(Л
ю
О5 О5
а
фиг.7
Изобретение относится к обработке металлов давлением и может быть использовано для гибки крупногабаритных изделий.
По основному авт. св. № 1066699, известен штамп для гибки заготовок, содержащий пуансон, матрицу с гибочным ручьем и размещенные на матрице узлы для фиксации концов заготовок, установленные с возможностью перемещения в направлении к оси щтампа и выполненные в виде закрепленных на осях и помещенных в продольные пазы матрицы поворотных кулаков, имеющих штыри-фиксаторы, для крецления их к концам заготовок 1.
При креплении поворотных кулаков к концам заготовок штыри-фиксаторы разогреваются, в результате чего .может произойти их заклинивание. В этом случае оси кулаков, находящиеся в пазах матрицы, будут препятствовать извлечению изделия из матрицы. Даже при отсутствии явления заклинивания штырей-фиксаторов существуют трудности извлечения гнутого изделия из матрицы без применения специальных устройств.
Цель изобретения - улучшение условий эксплуатации штампа.
Поставленная цель достигается тем, что в штампе для гибки заготовок продольные пазы для размещения осей поворотных кулаков выполнень открытыми со стороны зеркала матрицы, поворотные кулаки снабжены средствами их подъема, а штырификсаторы выполнены с упорными головками, установлены в кулаках с возможностью перемещения и выполнены из материала с коэффициентом линейного расширения большим, чем у материала поворотных кулаков и заготовки.
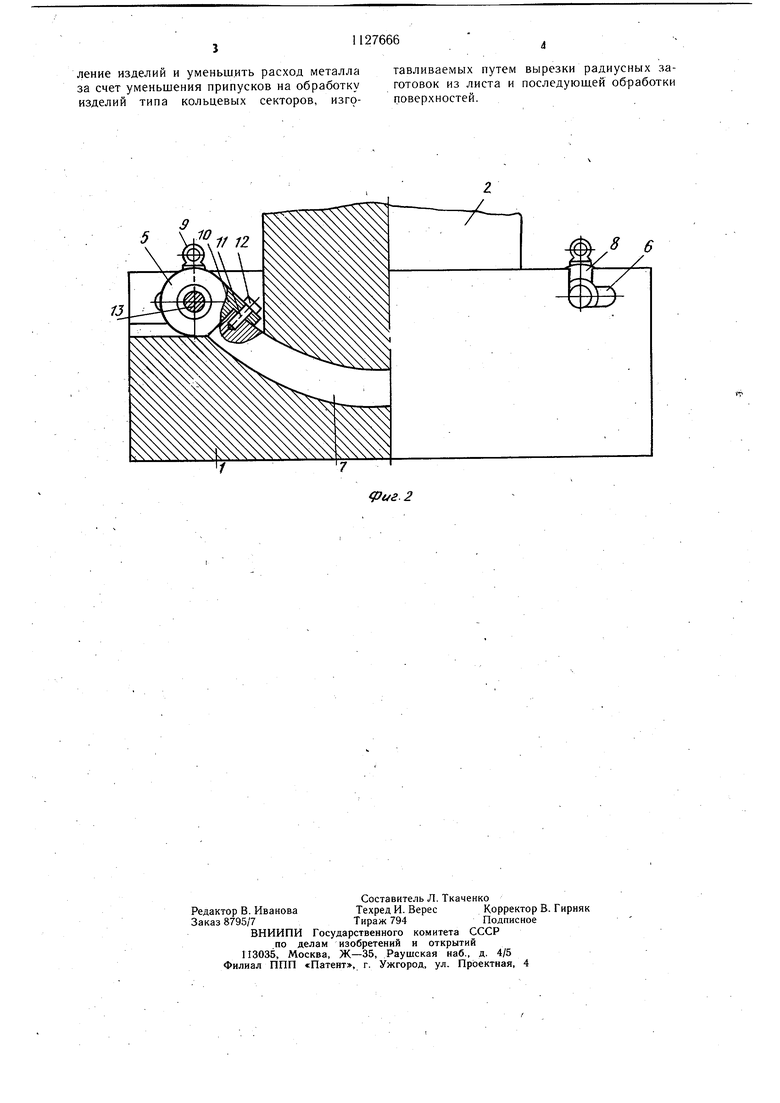
На фиг. 1 показан штамп- перед началом гибки заготовки, разрез; на фиг. 2 - положение элементов штампа после гибки заготовки.
Штамп содержит матрицу 1, пуансон 2 и размещенные по обе стороны гибочного ручья 3 узлы фиксации концов заготовок 4.
Узлы фиксации выполнены 6 виде Профилированных noBopoTHbix кулаков 5, установленных в симметричных пазах 6 матрицы 1 с возможностью перемещения вдоль оси заготовки 4 на величину, в сумме равную разности между длиной заготовки 4 и длиной средней линии гнутого изделия 7. Пазы 6 со стороны заготовки 4 снабжены вертикальными каналами 8, простирающимися до зеркала матрицы 1, ширина которых равна ширине пазов 6. На кулаках 5 установлены рым-болты 9. В отверстиях выступов 10 кулаков 5 установлены по ходовой посадке штыри-фиксаторы 11,снабженные головками 12 и выполненные из материала с коэффициентом линейного расширения
большим, чем у материала заготовки 4 и кулака 5..
Штамп работает следующим образом.
Предварительно нагретую мерную заготовку 4 укладывают в матрицу 1 щтампа. Поворачивают кулаки 5 так, что отверстия на выступах 10 совпадают с отверстиями, предварительно выполненными на заготовке 4. В отверстия на выступах 10 5 и отверстия на концах заготовки 4 вводят штыри-фиксаторы 11 вплоть до упора головок 12 в верхнюю плоскость , выступов 10. При этом штыри-фиксаторы 11 разогреваются от заготовки 4 и заклиниваются в отверстиях заготовки и выступов 10, так как разница между полем допуска по ходовой посадке, выполненной по третьему классу точности, и горячепрессовой посадке составляет максимум 92 мкм для диаметра 30 мм, а при разогреве стержня указанного диаметра до температуры пластической деформации заготовки из стали (600°С), выполненного, например, из бронзы, .увеличение диаметра составляет около 300 мкм. Затем, включают пресс (не показан), и осуществляют гибку заготовки 4 пуансоном 2 по ручью матрицы 1. При этом кулачки 5 поворачиваются, перемещаются в направлении оси штампа, и, так как ход кулаков ограничен заданным размером пазов 6, обеспечивают равномерную без смещения относительно оси штампа гибку з-аготовки и, соответственно, высокое качество конечного изделия 7. В конце процесса гибки оси 13 кулаков 5 устанавливаются под каналами 8. Вместе с кулаками 5 поворачивается и рым-болты 9, которые в конце процесса гибки заготовки занимают положение, удобное для захвата их крюками грузоподъемного механизма. После окончания гибки выводят из матрицы 1 пуансон 2, зацепляют кулаки 5 за рым-болты крюками к грузоподъемному механизму, поднимают кулаки 5 вместе с изделием 7 и выводят его из матрицы.
При охлаждении изделия 7 и кулаков 5 штыри-фиксаторы 11 уменьшаются в размере значительно интенсивнее, чем отверстия на концах изделия 7 и выступах 10 кулаков 5. В результате этого посадка штырей-фиксаторов 11 относительно указанных отверстий вновь обеспечивает возможность движения сопрягаемых элементов друг относительно друга, что позволяет отстыковывать кулаки 5 от концов изделия 7 путем выбода штырей-фиксаторов из отверстий указанных деталей.
Для повышения интенсивности использования щтампа можно использовать дополнительный комплект кулаков 5 и штырей-фиксаторов 11.
Предлагаемый штамп позволяет значительно снизить трудозатраты на изготовление изделий и уменьш.ить расход металла за счет уменьшения припусков на обработку изделий типа кольцевых секторов, изготавливаемых путем вырезки радиусных заготовок из листа и последующей обработки поверхностей.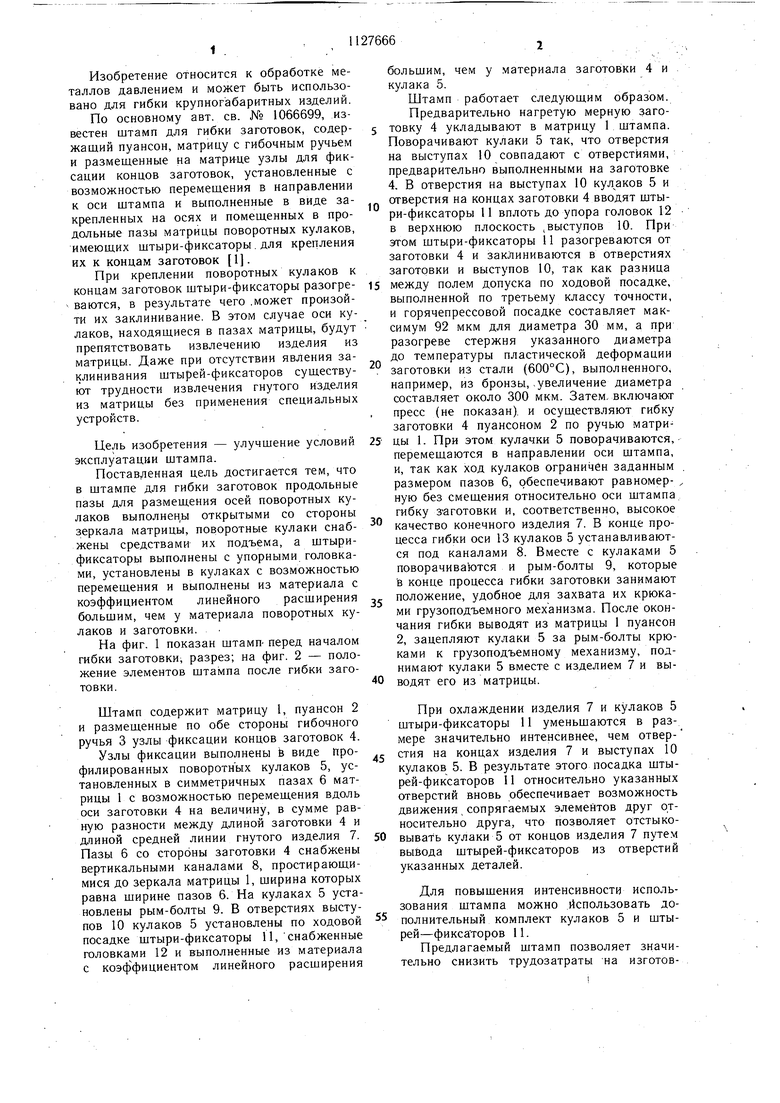
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Устройство для гибки концов штучных заготовок | 1988 |
|
SU1611510A1 |
| Штамп для гибки заготовок | 1981 |
|
SU1066699A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Штамп для изготовления конусных деталей | 1983 |
|
SU1139550A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Штамп для гибки заготовок на ребро | 1990 |
|
SU1733160A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
ШТАМП ДЛЯ ГИБКИ ЗАГОТОВОК по авт. св. № 1066699, отличающийся тем, что, с целью улучшения условии экс- плуатации штампа, продольные пазы для размеш,ения осей поворотных кулаков выполнены открытыми со стороны зеркала матрицы, поворотные кулаки снабжены средствами их подъема, а штыри-фиксаторы выполнены с упорными головками, установлены в кулаках с возможностью перемещения и выполнены из материала с коэффициентом линейного расширения большим, чем у материала поворотных кулаков и заготовки.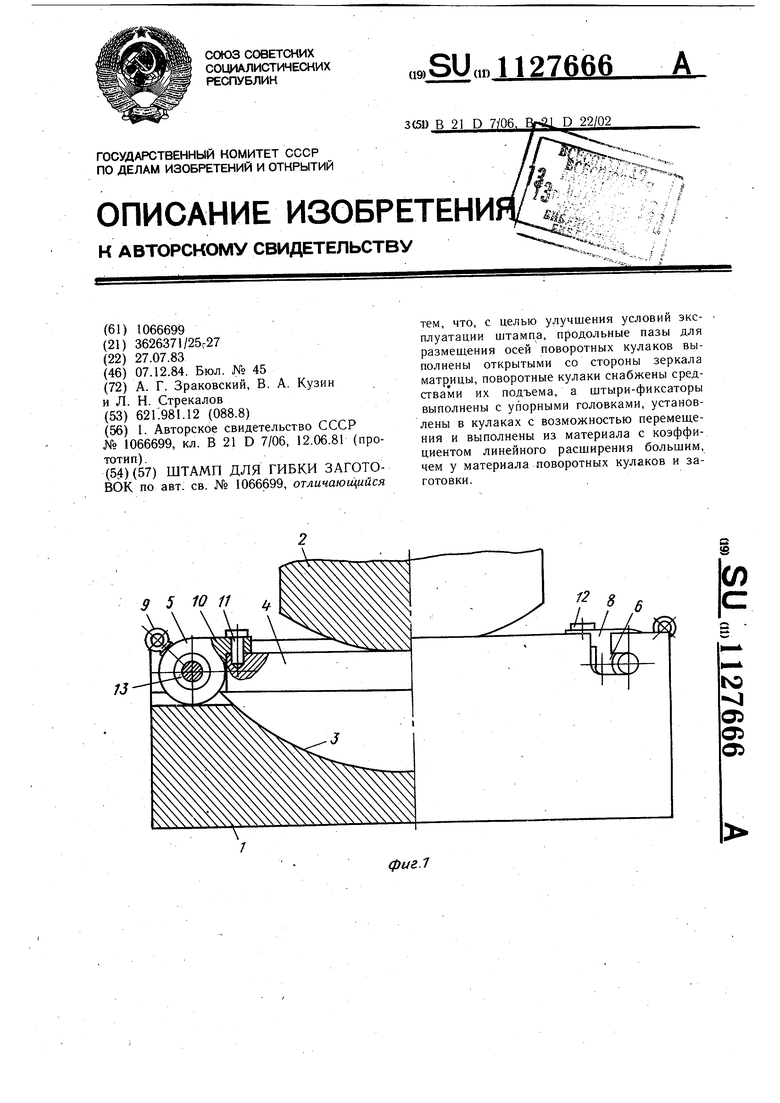
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для гибки заготовок | 1981 |
|
SU1066699A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
