап S324) и выполняют процесс определения, достигло ли истекшее время Td опускания заданного периода времени Td* (этап S326). Здесь заданный период времени Td* устанавливают в качестве периода времени, за который секции 42, 42 размещения могут быть опущены в положение, где бревно PW при вращении не сталкивается с секциями 42, 42 размещения.
[0092] Когда истекшее время Td опускания достигло заданного периода времени Td*, то есть когда секции 42, 42 размещения были опущены в положение, где бревно PW при вращении не сталкивается с секциями 42, 42 размещения, флажок Ftd истекшего времени опускания устанавливают равным 1 (этап S328). Когда определяют, что истекшее время Td опускания не достигло заданного периода времени Td*, то есть когда секции 42, 42 размещения еще не опустились в положение, где бревно PW при вращении не сталкивается с секциями 42, 42 размещения, процесс этапа S326 повторно выполняют до тех пор, пока истекшее время Td опускания не достигнет заданного периода времени Td*, и когда истекшее время Td опускания достигает заданного периода времени Td*, флажок Ftd истекшего времени опускания устанавливают равным 1 (этап S328). Затем выполняют процесс определения, достигли ли секции 42, 42 размещения первого положения RP1 приема (этап S330). Когда секции 42, 42 размещения достигли первого положения RP1 приема, флажок Frp1 установки первого положения приема устанавливают равным 1, и флажок Fs транспортировки второго загрузочного конвейера сбрасывают на 0 (этап S332), и настоящая процедура заканчивается. И наоборот, когда определяют, что секции 42, 42 размещения еще не достигли первого положения RP1 приема, процесс этапа S330 повторяют до тех пор, пока секции 42, 42 размещения не достигнут первого положения RP1 приема. Когда секции 42, 42 размещения достигли первого положения RP1 приема, флажок Frp1 установки первого положения приема устанавливают равным 1, а флажок Fs транспортировки второго загрузочного конвейера сбрасывают на 0 (этап S332), и настоящая процедура заканчивается.
[0093] Отметим, что когда флажок Frp1 установки первого положения приема не равен 1 на этапе S300, то есть когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования не находятся в первом положении RP1 приема или когда флажок Fvv1 завершения загрузки не равен 1 на этапе S302, то есть когда загрузка бревна PW вторым загрузочным конвейером 4b не завершилась так, что секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования не могут транспортировать бревно PW, или когда флажок Fdp2 установки второго положения передачи не равен 1 на этапе S306, то есть когда кожухи 22a, 22b для приема валов не находятся во втором положении DP2 передачи, настоящая процедура оканчивается без выполнения каких-либо действий.
[0094]
[Процесс приведения в движение устройства вращения бревна]
В процессе приведения в движение устройства вращения бревна CPU электронного блока 8 управления определяет, равен ли 1 флажок Frp2 установки второго положения приема (этап S400) и равен ли 1 флажок Fdp1 установки первого положения передачи (этап S402). Когда и флажок Frp2 установки второго положения приема, и флажок Fdp1 установки первого положения передачи равны 1, то есть центрирующие шпиндели 24a, 24b (кожухи 22a, 22b для приема валов) достигли второго положения RP2 приема и также секции 42, 42 размещения достигли первого положения DP1 передачи, цилиндры CL1a, CL1b с текучей средой (смотри Фиг. 2 и 3) приводят в движение для приближения центрирующих шпинделей 24a, 24b друг к другу так, что бревно PW удерживается между центрирующими шпинделями 24a, 24b на обрезных поверхностях (обеих торцевых поверхностях в продольном направлении) бревна PW (этап S404), и флажок Fcs удержания центрирующими шпинделями устанавливают равным 1 (этап S406). В этот момент времени центральную линию временной оси вращения бревна PW выравнивают с центральной линией оси вращения центрирующих шпинделей 24a, 24b.
[0095] Затем выполняют процесс определения, равен ли 1 флажок Ftd истекшего времени опускания (этап S408). Когда флажок Ftd истекшего времени опускания равен 1, то есть когда секции 42, 42 размещения опущены в положение, где бревно PW при вращении не сталкивается с секциями 42, 42 размещения, двигатель M1 приводят в действие, и центрирующие шпиндели 24a, 24b вращают один раз в то время, как бревно PW удерживается между ними, так, что измеряют внешнюю периферийную форму бревна PW (этап S410). Здесь в настоящем варианте выполнения измерение внешней периферийной формы бревна PW выполняют посредством расстояния от группы лазерных измерительных приборов 17a до внешней периферийной поверхности бревна PW и импульса, выходящего из углового энкодера (не показан) двигателя M1, и измерения расстояния до внешней периферийной поверхности бревна PW под определенным углом вокруг центральной линии оси вращения центрирующих шпинделей 24a, 24b.
[0096] Таким образом, на основе измеренной внешней формы бревна PW вычисляют центральную линию оси резания бревна PW (этап S412) и вращают шпиндели 24a, 24b для выравнивания бревна PW в направлении вращения под углом α вращения, соответствующим вычисленной центральной линии оси резания бревна PW (этап S414). Здесь центральная линия оси резания бревна PW определена как центральная линия оси вращения бревна PW, из которого может быть получен шпон с наибольшим выходом. В состоянии, когда центрирующие шпиндели 24a, 24b находятся во втором положении DP2 передачи, если смотреть на два пересечения P1 и P2 между центральной линией оси резания необработанной древесины PW и обеими обрезными поверхностями (обеими продольными торцевыми поверхностями в продольном направлении) необработанной древесины PW с одной стороны в направлении вдоль оси вращения центрирующих шпинделей 24a, 24b, определяют угол α вращения, соответствующий центральной линии оси резания бревна PW, как показано на Фиг. 20, в качестве угла вращения бревна PW, на который виртуальная линия VL1 между двумя пересечениями P1, P2 перемещается для прохождения центральной линии 52a’ оси вращения 52a поворотной рамы 52 маятникового транспортировочного устройства 50, то есть виртуальная линия VL1 перемещается для выравнивания с одной из бесчисленных линий облучения вокруг центральной линии 52a’ оси вращения.
[0097] Одновременно с выравниванием бревна PW под углом α вращения, соответствующим центральной линии оси резания, цилиндры CL2a, CL2b с текучей средой приводят в движение для перемещения корпусов 22a, 22b подшипников вала по направлению ко второму положению DP2 передачи (этап S416, смотри Фиг. 21), и флажок Frp2 установки второго положения приема сбрасывают на 0 (этап S418). Здесь флажок Frp2 установки второго положения приема устанавливают равным 1, когда корпусы 22a, 22b подшипников вала находятся во втором положении RP2 приема, и сбрасывают на 0, когда корпусы 22a, 22b подшипников вала покидают второе положение RP2 приема.
[0098] Затем выполняют процесс определения, достигли ли корпусы 22a, 22b подшипников вала второго положения DP2 передачи (этап S420), и когда корпусы 22a, 22b подшипников вала достигли второго положения DP2 передачи, останавливают перемещение корпусов 22a, 22b подшипников вала (этап S422) и флажок Fdp2 установки второго положения передачи устанавливают равным 1 (этап S424). В это время корпусы 22a, 22b подшипников вала располагают в положении в стороне от принятого максимального диаметра из числа диаметров бревна PW, подлежащего подаче в устройство 1 обработки бревен, относительно второго положения RP2 приема. В настоящем варианте выполнения, когда датчик S4 выключается после включения, определяют, что корпусы 22a, 22b подшипников вала достигли второго положения DP2 передачи. И наоборот, когда на этапе S420 определяют, что корпусы 22a, 22b подшипников вала еще не достигли второго положения DP2 передачи, процессы на этапах S416-S420 повторно выполняют до тех пор, пока корпусы 22a, 22b подшипников вала не достигнут второго положения DP2 передачи.
[0099] Далее выполняют процесс определения, равен ли 1 флажок Fsa удержания зажимными рычагами (этап S426). Здесь флажок Fsa удержания зажимными рычагами устанавливают в процедуре процесса приведения в движение маятникового транспортировочного устройства, которая будет описана ниже: его устанавливают равным 1, когда зажимные рычаги 56, 56 удерживают бревно PW между ними на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW; и его устанавливают равным 0, когда удержание ослабляют.
[0100] Когда флажок Fsa удержания зажимными рычагами равен 1, то есть когда зажимные рычаги 56, 56 удерживают бревно PW между ними на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW (смотри Фиг. 22), удержание бревна PW между центрирующими шпинделями 24a, 24b на обрезных торцах (обеих торцевых поверхностях в продольном направлении) ослабляют (этап S428). И наоборот, когда флажок Fsa удержания зажимными рычагами не равен 1, то есть когда зажимные рычаги 56, 56 не удерживают бревно PW между ними на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW, процесс этапа S426 повторно выполняют до тех пор, пока зажимные рычаги 56, 56 не будут удерживать бревно PW между ними на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW. Когда флажок Fsa удержания зажимными рычагами становится равным 1, то есть зажимные рычаги 56, 56 удерживают бревно PW между ними на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW, удержание бревна PW между центрирующими шпинделями 24a, 24b на обрезных торцах (обеих торцевых поверхностях в продольном направлении) ослабляют (этап S428). Затем флажок Fcs удержания центрирующими шпинделями сбрасывают на 0 (этап S430) и корпусы 22a, 22b подшипников вала перемещают и возвращают во второе положение RP2 приема (этап S432, смотри Фиг. 23), и флажок Fdp2 установки второго положения передачи сбрасывают на 0 (этап S434). То есть когда бревно PW передают с центрирующих шпинделей 24a, 24b на зажимные рычаги 56, 56 (этап S428), одновременно корпусы 22a, 22b подшипников вала перемещают по направлению ко второму положению RP2 приема (этап S432).
[0101] Затем выполняют процесс определения, достигли ли корпусы 22a, 22b подшипников вала второго положения RP2 приема (этап S436), и когда корпусы 22a, 22b подшипников вала достигли второго положения RP2 приема (Фиг. 24), флажок Frp2 установки второго положения приема устанавливают равным 1 (этап S438), и настоящая процедура заканчивается. И наоборот, когда на этапе S436 определяют, что корпусы 22a, 22b подшипников вала не достигли второго положения RP2 приема, процессы на этапах S432-S436 повторяют до тех пор, пока корпусы 22a, 22b подшипников вала не достигнут второго положения RP2 приема.
[0102] Согласно настоящему варианту выполнения, бревно PW передают с центрирующих шпинделей 24a, 24b на зажимные рычаги 56, 56 (этап S428) и одновременно корпусы 22a, 22b подшипников вала перемещают по направлению ко второму положению RP2 приема (этап S432). В дополнение, когда корпусы 22a, 22b подшипников вала вернулись во второе положение RP2 приема, если секции 42, 42 размещения достигли первого положения DP1 передачи (этап S402), то есть если новое бревно PW устанавливают во втором положении RP2 приема, новое бревно PW удерживают между обоими центрирующими шпинделями 24a, 24b (на обеих торцевых поверхностях в продольном направлении) (этап S404) и новое бревно PW вращают для измерения внешней периферийной формы (этап S410), и вычисляют центральную линию оси резания нового бревна PW (этап S412) так, что новое бревно PW выравнивают под углом α вращения, соответствующим центральной линии оси резания нового бревна PW (этап S414). Также корпусы 22a, 22b подшипников вала перемещают во второе положение DP2 передачи (этапы S416-S424) для подготовки передачи нового бревна PW на зажимные рычаги 56, 56. То есть новое бревно PW может быть подготовлено для передачи для удержания между зажимными рычагами 56, 56, не дожидаясь процесса передачи бревна PW с зажимных рычагов 56, 56 на режущие шпиндели 72a, 72b (этап S518), который выполняют с помощью технологической процедуры приведения в движение маятникового транспортировочного устройства, которая будет описана ниже. В результате возможно дополнительно уменьшать время, требуемое для транспортировки бревна PW на режущие шпиндели 72a, 72b.
[0103] Когда на этапе S400 определяют, что флажок Fdp2 установки второго положения передачи не равен 1, то есть когда корпусы 22a, 22b подшипников вала не достигли второго положения RP2 приема, или когда определяют, что флажок Fdp1 установки первого положения передачи не равен 1 на этапе S402, то есть когда секции 42, 42 размещения не достигли первого положения DP1 передачи, если определяют, что флажок Ftd истекшего времени опускания не равен 1 на этапе S408, то есть когда заданный период времени Td* не истек с тех пор, как секции 42, 42 размещения были приведены в движение по направлению к первому положению RP1 приема, настоящая процедура заканчивается без выполнения каких-либо действий.
[0104]
[Процесс приведения в движение маятникового транспортировочного устройства]
В процессе приведения в движение маятникового транспортировочного устройства CPU электронного блока 8 управления выполняет процесс определения, равен ли 1 флажок Fdp2 установки второго положения передачи (этап S500). Когда флажок Fdp2 установки второго положения передачи равен 1, то есть когда корпусы 22a, 22b подшипников вала устройства 20 вращения бревна достигли второго положения DP2 передачи, положения рычагов 56, 56 устанавливают согласно центральной линии оси резания бревна PW (этап S502). «Положения рычагов 56, 56 устанавливают согласно центральной линии оси резания бревна PW» определено как состояние, когда, как показано на Фиг. 20, центральные линии 56c, 56c оси скольжения зажимных рычагов 56, 56 (центральную линию в направлении поворачивания зажимных рычагов 56, 56, проходящую через поворотный вал 52) выравнивают с виртуальной линией VL1, соединяющей два пересечения P1 и P2 бревна PW, расположенного под углом α вращения (виртуальной линией VL1, проходящей через центральную линию 52a’ оси вращения, когда центрирующие шпиндели 24a, 24b находятся во втором положении DP2 передачи), и когда относительное взаиморасположение между одним зажимным рычагом 56 и пересечением P1 является таким же, как и относительное взаиморасположение между другим зажимным рычагом 56 и пересечением P2.
[0105] Таким образом, когда положения зажимных рычагов 56, 56, соответствующие центральной линии оси резания бревна PW, установлены, двигатель М3 приводят в действие для поворачивания поворотной рамы 52 так, чтобы она находилась в установленном положении (угол β поворота, смотри Фиг. 20 и 22), и двигатели M4 и M4 приводят в действие для перемещения зажимных рычагов 56, 56 (этап S504). Затем цилиндры CL3a, CL3b с текучей средой (смотри Фиг. 2 и 3) приводят в движение так, что зажимные рычаги 56, 56 приближаются друг к другу, и обрезные поверхности (обе торцевые поверхности в продольном направлении) бревна PW удерживают с помощью зажимных рычагов 56, 56 соответственно (этап S506), и флажок Fsa удержания зажимными рычагами устанавливают равным 1 (этап S508).
[0106] Затем выполняют процесс определения, равен ли 0 флажок Fcs удержания центрирующими шпинделями (этап S510), и когда флажок Fcs удержания центрирующими шпинделями равен 0, то есть когда удержание бревна PW на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW центрирующими шпинделями 24a, 24b ослабляют, выполняют процесс определения, завершена ли подготовка лущильного станка 6 для производства шпона (этап S512). Когда подготовка лущильного станка 6 для производства шпона была завершена, выполняют процесс передачи бревна PW на режущие шпиндели 72a, 72b (смотри этап S518, Фиг. 23 и 24). И наоборот, когда на этапе S512 определяют, что подготовка лущильного станка 6 для производства шпона не была завершена, процесс этапа S512 повторно выполняют до тех пор, пока подготовка лущильного станка 6 для производства шпона не будет завершена, и когда подготовка лущильного станка 6 для производства шпона завершена, выполняют процесс по передаче бревна PW на режущие шпиндели 72a, 72b (смотри этап S518, Фиг. 23 и 24).
[0107] Затем выполняют процесс определения, завершена ли передача бревна PW на режущие шпиндели 72a, 72b (этап S520). Когда передача бревна PW на режущие шпиндели 72a, 72b завершена, удержание бревна PW на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW с помощью зажимных рычагов 56, 56 ослабляют (этап S522), флажок Fsa удержания зажимными рычагами сбрасывают на 0 (этап S524), и настоящая процедура заканчивается. И наоборот, на этапе S520, когда определяют, что передача бревна PW на режущие шпиндели 72a, 72b еще не завершена, процесс этапа S520 повторно выполняют до тех пор, пока передача бревна PW на режущие шпиндели 72a, 72b не будет завершена. Когда передача бревна PW на режущие шпиндели 72a, 72b завершена, зажимные рычаги 56, 56 отпускают бревно PW на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW (этап S522), и флажок Fsa удержания зажимными рычагами сбрасывают на 0 (этап S524), и эта процедура заканчивается.
[0108] И наоборот, когда на этапе S500 определяют, что значение флажка Fdp2 установки второго положения передачи не равно 1, то есть когда корпусы 22a, 22b подшипников вала устройства 20 вращения бревна не достигли второго положения DP2 передачи, или когда на этапе S510 определяют, что флажок Fcs удержания центрирующими шпинделями не равен 0, то есть когда удержание бревна PW на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW центрирующими шпинделями 24a, 24b еще не было ослаблено, настоящая процедура заканчивается без выполнения каких-либо действий.
[0109] В настоящем варианте выполнения второе положение DP2 передачи и датчик S4 выполнены с возможностью расположения в одном и том же положении, но настоящее раскрытие не ограничивается этим. Например, второе положение DP2 передачи может быть расположено по ходу после положения, где датчик 4 расположен в направлении транспортировки бревен. В случае этой конфигурации до того, как корпусы 22a, 22b подшипников вала достигнут второго положения DP2 передачи, новое бревно PW может быть подготовлено в первом положении DP1 передачи (втором положении RP2 приема) транспортировочным устройством 40 для временного центрирования.
[0110] В настоящем варианте выполнения то, опустились ли секции 42, 42 размещения в положение, где вращаемое бревно PW не сталкивается с секциями 42, 42 размещения, определяют посредством выполнения измерения истекшего времени с момента приведения секций 42, 42 размещения в движение по направлению к первому положению RP1 приема, но настоящее раскрытие не ограничивается этим. Например, это может быть выполнено с возможностью определения, достигло ли бревно PW положения, которое не сталкивается с секциями 42, 42 размещения, путем измерения расстояния перемещения секций 42, 42 размещения с момента приведения секций 42, 42 размещения в движение по направлению к первому положению RP1 приема, и определения, является ли измеренное расстояние перемещения достаточно большим для того, чтобы бревно PW не сталкивалось с секциями 42, 42 размещения даже при вращении.
[0111] В настоящем варианте выполнения датчик S4 выполнен с возможностью определения, достигли ли корпусы 22a, 22b подшипников вала второго положения DP2 передачи, но настоящее раскрытие не ограничивается этим. Например, он может быть выполнен с возможностью определения, равно ли расстояние перемещения принятому максимальному диаметру из диаметров бревен PW, подлежащих подаче в устройство 1 обработки бревен, или превышает его, путем измерения расстояния перемещения корпусов 22a, 22b подшипников вала. Расстояния перемещения корпусов 22a, 22b подшипников вала могут быть измерены, например, путем обнаружения ходов цилиндров CL2a, CL2b с текучей средой.
[0112] В настоящем варианте выполнения датчик S4 обнаруживает, не приводится ли бревно PW, транспортируемое секциями 42, 42 размещения, в контакт с бревном PW, транспортируемым корпусами 22a, 22b подшипников вала устройства 20 вращения бревна, когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования, имеющие бревно PW, поднимают, но настоящее раскрытие не ограничивается этим. Например, может быть принята конфигурация, в которой временный диаметр бревна PW, транспортируемого вторым загрузочным конвейером 4b, сохраняют в заданной области ROM электронного блока 8 управления, и вычисленный временный диаметр бревна PW используют для обнаружения, не находится ли бревно PW, транспортируемое секциями 42, 42 размещения, в состоянии контакта с бревном PW, транспортируемым корпусами 22a, 22b подшипников вала, даже если секции 42, 42 размещения поднимают. В этом случае процесс приведения в движение второго загрузочного конвейера на Фиг. 25 и процесс приведения в движение транспортировочного устройства для временного центрирования на Фиг. 26 могут быть выполнены вместо процесса приведения в движение второго загрузочного конвейера на Фиг. 6 и процесса приведения в движение транспортировочного устройства для временного центрирования на Фиг. 7. В случае этой конфигурации датчик S4 используют только для обнаружения, достигли ли корпусы 22a, 22b подшипников вала второго положения DP2 передачи.
[0113] Процесс приведения в движение второго загрузочного конвейера на Фиг. 25 является таким же, что и процесс на Фиг. 6, за исключением того, что процесс S216 этапа заменен на процесс этапа S1216. Процесс приведения в движение транспортировочного устройства для временного центрирования на Фиг. 26 является таким же, что и процесс на Фиг. 7, за исключением того, что процесс этапа S306 заменен на процессы этапов S1306 и S1307. В связи с этим далее будут описаны только участки процесса приведения в движение на Фиг. 25 и процесса приведения в движение на Фиг. 26, которые отличаются от процесса приведения в движение второго загрузочного конвейера на Фиг. 6 и процесса приведения в движение транспортировочного устройства для временного центрирования на Фиг. 7.
[0114] Когда выполняют процесс приведения в движение второго загрузочного конвейера на Фиг. 25, CPU электронного блока 8 управления выполняет процессы, аналогичные процессам этапов S200-S214 технологической процедуры приведения в движение второго загрузочного конвейера на Фиг. 6. Здесь электронный блок управления 8, который выполняет процессы этапов S208-S214 для вычисления временного диаметра бревна PW посредством интегрированного значения импульсов с момента включения датчика S3 до его выключения, представляет собой пример конфигурации варианта осуществления, соответствующей «измерительному блоку».
[0115] Затем вычисляют временный диаметр бревна PW посредством интегрированного значения импульсов с момента включения датчика S3 до его выключения и вычисленный временный диаметр бревна PW сохраняют в заданной области ROM так, что выполняют процесс вычисления расстояния L1 от центральной точки временного диаметра бревна PW до виртуальной вертикальной линии VVL (этап S1216). Затем выполняют процессы, аналогичные процессам этапов S218-S222 технологической процедуры приведения в движение второго загрузочного конвейера на Фиг. 6, и настоящая процедура заканчивается. Здесь электронный блок 8 управления, который вычисляет временный диаметр бревна PW посредством интегрированного значения импульсов с момента включения датчика S3 до его выключения и который сохраняет вычисленный временный диаметр бревна PW в заданной области ROM, представляет собой пример конфигурации варианта осуществления, соответствующей «блоку хранения» в настоящем раскрытии.
[0116] Когда выполняют процесс приведения в движение транспортировочного устройства для временного центрирования на Фиг. 26, CPU электронного блока 8 управления выполняет процессы, аналогичные процессам на этапах S300-S304 в технологической процедуре приведения в движение транспортировочного устройства для временно центрирования на Фиг. 7. Затем, когда на этапе S304 определяют, что флажок Fcs удержания центрирующими шпинделями равен 1, выполняют процесс вычисления допустимого расстояния d* подъема секций размещения (этап S1305). Здесь допустимое расстояние d* подъема секций размещения определено как расстояние перемещения из второго положения RP2 приема кожухов 22a, 22b для приема валов и с помощью этого расстояния, даже если секции 42, 42 размещения подняты, бревно PW, транспортируемое секциями 42, 42 размещения, не приводится в контакт с бревном PW, транспортируемым кожухами 22a, 22b для приема валов. Допустимое расстояние d* подъема секций размещения может быть получено на основе: временного диаметра di-1 бревна PW, транспортируемого во второе положение RP2 приема, из временных диаметров бревна PW, сохраненных в области хранения ROM электронного блока 8 управления; временного диаметра di бревна PW, транспортируемого со второго загрузочного конвейера 4b на секции 42, 42 размещения; и безопасного значения Sv: d* = (di-1 + di)/2 + Sv. Безопасное значение Sv представляет собой значение, которое установлено как максимальное значение, которое может быть принято из числа разностей между максимальным диаметром и минимальным диаметром, которые могут возникать в одном бревне PW. Здесь электронный блок 8 управления, который выполняет этап S1305 для вычисления допустимого расстояния d* подъема секций размещения, представляет собой пример конфигурации варианта осуществления, соответствующей «вычислительному блоку» в настоящем раскрытии. Здесь допустимое расстояние d* подъема секций размещения соответствует «безопасному расстоянию» в настоящем раскрытии, временный диаметр di-1 бревна соответствует «первому временному диаметру» в настоящем раскрытии, а временный диаметр di бревна соответствует «второму временному диаметру» в этом изобретении, при этом все они представляют собой примеры конфигурации варианта осуществления.
[0117] Затем выполняют процесс определения, превышает ли расстояние BL перемещения корпусов 22a, 22b подшипников вала из второго положения приема допустимое расстояние d* подъема секций размещения (этап S1306). Здесь расстояние BL перемещения может быть измерено, например, путем считывания значения датчика хода (не показан), расположенного в цилиндрах CL2a, CL2b с текучей средой. Когда расстояние BL перемещения превышает допустимое расстояние d* подъема секций размещения, выполняют процессы, аналогичные процессам этапов S308-S314 технологической процедуры приведения в движение транспортировочного устройства для временно центрирования на Фиг. 7 и этапов S316-S332, ответвляющихся от технологической процедуры приведения в движение транспортировочного устройства для временного центрирования на Фиг. 8, и эта процедура заканчивается. Также в этой конфигурации возможно достигать такого же технического результата, что и у устройства 1 обработки бревен согласно настоящему варианту выполнения: например, может быть уменьшено время перемещения бревна PW на режущие шпиндели 72a, 72b.
Здесь электронный блок 8 управления, который выполняет этап S1306 для определения, превышает ли расстояние BL перемещения корпусов 22a, 22b подшипников вала из второго положения приема допустимое расстояние d* подъема секций размещения, и этап S308 для подъема секций 42 размещения представляет собой пример конфигурации варианта осуществления, соответствующий «блоку управления» в настоящем раскрытии.
[0118] В модификации, проиллюстрированной на Фиг. 26, описанной выше, когда расстояние BL перемещения из второго положения приема корпусов 22a, 22b подшипников вала становится больше, чем допустимое расстояние d* подъема секций размещения, секции 42, 42 размещения перемещают по направлению ко второму положению RP2 приема для подачи бревна PW во второе положение RP2 приема, но настоящее раскрытие не ограничивается этим. Например, может быть принята конфигурация, в которой до того, как расстояние BL перемещения корпусов 22a, 22b подшипников вала становится больше допустимого расстояния d* подъема секций размещения, секции 42, 42 размещения перемещают по направлению ко второму положению RP2 приема в пределах диапазона, который не вызывает контакт при с бревном PW, удерживаемым между первым и вторым центрирующими шпинделями 24a, 24b. В этой конфигурации процесс приведения в движение транспортировочного устройства для временного центрирования на Фиг. 27 может быть выполнен вместо этого процесса на Фиг. 26.
[0119] Процесс приведения в движение транспортировочного устройства для временного центрирования на Фиг. 27 совпадает с процессом приведения в движение транспортировочного устройства для временного центрирования на Фиг. 26 за исключением того, что этапы S1305-S312 заменены на этапы S2305-S2308. В связи с этим ниже будут описаны только участки процесса приведения в движение транспортировочного устройства для временного центрирования на Фиг. 27, которые отличаются от процесса приведения в движение транспортировочного устройства для временного центрирования на Фиг. 26.
[0120] Когда выполняют процесс приведения в движение транспортировочного устройства для временного центрирования на Фиг. 27, CPU электронного блока 8 управления выполняет процессы, аналогичные этапам S300-S304 в технологической процедуре приведения в движение транспортировочного устройства для временного центрирования на Фиг. 26. Когда на этапе S304 определяют, что флажок Fcs удержания центрирующими шпинделями равен 1, выполняют процесс вычисления безопасного расстояния ds (этап S2305), выполняют процесс вычисления допустимого расстояния dc* подъема секций размещения (этап S2306). Здесь безопасное расстояние ds определено как расстояние, на котором бревно PW, транспортируемое секциями 42, 42 размещения, не приводится в контакт с бревном PW, транспортируемым корпусами 22a, 22b подшипников вала, и его вычисляют посредством накопленного значения импульсов с момента включения датчика S3 и до момента его выключения. Безопасное расстояние ds может быть получено на основе: временного диаметра di-1 бревна PW, транспортируемого во второе положение RP2 приема, из временных диаметров бревна PW, сохраненных в области хранения ROM электронного блока 8 управления; временного диаметра di бревна PW, транспортируемого со второго загрузочного конвейера 4b на секции 42, 42 размещения; и безопасного значения Sv: ds = (di-1 + di)/2 + Sv. Здесь безопасное значение Sv представляет собой значение, которое установлено как максимальное значение, которое может быть принято из числа разностей между максимальным диаметром и минимальным диаметром, которые могут возникать в одном бревне PW.
[0121] В дополнение, допустимое расстояние dc* подъема секций размещения устанавливается как расстояние, на которое секции 42, 42 размещения могут быть подняты при сохранении вышеописанного безопасного расстояния ds. Допустимое расстояние dc* подъема секций размещения вычисляют как расстояние перемещения секций 42, 42 размещения из первого положения RP1 приема, и если секции 42, 42 размещения, удерживающие бревно PW, поднимают на допустимое расстояние dc* подъема секций размещения, бревно PW на секциях 42, 42 размещения не приводится в контакт с бревном PW, транспортируемым корпусами 22a, 22b подшипников вала. В настоящем варианте выполнения допустимое расстояние dc* подъема секций размещения вычисляют, как показано на Фиг. 28, посредством высоты Hbs от базовой линии Bp на секциях 42, 42 размещения в первом положении RP1 приема до центральной линии оси вращения первого и второго центрирующих шпинделей 24a, 24b во втором положении RP2 приема, угла 2θ раскрытия поверхностей 42a, 42a размещения секций 42, 42 размещения, расстояния BL перемещения корпусов 22a, 22b подшипников вала из второго положения RP2 приема и безопасного расстояния ds с помощью уравнений (4) и (5), при этом высоту Hbs и угол 2θ раскрытия измеряют заранее и сохраняют в ROM электронного блока 8 управления.
[0122] Высота Hbc представляет собой высоту между базовой линией Bp и центральной линией временной оси вращения бревна PW, размещенного на секциях 42, 42 размещения. Высота Hc представляет собой высоту между центральной линией временной оси вращения бревна PW, размещенного на секциях 42, 42 размещения, и центральной линией оси вращения центрирующих шпинделей 24a, 24b во втором положении RP2 приема, когда расстояние между осевой центральной линией первого и второго центрирующих шпинделей 24a, 24b, удерживающих бревно, и центральной линией временной оси вращения бревна PW, транспортируемого секциями 42, 42 размещения, становится равным безопасному расстоянию ds.
[0123] Здесь высота Hbc соответствует «первому расстоянию» в настоящем раскрытии, расстояние BL перемещения соответствует «второму расстоянию» в настоящем раскрытии, а высота Hc соответствует «третьему расстоянию» в настоящем раскрытии. Высота Hbs соответствует «четвертому расстоянию» в настоящем раскрытии, угол 2θ раскрытия соответствует «геометрической форме секции размещения» в настоящем раскрытии, а допустимое расстояние dc* подъема секции размещения представляет собой пример конфигурации варианта осуществления, соответствующей «пятому расстоянию» в настоящем раскрытии. Вариант выполнения для получения допустимого расстояния dc* подъема секций размещения посредством уравнений (4) и (5) представляет собой пример конфигурации варианта осуществления, соответствующей «контроллер вычисляет первое расстояние от базового участка до центральной линии временной оси вращения нового бревна, размещенного на секции размещения, посредством второго временного диаметра и геометрической формы секции размещения, когда первый и второй центрирующие шпиндели удерживают бревно, контроллер дополнительно использует безопасное расстояние и второе расстояние, на которое центрирующий блок переместился из второго положения приема во второе положение передачи, так, чтобы вычислять третье расстояние от центральной линии временной оси вращения нового бревна до центральной линии оси вращения первого и второго центрирующих шпинделей, при этом центрирующий блок расположен во втором положении приема, когда осевое расстояние между центральной линией оси вращения первого и второго центрирующих шпинделей, в то время как центрирующий блок перемещается из второго положения приема по направлению ко второму положению передачи, и центральной линией временной оси вращения нового бревна представляет собой безопасное расстояние, и контроллер дополнительно вычисляет пятое расстояние путем вычитания первого и третьего расстояний из четвертого расстояния так, чтобы заставлять блок подачи бревен перемещаться на пятое расстояние, при этом четвертое расстояние представляет собой расстояние от базового участка, когда блок подачи бревен находится в первом положении приема, до центральной линии оси вращения первого и второго центрирующих шпинделей, когда центрирующий блок находится во втором положении приема».
[0124]
[Математические аспекты 2]
dc* = Hbs - Hc - Hbc (4)
Hc = √(ds2 - BL2) (5)
[0125] Таким образом, когда получено допустимое расстояние dc* подъема секций размещения, секции 42, 42 размещения поднимают на допустимое расстояние dc* подъема секций размещения, и флажок Frp1 установки первого положения приема и флажок Fvvl завершения загрузки сбрасывают на 0 (этап S2308). Затем выполняют процессы, аналогичные процессам на этапе S314 технологической карты приведения в движение транспортировочного устройства для временного центрирования на Фиг. 7 и этапах S316-S328 участка, ответвляющегося от технологической процедуры приведения в движение транспортировочного устройства для временного центрирования на Фиг. 8, и настоящая процедура заканчивается. Согласно этой конфигурации, секции 42, 42 размещения перемещают по направлению к первому положению DP1 передачи для подачи нового бревна PW во второе положение RP2 приема до того, как бревно PW, удерживаемое между центрирующими шпинделями 24a, 24b, достигнет положения в стороне от второго положения DP2 передачи, то есть второго положения RP2 приема, на расстоянии, превышающем принятый максимальный диаметр из диаметров бревен PW, подлежащих подаче в устройство 1 обработки бревен, или положения в стороне от второго положения RP2 приема на допустимом расстоянии dc* подъема секций размещения. В результате может быть дополнительно уменьшено время транспортировки бревна PW на режущие шпиндели 72a, 72b. Здесь электронный блок 8 управления, который выполняет этапы S2305-S2308, представляет собой пример конфигурации варианта осуществления, соответствующей «блоку управления» в настоящем раскрытии.
[0126] В настоящем варианте выполнения, когда флажок Fs транспортировки второго загрузочного конвейера равен 1, то есть когда бревно PW уже было загружено на второй загрузочный конвейер 4b (этап S200), и флажок Frp1 установки первого положения приема равен 1, то есть когда секции 42, 42 размещения транспортировочного устройства 40 для временного центрирования находятся в первом положении RP1 приема (этап S202), и флажок Fvvl завершения загрузки равен 0, то есть когда второй загрузочный конвейер 4b не завершил загрузку бревна PW, подлежащего транспортировке секциями 42, 42 размещения транспортировочного устройства 40 для временного центрирования (этап S204), второй загрузочный конвейер 4b приводят в движение (этап S206) так, что бревно PW подают на секции 42, 42 размещения, но настоящее раскрытие не ограничивается этим. Например, может быть принята конфигурация, в которой, в дополнение к вышеуказанным условиям (этапы S200-S204), бревно PW подают на секции 42, 42 размещения, когда флажок Fdp2 установки второго положения передачи равен 1, то есть когда центрирующие шпиндели 24a, 24b (корпусы 22a, 22b подшипников вала), удерживающие бревно PW между ними на обрезных торцах (обеих торцевых поверхностях в продольном направлении бревна PW), находятся в положении в стороне от второго положения RP2 приема на расстоянии принятого максимального диаметра из диаметров бревен PW, подлежащих подаче в устройство 1 обработки бревен. В этом случае процесс приведения в движение второго загрузочного конвейера на Фиг. 29 и 30 может быть выполнен вместо процесса приведения в движение второго загрузочного конвейера на Фиг. 6. В процессе приведения в движение второго загрузочного конвейера на Фиг. 29 и 30 выполняют те же процессы, что и процессы на Фиг. 6, за исключением добавления этапа S205 для определения, равен ли 1 флажок Fdp2 установки второго положения передачи, при этом этап S205 выполняют между этапом S204 и этапом S206 процесса приведения в движение второго загрузочного конвейера на Фиг. 6.
[0127] Согласно этой конфигурации, неудобство может быть благополучно предотвращено, например, когда первое положение RP1 приема и первое положение передачи (второе положение приема) расположены близко друг к другу, если новое бревно PW подают в первое положение RP1 приема в то время, как первый и второй центрирующие шпиндели 24a, 24b удерживают другое бревно PW, новое бревно PW, подаваемое в первое положение RP1 приема, приводится в контакт с бревном PW, удерживаемым между 24a, 24b.
[0128] В настоящем варианте выполнения датчики S1, S1 расположены так, что оптическая ось света, излучаемого датчиками S1, S1, находится в положении, которое пересекается с виртуальными вертикальными линиями VVL, VVL, проходящими через базовые линии Bp, Bp, установленные на соответственных секциях 42, 42 размещения, но настоящее изобретение не ограничивается этим. Например, может быть принята конфигурация, в которой только один датчик S1 расположен в по существу центральном участке соединительной балки 13 в продольном направлении.
[0129] В настоящем варианте выполнения секции 42, 42 размещения приводят в движение так, что центральную линию временной оси вращения бревна PW получают посредством обнаружения бревна PW датчиками S1, S1 и центральную линию временной оси вращения бревна PW выравнивают с центральной линией оси вращения центрирующих шпинделей 24a, 24b, но настоящее изобретение не ограничивается этим. Например, может быть принята конфигурация, в которой центральную линию временной оси вращения бревна PW выравнивают с центральными линиями осей вращения центрирующих шпинделей 24a, 24b без использования датчиков S1, S1 посредством транспортировочного устройства 140 для временного центрирования модификации, проиллюстрированной на Фиг. 31 и 32.
[0130] Транспортировочное устройство 140 для временного центрирования модификации имеет такую же конфигурацию, что и конфигурация транспортировочного устройства 40 для временного центрирования согласно настоящему изобретению, за исключением того, что оно содержит верхние секции 132, 132 размещения, как показано на Фиг. 31 и 32. Верхние секции 132, 132 размещения расположены так, чтобы быть обращенными к секциям 42, 42 размещения в вертикальном направлении. Верхние секции 132, 132 размещения в основном имеют такую же форму, что и секции 42, 42 размещения. То есть верхние секции 132, 132 размещения имеют в общем V-образные поверхности 42a, 42a размещения и базовые линии Bp2 на поверхностях 42a, 42a размещения соответственно. Транспортировочное устройство 140 для временного центрирования представляет собой пример конфигурации варианта осуществления, соответствующей «блоку подачи бревен» настоящего изобретения.
[0131] Каждая из верхних секций 132, 132 размещения входит в резьбовое зацепление со штоком с наружной резьбой (не показан), расположенным для продолжения в вертикальном направлении, и шток с наружной резьбой соединен одним концом штока с наружной резьбой (не показан) с двигателем (не показан). Путем вращения вперед и назад штока с наружной резьбой (не показан) верхние секции 132, 132 размещения перемещают ближе к секциям 42, 42 размещения и в сторону от них.
[0132] Электронный блок 8 управления управляет двигателями M4, M4 (не показаны) так, что расстояние B1 от базовой линии Bp2 верхних секций 132, 132 размещения до центральной оси центрирующих шпинделей 24a, 24b, которые, как предполагается, находятся во втором положении RP2 приема, всегда совпадает с расстоянием B2 от базовой линии Bp секций 42, 42 размещения до центральной линии оси вращения шпинделей 24a, 24b, которые, как предполагается, находятся во втором положении RP2 приема.
[0133] Транспортировочное устройство 140 для временного центрирования в модификации приводит в движение секции 42, 42 размещения и верхние секции 132, 132 размещения для приближения друг к другу, когда бревно PW, транспортируемое транспортировочным устройством 140 для временного центрирования, не приводится в контакт с бревном PW, транспортируемым корпусами 22a, 22b подшипников вала устройства 20 вращения бревна, даже если бревно PW установлено в первом положении RP1 приема, и также бревно PW перемещают в первое положение DP1 передачи с помощью транспортировочного устройства 140 для временного центрирования так, что, как показано на Фиг. 32, бревно PW удерживают между секциями 42, 42 размещения и верхними секциями 132, 132 размещения. Здесь определение, удерживается ли бревно PW между секциями 42, 42 размещения и верхними секциями 132, 132 размещения, может быть выполнено с колебанием нагрузки двигателей M4, M4 и не показанных двигателей.
[0134] Таким образом, когда бревно PW удерживают между секциями 42, 42 размещения и верхними секциями 132, 132 размещения, центральную линию временной оси вращения бревна PW (центр бревна PW в вертикальном направлении) выравнивают с центральной линией оси вращения центрирующих шпинделей 24a, 24b.
[0135] В настоящем варианте выполнения бревно PW обнаруживают с помощью датчиков S1, S1, расположенных между первым положением RP1 приема и первым положением DP1 передачи по направлению дальше по ходу в горизонтальном направлении в направлении транспортировки бревна PW, и центральную линию временной оси вращения бревна PW получают посредством обнаружения бревна PW с помощью датчиков S1, S1 так, что центральную линию временной оси вращения бревна PW выравнивают с центральной линией оси вращения центрирующих шпинделей 24a, 24b, но настоящее изобретение не ограничивается этим. Например, может быть принята конфигурация, в которой центральную линию временной оси вращения бревна PW получают посредством обнаружения бревна PW с помощью измерительных датчиков 230 вместо датчиков S1, S1 так, что центральную линию временной оси вращения выравнивают с центрирующими шпинделями 24a, 24b, как показано на Фиг. 33.
[0136] В настоящей модификации, как показано на Фиг. 33, неподвижные V-образные столы 262 расположены на дальнем концевом участке второго загрузочного конвейера 4b, и расположенные положения определены как первое положение RP1 приема. Неподвижные V-образные столы 262 содержат V-образные поверхности 262a, 262a размещения, которые открыты вверх в вертикальном направлении. В настоящей модификации линия пересечения между двумя плоскостями, которые образуют V-образную форму поверхностей 262a, 262a размещения, используется в качестве базовой линии Bpf для получения центральной линии временной оси вращения бревна PW, а виртуальная вертикальная линия VVL определена как прямая линия, которая проходит через центральную линию оси вращения центрирующих шпинделей 24a, 24b, базовую линию Bpf и базовую линию Bp секции 42 размещения.
[0137] Как показано на Фиг. 33, измерительный датчик 230 расположен на верхних рамах 18 так, что лазерный луч, излучаемый измерительным датчиком 230, проходит через виртуальную вертикальную линию VVL.
[0138] В настоящей модификации, как показано на Фиг. 33, высоту Hfs в вертикальном направлении от базовой линии Bpf, установленной на неподвижных V-образных столах 262 и 262, до осевой центральной линии центрирующих шпинделей 24a, 24b, высоту Hbs в вертикальном направлении от базовой линии Bpf до измерительного датчика 230, угол 2θ раскрытия поверхности 262a, 262a размещения V-образных столов 262 и 262 и расстояние Hbb между базовой линией Bp на секциях 42, 42 размещения в исходном положении и базовой линией Bpf измеряют заранее и сохраняют в ROM электронного блока 8 управления. Когда измерительный датчик 230 обнаруживает бревно PW, посредством уравнений (6)-(8) получают расстояние L2, на которое секции 42, 42 размещения необходимо поднимать так, чтобы центральная линия временной оси вращения бревна PW была выровнена с центрирующими шпинделями 24a, 24b.
[0139]
[Математические аспекты 3]
L2 = Hfs + Hbb - Hfc (6)
r = (Hbs - Hp)·cosθ/(1 + cosθ) (7)
Hfc = r/cosθ (8)
[0140] В уравнениях r представляет собой виртуальный радиус бревна PW (или виртуальную окружность, соответствующую бревну PW), которое находится в контакте с двумя поверхностями 262a и 262a размещения, и проходит через точку в верхней части бревна PW, обнаруженного измерительным датчиком 230 (пересечение оптической оси света, излучаемого измерительным датчиком 230, и бревна PW); Hfc представляет собой высоту от базовой линии Bpf до центральной линии временной оси вращения бревна PW; а Hp представляет собой расстояние до бревна PW, измеренное измерительным датчиком 230 (расстояние в направлении вдоль виртуальной вертикальной линии VVL).
[0141] Также в настоящем модифицированном примере возможно, что до прохождения бревна PW на центрирующие шпиндели 24a, 24b получают центральную линию временной оси вращения бревна PW и центральную линию временной оси вращения выравнивают с центрирующими шпинделями 24a, 24b. Таким образом, когда бревно PW удерживают между центрирующими шпинделями 24a, 24b на обрезных торцах (обеих торцевых поверхностях в продольном направлении) бревна PW, отклонение (отклонение в осевой центральной линии) между центральной линией оси резания бревна PW и центральной линией оси вращения центрирующих шпинделей 24a, 24b может быть уменьшено и может быть уменьшено колебание бревна PW во время вращения бревна PW центрирующими шпинделями 24a, 24b.
[0142] В настоящем варианте выполнения маятниковое транспортировочное устройство 50 используется для транспортировки бревна PW с центрирующих шпинделей 24a, 24b на режущие шпиндели 72a, 72b, но настоящее изобретение не ограничивается этим. Например, как показано в загрузочном устройстве 302 лущильного станка модификации на Фиг. 34, линейное транспортировочное устройство 350 может использоваться вместо маятникового транспортировочного устройства 50. Альтернативно, как показано в загрузочном устройстве 402 лущильного станка модификации на Фиг. 35, неподвижное транспортировочное устройство 450 может использоваться вместо маятникового транспортировочного устройства 50. Загрузочное устройство 302, 402 лущильного станка представляют собой примеры конфигурации варианта осуществления, соответствующей «устройству подачи бревен» в настоящем изобретении.
[0143] Как показано на Фиг. 34, линейное транспортировочное устройство 350 модификации имеет такую же конфигурацию, что и конфигурация маятникового транспортировочного устройства 50 вышеприведенного варианта выполнения, за исключением того, что подвижная балка 352 поддерживается, вместо поворотной рамы 52, рельсами R5, R5 посредством направляемых скользящих элементов 352a, 352a, и того, что установлены штоки 355, 355 с наружной резьбой, входящие в резьбовое зацепление с подвижной балкой 352, и двигатели M5, M5 для приведения во вращение штоков 355, 355 с наружной резьбой. Следовательно, из числа компонентов линейного транспортировочного устройства 350 такие же компоненты, что и у маятникового транспортировочного устройства 50, обозначены такими же ссылочными позициями, и их подробное описание опускается во избежание дублирования. Линейное транспортировочное устройство 350 представляет собой пример конфигурации варианта осуществления, соответствующей «транспортировочному блоку» в настоящем изобретении.
[0144] Линейное транспортировочное устройство 350 содержит вытянутую подвижную балку 352, поддерживаемую на обоих концах в продольном направлении рельсами R5, R5, установленными на верхних поверхностях верхних рам 18, 18, с помощью скользящих элементов 352a, 352a с направляющими, штоки 355, 355 с наружной резьбой, входящие в резьбовое зацепление с подвижной балкой 352, держатели 54, 54, прикрепленные к подвижной балке 352 с возможностью скольжения в продольном направлении подвижной балки 352, и зажимные рычаги 56, 56, поддерживаемые с возможностью перемещения держателями 54, 54.
[0145] Крепление держателей 54, 54 к подвижной балке 352 выполняется образом, аналогичным маятниковому транспортировочному устройству 50 настоящего варианта выполнения, описанному выше. То есть держатели 54, 54 крепятся к рельсам (не показаны), расположенным в продольном направлении подвижной балки 352, посредством направляемых скользящих участков 54a, 54a (смотри Фиг. 3), при этом рельсы расположены на нижних поверхностях обоих концов за исключением центрального участка в продольном направлении подвижной балки 352. Держатели 54, 54 также соединены со штоками цилиндров (не показаны) цилиндров CL3a, CL3b с текучей средой (смотри Фиг. 3), которые поддерживаются опорной стенкой (не показана), выступающей вниз по направлению к в общем центральной нижней поверхности подвижной балки 352 в продольном направлении. Держатели 54, 54 дополнительно поддерживаются с возможностью скольжения в продольном направлении подвижной балки 352 в ответ на появление штока цилиндра (не показан).
[0146] Как показано на Фиг. 34, штоки 355, 355 с наружной резьбой поддерживаются с возможностью вращения монтажными основаниями 357, 357, 357, 357 посредством подшипников (не показаны). Монтажные основания 357, 357, 357, 357 закреплены на верхней поверхности верхних рам 18, 18 на обоих концах в горизонтальном направлении в направлении транспортировки бревна PW. Один конец штоков 355, 355 с наружной резьбой в направлении осевой центральной линии соединен с поворотным валом (не показан) двигателей M5, M5.
[0147] Линейное транспортировочное устройство 350, выполненное таким образом, может осуществлять возвратно-поступательное перемещение подвижной балки 352 в направлении осевой центральной линии штоков 355, 355 с наружной резьбой путем вращения штоков 355, 355 с наружной резьбой вперед и назад с помощью двигателей M5, M5. Двигатели M5, M5 имеют угловой энкодер (не показан) и могут перемещать подвижную балку 352 в желаемое положение.
[0148] В настоящей модификации в технологической процедуре приведения в движение устройства вращения бревна на этапе S414 на Фиг. 9 бревно PW вращают до тех пор, пока виртуальная линия VL1 (Фиг. 20), соединяющая два пересечения P1 и P2, не будет обращена в вертикальном направлении, если смотреть на два пересечения P1 и P2 (Фиг. 20) между центральной линией оси резания бревна PW и обрезными торцами (обеими торцевыми поверхностями в продольном направлении) бревна PW в направлении вдоль центральных линий осей вращения центрирующих шпинделей 24a, 24b.
[0149] В технологической процедуре приведения в движение маятникового транспортировочного устройства на этапе S504 на Фиг. 11 двигатели M5, M5 приводят в действие для перемещения подвижной балки 352 в направлении осевой центральной линии штоков 355 и 355 с наружной резьбой так, что зажимные рычаги 56, 56 находятся в положении, которое установлено, и также двигатели M4, M4 (смотри Фиг. 3) приводят в действие для выполнения скольжения зажимных рычагов 56, 56.
[0150] Как показано на Фиг. 35, модифицированное неподвижное транспортировочное устройство 450 имеет такую же конфигурацию, что и маятниковое транспортировочное устройство 50 настоящего варианта выполнения, описанное выше, за исключением того, что поворотная рама 52 заменена на неподвижную балку 452. Соответственно, такие же компоненты, что и у маятникового транспортировочного устройства 50, из числа компонентов неподвижного транспортировочного устройства 450 обозначены такими же ссылочными позициями, и их подробное описание опускается во избежание дублирования. Неподвижное транспортировочное устройство 450 представляет собой пример конфигурации варианта осуществления, соответствующей «транспортировочной секции» в настоящем изобретении.
[0151] Неподвижное транспортировочное устройство 450 содержит вытянутую неподвижную балку 452, чьи продольные концы в продольном направлении прикреплены к верхним рамам 18, 18, держатели 54, 54, прикрепленные к неподвижной балке 452, так, чтобы иметь возможность скольжения в продольном направлении неподвижной балки 452, и зажимные рычаги 56, 56, поддерживаемые с возможностью скольжения держателями 54, 54.
[0152] Как показано на Фиг. 35, неподвижная балка 452 содержит нижнюю поверхность, имеющую восходящий уклон в горизонтальном направлении в направлении транспортировки бревна PW. В результате держатели 54, 54 и зажимные рычаги 56, 56 поддерживаются неподвижной балкой 452 в наклонном состоянии относительно вертикального направления. Зажимные рычаги 56, 56 имеют центральные линии 56c, 56c оси скольжения (прямые линии, параллельные направлению скольжения зажимных рычагов 56, 56 и центру в направлении ширины зажимных рычагов 56, 56 (направление влево-вправо на Фиг. 35)), и центральные линии 56c, 56c оси скольжения совпадают с произвольной прямой линией, проходящей через центральную линию оси вращения режущих шпинделей 72a, 72b.
[0153] Отметим, что держатели 54, 54 прикреплены к неподвижной балке 452 таким же образом, что и в маятниковом транспортировочном устройстве 50 настоящего варианта выполнения, описанном выше. То есть держатели 54, 54 прикреплены к рельсам (не показаны), расположенным в продольном направлении неподвижной балки 452, посредством направляемых скользящих участков 54a, 54a (смотри Фиг. 3), при этом рельсы расположены на нижних поверхностях обоих концов за исключением центрального участка в продольном направлении неподвижной балки 452. Держатели 54, 54 также соединены со штоками цилиндров (не показаны) цилиндров CL3a, CL3b с текучей средой (смотри Фиг. 3), которые поддерживаются опорной стенкой (не показана), выступающей вниз по направлению к в общем центральной нижней поверхности неподвижной балки 452 в продольном направлении. Держатели 54, 54 дополнительно поддерживаются с возможностью скольжения в продольном направлении неподвижной балки 452 в ответ на появление штока цилиндра (не показан).
[0154] В загрузочном устройстве 402 лущильного станка настоящей модификации вместо конфигурации, где корпусы 22a, 22b подшипников вала осуществляют возвратно-поступательное перемещение между вторым положением RP2 приема и вторым положением DP2 передачи с помощью цилиндров CL2a, CL2b с текучей средой (смотри Фиг. 1), соединенных с корпусами 22a, 22b подшипников вала, принята конфигурация, где корпусы 22a, 22b подшипников вала навинчены на штоки 455, 455 с наружной резьбой, которые поддерживаются с возможностью вращения верхними рамами 18, 18, для продолжения в горизонтальном направлении из числа направлений транспортировки бревна PW так, что, путем вращения штоков 455, 455 с наружной резьбой вперед и назад с помощью двигателей M6, M6, соединенных с одним концом штоков 455, 455 с наружной резьбой в направлении осевой центральной линии, корпусы 22a, 22b подшипников вала перемещаются между вторым положением RP2 приема и вторым положением DP2 передачи. Двигатели M6, M6 имеют угловой энкодер (не показан). В результате положения корпусов 22a, 22b подшипников вала могут быть известны, и корпусы 22a, 22b подшипников вала могут быть перемещены в желаемые положения. В связи с этим в этой модификации датчик S4 необязателен.
[0155] В настоящей модификации второе положение DP2 передачи определено как положение, в которое корпусы 22a, 22b подшипников вала перемещаются до тех пор, пока виртуальная линия VL1, соединяющая два пересечения P1 и P2 бревна PW, расположенного в направлении вращения под углом, равным углу наклона зажимных рычагов 56, 56 (углу наклона относительно вертикальной линии), не совпадет с центральными линиями 56c и 56c оси скольжения зажимных рычагов 56, 56.
[0156] В связи с этим определение, равен ли 1 флажок Fdp2 установки второго положения передачи на этапе S306 в технологической процедуре приведения в движение транспортировочного устройства для временного центрирования, которую выполняют с помощью электронного блока 8 управления устройства 1 обработки бревен вышеописанного варианта выполнения, выполняют путем определения, превышает ли расстояние перемещения корпусов 22a, 22b подшипников вала принятый максимальный диаметр из диаметров бревна PW, подлежащего подаче в устройство 1 обработки бревен, или равно ему, при этом расстояние перемещения получают посредством интегрированного значения импульсов, выходящих из угловых энкодеров двигателей M6, M6.
[0157] В настоящей модификации на этапе S414 в технологической процедуре приведения в движение устройства вращения бревна на Фиг. 9 бревно PW вращают под углом вращения так, что виртуальная линия VL1 лежит параллельно центральным линиям 56c, 56c оси скольжения зажимных рычагов 56, 56. Дополнительно в технологической процедуре приведения в движение маятникового транспортировочного устройства этапа S504 на Фиг. 11 зажимные рычаги 56, 56 приводят в движение путем приведения в действие двигателей (смотри Фиг. 3) так, что зажимные рычаги 56, 56 имеют положение, установленное на этапе S502.
[0158] В настоящем варианте выполнения корпусы 22a, 22b подшипников вала осуществляют возвратно-поступательное перемещение между вторым положением RP2 приема и вторым положением DP2 передачи с помощью цилиндров CL2a, CL2b с текучей средой (смотри Фиг. 1), но настоящее изобретение не ограничивается этим. Например, как показано в устройстве 520, 620 вращения бревна модификации, проиллюстрированной на Фиг. 36 и 37, могут быть использованы винтовые механизмы 530, 630 для перемещения корпусов 22a, 22b подшипников вала между вторым положением RP2 приема и вторым положением DP2 передачи.
[0159] Устройство 520 вращения бревна модифицированного примера является таким же, что и устройство 20 вращения бревна настоящего варианта выполнения, за исключением того, что цилиндры CL2a, CL2b с текучей средой (смотри Фиг. 1) заменены на винтовые механизмы 530, как показано на Фиг. 36.
В связи с этим такие же компоненты, что и у устройства 20 вращения бревна, в устройстве 520 вращения бревна обозначены такими же ссылочными позициями, и их подробное описание опускается, поскольку оно дублируется.
[0160] Винтовой механизм 530 содержит штоки 555, 555 с наружной резьбой, которые поддерживаются с возможностью вращения нижней рамой 12 так, чтобы продолжаться в направлении вдоль горизонтального направления из числа направлений транспортировки бревна PW, и двигатели M7, M7, соединенные с концами с одной стороны штоков 555, 555 с наружной резьбой. Штоки 555 и 555 с наружной резьбой входят в резьбовое зацепление с корпусами 22a, 22b подшипников вала. Таким образом, корпусы 22a, 22b подшипников вала могут осуществлять возвратно-поступательное перемещение между вторым положением RP2 приема и вторым положением DP2 передачи путем вращения штоков 555, 555 с наружной резьбой вперед и назад с помощью двигателей M7, M7. Двигатели M7, M7 имеют угловой энкодер (не показан) и способны распознавать положения корпусов 22a, 22b подшипников вала и перемещать корпусы 22a, 22b подшипников вала в желаемые положения.
[0161] Дополнительно, как показано на Фиг. 37, в устройстве 620 вращения бревна модификации корпусы 22a, 22b подшипников вала расположены на рельсах R1 с помощью монтажных оснований 634a, 634b и сцепляются со штоками 555, 555 с наружной резьбой. За исключением этого момента оно имеет такую же конфигурацию, что и устройство 520 вращения бревна модифицированного примера, описанного выше. В связи с этим из числа компонентов устройства 620 вращения бревна такие же компоненты, что и у устройства 520 вращения бревна, обозначены такими же ссылочными позициями, и их подробное описание опускается, поскольку оно дублируется.
[0162] Как показано на Фиг. 37, монтажные основания 634a, 634b имеют в общем L-образную форму, если смотреть сбоку (если смотреть в направлении, перпендикулярном как направлению осевой центральной линии штоков 555, 555 с наружной резьбой, так и вертикальному направлению). Монтажные основания 634a, 634b расположены на рельсах R1 с помощью направляемых скользящих участков 633a, 633b. Монтажные основания 634a, 634b имеют рельсы R6, R6, продолжающиеся в вертикальном направлении. Корпусы 22a, 22b подшипников вала сцепляются с рельсами с помощью направляемых скользящих участков 623a, 623b. Корпусы 22a, 22b подшипников вала входят в резьбовое зацепление со штоками 655 и 655 с наружной резьбой, которые соединены за одно целое с поворотным валом (не показан) двигателя M9, прикрепленного к монтажным основаниям 634a, 634b. То есть корпусы 22a, 22b подшипников вала установлены на монтажных основаниях 634a и 634b таким образом, что, когда двигатель M9 вращает штоки 655, 655 с наружной резьбой вперед и назад, корпусы 22a, 22b подшипников вала могут осуществлять возвратно-поступательное перемещение в вертикальном направлении относительно монтажных оснований 634a, 634b. Корпусы 22a, 22b подшипников вала входят в резьбовое зацепление со штоками 555, 555 с наружной резьбой, которые за одно целое соединены с поворотным валом (не показан) двигателей M8, M8, установленных на передней раме 14, и осуществляют возвратно-поступательное перемещение в направлении осевой центральной линии штоков 555, 555 с наружной резьбой на монтажных основаниях 634a, 634b, когда двигатели M8, M8 вращают штоки 555, 555 с наружной резьбой вперед и назад. Двигатели M8, M8, M9 и M9 имеют угловой энкодер (не показан) так, чтобы иметь способность распознавать положения корпусов 22a, 22b подшипников вала и перемещать корпусы 22a, 22b подшипников вала в горизонтальном направлении (направлении осевой центральной линии штоков 555, 555 с наружной резьбой) и вертикальном направлении (направлении осевой центральной линии штоков 555, 555 с наружной резьбой) в желаемые положения.
[0163] Согласно устройству 620 вращения бревна модификации, корпусы 22a, 22b подшипников вала не только осуществляют возвратно-поступательное перемещение между вторым положением RP2 приема и вторым положением DP2 передачи, но также способны осуществлять возвратно-поступательное перемещение в вертикальном направлении. В связи с этим, когда бревно PW передается с центрирующих шпинделей 24a, 24b на зажимные рычаги 56, 56 маятникового транспортировочного устройства 50, нет необходимости выполнять скольжение зажимных рычагов 56, 56. По этой причине зажимные рычаги 56, 56 могут быть неподвижны относительно держателей 54, 54 так, чтобы не иметь возможности скольжения.
[0164] В настоящем варианте выполнения внешнюю периферийную поверхность бревна PW измеряют путем измерения расстояния до внешней периферийной поверхности с помощью группы лазерных измерительных приборов 17a, расположенных с равными интервалами в продольном направлении соединительной балки 17, но настоящее раскрытие не ограничивается этим. Например, как показано на Фиг. 38, может быть принята конфигурация, в которой группа лазерных измерительных приборов 17a может быть заменена одним линейным лазером 717 и камерой 718, которая захватывает изображение бревна PW, облучаемого линейным лазером 717, так, что внешнюю периферийную форму бревна PW измеряют на основе изображения, снятого камерой 718.
[0165] В настоящем варианте выполнения транспортировочное устройство 40 для временного центрирования расположено ниже устройства 20 вращения бревна в вертикальном направлении, но настоящее раскрытие не ограничивается этим. Например, транспортировочное устройство 40 для временного центрирования может быть расположено выше устройства 20 вращения бревна в вертикальном направлении или расположено ближе по ходу в направлении транспортировки бревна PW в горизонтальном направлении устройства 20 вращения бревна.
[0166] В настоящем варианте выполнения бревно PW вращают один раз с помощью центрирующих шпинделей 24a, 24b для вычисления центральной линии оси резания бревна PW и бревно PW устанавливают под углом α вращения, соответствующим вычисленной центральной линии оси резания (этапы S406-S410), и затем корпусы 22a, 22b подшипников вала перемещают по направлению ко второму положению DP2 передачи (этап S412). Однако корпусы 22a, 22b подшипников вала могут быть перемещены по направлению ко второму положению DP2 передачи в то время, как бревно PW вращают один раз с помощью центрирующих шпинделей 24a, 24b для вычисления центральной линии оси резания бревна PW, и бревно PW устанавливают под углом α вращения, соответствующим вычисленной центральной линии оси резания. В этой конфигурации может быть дополнительно увеличено количество бревен, подлежащих подаче за единицу времени на первый и второй режущие шпиндели.
[0167] В настоящем варианте выполнения и вышеописанных модификациях устройство 1 обработки бревен содержит лущильный станок 6 для лущения шпона из бревна PW, но настоящее раскрытие не ограничивается этим. Например, вместо лущильного станка 6 для производства шпона устройство 1 обработки бревен может быть выполнено с возможностью содержания обрабатывающего средства для исключения неровного участка на внешней периферии бревна PW. В этом случае обрабатывающее средство содержит фрезу, которая приводится во вращение, вместо ножа 74.
[0168] Этот вариант выполнения показывает примерную форму выполнения настоящего раскрытия. В связи с этим настоящее раскрытие не ограничивается конфигурацией настоящего варианта выполнения. Соответствие между каждым компонентом настоящего варианта выполнения и каждым компонентом настоящего раскрытия показано ниже.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0169]
1 Устройство обработки бревен (устройство обработки бревен)
2 Загрузочное устройство лущильного станка (устройство подачи бревен)
4a Первый загрузочный конвейер (загрузочное устройство)
4b Второй загрузочный конвейер (загрузочное устройство)
6 Лущильный станок для производства шпона (обрабатывающее устройство)
8 Электронное устройство управления (блок управления, измерительный блок, блок хранения, вычислительный блок)
10 Рама
11 Выступающая часть
12 Нижняя рама
13 Соединительная балка
14 Передняя рама
14a Нижняя стенка
14b Вертикальная стенка
14c Вертикальная стенка
15 Задняя рама
15a Нижняя стенка
15b Вертикальная стенка
15c Вертикальная стенка
16 Промежуточная рама
17 Соединительная балка
17a Лазерное устройство измерения длины
18 Верхняя рама
20 Устройство вращения бревна
22a Корпус подшипника вала (центрирующий блок)
22b Корпус подшипника вала (центрирующий блок)
23a Скользящий участок с направляющей
23b Скользящий участок с направляющей
24a Центрирующий шпиндель (первый центрирующий шпиндель, второй центрирующий шпиндель)
24b Центрирующий шпиндель (второй центрирующий шпиндель, первый центрирующий шпиндель)
40 Транспортировочное устройство для временного центрирования (блок подачи бревен)
42 Секция размещения (секция размещения)
42a Поверхность размещения
43 Скользящий участок с направляющей
44 Шток с наружной резьбой
50 Маятниковое транспортировочное устройство (транспортировочный блок)
52 Поворотная рама
52a Ось вращения
52a’ Центральная линия оси вращения
53 Корпус подшипника вала
54 Держатель
54a Скользящий участок с направляющей
56 Зажимной рычаг (первый зажимной рычаг, второй зажимной рычаг)
56a Скользящий участок с направляющей
56b Зубец
56c Центральная линия оси скольжения
62 Звездочка
64 Зубец
72a Режущий шпиндель (первый режущий шпиндель, второй режущий шпиндель)
72b Режущий шпиндель (второй режущий шпиндель, первый режущий шпиндель)
74 Нож (лезвие)
132 Верхняя секция размещения
140 Транспортировочное устройство для временного центрирования (блок подачи бревен)
230 Измерительный датчик
262 Неподвижный V-образный стол
262a Поверхность размещения
302 Загрузочное устройство лущильного станка (устройство подачи бревен)
350 Линейное транспортировочное устройство (транспортировочный блок)
352 Подвижная балка
352a Скользящий элемент с направляющей
355 Шток с наружной резьбой
357 Монтажное основание
402 Загрузочное устройство лущильного станка (устройство подачи бревен)
450 Неподвижное транспортировочное устройство (транспортировочный блок)
452 Неподвижная балка
455 Шток с наружной резьбой
520 Устройство вращения бревна
530 Резьбовой механизм
555 Шток с наружной резьбой
620 Устройство вращения бревна
623a Скользящий участок с направляющей
623b Скользящий участок с направляющей
630 Резьбовой механизм
633a Скользящий участок с направляющей
633b Скользящий участок с направляющей
634a Монтажное основание
634b Монтажное основание
655 Шток с наружной резьбой
717 Линейный лазер
718 Камера
PW Бревно (бревно)
S1 Датчик (датчик обнаружения бревна)
S2 Датчик
S3 Датчик (измерительный блок)
S4 Датчик
RP1 Первое положение приема (первое положение приема)
RP2 Второе положение приема (второе положение приема, положение приема)
DP1 Первое положение передачи (первое положение передачи)
DP2 Второй положение передачи (второе положение передачи, положение передачи)
R1 Рельс
R2 Рельс
R3 Рельс
R4 Рельс
R5 Рельс
CL1a Цилиндр с текучей средой
CL1b Цилиндр с текучей средой
CL2a Цилиндр с текучей средой (приводной блок)
CL2b Цилиндр с текучей средой (приводной блок)
CL3a Цилиндр с текучей средой
CL3b Цилиндр с текучей средой
CL4a Цилиндр с текучей средой
CL4b Цилиндр с текучей средой
M1 Двигатель
M2 Двигатель
M3 Двигатель
M4 Двигатель
M5 Двигатель
M6 Двигатель
M7 Двигатель
M8 Двигатель
M9 Двигатель
Bp Базовая линия (базовый участок)
Bp2 Базовая линия
Bpf Базовая линия
VVL Виртуальная вертикальная линия
CH Цепь
P1 Пересечение
P2 Пересечение
Hss Высота в вертикальном направлении от датчика S1 до центральной линии оси вращения центрирующего шпинделя (седьмое расстояние)
Hbp Высота, на которую базовая линия Bp переместилась (величина перемещения)
Hs1 Высота в вертикальном направлении от базовой линии Bp до датчика S1 (шестое расстояние)
Hbc Высота от базовой линии Bp до центральной линии временной оси вращения бревна PW
L1 Расстояние от центральной точки временного диаметра бревна до виртуальной вертикальной линии
L2 Расстояние, на которое секции размещения требуется перемещать так, чтобы центральная линия временной оси вращения бревна PW выравнивалась с центральной линией оси вращения центрирующих шпинделей
2θ Угол раскрытия поверхности размещения секции размещения (геометрическая форма секции размещения)
r Виртуальный диаметр бревна (виртуальный диаметр бревна)
VC Виртуальная окружность
α Угол вращения
β Угол поворота
VL1 Виртуальная вертикальная линия
Fs Флажок передачи второго загрузочного конвейера
Frp1 Флажок установки первого положения приема
Fvvl Флажок завершения загрузки
Fcs Флажок удержания центрирующими шпинделями
Fdp2 Флажок установки второго положения передачи
Fdp1 Флажок установки первого положения передачи
Frp2 Флажок установки второго положения приема
Fsa Флажок удержания зажимными рычагами
Hfs Высота в вертикальном направлении от базовой линии Bpf до центральной линии оси вращения центрирующего шпинделя
Hbb Расстояние между базовой линией Bpf и базовой линией Bp на секции размещения в исходном положении
Hbs Высота в вертикальном направлении от базовой линии Bpf до измерительного датчика (четвертое расстояние)
Hbc Высота от базовой линии Bp до центральной линии временной оси вращения бревна PW (первое расстояние)
Hfc Высота от базовой линии Bpf до центральной линии временной оси вращения бревна
Hp Расстояние до бревна, измеренное измерительным датчиком
d* Допустимое расстояние подъема секций размещения (безопасное расстояние)
di-1 Временный диаметр бревна, транспортируемого во второе положение приема (первый временный диаметр)
di Временный диаметр бревна, транспортируемого со второго загрузочного конвейера в секцию размещения (второй временный диаметр)
Sv Безопасное значение
BL Расстояние перемещения (второе расстояние)
ds Безопасное расстояние (безопасное расстояние)
dc* Допустимое расстояние подъема секций размещения (пятое расстояние)
Hc Высота (третье расстояние) от центральной линии временной оси вращения бревна PW до центральной линии оси вращения центрирующих шпинделей 24a, 24b во втором положении RP2 приема
B1 Расстояние
B2 Расстояние.
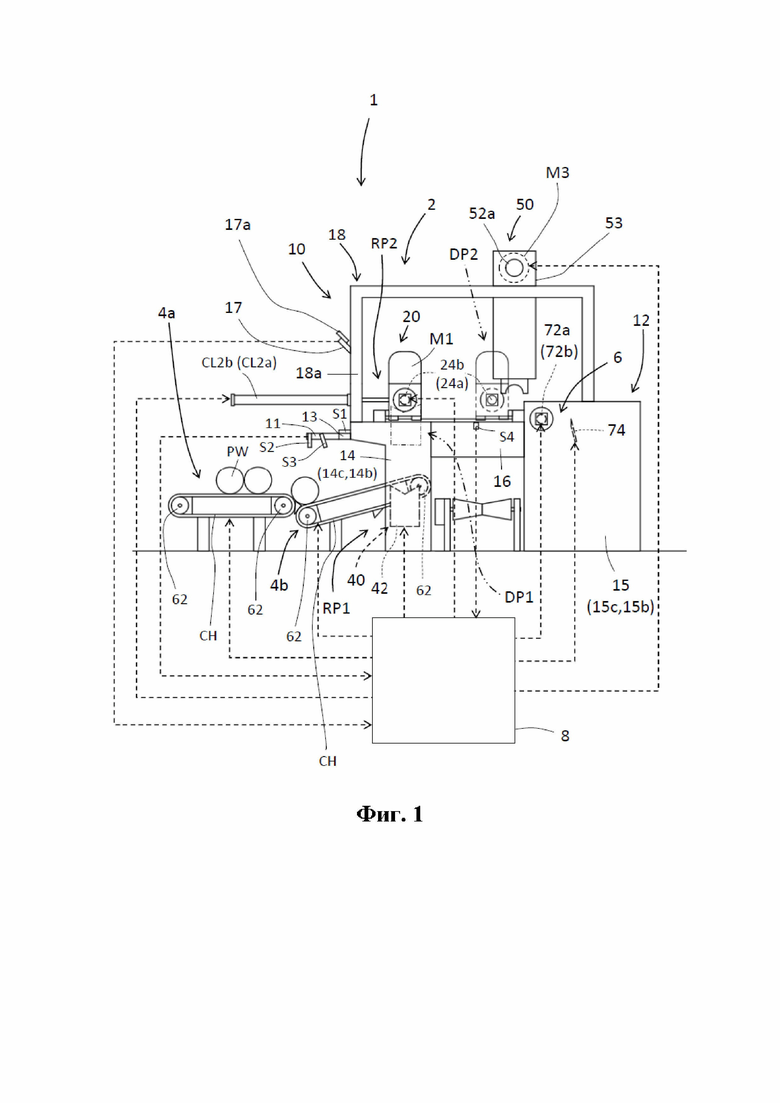
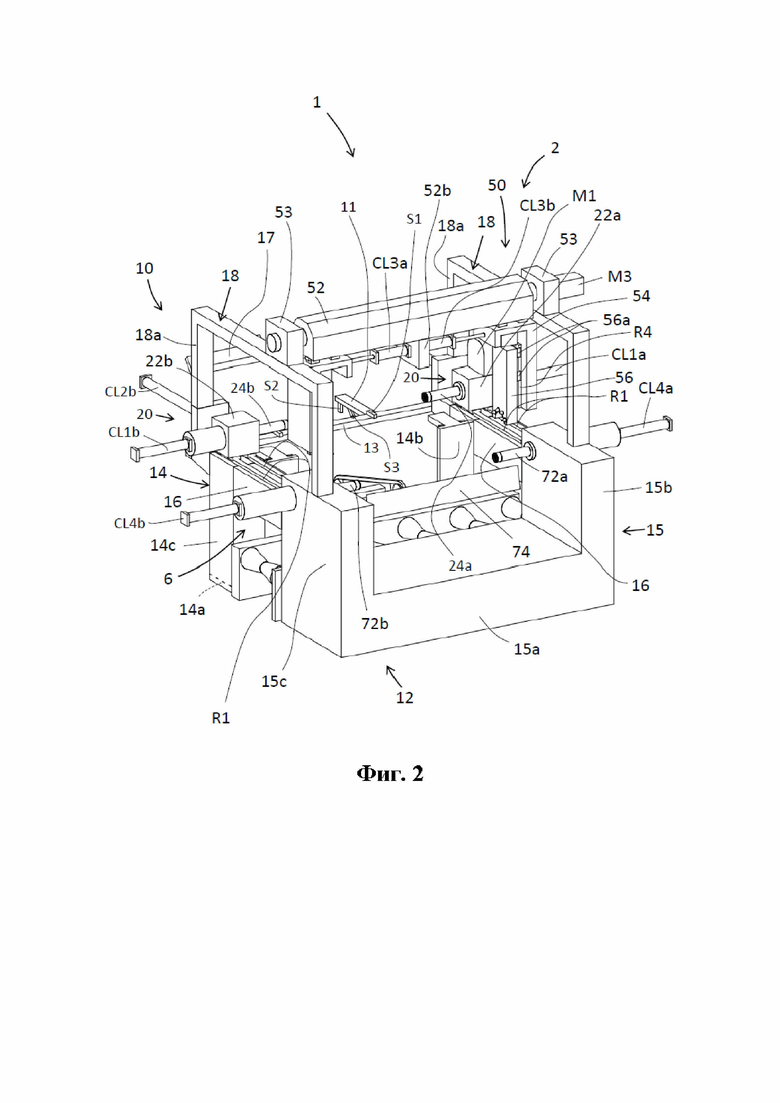
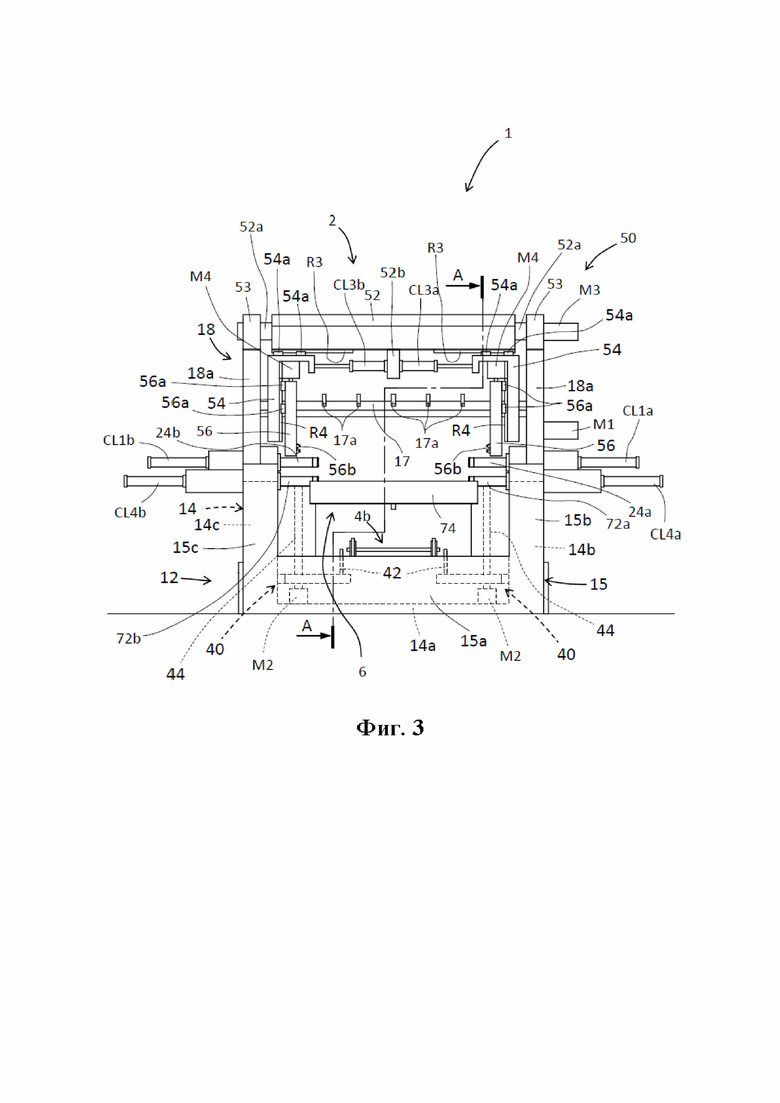
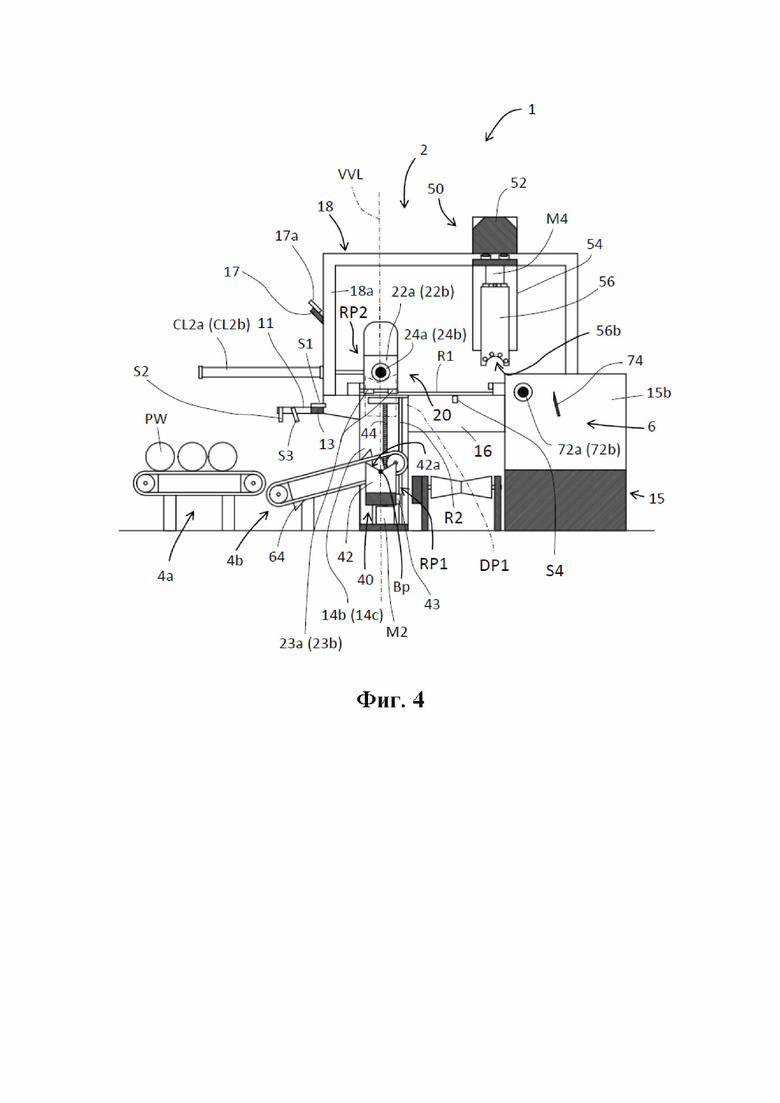
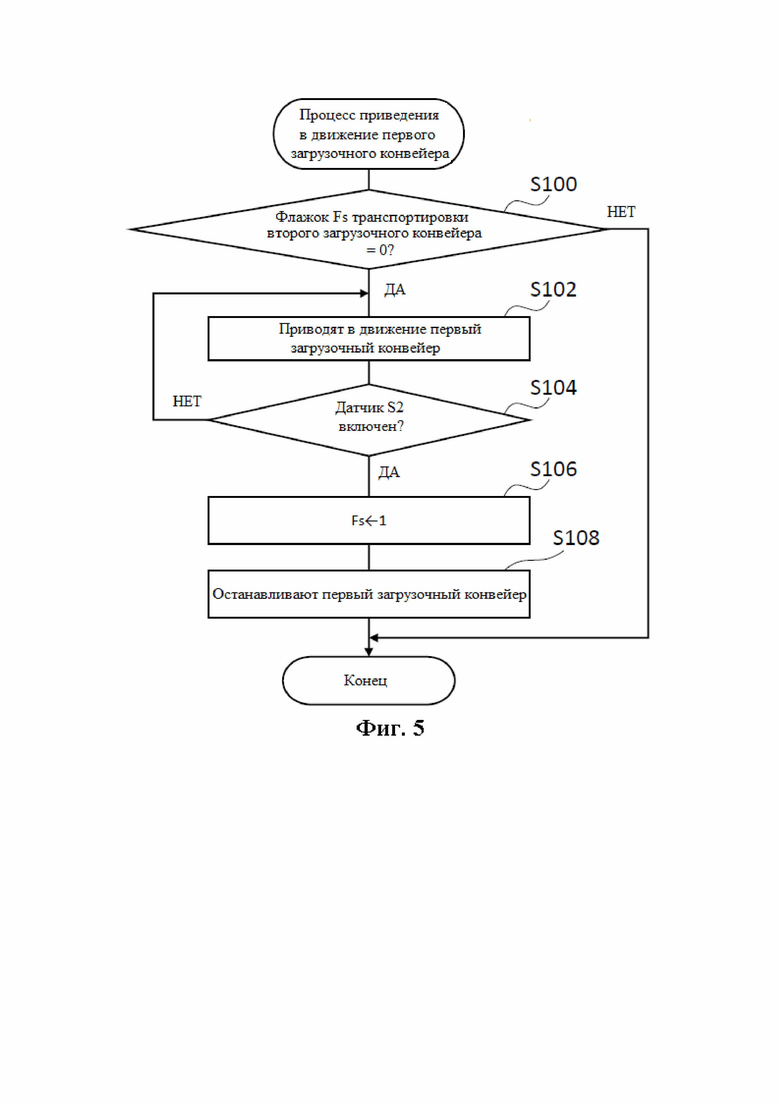
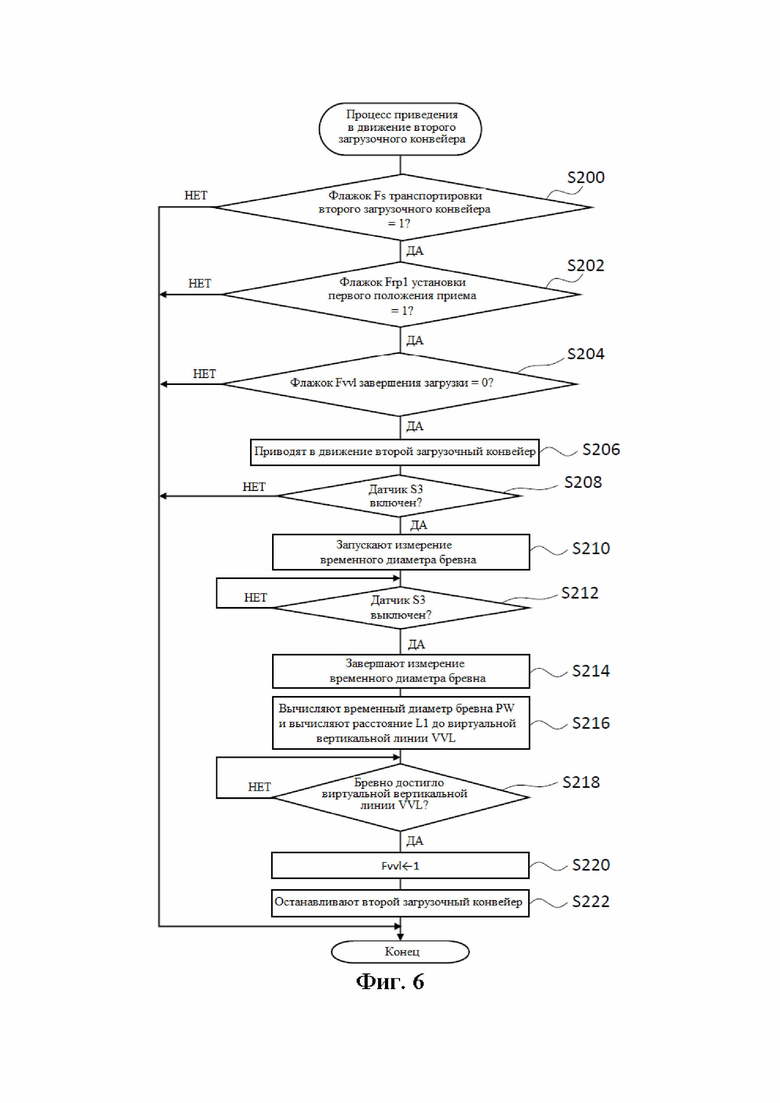
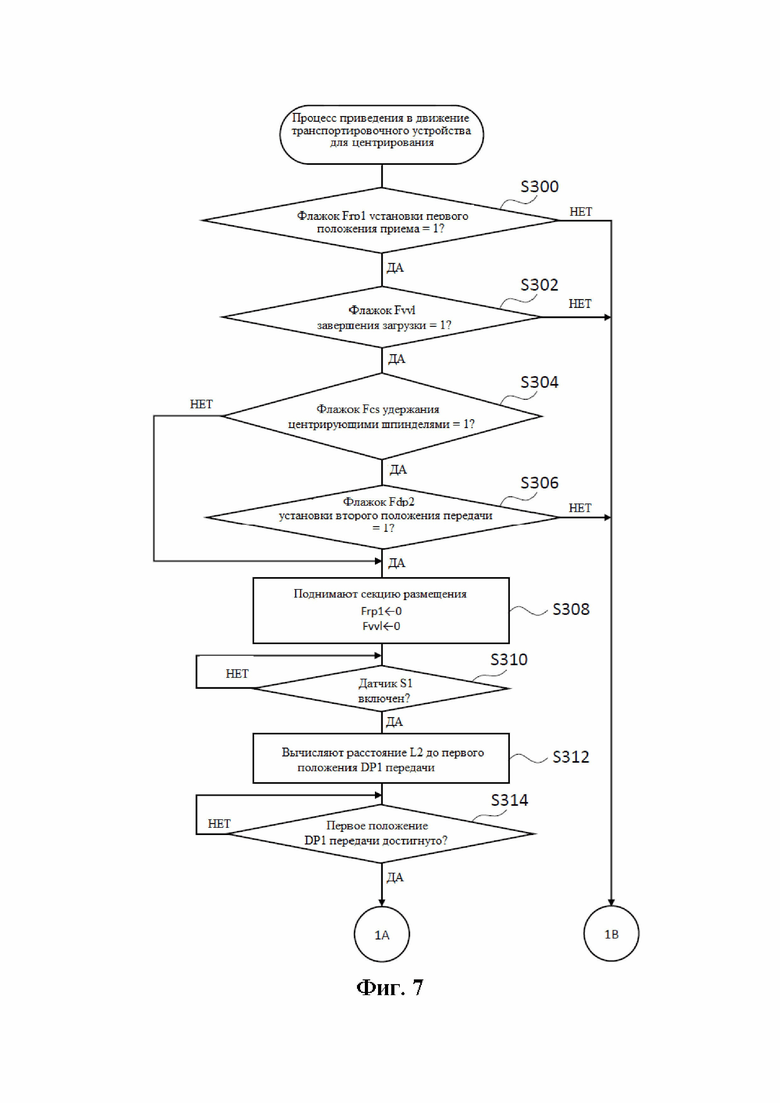

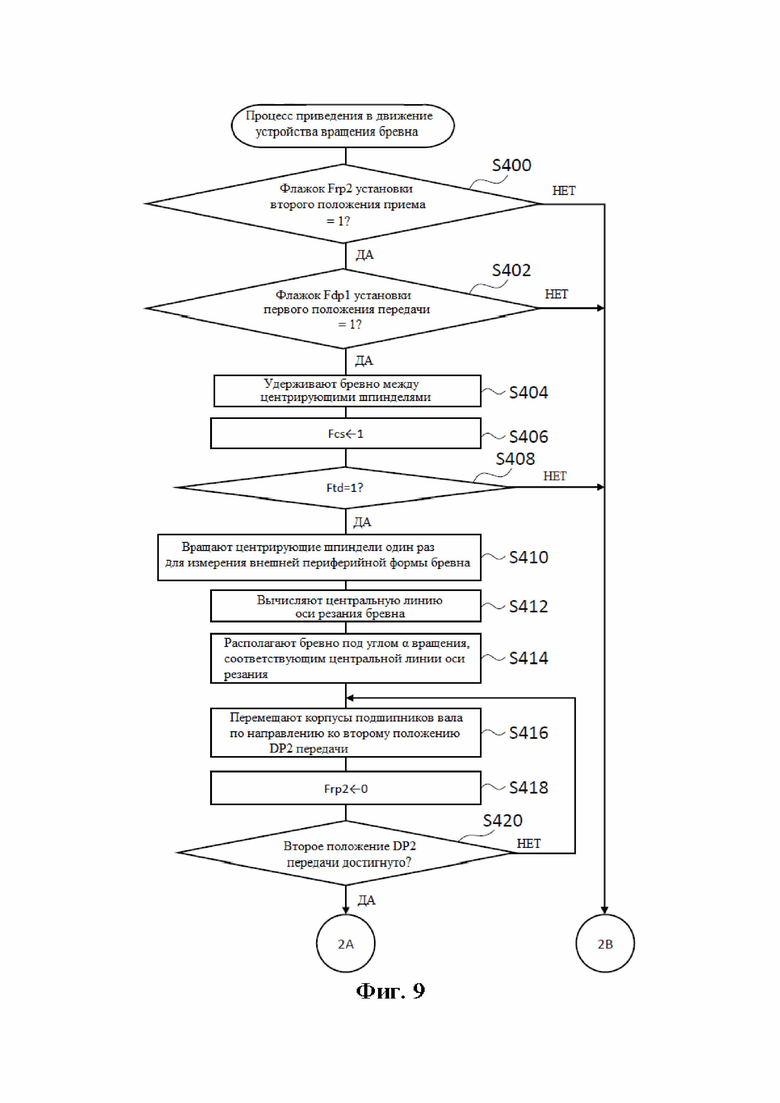
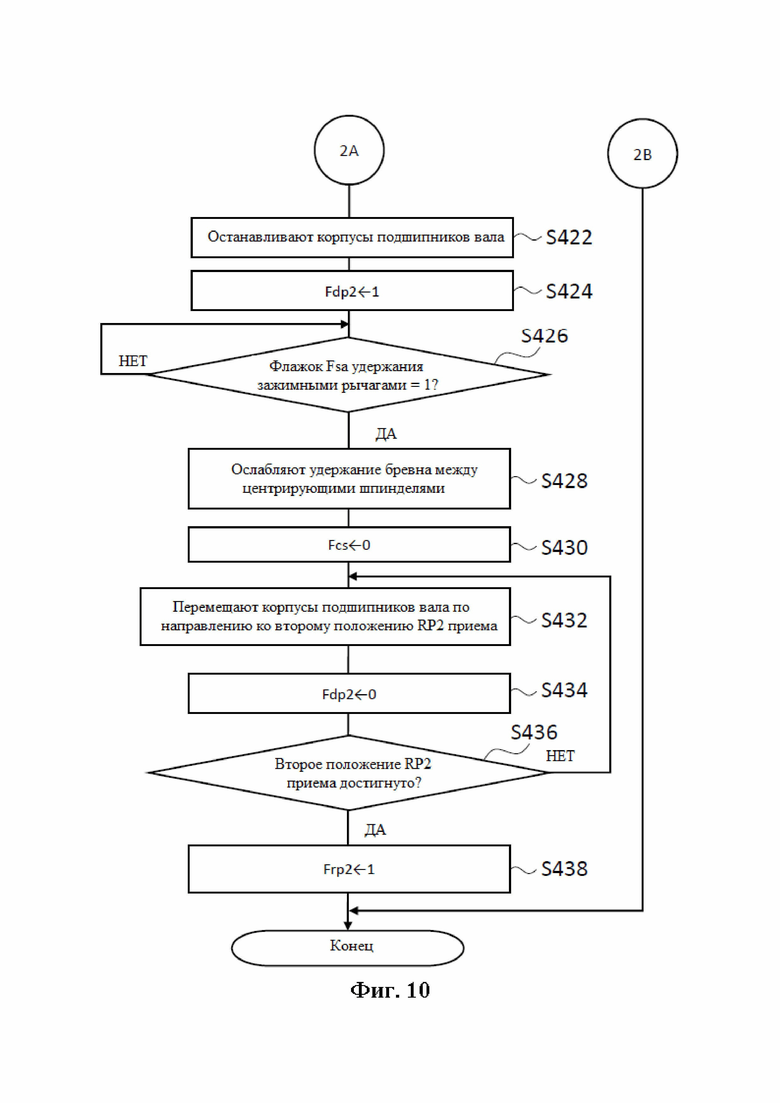
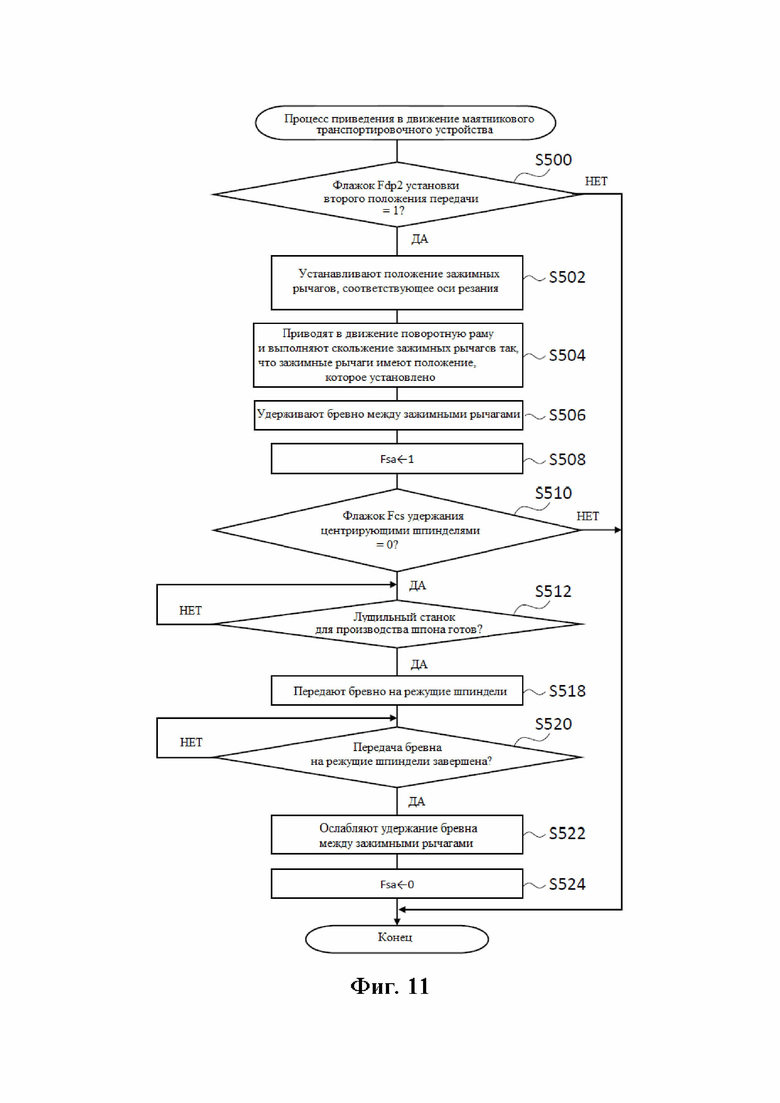
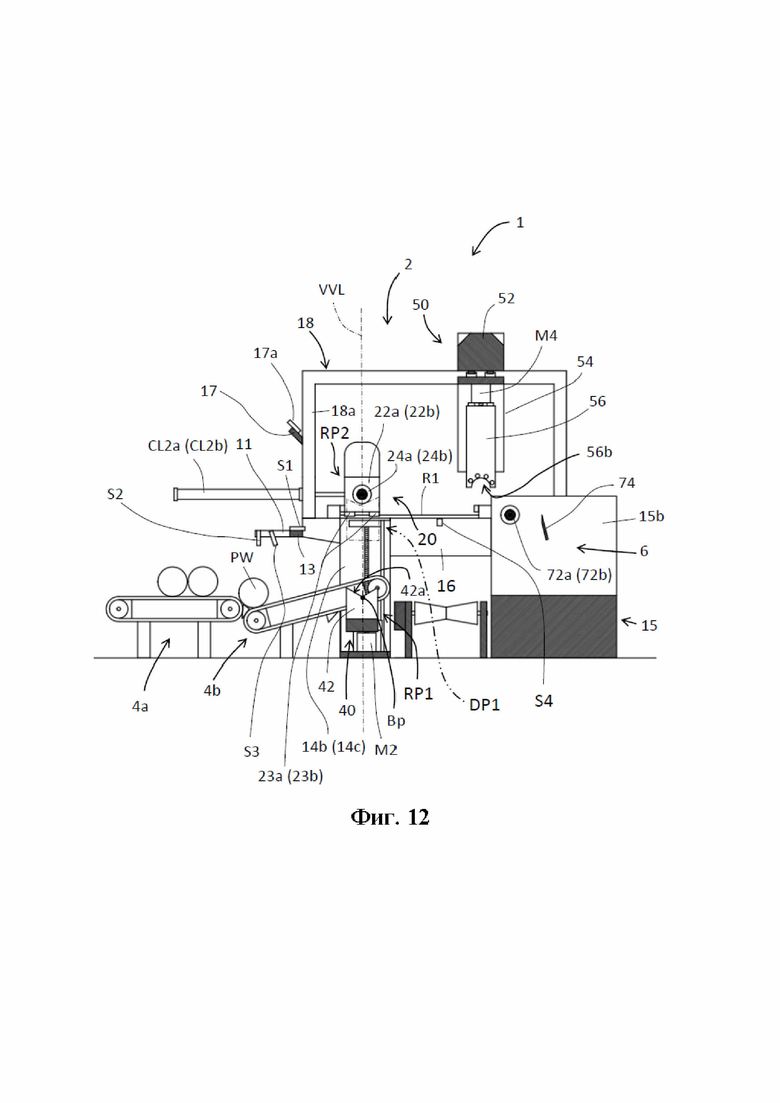
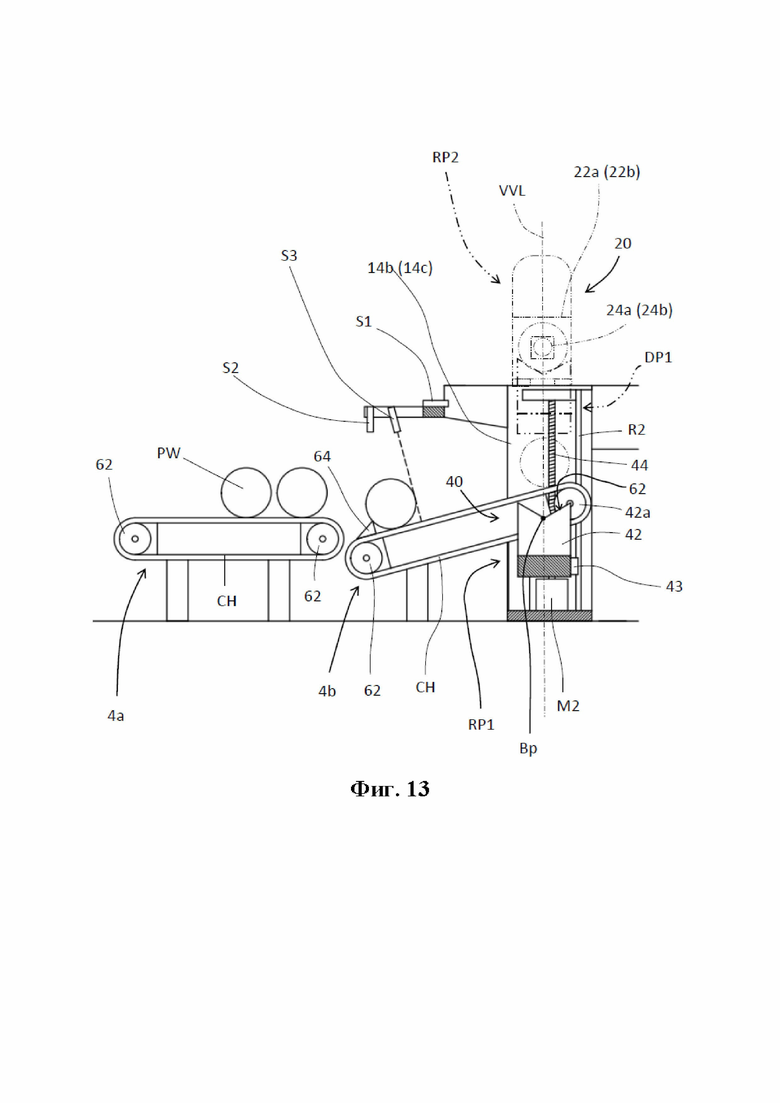




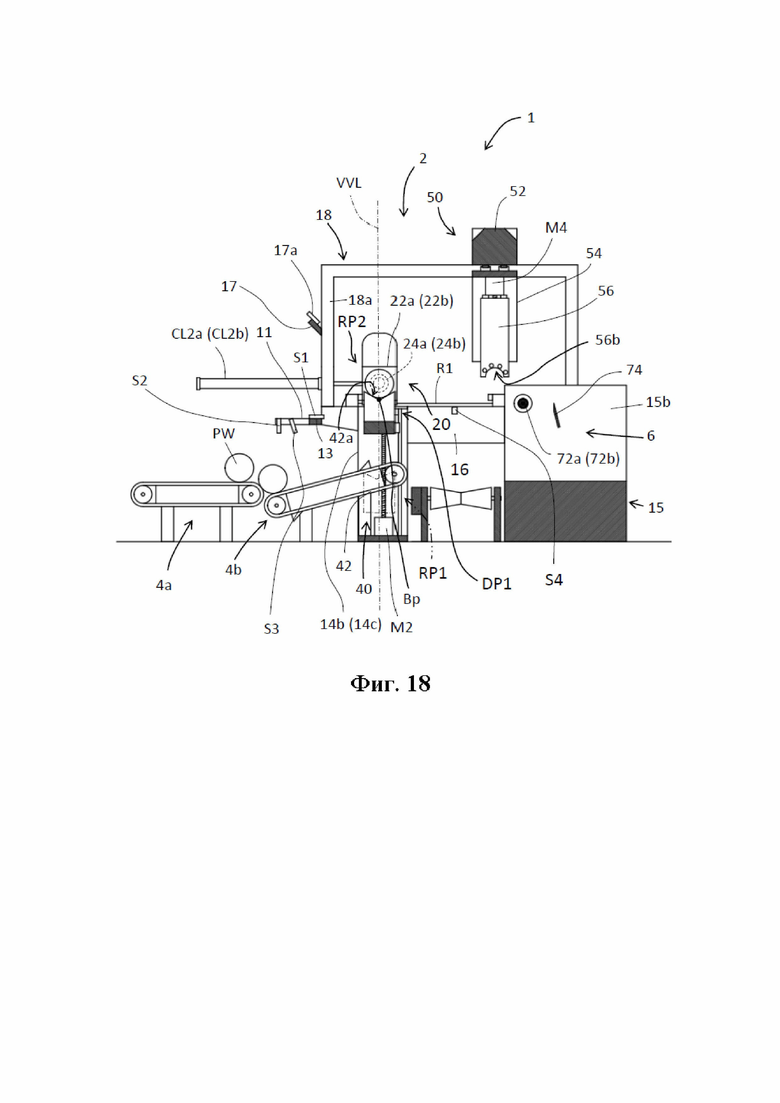
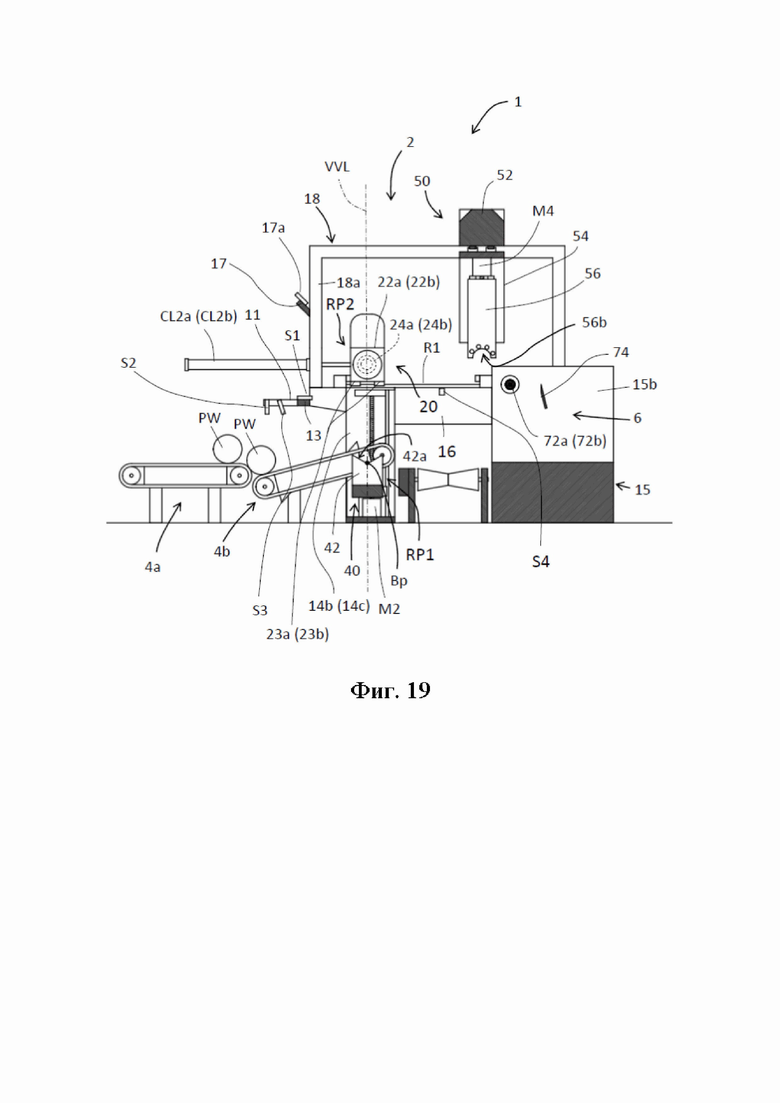



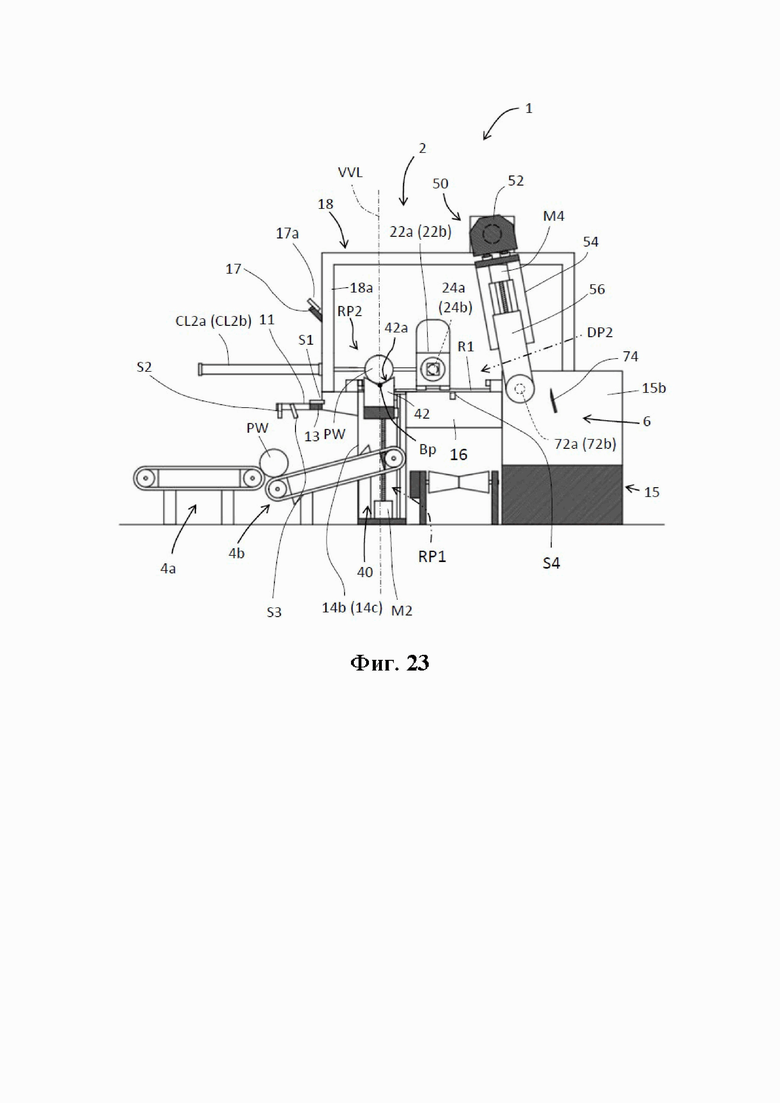
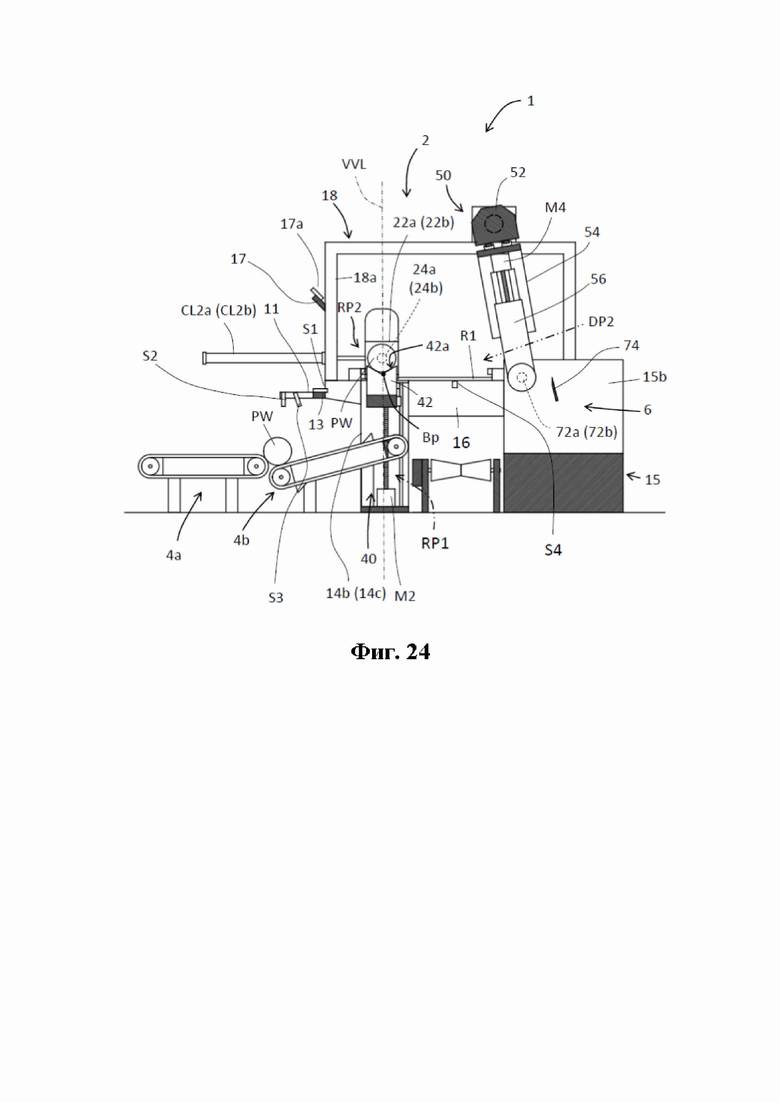
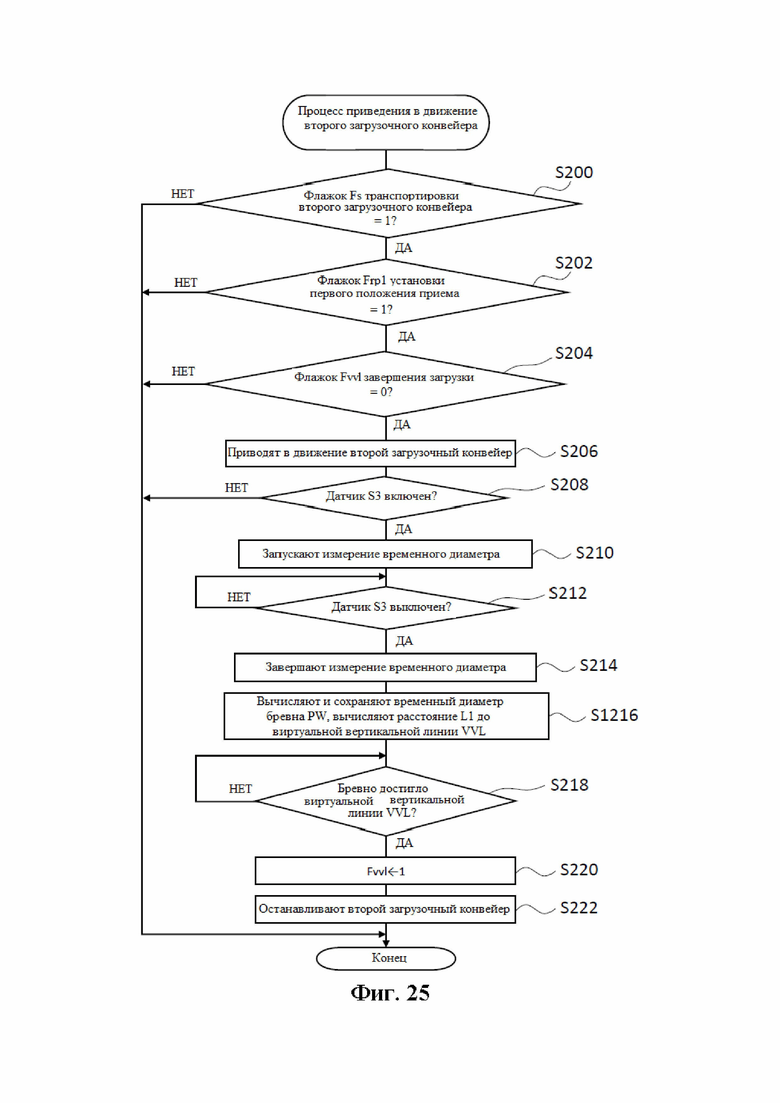
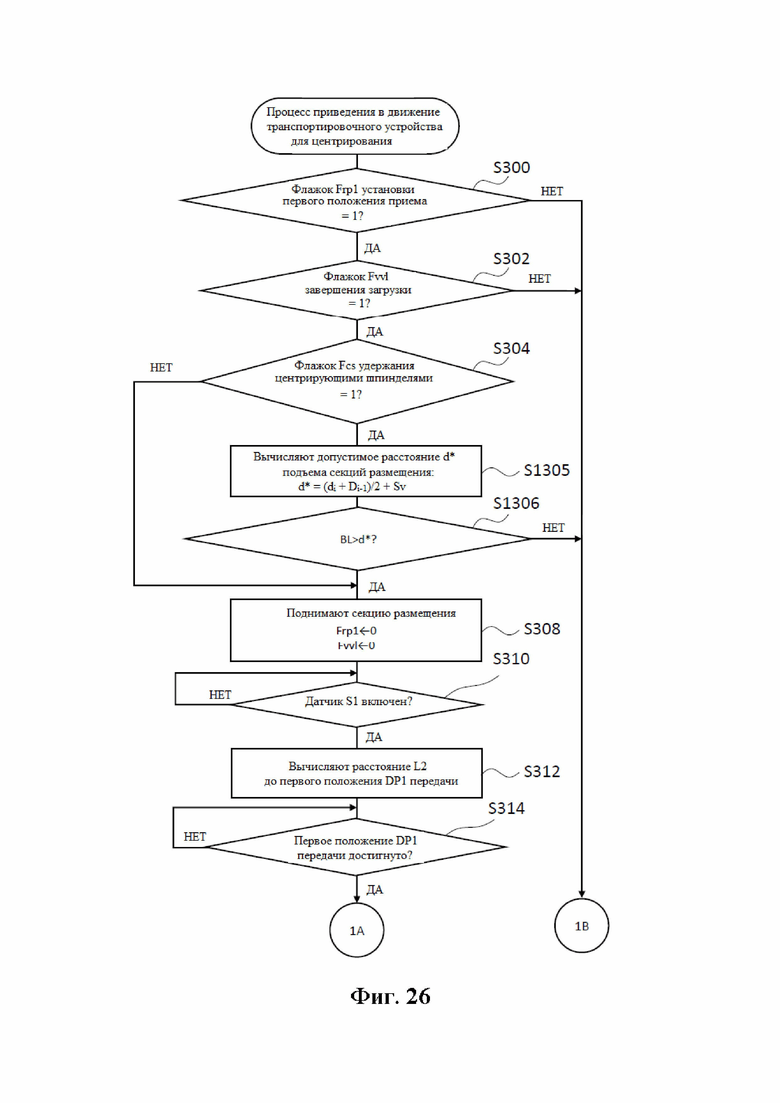

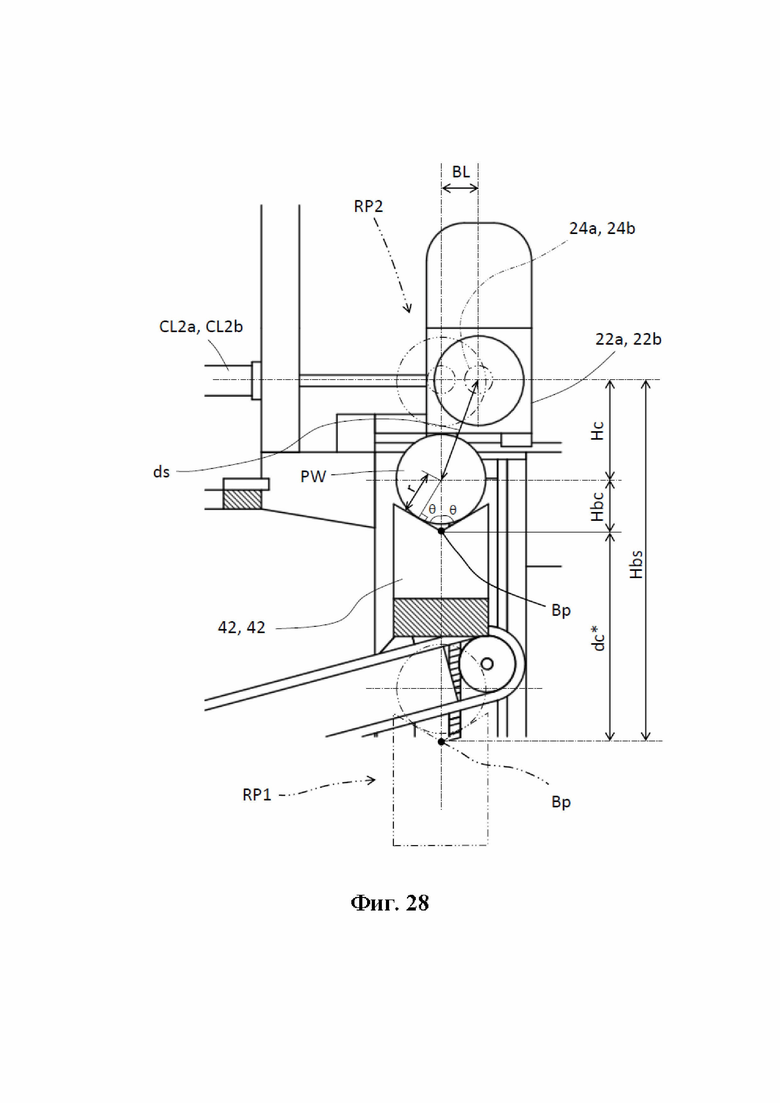

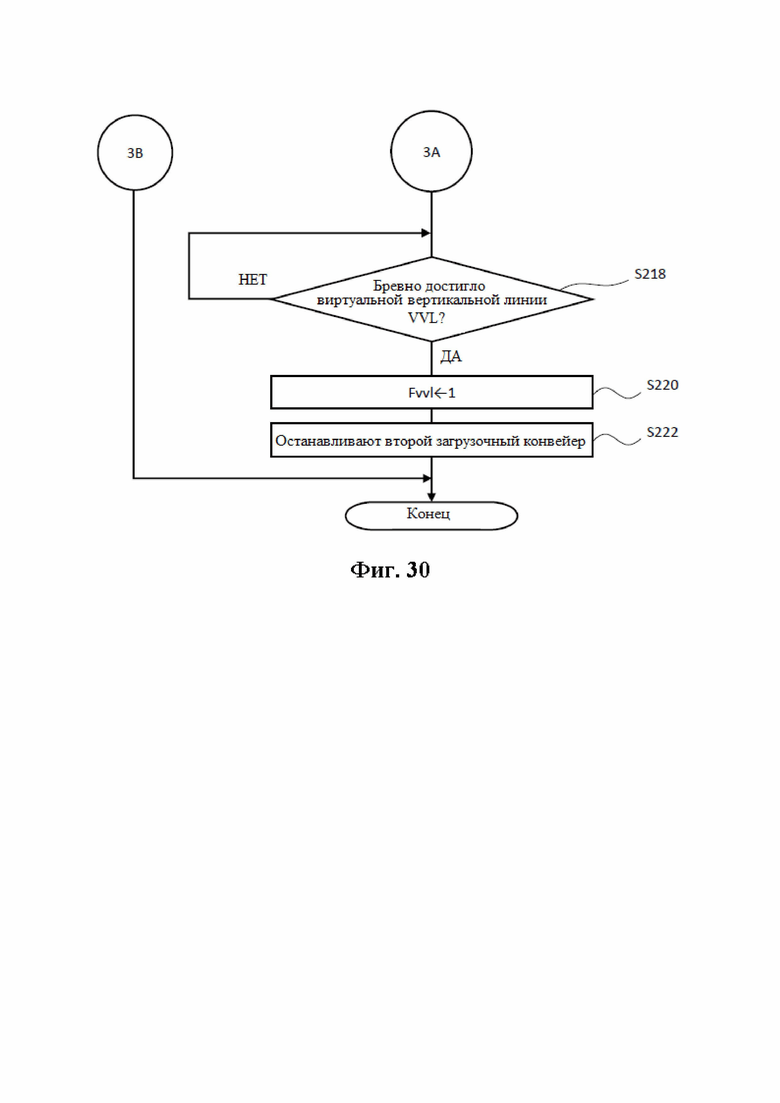
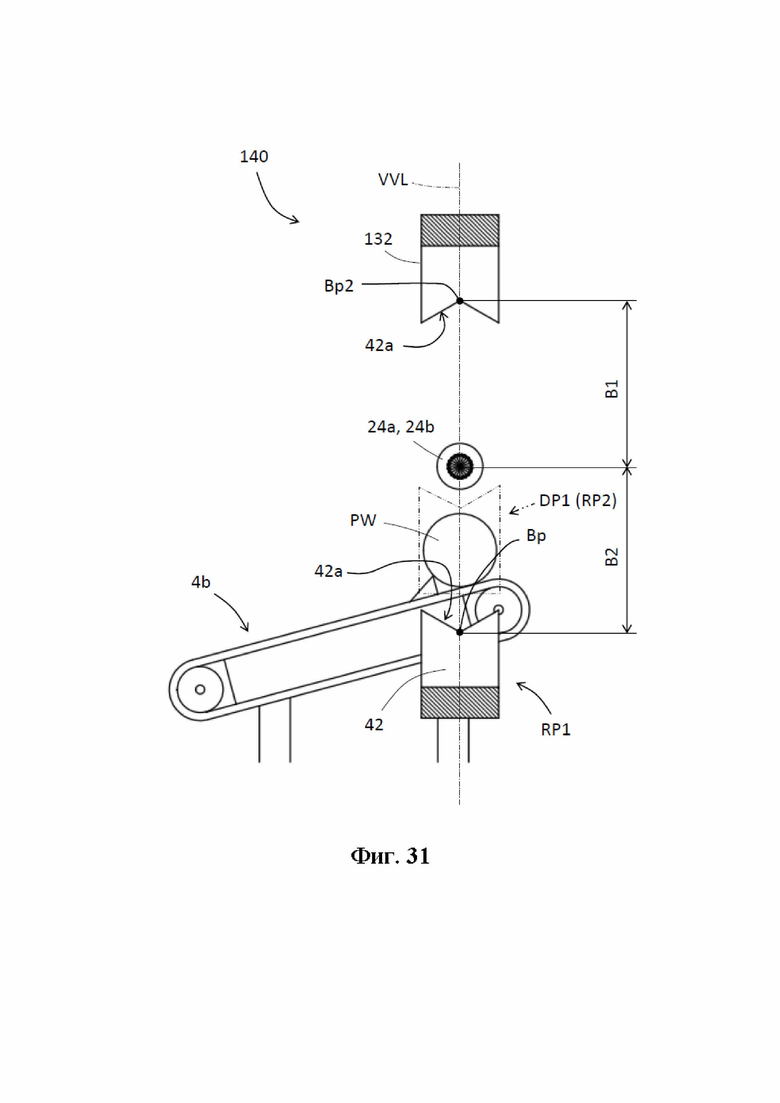
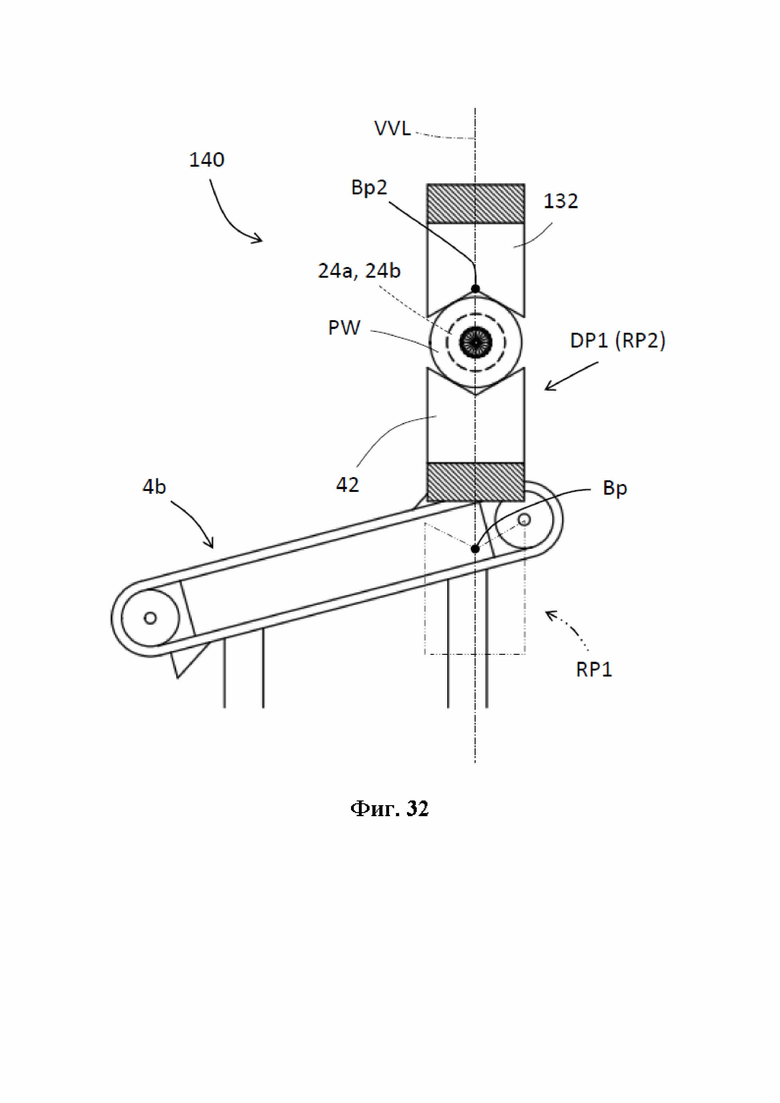
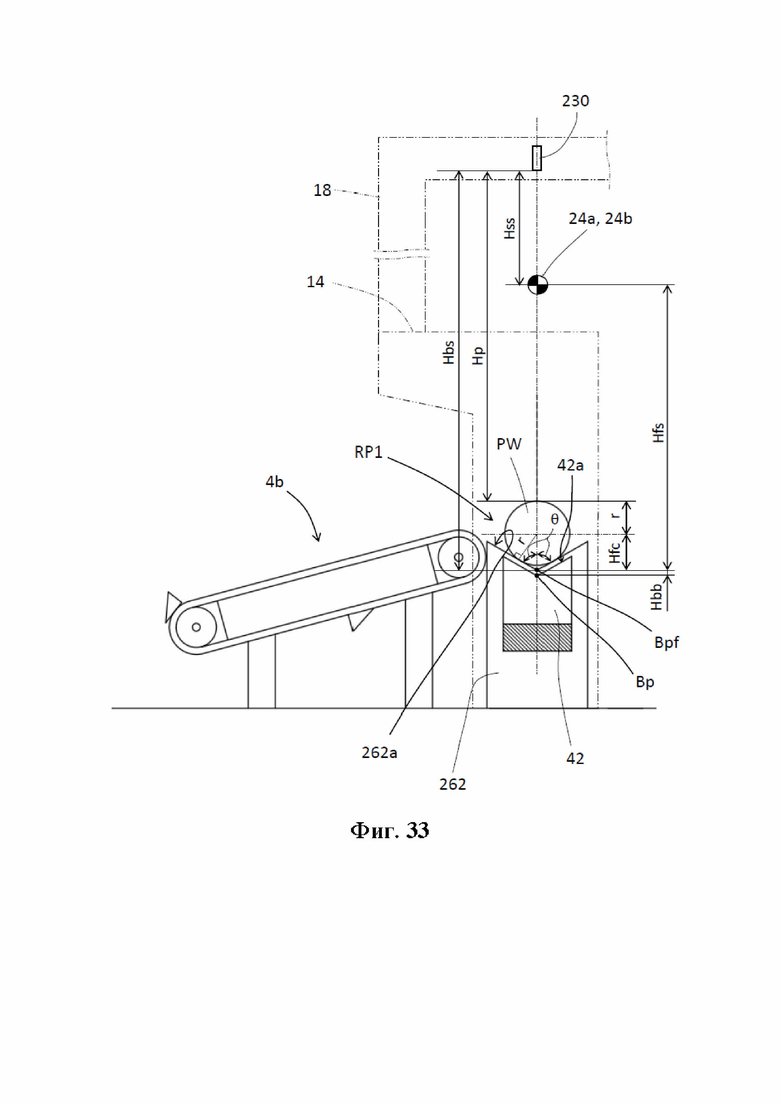
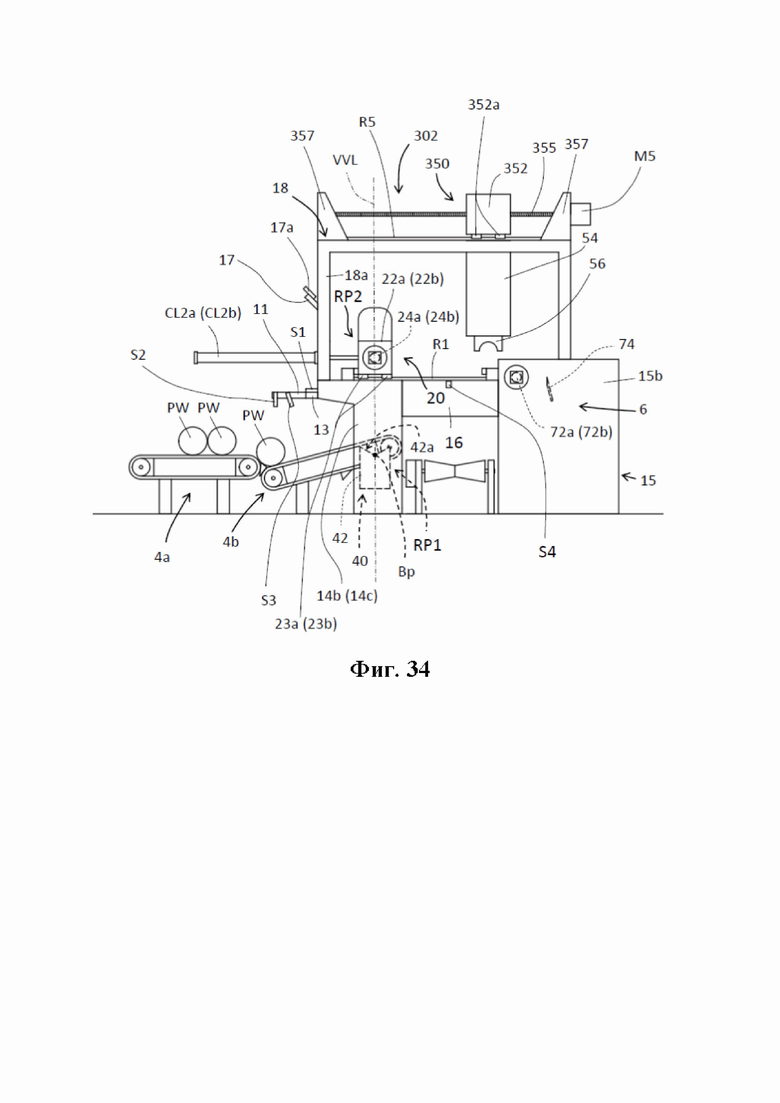

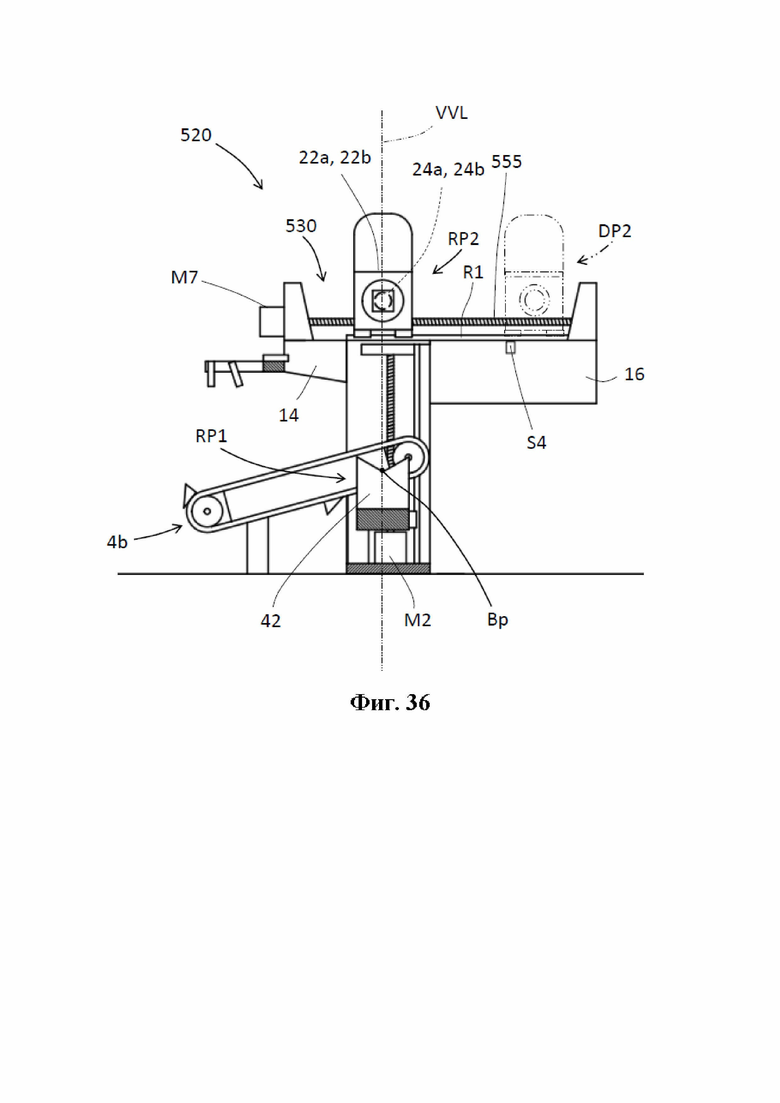

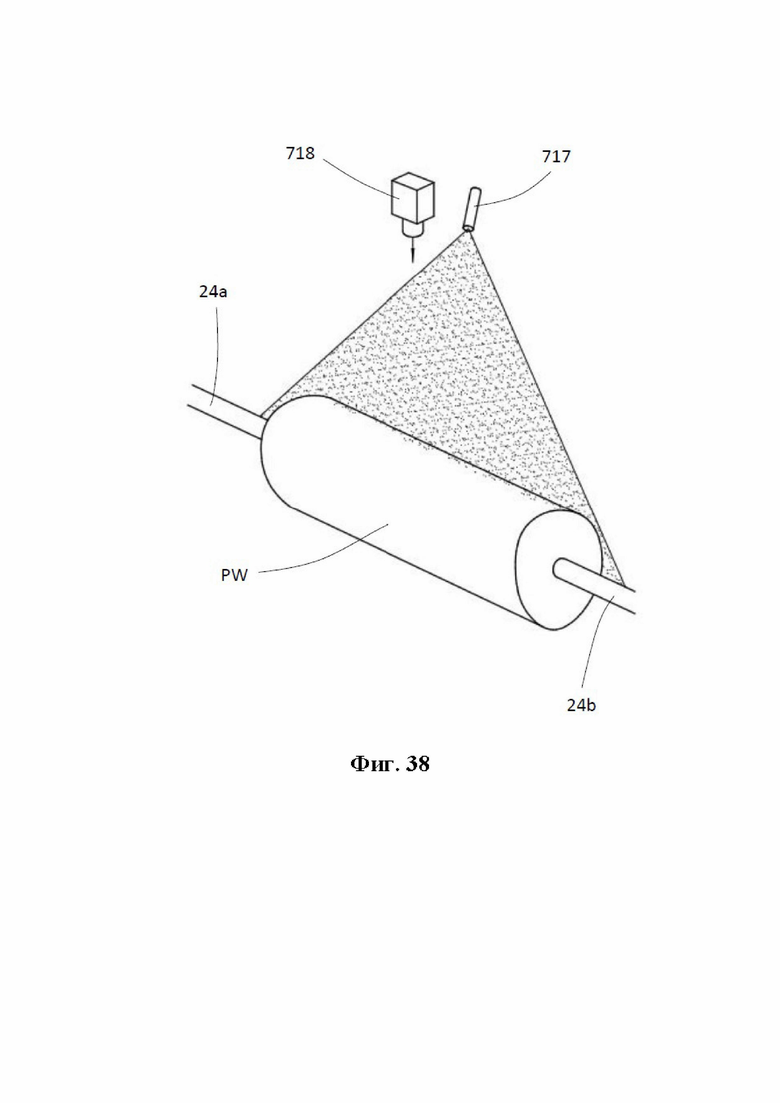
Группа изобретений относится к деревообрабатывающей промышленности. Устройство подачи бревен включает центрирующий блок, блок подачи бревен, транспортировочный блок, приводной блок и контроллер. Контроллер выполнен с возможностью приведения блока подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели после перемещения центрирующего блока на расстояние, равное или превышающее максимальный диаметр бревна, из второго положения приема дальше по ходу в направлении транспортировки бревна. Второй вариант устройства подачи бревен включает центрирующий блок, блок подачи бревен, транспортировочный блок, приводной блок, измерительный блок, и контроллер, содержащий блок хранения измеренного временного диаметра бревна и вычислительный блок для вычисления безопасного расстояния. Устройство обработки бревен включает устройство подачи бревен и обрабатывающее устройство, содержащее первый и второй режущие шпиндели, и лезвие для обработки бревна, при этом обрабатывающее устройство расположено по ходу после устройства подачи бревен в направлении транспортировки бревна. Повышается производительность устройства подачи бревен. 5 н. и 9 з.п. ф-лы, 38 ил.
1. Устройство подачи бревен для подачи бревна на первый и второй режущие шпиндели, выполненные с возможностью удержания бревна между ними на первой и второй торцевых поверхностях бревна в продольном направлении бревна, включающее: центрирующий блок, расположенный по ходу перед первым и вторым режущими шпинделями в направлении транспортировки бревна, содержащий первый и второй центрирующие шпиндели, выполненные с возможностью удержания бревна между ними на первой и второй торцевых поверхностях; блок подачи бревен, расположенный по ходу перед центрирующим блоком в направлении транспортировки бревна, выполненный с возможностью возвратно-поступательного перемещения между первым положением приема для приема бревна и первым положением передачи, расположенным по ходу после указанного первого положения приема в направлении транспортировки для передачи бревна на первый и второй центрирующие шпиндели; транспортировочный блок, содержащий первый и второй зажимные рычаги, выполненные с возможностью зажима бревна, расположенный между первым и вторым центрирующими шпинделями и первым и вторым режущими шпинделями, с возможностью транспортировки бревна с первого и второго центрирующих шпинделей на первый и второй режущие шпиндели; приводной блок, который соединен с центрирующим блоком и заставляет центрирующий блок осуществлять перемещение так, что первый и второй центрирующие шпиндели перемещаются возвратно-поступательно между вторым положением приема, при котором первый и второй центрирующие шпиндели принимают бревно от блока подачи бревен, и вторым положением передачи, при котором первый и второй центрирующие шпиндели передают бревно на первый и второй зажимные рычаги, при этом второе положение передачи находится в стороне от второго положения приема на расстоянии, равном или превышающем максимальный диаметр бревна в направлении транспортировки; и контроллер, выполненный с возможностью, когда первый и второй центрирующие шпиндели не удерживают бревно, приведения блока подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели независимо от положения центрирующего блока, при этом контроллер дополнительно выполнен с возможностью, когда первый и второй центрирующие шпиндели удерживают бревно, приведения блока подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели после перемещения центрирующего блока на расстояние, равное или превышающее максимальный диаметр бревна, из второго положения приема дальше по ходу в направлении транспортировки бревна.
2. Устройство подачи бревен по п. 1, дополнительно включающее: блок загрузки бревен, выполненный с возможностью загрузки бревна в блок подачи бревен, при этом контроллер выполнен с возможностью, когда первый и второй центрирующие шпиндели не удерживают бревно, загрузки бревна на блок подачи бревен, расположенный в первом положении приема, независимо от положения центрирующего блока, и выполнен с возможностью, когда первый и второй центрирующие шпиндели удерживают бревно, управления блоком загрузки бревен для загрузки бревна на блок подачи бревен, расположенный в первом положении приема, после перемещения центрирующего блока на расстояние, равное или превышающее максимальный диаметр бревна, из второго положения приема дальше по ходу в направлении транспортировки бревна.
3. Устройство подачи бревен для подачи бревна на первый и второй режущие шпиндели, выполненные с возможностью удержания бревна между ними на первой и второй торцевых поверхностях бревна в продольном направлении бревна, включающее: центрирующий блок, расположенный по ходу перед первым и вторым режущими шпинделями в направлении транспортировки бревна, содержащий первый и второй центрирующие шпиндели, выполненные с возможностью удержания бревна между ними на первой и второй торцевых поверхностях; блок подачи бревен, расположенный по ходу перед центрирующим блоком в направлении транспортировки бревна, выполненный с возможностью возвратно-поступательного перемещения между первым положением приема для приема бревна и первым положением передачи, расположенным по ходу после указанного первого положения приема в направлении транспортировки для передачи бревна на первый и второй центрирующие шпиндели; транспортировочный блок, содержащий первый и второй зажимные рычаги, выполненные с возможностью зажима бревна, расположенный между первым и вторым центрирующими шпинделями и первым и вторым режущими шпинделями, с возможностью транспортировки бревна с первого и второго центрирующих шпинделей на первый и второй режущие шпиндели; приводной блок, который соединен с центрирующим блоком и заставляет центрирующий блок осуществлять перемещение так, что первый и второй центрирующие шпиндели перемещаются возвратно-поступательно между вторым положением приема, при котором первый и второй центрирующие шпиндели принимают бревно от блока подачи бревен, и вторым положением передачи, при котором первый и второй центрирующие шпиндели передают бревно на первый и второй зажимные рычаги, при этом второе положение передачи находится в стороне от второго положения приема на расстоянии, равном или превышающем максимальный диаметр бревна в направлении транспортировки; и измерительный блок, расположенный по ходу перед первым положением приема в направлении транспортировки бревна и выполненный с возможностью измерения временного диаметра бревна; и контроллер, содержащий блок хранения, выполненный с возможностью хранения измеренного временного диаметра бревна, и вычислительный блок, выполненный с возможностью вычисления безопасного расстояния, которое равно или превышает значение, полученное путем деления на два суммы первого временного диаметра бревна, в данный момент удерживаемого между первым и вторым центрирующими шпинделями, и второго временного диаметра нового бревна, подлежащего подаче в первое положение приема, из числа временных диаметров, сохраненных в указанном блоке хранения, контроллер, выполненный с возможностью, когда первый и второй центрирующие шпиндели не удерживают бревно, приведения блока подачи бревен в движение по направлению к первому положению передачи для подачи нового бревна на первый и второй центрирующие шпиндели независимо от положения центрирующего блока, при этом контроллер дополнительно выполнен с возможностью, когда первый и второй центрирующие шпиндели удерживают бревно, приведения блока подачи бревен в движение по направлению к первому положению передачи на основе расстояния, после перемещения центрирующего блока из второго положения приема по направлению ко второму положению передачи, и также на основе безопасного расстояния.
4. Устройство подачи бревен по п. 3, в котором контроллер выполнен с возможностью приведения блока подачи бревен в движение по направлению к первому положению передачи, когда первый и второй центрирующие шпиндели удерживают бревно, после перемещения центрирующего блока на безопасное расстояние из второго положения приема во второе положение передачи.
5. Устройство подачи бревен по п. 3, в котором блок подачи бревен содержит секцию размещения, на которой размещено бревно, имеющую базовый участок, который является базой для вычисления центральной линии временной оси вращения бревна, и контроллер выполнен с возможностью вычисления первого расстояния от базового участка до центральной линии временной оси вращения нового бревна, размещенного на секции размещения, посредством второго временного диаметра и геометрической формы секции размещения, когда первый и второй центрирующие шпиндели удерживают бревно, контроллер дополнительно использует безопасное расстояние и второе расстояние, на которое центрирующий блок переместился из второго положения приема во второе положение передачи, для вычисления третьего расстояния от центральной линии временной оси вращения нового бревна до центральной линии оси вращения первого и второго центрирующих шпинделей, при этом центрирующий блок расположен во втором положении приема, при котором осевое расстояние между центральной линией оси вращения первого и второго центрирующих шпинделей, в то время как центрирующий блок перемещается из второго положения приема по направлению ко второму положению передачи, и центральной линией временной оси вращения нового бревна представляет собой безопасное расстояние, контроллер дополнительно выполнен с возможностью вычисления пятого расстояния путем вычитания первого и третьего расстояний из четвертого расстояния так, чтобы заставлять блок подачи бревен перемещаться на пятое расстояние, при этом четвертое расстояние представляет собой расстояние от базового участка, при котором блок подачи бревен находится в первом положении приема, до центральной линии оси вращения первого и второго центрирующих шпинделей, при котором центрирующий блок находится во втором положении приема.
6. Устройство подачи бревен по любому из пп. 3-5, дополнительно включающее: блок загрузки бревен, выполненный с возможностью загрузки бревна на блок подачи бревен, при этом контроллер выполнен с возможностью управления блоком загрузки бревен для загрузки бревна на блок подачи бревен, расположенный в первом положении приема, независимо от положения центрирующего блока, при котором первый и второй центрирующие шпиндели не удерживают бревно, и контроллер выполнен с возможностью управления блоком загрузки бревен для загрузки бревна на блок подачи бревен, расположенный в первом положении приема, после перемещения центрирующего блока на безопасное расстояние из второго положения приема дальше по ходу в направлении транспортировки бревна, при котором первый и второй центрирующие шпиндели удерживают бревно.
7. Устройство подачи бревен по любому из пп. 1-6, дополнительно включающее: датчик обнаружения бревна, расположенный между первым положением приема и первым положением передачи, при этом контроллер выполнен с возможностью вычисления положения центральной линии временной оси вращения бревна на основе обнаружения бревна датчиком обнаружения бревна, установления первого положения передачи, в котором центральная линия временной оси вращения выровнена с центральной линией оси вращения первого и второго центрирующих шпинделей, расположенных во втором положении приема, и заставить блок подачи бревен перемещаться соответственно.
8. Устройство подачи бревен по п. 7, в котором блок подачи бревен содержит секцию размещения, на которой размещается бревно, имеющую базовый участок, который является базой для вычисления центральной линии временной оси вращения бревна, и контроллер выполнен с возможностью вычисления виртуального радиуса бревна в направлении от первого положения приема до первого положения передачи посредством шестого расстояния от базового участка до датчика обнаружения бревна, при котором блок подачи бревен находится в первом положении приема, смещения базового участка, при котором блок подачи бревен перемещается из первого положения приема в положение, где бревно обнаруживается датчиком обнаружения бревна, и геометрической формы секции размещения и контроллер дополнительно выполнен с возможностью вычисления восьмого расстояния из суммы виртуального радиуса и седьмого расстояния до центральной линии оси вращения первого и второго центрирующих шпинделей, при котором центрирующий блок находится во втором положении приема, так, чтобы заставлять блок подачи бревен перемещаться на восьмое расстояние после обнаружения датчиком обнаружения бревна.
9. Устройство подачи бревен по любому из пп. 1-8, в котором первое положение приема и первое положение передачи расположены ниже второго положения приема в вертикальном направлении.
10. Устройство обработки бревен, включающее: устройство подачи бревен по любому из пп. 1-9; и обрабатывающее устройство, содержащее первый и второй режущие шпиндели, и лезвие для обработки бревна, при этом обрабатывающее устройство расположено по ходу после устройства подачи бревен в направлении транспортировки бревна.
11. Способ управления устройством подачи бревен, содержащим центрирующий блок, имеющий первый и второй центрирующие шпиндели для удержания бревна между ними на первой и второй торцевых поверхностях бревна в продольном направлении бревна, транспортировочный блок, содержащий первый и второй зажимные рычаги, для удержания бревна между ними, и первый и второй режущие шпиндели, для удержания бревна между ними; в котором бревно, поданное в центрирующий блок, подают на первый и второй режущие шпиндели посредством блока транспортировки бревен, при этом способ включает этапы, на которых: (a) подают бревно в центрирующий блок, расположенный в положении приема; (b) удерживают поданное бревно между первым и вторым центрирующими шпинделями; (c) вычисляют центральную линию оси резания бревна путем вращения первого и второго центрирующих шпинделей и располагают бревно под углом вращения, соответствующим вычисленной центральной линии оси резания; (d) перемещают центрирующий блок из положения приема в положение передачи, при котором бревно передают с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги, при этом положение передачи находится в стороне от положения приема дальше по ходу в направлении транспортировки бревна на расстоянии, равном или превышающем максимальный диаметр бревна; (e) подают новое бревно в положение приема после того, как центрирующий блок переместился из положения приема на расстояние, которое равно или превышает максимальный диаметр бревна; (f) при достижении центрирующим блоком положения передачи передают бревно с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги; и (g) подают бревно с первого и второго зажимных рычагов на первый и второй режущие шпиндели.
12. Способ управления устройством подачи бревен по п. 11, дополнительно включающий: этап, на котором вычисляют центральную линию оси резания бревна путем перемещения центрирующего блока из положения передачи в положение приема, удерживают новое бревно, поданное в положение приема, между первым и вторым центрирующими шпинделями и вращают первый и второй центрирующие шпиндели при выполнении этапа (g).
13. Способ управления устройством подачи бревен по п. 12, дополнительно включающий: этап, на котором перемещают новое бревно в положение передачи посредством центрирующего блока при выполнении этапа (g).
14. Способ управления устройством подачи бревен, содержащим центрирующий блок, имеющий первый и второй центрирующие шпиндели, для удержания бревна между ними на первой и второй торцевых поверхностях бревна в продольном направлении бревна, транспортировочный блок, имеющий первый и второй зажимные рычаги для удержания бревна между ними, и первый и второй режущие шпиндели, для удержания бревна между ними; в котором бревно, поданное в центрирующий блок, подают на первый и второй режущие шпиндели посредством транспортировочного блока, при этом способ включает этапы, на которых: (h) измеряют временный диаметр бревна и сохраняют измеренный временный диаметр; (i) подают бревно в центрирующий блок, расположенный в положении приема; (j) удерживают поданное бревно между первым и вторым центрирующими шпинделями; (k) вычисляют центральную линию оси резания бревна путем вращения первого и второго центрирующих шпинделей и располагают бревно под углом вращения, соответствующим вычисленной центральной линии оси резания; (l) перемещают центрирующий блок из положения приема в положение передачи, при котором бревно передают с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги, при этом положение передачи находится в стороне от положения приема на расстоянии, равном или превышающем максимальный диаметр бревна, дальше по ходу в направлении транспортировки бревен; (m) вычисляют безопасное расстояние, которое равно или превышает значение, полученное путем деления на два суммы временного диаметра бревна, в данный момент удерживаемого между первым и вторым центрирующими шпинделями, из числа сохраненных временных диаметров и временного диаметра нового бревна, подлежащего подаче в положение приема; (n) подают новое бревно в положение приема на основе расстояния перемещения, на которое центрирующий блок переместился из положения приема в положение передачи, и также на основе безопасного расстояния; (o) при достижении центрирующим блоком положения передачи передают бревно с первого и второго центрирующих шпинделей на первый и второй зажимные рычаги; и (p) подают бревно с первого и второго зажимных рычагов на первый и второй режущие шпиндели.
| US 6305448 B1, 23.10.2001 | |||
| US 5582224 A, 10.12.1996 | |||
| Штамп для гибки заготовок | 1983 |
|
SU1127666A2 |
| Устройство для обработки бревен и брусьев рубленых домов | 1989 |
|
SU1659196A1 |
| УСТАНОВКА ОБРАБОТКИ МЕРНЫХ БРЕВЕН ДЛЯ ПОЛУЧЕНИЯ ЧУРАКОВ МАКСИМАЛЬНОГО ОБЪЕМА, СПОСОБ ИХ ОБРАБОТКИ, ВКЛЮЧАЯ СПОСОБ ЦЕНТРИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2368493C1 |

