Изобретение относится к прядильному диску, использующемуся, в частности, для формирования минеральных волокон для получения минеральной ваты, в частности, стекловаты.
Традиционный способ получения стекловолокон, использующихся в области изоляции, сочетает вытягивание посредством центрифугирования и вытягивание газом.
Основу этого способа составляет важная деталь, предназначенная для вытягивания филаментов из расправленного стекла, а именно диск, называемый в данной области также центрифугой или же прядильной машиной. Речь идет о центрифуге без дна, отлитой из жаропрочного сплава, например, на основе хрома, как описано в заявке WO2005/052208. Один пример такого устройства волокнообразования, включающего центрифугу или диск, описан, например, в заявке FR2443436, к которой следует обратиться для получения более подробной информации о функционировании устройства.
Как известно, боковая часть этой детали, называемая также боковой или периферийной стенкой, является перфорированной и содержит множество отверстий, диаметр которых обычно составляет порядка 0,5-3 мм. В процессе получения волокон диск обычно вращается со скоростью вращения примерно 1500-3000 оборотов в минуту. Под действием центробежной силы стекло выталкивается наружу и проходит сквозь отверстия, образуя волокна, которые затем опускаются вниз и вытягиваются струями горячего газа. Диск находится в очень жестких условиях эксплуатации. Во-первых, температура на уровне боковой поверхности диска является высокой, при этом расправленное стекло, когда оно достигает внутренней части волокнообразующего устройства, находится при температуре порядка 1000°C-1200°C. Во-вторых, вращение и наличие градиентов температуры приводит к появлению высоких механических напряжений из-за дифференциального эффекта расширения. Наконец, диск работает в среде, коррозионной для сплавов, что влечет, с одной стороны, эрозию отверстий и, следовательно, механическое ослабление конструкции, а с другой стороны, обеднение сплава хромом вблизи поверхности контакта со стеклом, и в конечном итоге механическое ослабление, связанное с материалом. Все эти разные факторы способствуют ограничению срока службы дисков. Поэтому их необходимо регулярно демонтировать и заменять, что влечет простои или дорогостоящую переналадку производства. Кроме того, каждая из этих деталей из жаропрочного сплава имеет высокую стоимость, что довольно существенно влияет не только на производительность, но и на общую стоимость процесса.
Эти проблемы уже хорошо известны. Существует несколько возможностей повышения срока службы дисков: уже делались попытки модифицировать условия прядения или же оптимизировать состав сплава, чтобы сделать его более стойким, как описано в уже цитированных публикациях.
Согласно другому подходу, патент US 5591459 рекомендует добавить дополнительное устройство, позволяющее уменьшить деформацию дисков.
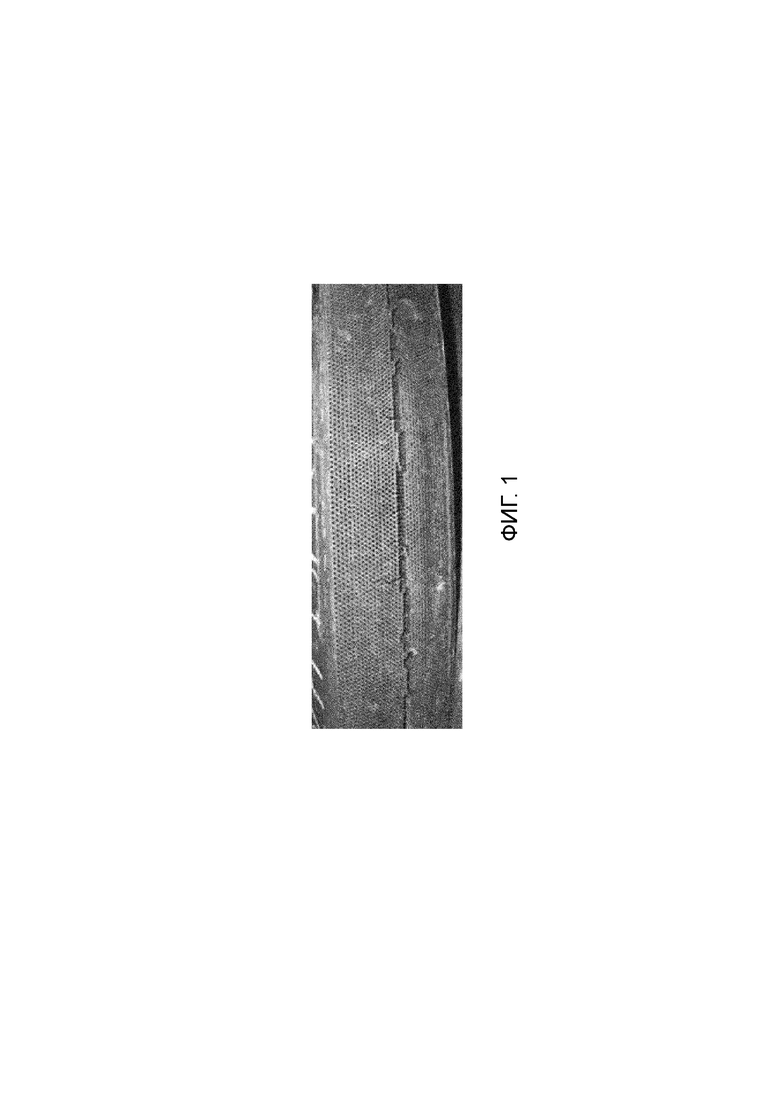
Кроме того, в соответствии со способом, известным из публикации WO 02/064520, изменяют условия волокнообразования, чтобы повысить производительность и снизить энергопотребление в процессе. В этом контексте конструкция дисков включает больше отверстий в боковой поверхности и, таким образом, увеличивают проходное сечение для стекла. К сожалению, это решение иногда связано с заметным ухудшением механической прочности дисков и, следовательно, со значительным снижением их срока службы, которое может достигать 25%. Чтобы повысить срок службы дисков, необходимо улучшить их механическую прочность. Фотография на фигуре 1 иллюстрирует один вариант ухудшения характеристик из-за появления трещин в чувствительных зонах дисков, в частности, горизонтальных трещин в центре боковой поверхности прядильного диска.
Изобретение заключается в новых формах и конструкциях дисков, позволяющих снизить механические нагрузки на наиболее чувствительную часть, то есть на ту, которая наиболее подвержена трещинам, а именно на перфорированную боковую поверхность. Эта модификация позволяет также сохранить сконфигурированный ранее профиль перфорирования диска, чтобы гарантировать хорошее качество конечного продукта, например, в соответствии с принципами, описанными в публикации WO99/65835. Таким образом, конструкция диска согласно изобретению позволяют улучшить механические характеристики диска и его термомеханическую стойкость в условиях волокнообразования и, в конечном счете, значительно повысить срок службы за счет уменьшения напряжений в боковой поверхности. Более конкретно, уменьшая эти напряжения, уменьшают необратимые вязкопластичные деформации, связанные с явлениями ползучести, что позволяет замедлить появление трещин.
Более точно, в настоящем изобретении сделана попытка изменить форму диска без изменения параметров перфорирования (в частности, числа, концентрации и расположения отверстий в боковой поверхности прядильного диска). Кроме того, диски, разработанные в соответствии с настоящим изобретением, могут использоваться без изменения вытягивания или условий волокнообразования. В то же время, в отличие от концепции, разработанной в патенте US 5591459, оператору не нужно устанавливать дополнительный элемент, чтобы ограничить деформацию диска.
Более точно, настоящее изобретение относится к диску для образования минеральных волокон, в частности, стекловолокон, посредством центрифугирования расплавленного материала, содержащему:
- периферийную стенку, предпочтительно усеченно-коническую, с отверстиями для прохождения расплавленного материала и получения волокон посредством вытягивания во время указанного центрифугирования,
- ступицу, соединяющую указанную периферийную стенку с верхним фланцем для фиксации диска в волокнообразующем устройстве,
- отворот, продлевающий указанную периферийную стенку в нижнюю часть диска и образующий с ней угол β.
Согласно настоящему изобретению, угол β строго меньше 90°.
В предпочтительных вариантах осуществления настоящего изобретения, которые, разумеется, при необходимости могут комбинироваться друг с другом:
- Отворот имеет угол наклона α к горизонтали меньше или равный 10°.
- Отворот имеет полную длину, составляющую менее 10% полного диаметра диска.
- Отворот имеет на всей его длине по существу одинаковую толщину.
- Диаметр диска составляет от 200 до 800 мм. Под диаметром диска традиционно понимается диаметр, полученный, исходя из самого большого кругового контура.
- Полная длина отворота меньше 15% диаметра диска.
- Периферийная стенка (2) составляет угол γ с вертикалью от 1 до 10°.
- Полная длина отворота меньше 50% длины, измеренной, в плоскости радиального сечения, между внешним краем диска и внутренним краем фланца для крепления диска.
- Угол β строго меньше 87°, в частности, меньше 85°.
- Угол α строго меньше 5°, в частности, меньше 2° и даже равен нулю.
Изобретение относится также к применению вышеописанного диска в процессе образования волокон для стекловаты или минеральной ваты.
Наконец, изобретение относится к способу волокнообразования для получения стекловаты или минеральной ваты с использованием такого диска.
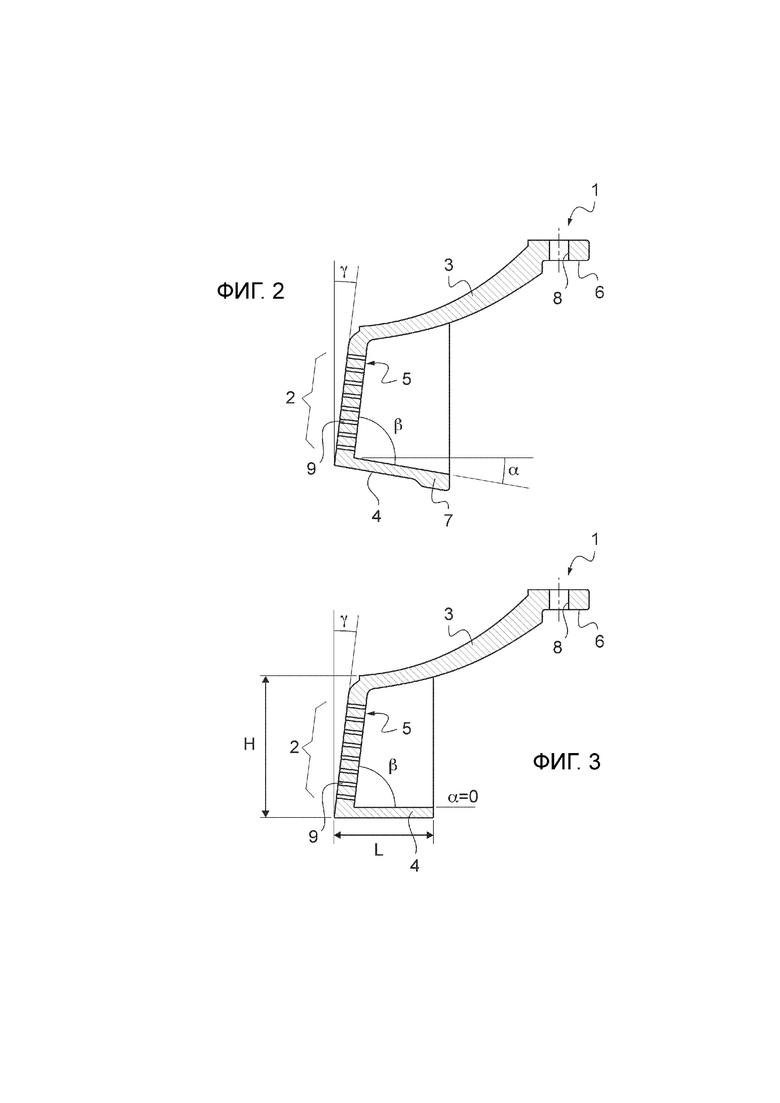
Для лучшего понимания предмета настоящего изобретения ниже с помощью иллюстраций, показанных на прилагаемых чертежах 2 и 3, описываются, соответственно, два диска: первый диск, сконфигурированный в соответствии с современными технологиями, и второй диск, сконфигурированный в соответствии с настоящим изобретением,
На фигуре 2 схематически показана часть прядильного диска 1 согласно современной технологии, в плоскости сечения, поперечной оси вращения указанного диска.
При работе диск 1 закреплен на валу (на фигуре на показан), который приводит его во вращение. Вал и диск приводятся во вращательное движение. Вал является полым, и стекло в расплавленном состоянии течет из средств подачи (не показаны) в вал до корзины (также не показанной на фигуре 1), в которой расплавленное стекло распределяется. Корзина также приводится во вращение, чтобы расплавленное стекло выбрасывалось к внутренней стенке 5 периферийной стенки 2, образуя на этой стенке постоянный запас расплавленного стекла. Этот запас будет питать круглые отверстия 9, проделанные в указанной стенке 5 и выходящие наружу периферийной стенки 2 диска. Обычно эта периферийная стенка 2 наклонена под углом γ примерно 5-10° к вертикали, принимая форму усеченного конуса. Из многочисленных круглых отверстий, размер, концентрация и распределение которых были оптимизированы в соответствии с традиционными методами, в частности, как описано в заявке WO 02/064520, выходят конические течения, превращающиеся в предволокна, выбрасываемые в поток газа, испускаемый горелкой. Под действием этого потока указанные предволокна вытягиваются, а их концевую часть, образующую дискретные волокна (не показаны) затем собирают под диском, например, на конвейере, на котором скапливаются волокна, образуя маты. Разумеется, согласно изобретению можно также предусмотреть и другие средства сбора, в частности, когда конечный изоляционный продукт предполагается продавать без упаковки.
Как указано выше, реализация такого устройства приводит к интенсивным механическим и термическим напряжениям на перфорированной стенке 5.
На фиг. 2 показана только левая часть прядильного диска 1 согласно изобретению. Диск 1 имеет верхнюю часть, состоящую из верхнего крепежного фланца 6, содержащего отверстия 8, предусмотренные для его крепления к опоре, адаптированной соответствующим образом и позволяющей приводить диск во вращение в процессе волокнообразования, описанном выше. Эта верхняя крепежная часть 6 соединена с периферийной стенкой 2, стенка 5 которой перфорирована отверстиями 9, криволинейной частью, называемой ступицей 3 в данной области техники. При этом периферийная стенка 2 соединена на своем нижнем конце с отворотом 4, продлевающим указанную стенку в нижнюю часть диска и образующим с ней угол β.
Отворот 4 проходит радиально по направлению к центру диска 1. Это позволяет собирать и концентрировать расплавленное стекло вблизи стенки 5 перфорированной периферийной стенки, перед тем как из него будет образовано волокно в соответствии с принципами, описанными выше.
Согласно современным технологиям, отворот обычно имеет угол α с горизонталью больше или равный 10°, как показано на фигуре 2. Под горизонталью в контексте настоящего изобретения понимается горизонтальная поверхность отсчета, задаваемая, когда диск установлен в волокнообразующем устройстве. Такая конфигурация была выбрана в данной области техники потому, что она оказалась лучше всего способной ограничивать термомеханические напряжения в месте стыка между нижней частью перфорированной периферийной стенки и отворотом. Так, до сих пор считалось, что проем, связанным с этим углом α, позволяет ограничить напряжения и, таким образом, продлить срок службы диска, в частности, благодаря возможности установки угла β, образованного на стыке между периферийной стенкой 2 и отворотом 4, с указанной плоскостью сечения, на значение, больше или равное 90°.
Длина отворота 4, как правило, достаточно велика, чтобы избежать риска перелива стекла, скопившегося напротив стенки, за пределы диска.
Согласно другой принятой технологии, отворот имеет в своей крайней части, то есть в части, ближайшей к центру диска, армирование материала или элемент жесткости 7. Предполагается, что этот дополнительный материал усиливает сам элемент жесткости на его конце, чтобы также избежать трещин в его наиболее нагруженной части.
На прилагаемой фигуре 3 показан прядильный диск согласно изобретению, в той же плоскости сечения, что и для примера 1.
В отличие от диска с фигуры 2, угол β, образованный на стыке между периферийной стенкой 2 и отворотом 4, имеет на этот раз значение строго меньше 90°, как видно из фигуры 3. В частности, угол β предпочтительно меньше 89°, в частности, меньше 88° и даже меньше 87°, или же меньше 86° или же меньше 85°, или, наиболее предпочтительно, меньше 84°.
Диск согласно изобретению содержит отворот, составляющий угол α с горизонталью меньше 10°, в частности, меньше 9°, даже меньше 8°, или даже меньше 7° или же меньше 6°, или же меньше 5°. В одном возможном и предпочтительном варианте угол α близок или равен 0, то есть отворот расположен почти горизонтально. В таком варианте угол α может быть, например, меньше или равен 4°, 3°, 2° или же меньше 1°.
Кроме того, в отличие от диска согласно уровню техники, на изображении предпочтительного диска, показанном на фигуре 3, элемент жесткости 7 в конфигурации согласно изобретению отсутствует. Действительно, авторами изобретения было обнаружено, что такой элемент жесткости мог бы оказывать вредное воздействие, значительно повышая напряжения в нижней части периферийной стенки 2. Таким образом, в конфигурации, показанной на фигуре 3, предлагается отворот, имеющий по всей его длине по существу одинаковую толщину.
В предпочтительном варианте осуществления изобретения было также продемонстрировано экспериментально, как это описывается ниже, что лучшие результаты по сроку службы дисков получены для дисков, имеющих значения угла β или угла α, описанные выше в связи с фигурой 3, и у которых длина L отворота уменьшена, в частности, не превышает 10% диаметра диска, не приводя, тем не менее, к риску перелива расплавленного стекла. В частности, предпочтительные диски согласно изобретению имеют следующие характеристики:
- длины отворотов составляют от 5,0% до 9,5% диаметра диска, предпочтительно от 7,0% до 9,0% диаметра диска,
- углы α составляют соответственно от 0 до менее 10°, и/или
- углы β составляют от 80° до менее 90°, в частности, от 80° до 88°, в частности, от 82° до 86°.
Такие диски показали лучшие продолжительности службы в испытаниях на формирование стекловолокон.
Следующие примеры позволяют проиллюстрировать преимущества и превосходные характеристики дисков, выполненных согласно настоящему изобретению, но эти примеры являются чисто иллюстративными и не должны рассматриваться как ограничивающие настоящее изобретение в каком-либо из описанных аспектов.
Диски диаметром D=400 мм отливали в соответствии с конфигурациями, показанными на фиг. 2 (согласно современным технологиям) и 3 (согласно изобретению) из металлического сплава, описанного в примере 2 заявки EP511099, для формирования волокон из композиции стекла боросиликатно-кальциево-известкового типа.
Основные геометрические данные для двух использующихся типов дисков приведены ниже.
Таблица 1
(фигура 2)
(фигура 3)
L: длина отворота
D: диаметр диска
H: высота боковой поверхности
Результаты экспериментов, реализованных в реальных условиях волокнообразования, проведенных на совокупности из 30 дисков для каждого из двух типов дисков, показали увеличение срока службы дисков в конфигурации согласно настоящему изобретению в среднем порядка 15% по сравнению с классической конфигурацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ УСТАНОВКОЙ ВОЛОКНООБРАЗОВАНИЯ | 2019 |
|
RU2774109C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ТЕМПЕРАТУРЫ ПРЯДИЛЬНОГО ДИСКА | 2019 |
|
RU2774559C2 |
| СПЛАВ ДЛЯ ТАРЕЛКИ ВОЛОКНООБРАЗОВАНИЯ | 2019 |
|
RU2773040C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛЬНОЙ ВАТЫ, МИНЕРАЛОВАТНЫЙ МАТ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНА | 1992 |
|
RU2096356C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛЬНЫХ ВОЛОКОН | 2017 |
|
RU2747186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ И УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ВОЛОКОН ПУТЕМ ВНУТРЕННЕГО ЦЕНТРИФУГИРОВАНИЯ | 1994 |
|
RU2100298C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ И УСТРОЙСТВО РАСПЫЛЕНИЯ ЗАМАСЛИВАЮЩЕЙ КОМПОЗИЦИИ, ПРЕДУСМОТРЕННОЕ В ТАКОЙ УСТАНОВКЕ | 2018 |
|
RU2772152C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ И УСТРОЙСТВО РАСПЫЛЕНИЯ АДГЕЗИВНОЙ КОМПОЗИЦИИ, ПРЕДУСМОТРЕННОЕ В ТАКОЙ УСТАНОВКЕ | 2018 |
|
RU2793132C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МИНЕРАЛЬНОЙ ВАТЫ ПОСРЕДСТВОМ ВНУТРЕННЕГО ЦЕНТРИФУГИРОВАНИЯ | 2000 |
|
RU2252199C2 |
| ВОЛОКНООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2530065C1 |
Заявлен диск (1) для формирования минеральных волокон, в частности стекловолокон, посредством центрифугирования из расплавленного материала и его применение в процессе формирования волокон для стекловаты или минеральной ваты. Диск содержит периферийную стенку (2) с отверстиями (9) для пропускания расплавленного материала и получения волокон посредством вытягивания во время центрифугирования, ступицу (3), соединяющую периферийную стенку (2) с верхним фланцем (6) для закрепления диска в волокнообразующем устройстве, отворот (4), продлевающий периферийную стенку (2) в нижнюю часть диска и образующий с ней угол β. Угол β составляет менее 87°. Достигаемый технический результат - повышение срока службы диска для формирования минеральных волокон за счет уменьшения напряжений в боковой поверхности, что позволяет замедлить появление трещин. 2 н. и 12 з.п. ф-лы, 3 ил., 1 табл.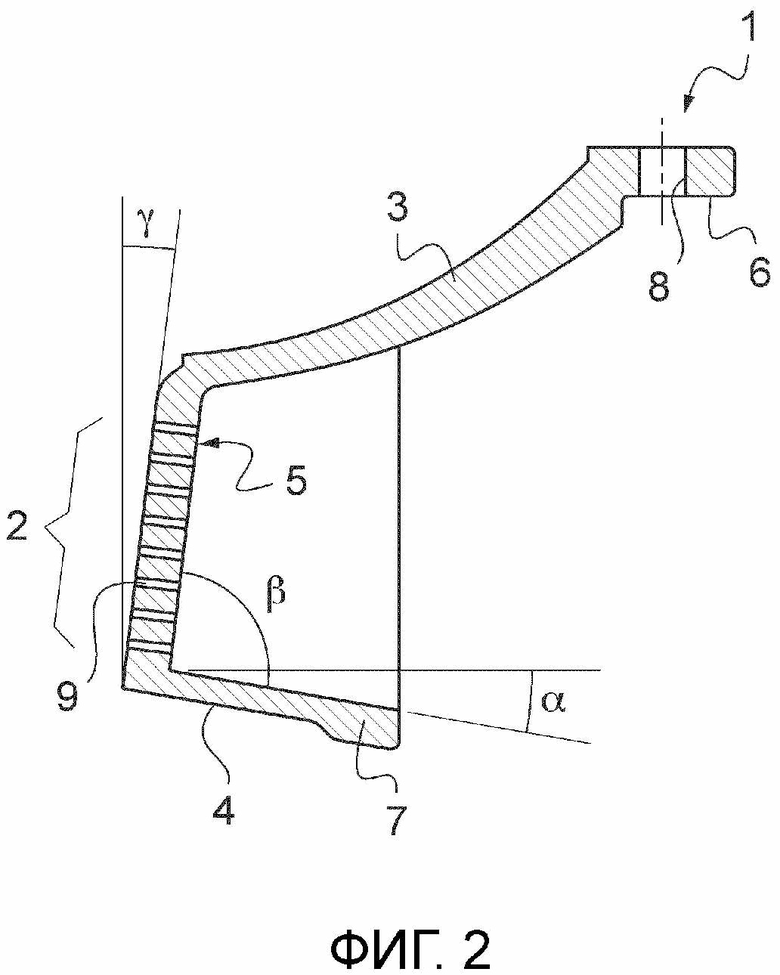
1. Диск (1) для формирования минеральных волокон, в частности стекловолокон, посредством центрифугирования из расплавленного материала, содержащий:
- периферийную стенку (2) с отверстиями (9) для пропускания расплавленного материала и получения волокон посредством вытягивания во время центрифугирования,
- ступицу (3), соединяющую периферийную стенку (2) с верхним фланцем (6) для закрепления диска в волокнообразующем устройстве,
- отворот (4), продлевающий периферийную стенку (2) в нижнюю часть диска и образующий с ней угол β,
причем диск отличается тем, что угол β составляет менее 87°.
2. Диск по п.1, в котором отворот (4) имеет угол наклона α с горизонталью меньше или равный 10°.
3. Диск по одному из предыдущих пунктов, в котором периферийная стенка (2) имеет форму усеченного конуса.
4. Диск по одному из предыдущих пунктов, в котором отворот (4) имеет на всей его длине по существу одинаковую толщину.
5. Диск по одному из предыдущих пунктов, диаметр которого составляет от 200 до 800 мм.
6. Диск по одному из предыдущих пунктов, в котором полная длина отворота (4) меньше 15% диаметра диска.
7. Диск по одному из предыдущих пунктов, в котором периферийная стенка (2) составляет угол γ с вертикалью в интервале от 1 до 10°.
8. Диск по одному из пп.1-5, 7, в котором полная длина отворота (4) составляет менее 50% длины, измеренной в плоскости радиального сечения от внешнего края диска до внутреннего конца фланца для закрепления диска.
9. Диск по одному из предыдущих пунктов, в котором угол β составляет менее 85°.
10. Диск по одному из предыдущих пунктов, в котором угол β составляет менее 83°.
11. Диск по п.2, в котором угол α составляет менее 5°.
12. Диск по п.2, в котором угол α составляет менее 2°.
13. Диск по п.2, в котором угол α равен нулю.
14. Применение диска по любому из предыдущих пунктов в процессе формирования волокон для стекловаты или минеральной ваты.
| Переходная площадка железнодорожного вагона | 1966 |
|
SU479675A1 |
| Переходная площадка железнодорожного вагона | 1966 |
|
SU479675A1 |
| Способ измерения диаметра проволоки | 1979 |
|
SU834385A1 |
| Способ стабилизации растворов целлюлозы в уксусной кислоте с одновременной отбелкой их | 1929 |
|
SU18740A1 |
| US 4392879 B, 12.07.1983 | |||
| RU 2005102078 A, 10.07.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ МИНЕРАЛЬНЫХ ВОЛОКОН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2127230C1 |

