Настоящее изобретение относится к области волокнообразующих устройств.
Уровень техники
Стекловолокна, называемые изоляционными, производят в настоящее время путем внутреннего центрифугирования, то есть вводя нить расплавленного стекла в центрифугу, называемую также прядильным диском, вращающуюся с большой скоростью и имеющую на своей периферии очень большое число отверстий. Под действием центробежной силы стекло выбрасывается через эти отверстия в виде филаментов. К центробежной силе может добавляться вытягивание потоком газа, имеющим высокую температуру и скорость и текущим тангенциально перфорированной стенке внешнего обода центрифуги. В этих методах центрифуга испытывает очень высокие напряжения механической (высокая скорость вращения), термической (температура стекла порядка 1000°C) и химической (коррозия расплавленным стеклом) природы.
Эти напряжения, действующие на центрифугу, приводят к ее ухудшению, то есть износу, который проявляется, например, в изменении размеров ее отверстий.
Однако качество производимых волокон очень сильно зависит от безупречной работы центрифуги, то есть от ее общего хорошего состояния и от соблюдения требуемых значений скорости и температуры.
В настоящее время известно, что уменьшить износ центрифуги можно за счет регулирования температуры. Действительно, для повышения срока службы можно осуществлять контроль температуры вверху и внизу обода, а также отслеживать профиль вдоль обода.
Один способ контроля, известный из документа EP0479675, состоит в измерении температуры прядильного диска в разных точках, чтобы затем регулировать ее путем изменения скорости вращения диска и/или изменения температуры расплавленного стекла.
Эти особые точки идентифицируются путем измерения температуры диска с помощью датчика температуры.
Этот датчик представляет собой пирометр, по меньшей мере часть которого установлена с возможностью поворота и сканирует угол, пересекающий вертикальную ось симметрии волокнообразующего устройства так, чтобы покрывать в результате непрерывного возвратно-поступательного движения всю высоту внешнего обода. При каждом сканировании внешнего обода определяется вертикальная координата каждой измеренной точки и записывается профиль температуры в вертикальных координатах по высоте обода. Этот профиль содержит три примечательные точки A, B и C, соответствующие в указанном порядке наиболее высокой точке обода, наиболее горячей точке и нижней точке, или низу обода. Следует отметить, что точка A не во всех случаях соответствует экстремуму кривой, но может быть найдена ее вертикальная координата относительно положения точки C, причем разность между A и C точно соответствует высоте внешнего обода. Точки B и C идентифицируются путем анализа кривой, производной от кривой, соответствующей температурному профилю, используя вертикальные координаты. Этот известный метод управления определяет температуры и координаты характерных точек обода (верхняя и нижняя точка и наиболее горячая точка) путем анализа кривой, производной от кривой, соответствующей профилю температуры по высоте внешнего обода.
Однако использование этих вертикальных координат имеет недостаток, связанный с неточностью регулирования во времени. Действительно, прядильный диск со временем подвергается износу, так что вертикальная координата каждой точки изменяется со временем. Таким образом, регулирование производится на точках, которые больше не являются желаемыми характерными точками.
Кроме того, прядильный диск может вибрировать при его работе. Эти вибрации означают, как и в случае износа, что точки, используемые для регулирования, не являются искомыми характерными точками.
Сущность изобретения
Таким образом, настоящее изобретение предлагает устранить эти недостатки, разработав способ образования волокон, позволяющий более эффективное управление и обеспечивающий больший срок службы.
С этой целью изобретение относится к способу определения особых точек вращающегося прядильного диска, использующегося в волокнообразующем устройстве, причем указанный способ включает следующие этапы:
- сбор результатов измерений температуры прядильного диска, полученных с помощью устройства измерения температуры, способного измерять температуру диска в нескольких угловых положениях относительно направления оси вращения диска, чтобы предоставить данные на по меньшей мере один вычислительный блок, который строит кривую, показывающую температуру как функцию углового положения устройства измерения температуры;
- обработка указанных результатов измерений вычислительным блоком путем осуществления расчета второй производной температурной кривой как функции углового положения;
- поиск по меньшей мере одной особой точки, для которой вторая производная удовлетворяет заданному условию.
Способ определения особых точек прядильного диска с успехом позволяет предоставить надежные точки. Действительно, предлагаемый изобретением способ определения особых точек прядильного диска позволяет устранить необходимость учета износа и/или вибраций, которым подвергается прядильный диск. Для этого способ определения согласно изобретению базируется на анализе изменения наклона кривой (температура, положение) и использует вторую производную кривой, показывающей температуру в зависимости от углового положения устройства измерения температуры, а не от вертикальных координат, изменяющихся при указанных вибрациях или износе.
В одном примере заданное условие состоит в равенстве нулю значения второй производной.
В одном примере способ определения включает дополнительный этап поиска, состоящий в поиске особой точки, характеризующейся тем, что температура в ней является максимальной.
В одном примере измерения температуры проводятся в течение регулярных интервалов, а затем усредняются перед этапом обработки.
В одном примере указанный интервал проведения измерений составляет от 2 до 5 секунд, предпочтительно 3 секунды.
Кроме того, изобретение относится к способу управления производством минеральных волокон способом волокнообразования, использующим волокнообразующее устройство для получения минеральных волокон, причем волокнообразующее устройство содержит перфорированный прядильный диск, позволяющий создавать волокна путем центрифугирования, и кольцевую горелку, генерирующую кольцевой газовый поток для вытягивания волокон, причем указанный способ включает следующие этапы:
- осуществление измерений температуры прядильного диска с помощью устройства измерения температуры в различных угловых положениях устройства измерения температуры;
- определение по меньшей мере одной особой точки, используя способ определения согласно изобретению,
- сравнение измеренной температуры с заданным значением для этой особой точки;
- формирование по меньшей мере первого управляющего сигнала для регулирования температуры волокнообразующего устройства в указанной особой точке с помощью первого регулятора.
В одном примере определяется и регулируется вторая особая точка.
В одном примере волокнообразующее устройство содержит первое устройство изменения температуры первой особой точки.
В одном примере волокнообразующее устройство содержит второе устройство изменения температуры второй особой точки.
В одном примере указанный прядильный диск содержит кольцевую стенку, в которой проделано множество отверстий, и продолжающуюся сбоку верхней частью и нижней частью, и причем определяется по меньшей мере одна особая точка, выбранная из точки закругления, которая находится на стыке между перфорированной частью внешнего обода и верхней частью, продолжающей сбоку внешний обод, горячей точки, соответствующей точке, где температура является наиболее высокой, и нижней точки.
В одном примере регулирование температуры проводится в по меньшей мере двух заданных особых точках, причем первая особая точка является нижней точкой, а вторая особая точка является точкой закругления.
Кроме того, изобретение относится к компьютерной программе, содержащей инструкции для выполнения всех или части этапов способа определения особых точек или всех или части этапов способа регулирования прядильного диска, когда указанная программа исполняется компьютером.
Изобретение относится также к машиночитаемому носителю записи, на котором записана компьютерная программа, содержащая инструкции для выполнения всех или части этапов способа определения особых точек или всех или части этапов способа регулирования прядильного диска, когда указанная программа исполняется компьютером.
Описание фигур
Другие особенности и преимущества четко выявляются из нижеследующего описания, имеющего иллюстративный, но никоим образом не ограничительный характер, которое проводится с обращением к прилагаемым чертежи, на которых:
- фиг. 1 схематически показывает систему образования волокон согласно изобретению,
- фиг. 1’ схематически показывает один вариант центрифуги системы волокнообразования;
- фиг. 2 схематически показывает сенсорный модуль согласно изобретению;
- фиг. 3 схематически показывает график температуры как функции положения прядильного диска;
- фиг. 4 схематически показывает особые точки на прядильном диске;
- фиг. 5 схематически показывает систему волокнообразования с устройством изменения температуры диска согласно изобретению;
- фиг. 6 схематически показывает систему волокнообразования с двумя устройствами изменения температуры диска согласно изобретению.
Подробное описание изобретения
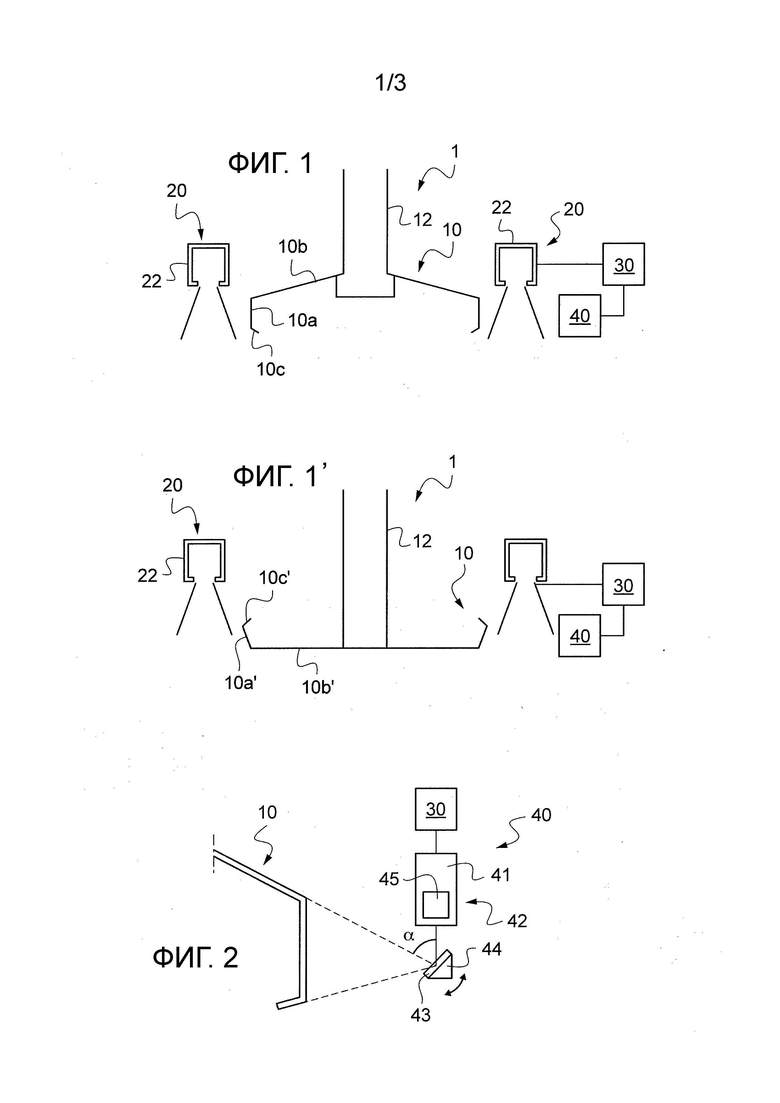
На фигуре 1 показана система 1 образования волокон. Такая волокнообразующая система содержит центрифугу, называемую также прядильным диском 10, закрепленную на приводном валу 12, вращающуюся с высокой скоростью и имеющую на периферии очень большое число отверстий. Под действием центробежной силы стекло выбрасывается через эти отверстия в виде филаментов. Разумеется, центрифуга может быть любого типа: с дном, как показано на фигуре 1’, или без дна, как показано на фигуре 1.
Прядильный диск 10 представляет собой устройство внутреннего центрифугирования минеральных волокон микронного диаметра. Прядильный диск 10 имеет кольцевую стенку 10a, в которой проделано множество отверстий, продолжающуюся сбоку верхней частью и нижней частью. В первой конфигурации, показанной на фигуре 1, верхняя часть представляет собой перемычку 10b, соединяющую диск с приводным валом, а нижняя часть представляет собой внутреннюю кромку 10c, загнутую в направление приводного вала 12. Во второй конфигурации, называемой "диском с дном", показанной на фигуре 1', верхняя часть представляет собой внутреннюю кромку 10c’, загнутую в направление приводного вала, а нижняя часть представляет собой перемычку 10b’, образующую дно диска 10’.
Прядильный диск нагревается посредством нагревательного модуля 20. Нагревательный модуль 20 содержит по меньшей мере одну горелку 22, позволяющую вытягивать волокна. Эта горелка внутреннего сгорания имеет камеру сгорания, снабжаемую топливом и окислителем, причем камера содержит оболочку (имеющую первый закрытый конец и второй противоположный открытый выпускной конец, через который выходят газообразные продукты сгорания), причем оболочка имеет по меньшей мере две противоположные стенки, которые соединяют эти два конца. Горелка содержит в камере и на уровне первого закрытого конца по меньшей мере одно устройство горения, снабжаемое окислителем и топливом.
Благодаря горелке филаменты, выбрасываемые под действием центробежной силы, подвергаются затем действию кольцевого потока вытягивающего газа, имеющего высокие температуру и скорость и текущего вдоль стенок центрифуги, который утончает филаменты и превращает их в волокна.
Нагревательный модуль 20 управляется вычислительным блоком 30. Такой вычислительный блок 30 состоит, например, из компьютера, снабженного интерфейсом, позволяющим оператору регулировать систему волокнообразования. Таким образом, вычислительный блок 30 подключен к нагревательному модулю 20, чтобы отправлять на него команды.
Система волокнообразования 1 содержит также сенсорный модуль 40, какой показан на фигуре 2. Такой сенсорный модуль 40 содержит температурный датчик 41 и подключен к вычислительному блоку 30.
Используемый датчик температуры является датчиком пирометрического типа. Такой пирометрический датчик использует инфракрасное излучение. Фактически, инфракрасный термометр/пирометр измеряет температуру путем количественной оценки энергии излучения, испускаемой в инфракрасном диапазоне, исходя из того, что любой объект с температурой выше абсолютного нуля (0K) испускает это излучение. Таким образом, зная количество энергии, излучаемой объектом, и его коэффициент излучения, можно определить его температуру. Схематически, принцип состоит в измерении световой энергии, находящейся в инфракрасном диапазоне, с помощью детектора, преобразующего ее в электрический сигнал. Линза позволяет сфокусировать ИК-излучение на детектор. Этот способ позволяет с успехом измерять температуру дистанционно.
Инфракрасный датчик температуры соединен с системой зеркал, показанной на рисунке 2. Такая система зеркал позволяет направлять инфракрасное излучение из любой точки в сторону детектора. Зеркальная система 42 содержит зеркало 43, установленное с возможностью поворота на опоре 44. Такое поворотное крепление зеркала 43 позволяет ему направлять ИК-излучение из разных точек прядильного диска, как показано на фигуре 2, в основном в вертикальной плоскости диска, проходящей в направлении, параллельном оси вращения диска, и в направлении, ортогональном ей. Тем не менее, датчик температуры можно использовать самостоятельно, и тогда он сам устанавливается на шарнире.
Способность блока, содержащего пирометр и зеркало, измерять температуру в разных точках позволяет снимать показания температуры прядильного диска. Это значение температуры используется вычислительным блоком 30 для регулирования температуры.
Чтобы получить эти показания, первый этап в способе управления производством минерального волокна согласно изобретению состоит в использовании пирометра (диапазон измерения 500-2000°C) и качающегося зеркала. Зеркало 43 качается с определенной частотой для сканирования прядильного диска 10 и получения кривой зависимости температуры от углового положения б зеркала. Эти измерения могут быть обработаны вычислительным блоком 45, внутренним для указанного сенсорного модуля 40, чтобы напрямую предоставить кривую температуры как функцию углового положения зеркала, или могут быть направлены на вычислительный блок 30, с которым соединен сенсорный модуль 40, для обработки и получения температурной кривой как функции зависимости от углового положения б зеркала.
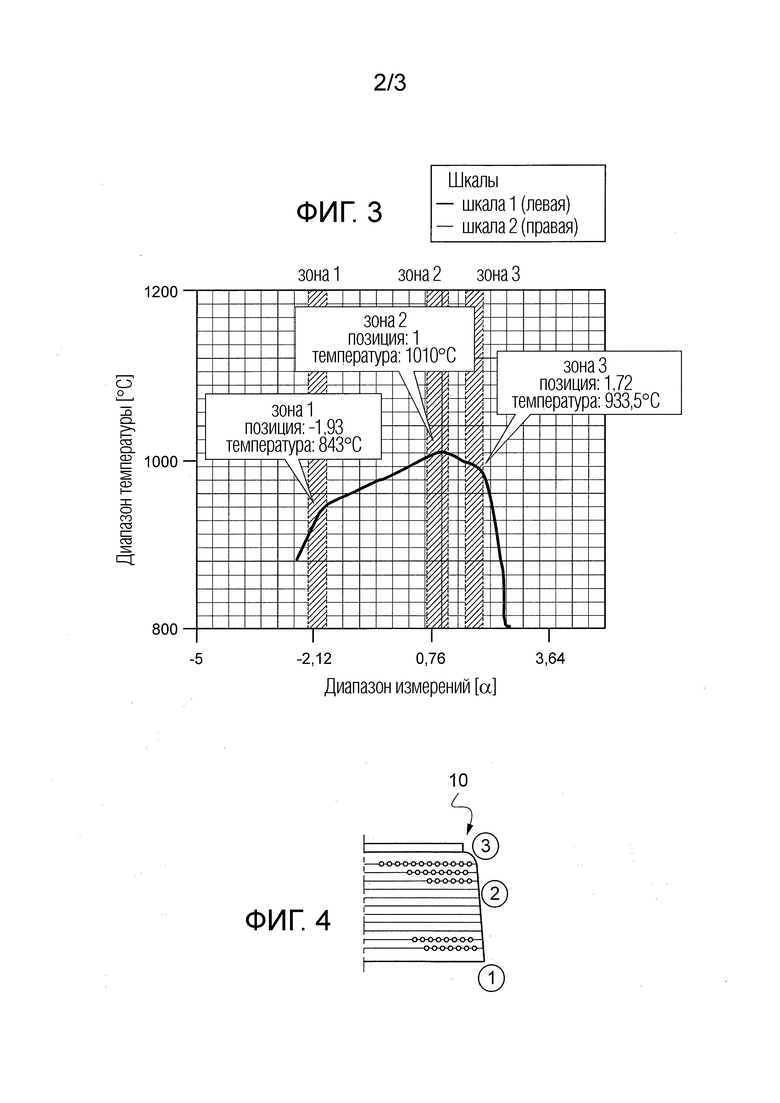
В результате получают кривую, показанную на фигуре 3, характерную для диска с фигуры 1.
Эти измерения температуры проводятся непрерывно. Чтобы сгладить кривую и избавиться от шума, можно сгладить кривую температуры как функции углового положения. Для этого измерения, выполненные через заданные равные интервалы, усредняются, этот интервал будет составлять от 2 до 5 секунд, предпочтительно 3 секунды. Таким образом, понятно, что измерения хранятся в памяти в течение некоторого периода времени, а затем усредняются.
На втором этапе способа управления указанная кривая обрабатывается вычислительным блоком 30, чтобы извлечь по меньшей мере одну особую точку в соответствии со способом определения особых точек согласно изобретению.
Указанный способ определения включает первый этап, состоящий в получении результатов измерений температуры прядильного диска, проводимых с помощью устройства 40 измерения температуры.
Второй этап способа определения состоит в обработке данных вычислительным блоком 30, чтобы рассчитать и получить вторую производную кривой температуры как функции углового положения зеркала 43. Эта вторая производная используется для поиска особых/характеристических точек. Действительно, вторая производная позволяет получить изменение наклона.
На третьем этапе способа определения вычислительным блоком 30 анализируется вторая производная кривой температуры как функции углового положения зеркала 43, для поиска особых точек. Эти особые точки являются точками, для которых вторая производная удовлетворяет заданному условию. В одном примере это условие состоит в том, чтобы значение второй производной равнялось нулю. Это условие является характерным для верхних и нижних точек прядильного диска, которые соответствуют точкам экстремумов кривой.
Затем можно определить, чему соответствует особая/характеристическая точка. Следует понимать, что точки, представляющие нижнюю часть обода диска и закругление диска, находятся по обе стороны от указанной горячей точки в локальных экстремумах кривой.
Согласно настоящему изобретению, ищутся две особые/характеристические точки (которые соответствуют зонам 1 и 3 на фигуре 4). Первая особая точка соответствует температуре низа обода диска (зона 1), а вторая особая точка соответствует закруглению диска (зона 3), как видно на фигуре 4.
Кроме того, можно провести четвертый факультативный этап способа определения. Этот четвертый факультативный этап состоит в поиске горячей точки прядильного диска. Для этого вычислительный блок 30 ищет абсолютный максимум кривой, который соответствует указанной горячей точке. Эта горячая точка является центральной особой/характеристической точкой (зона 2), находящейся между точками, соответствующими температуре низа обода диска (зона 1) и закруглению диска (зона 3).
Указанное использование второй производной позволяет не зависеть от флуктуаций размеров диска, что выгодно. Действительно, размеры диска могут изменяться из-за износа и/или вибраций. Однако, несмотря на такое изменение размеров диска, его общая форма не изменяется. Следовательно, особые/характеристически точки сохраняются. Это позволяет всегда иметь возможность хорошей идентификации особых точек. Таким образом, достигаемое при этом регулирование всегда осуществляется точно на особых точках, которые действительно репрезентативны для диска. Понятно, что расчет второй производной и использование температурной кривой как функции углового положения зеркала являются зависимыми. Действительно, использование кривой температуры как функции углового положения зеркала позволяет получить профиль температуры, из которого вычитается вклад колебаний размеров диска, вызванных его износом или его деформацией при эксплуатации из-за термических напряжений. Использование второй производной всегда позволяет найти на профиле температуры искомые особые точки. Это позволяет использовать автоматическое регулирование, то есть без вмешательства оператора для выполнения дополнительных расчетов, чтобы получить желаемый результат.
На последующей стадии способа управления значения температуры в особых точках используются для регулирования прядильного диска 10.
Действительно, температура в трех особых точках прядильного диска, то есть в нижней точке обода диска, в горячей точке и в точке закруглении диска должны находиться в заданном интервале. Для сведения, в примере с фигуры 1 заданными температурами являются
- для низа обода (зона 1): 905-930°C
- для закругления (зона 3): 960-990°C
- для горячей точки (зона 2): 960-980°C
Эти заданные температуры являются пороговыми значениями, использующимися для сравнения с измеренными температурами.
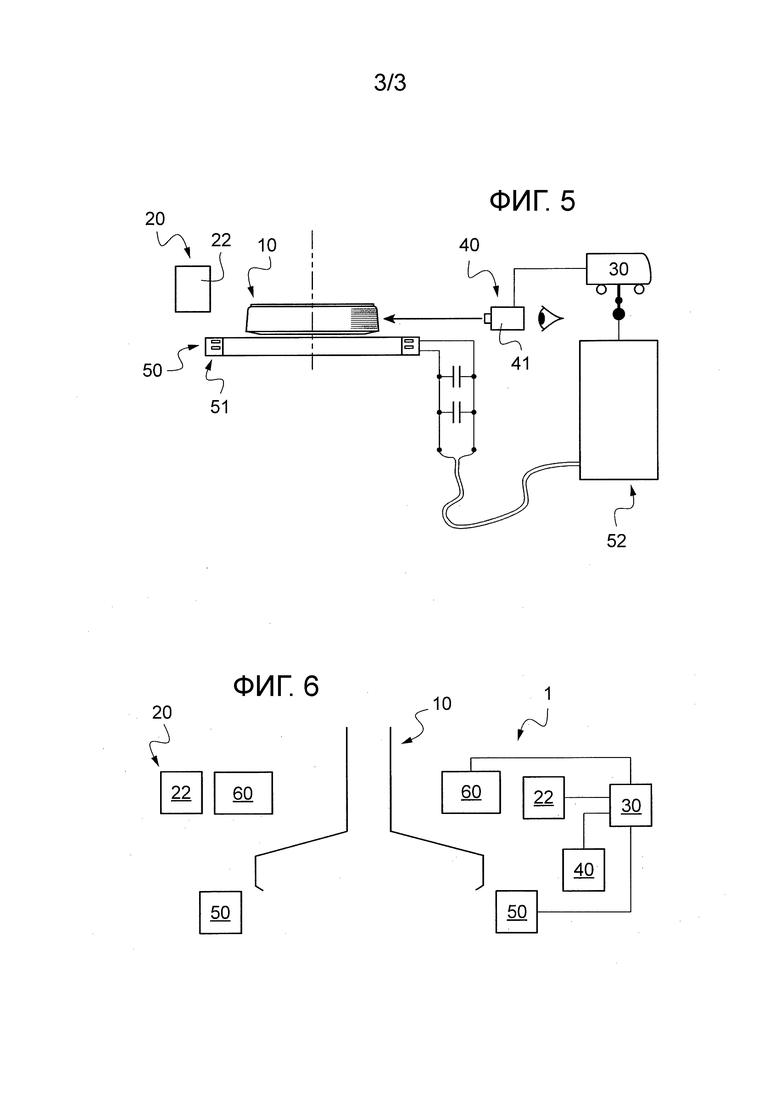
В первой цепи регулирования регулируется первая особая точка или точка внизу обода диска 10. Для этого первая цепь регулирования воздействует на первое устройство 50 изменения температуры, показанное на фигуре 5. В данном случае первое устройство 50 изменения температуры является средством, позволяющим изменять температуру прядильного диска, и содержит катушку индуктивности 51, соединенную с генератором частоты 52, показанным на фигуре 5, который служит первым устройством изменения температуры. Генератор частоты 52 генерирует сигнал SI, направляемый на катушку индуктивности 51. Этот сигнал позволяет модулировать мощность индукции катушки индуктивности 52 и позволяет изменять температуру нагрева. Напомним, что когда через катушку индуктивности 51 проходит сигнал SI, который представляет собой частотно-модулированный электрический ток, она генерирует магнитное поле, которое, в свою очередь, индуцирует электрические токи в находящемся вблизи металле. Потери на вихревые токи и гистерезис, возникающие в этом металле, создают тепловую энергию (тепло) за счет эффекта Джоуля. Указанная катушка индуктивности 51 размещена в нижней части прядильного диска, более конкретно, под прядильным диском. Эта катушка индуктивности расположена так, чтобы находиться напротив сетки волокон, создаваемой указанным диском, чтобы можно было локально нагревать эту нижнюю зону диска.
Один пример цепи регулирования состоит в сравнении температуры, измеренной внизу обода диска (зона 1) с требуемой температурой, при этом вычислительным блоком генерируется первый управляющий сигнал. Этот управляющий сигнал определяет мощность питания, подаваемого на катушку, при этом указанная мощность зависит от тока и частоты. В настоящем примере желаемый инкремент составляет 1°C.
Во второй цепи регулируется, например, температура второй особой точки, или точки закругления. Для этого используется второе устройство 60 изменения температуры, показанное на фигуре 6. В одном неограничивающем примере это второе устройство 60 изменения температуры представляет собой устройство циркуляции воздуха, имеющее всасывающую часть и продувочную часть. Более точно, устройство циркуляции воздуха согласно изобретению представляет собой устройство, использующееся для управления отводом дымовых газов, создаваемых горелкой. Действительно, было установлено, что скорость потока этих дымовых газов существенно влияет на температуру в закруглении диска. Следовательно, устройство циркуляции воздуха согласно настоящему изобретению является средством, позволяющим уменьшить или увеличить отвод дыма, чтобы изменить температуру в закруглении прядильного диска.
Указанное устройство циркуляции воздуха содержит средство изменения потока, которое может представлять собой одну или две турбины или пару воздухонагнетательных сопел. При этом в обоих случаях целью является создать воздушный поток, который будет добавляться к потоку дымоудаления, причем этот дополнительный поток может быть положительным или отрицательным, то есть, будучи положительным, он позволяет увеличить поток дымоудаления, а будучи отрицательным, замедлить его. Таким образом, продувочная часть позволяет создавать отрицательный дополнительный поток, тогда как всасывающая часть создает положительный дополнительный поток.
Эта вторая цепь регулирования сравнивает температуру, измеренную в закруглении, с требуемой температурой, при этом вычислительным блоком 30 генерируется второй управляющий сигнал. Помимо игры на температуре воздуха, который нагнетается или отсасывается, температуру можно регулировать за счет расхода воздуха, использующегося для продувки или всасывания. С этой целью одно решение состоит в регулировании раскрытия клапанов посредством второго сигнала, генерируемого вычислительным блоком. Каждая часть устройства циркуляции воздуха содержит электроклапан. Этот электроклапан может открываться в большей или меньшей степени в зависимости от подаваемого на него тока. Таким образом, появляется возможность изменять расход воздуха, изменяя степень раскрытия указанных клапанов. Таким образом, это позволяет точно изменять температуру.
Разумеется, допустимо, чтобы обе цепи регулирования могли работать параллельно или последовательно друг за другом. Кроме того, допустимо, чтобы волокнообразующее устройство согласно изобретению содержало всего одну из этих двух цепей.
Имея две цепи регулирования, то есть имея возможность регулировать нижнюю часть и верхнюю часть прядильного диска 10, можно расцепить зависимость температуры диска и ее профиля на ободе от температуры газообразных продуктов сгорания. Таким образом, можно сохранить качество производимых волокон, поскольку отсутствует вмешательство во внешнюю горелку.
Каждый из способа определения особых точек и способа регулирования представим в виде компьютерной программы, содержащей инструкции для выполнения всех или части этапов указанных способов, когда указанная программа исполняется компьютером.
Программы для способа определения особых точек и для способа регулирования хранятся на машиночитаемом носителе записи. Этот носитель может представлять собой CD или DVD, или флеш-память, или любой другой возможный носитель, такой как облако.
Для обеспечения как можно более плавного регулирования предпочтительно предусмотреть, чтобы воздействие на различные клапаны устройства циркуляции воздуха осуществлялось так, чтобы клапаны не настраивались одновременно. Действительно, регулирование, при котором открытие клапанов для продувки воздухом и для всасывания воздуха будет осуществляться одновременно, будет нестабильным с колебаниями температуры, что будет отрицательно влиять на качество волокна. Напротив, регулирование, называемое последовательным, позволит обеспечить меньшие флуктуации температуры. Более конкретно, такое регулирование означает, что используемый клапан закрывается до того, как будет открыт клапан другого контура. Таким образом, регулирование включает несколько последовательностей. В примере, в котором устройство циркуляции воздуха находится в режиме всасывания, то есть когда температура повышается, температуру снижают, закрывая всасывающий клапан. Если закрытия этого клапана достаточно, то клапан продувочного контура не открывают. Напротив, если температура не опустилась в достаточной степени после закрытия всасывающего клапана, то постепенно открывается продувочный клапан. Таким образом, этап изменения потока дымоудаления включает последовательность нагнетания дополнительного потока, добавляемого к указанному потоку дымоудаления, и/или последовательность нагнетания дополнительного потока, противодействующего указанному потоку дымоудаления.
Это позволяет снизить частоту регулирования, что приводит к и более плавной кривой регулирования для оптимизации качества волокон.
Разумеется, настоящее изобретение не ограничено проиллюстрированным примером, но допускает различные варианты и модификации, которые будут очевидными специалистам.
Группа изобретений относится к управлению волокнообразованием. Способ включает сбор измерений температуры прядильного диска, полученных с помощью устройства измерения температуры, способного измерять температуры диска во множестве угловых положений указанного измерительного устройства, чтобы предоставить данные на по меньшей мере один вычислительный блок, который строит кривую, показывающую температуру как функцию углового положения устройства измерения температуры, обработку указанных результатов измерений путем осуществления расчета второй производной температурной кривой как функции углового положения вычислительным блоком, поиск по меньшей мере одной особой точки, для которой вторая производная удовлетворяет заданному условию. Обеспечивается более эффективное управление, увеличивается срок службы прядильного диска. 4 н. и 9 з.п. ф-лы, 7 ил.
1. Способ определения особых точек вращающегося прядильного диска (10), использующегося в волокнообразующем устройстве (1), причем указанный способ включает следующие этапы:
- сбор измерений температуры прядильного диска, полученных с помощью устройства (40) измерения температуры, способного измерять температуры диска во множестве угловых положений указанного измерительного устройства, чтобы предоставить данные на по меньшей мере один вычислительный блок (30, 45), который строит кривую, показывающую температуру как функцию углового положения устройства измерения температуры;
- обработка указанных результатов измерений путем осуществления расчета второй производной температурной кривой как функции углового положения вычислительным блоком (30);
- поиск по меньшей мере одной особой точки, для которой вторая производная удовлетворяет заданному условию.
2. Способ определения по предыдущему пункту, в котором заданное условие состоит в равенстве нулю значения второй производной.
3. Способ определения по одному из предыдущих пунктов, включающий дополнительный этап поиска, состоящий в поиске особой точки, характеризующейся тем, что температура в ней максимальна.
4. Способ определения по одному из предыдущих пунктов, в котором измерения температуры проводятся в течение регулярных интервалов, а затем усредняются перед этапом обработки.
5. Способ определения по предыдущему пункту, в котором указанный интервал проведения измерений составляет от 2 до 5 секунд, предпочтительно 3 секунды.
6. Способ контроля производства минерального волокна способом волокнообразования, использующим волокнообразующее устройство (1) для получения минеральных волокон, причем волокнообразующее устройство содержит перфорированный прядильный диск (10), позволяющий создавать волокна путем центрифугирования, и кольцевую горелку (22), создающую кольцевой газовый поток для вытягивания волокон, причем указанный способ включает следующие этапы:
- осуществление измерений температуры прядильного диска с помощью устройства (40) измерения температуры в различных угловых положениях устройства измерения температуры;
- определение по меньшей мере первой особой точки, используя способ определения по одному из предыдущих пунктов,
- сравнение измеренной температуры с заданным значением для указанной по меньшей мере одной первой особой точки;
- формирование по меньшей мере одного первого управляющего сигнала для регулирования температуры указанного прядильного диска в указанной по меньшей мере одной первой особой точке с помощью устройства изменения температуры.
7. Способ управления по предыдущему пункту, в котором определяется и регулируется вторая особая точка.
8. Способ управления по п. 6 или 7, в котором волокнообразующее устройство содержит первое устройство (50) изменения температуры первой особой точки.
9. Способ управления по п. 7, в котором волокнообразующее устройство содержит второе устройство (60) изменения температуры второй особой точки.
10. Способ управления по предыдущему пункту, в котором указанный прядильный диск (10, 10’) содержит кольцевую стенку (10a, 10a’), в которой проделано множество отверстий и продолжающуюся сбоку верхней частью (10b, 10c’) и нижней частью (10c, 10b’), и причем по меньшей мере одна особая точка определяется из точки закругления, которая находится на стыке между перфорированной частью внешнего обода и верхней частью, продолжающей сбоку внешний обод, горячей точки, соответствующей точке, где температура является наиболее высокой, и нижней точки.
11. Способ управления по предыдущему пункту, в котором регулирование температуры проводится в по меньшей мере двух заданных особых точках, причем первая особая точка является нижней точкой, а вторая особая точка является точкой закругления.
12. Машиночитаемый носитель, на котором записана компьютерная программа, содержащая инструкции для выполнения всех или части этапов способа по любому из пп. 1-5.
13. Машиночитаемый носитель, на котором записана компьютерная программа, содержащая инструкции для выполнения всех или части этапов способа по любому из пп. 6-11.
| Переходная площадка железнодорожного вагона | 1966 |
|
SU479675A1 |
| Установка для вытяжения оптоволокна | 2017 |
|
RU2645040C1 |
| СПОСОБЫ И СИСТЕМЫ УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ НАПРАВЛЯЮЩЕЙ ВТУЛКИ | 2006 |
|
RU2432326C2 |
| Способ стабилизации растворов целлюлозы в уксусной кислоте с одновременной отбелкой их | 1929 |
|
SU18740A1 |
| DE 3536137 C, 18.12.1986. | |||

