Настоящее изобретение относится к лотку, а точнее,к тарелке для упаковки, транспортировки и/или потребления пищевых продуктов, с покрытым пленкой корпусом, а между пленкой и корпусом расположен клейкий материал (термоклей) для запайки лотка.
Лотки и современные способы запайки лотков с размещенными в них продуктами питания. Например, в документе DE 691 00 484 Т2 описывается способ, предусматривающий наличие в тарелке кромки, изготовленной из материала, поддающегося горячей штамповке и спайке с защитной крышкой. В документе ЕР 2 886 329 А1 описывается способ упаковки с помощью миски и защитной пленки. На миску нанесен полиэфирный слой, прилегающий к пленке, а на пленке есть припойный слой из полимерного базового вещества, прилегающий к миске. В связи с этим защитная пленка может подвергаться обработке коронным разрядом.
Целью настоящего изобретения является создание такого лотка и способа его запайки, с помощью которых можно было бы размещать, хранить и транспортировать и/или потреблять высококачественные продукты питания, а также полуфабрикаты. Например, расположенные на лотке продукты могут быть компонентами определенного блюда.
Эта цель достигается с помощью лотка, имеющего особенности, описанные в пункте 1 формулы изобретения и способа запайки согласно пункту 19 формулы изобретения. Предпочтительные усовершенствования изобретения описаны в дополнительных пунктах формулы. Выводы о дополнительных преимуществах и особенностях изобретения можно сделать из общего описания и описания вариантов его выполнения.
В соответствии с изобретением лоток выполнен в форме тарелки и используется для упаковки, транспортировки и/или потребления продуктов питания. Кроме того, лоток можно использовать для приготовления и/или доведения до готовности продуктов питания или их компонентов, например, частей блюда. Лоток состоит из особо термостойкого корпуса. Корпус покрыт пленкой. В области между пленкой и корпусом нанесен клей для спайки лотка. При этом пленка и лоток (в частности, тарелка) имеют такое поверхностное натяжение, что при удалении пленки клей преимущественно остается на пленке. Для обеспечения такого эффекта используемый клей должен иметь определенную степень адгезии. При этом в области спайки пленки поверхностное натяжение нижней стороны пленки минимальное, и оно превышает поверхностное натяжение в области спайки корпуса. Например, в определенных конфигурациях поверхностное натяжение нижней стороны пленки предпочтительно превышает значение 42 мН/м (также дин/см), а поверхностное натяжение в области спайки лотка предпочтительно равно 41 мН/м или меньше.
В свете настоящего изобретения выражение "при удалении пленки клей преимущественно остается на пленке" означает, что после удаления пленки на ней остается, по крайней мере, 90% или 95% массы клея. В частности, после удаления пленки на ней остается не менее 99% массы клея. Указанные цифры действительны для большинства случаев. Не исключено, что в одном из 20, 50 или 100 случаев на лотке может остаться более высокий процент клея. Тем не менее, при снятии пленки клей равномерно или почти полностью снимается с лотка, так что перед употреблением готовых блюд нет необходимости в дополнительной очистке области спайки лотка.
В соответствии с изобретением лоток имеет много преимуществ. Значительным преимуществом является возможность непосредственно закончить приготовление продуктов или сделать их готовыми к употреблению, при этом после снятия пленки с лотка дополнительное приготовление не требуется. Таким образом, пленку для запайки лотка можно удалить без особых мер предосторожности или усилий, а также без остатков клея на лотке. Тем самым достигается общее приятное визуальное впечатление.
При целесообразном улучшении корпус имеет, по крайней мере, одно основание и одну кромку. Особенно предпочтительно, чтобы область спайки находилась на кромке. В частности, основание используется для размещения как минимум одного продукта питания. Также возможно предусмотреть в корпусе не только одно, а несколько оснований. Например, можно предусмотреть второе или независимое основание, которое может использоваться для размещения независимой емкости или миски, например, небольшого дозатора для соуса или других продуктов и ингредиентов. Предпочтительно, чтобы вокруг корпуса проходила, по крайней мере, одна кромка и тем самым полностью окружала центральную часть корпуса. Кроме того, предпочтительно, чтобы хотя бы одна область спайки полностью охватывала корпус. В связи с этим хотя бы одно основание должно быть полностью окружено сплошной клеевой поверхностью, чтобы обеспечить полную и надежную запайку продуктов в лотке. После нанесения клея на корпус лотка он должен образовывать замкнутое кольцо, так как в противном случае может произойти утечка смеси защитных газов, добавленных под пленку.
Желательно, чтобы кромка, по крайней мере, в области спайки была приподнята по отношению к основанию. Кромка такого типа облегчает захват лотка или тарелки, а также его размещение на столе или электроплите. Приподнятая кромка в области спайки может также облегчить нанесение клея, если он наносится при помощи валиков и т.п.
Возможно и желательно предусмотреть на корпусе поверхность для нанесения клея в виде области спайки. Поверхность для нанесения такого типа может быть предусмотрена, например, в приподнятой области вдоль области спайки. Предпочтительно, чтобы поверхность нанесения имела определенные размеры: ширину от 1,5 до 10 мм, оптимально от 2 до 6 мм. Ширина также может составлять около 3 или 4 мм (+/-2 мм).
Общая ширина корпуса может составлять от 10 до 25 см, а длина - от 20 до 38 см. В предпочтительных конфигурациях корпус имеет ширину от 15 до 20 см и длину от 25 до 35 см. В основном, размеры лотков подбираются по размерам электроплиты и, в частности, по ее объему так, чтобы в электроплите могло размещаться заранее определенное количество лотков без больших промежутков между ними (более 2 см или 3 см). Таким образом, все пространство для размещения лотков используется рационально. Если размер электроплиты позволяет разместить продукты шириной 42,5 см и длиной 35,5 см, желательно располагать 2 лотка рядом на одном держателе. При этом, с одной стороны, останется достаточно места для перемещения лотков, а с другой стороны, промежуточное пространство не будет расходоваться зря. Как правило, размеры лотков следует выбирать таким образом, чтобы при размещении максимально возможного количества лотков на держателе оставалось свободным не менее 10% или 20% и не более 30% или 40% от площади держателя.
Особенно предпочтительно, чтобы корпус был изготовлен, по крайней мере, частично, а лучше в основном или полностью, из керамического материала. При усовершенствованиях особо желательно изготавливать корпус, частично или полностью, из оксида магния. Лотки, изготовленные из керамического материала и/или оксида магния, могут быть различных форм и в силу своей природы пригодны для приготовления и потребления продуктов питания. Лотки на основе оксида магния легче, чем обычный фарфор, и в то же время обладают такой же ударопрочностью. Поэтому такие лотки особенно подходят как для регулярного, так и для профессионального многоразового использования, а также для транспортировки.
Желательно, чтобы корпус был прямоугольным или многоугольным. В связи с этим желательно, чтобы хотя бы один угол имел закругленную форму. Прямоугольные или преимущественно прямоугольные конфигурации обеспечивают высокую плотность упаковки.
Пленка для покрытия (и запайки) пищевых продуктов в лотке обычно выполнена из пластика и имеет толщину от 50 мкм до 150 мкм. Желательно, чтобы пленка была изготовлена, частично или полностью, из такого материала, как полиэтилентерефталат (ПЭТ).
Желательно, чтобы нижняя сторона пленки крепилась к корпусу лотка. Особенно желательно, чтобы поверхностное натяжение нижней стороны пленки изменялось посредством минимум одной поверхностной обработки. Также возможна поверхностная обработка верхней стороны пленки. Рекомендуется обработка коронным разрядом хотя бы части нижней стороны пленки. При обработке коронным разрядом пленка обычно подвергается воздействию высоковольтного электрического разряда. При обработке только одной стороны пленки, она может быть, например, закреплена на полированном валике, а на другой стороне пленки располагают электрод. Для обработки поверхности обычно используется высокочастотный генератор с напряжением переменного тока в диапазоне от 10 до 20 кВ и частотой от 10 до 60 кГц. При обработке могут использоваться и другие диапазоны напряжения и частоты. Желаемое поверхностное натяжение пленки достигается с помощью целенаправленной установки типа, интенсивности и продолжительности поверхностной обработки (настраивается, например, с помощью скорости движения пленки вперед).
В рекомендуемых конфигурациях в корпусе располагают, по крайней мере, один продукт и покрывают его пленкой. Промежуточное пространство между корпусом и продуктом в основном представляет собой неполный вакуум. В частности, вакуум создается давлением в диапазоне от 100 до 400 мбар. Еще больше преимуществ имеет неполный вакуум в диапазоне от 200 до 300 мбар.
В улучшенных конфигурациях в промежуточном пространстве присутствует смесь газов. Состав газовой смеси зависит от запаянных продуктов питания с учетом того, что, например, мясным компонентам требуется другое содержание кислорода (для поддержания красного цвета мяса), нежели продуктам, не содержащим мяса (например, в вегетарианских блюдах или десертах). В частности, в продуктах, содержащих мясо, газовая смесь состоит более чем на 50% из СО2, желательно более чем на 10% из N2 и менее чем на 20%, а желательно менее чем на 10%, из О2. Рекомендуется в дальнейшем снижать процент кислорода до 7%, 6% или 5%. Желательно, чтобы количество азота составляло от 15% до 25%, а процентное содержание углекислого газа было более 60% или даже 70%. В определенной конфигурации используется газовая смесь, состоящая примерно на 75% из углекислого газа, на 20% из азота и на 5% из кислорода.
Конфигурации такого типа имеют много преимуществ, так как благодаря высокому содержанию инертных газов порча продуктов питания во многом предотвращается или значительно замедляется. Дополнительным преимуществом является то, что благодаря процентному содержанию кислорода предотвращается, например, видимое обесцвечивание говядины, которая приобретает сероватый оттенок, когда окружающая среда перестает содержать кислород. Замена природного воздуха на вышеуказанную газовую смесь или одну из вышеуказанных газовых смесей продлевает срок хранения продуктов питания, например, в два раза. Таким образом, повышается стойкость продуктов к порче при хранении. Рекомендуемое процентное содержание кислорода в газовой смеси составляет более 2%, оптимально, от 3% до 10%.
Рекомендуется обрезать выступающую за края корпуса пленку бесконтактным способом. Для этого можно использовать, например, метод под названием "метод встречной обрезки", при котором пленка обрезается лезвием очень близко к корпусу. В результате получается запаянный лоток, создающий визуально привлекательное впечатление.
Клей рекомендуется наносить с помощью устройства для нанесения клеевого состава, состоящего из форсунок и/или неподвижных элементов, таких как скребки, и/или вращающихся элементов, таких как ролики. Желательно направлять лоток, например, с помощью ведущих роликов с силиконовым покрытием через устройство для нанесения клеевого состава, где клей наносится во время непрерывного перемещения лотка.
При предпочтительных усовершенствованиях клеевой состав представляет собой термоклей. Рекомендуется использовать полиолефиновый термоклей. Вязкость клея должна превышать 1500 миллипаскаль-секунд при температуре 160°С. Например, при 160°С вязкость может достигать примерного значения в 2200 миллипаскаль-секунд или превышать его.
В соответствии с изобретением данный способ используется для запайки полуфабрикатов, причем продукты размещаются на лотке и покрываются пленкой. При этом на область спайки лотка наносится клей, на который наклеивается пленка. Поверхностное натяжение пленки и/или лотка таково, что при отрыве пленки клей остается преимущественно на пленке. Это значит, что клей в значительной степени и в большинстве случаев полностью или практически полностью остается на пленке.
При использовании метода, согласно изобретению, полуфабрикаты можно с успехом запаивать в лотке.
Преимуществом является то, что нижняя сторона пленки, которая клеится к лотку, по крайней мере, частично обрабатывается для увеличения поверхностного натяжения. Рекомендуется наносить на область спайки лотка (или пленки) хотя бы один слой клеящего материала путем прокатки, втирания, соскабливания и/или распыления.
Желательно создать в промежуточном пространстве между лотком и пленкой неполный вакуум и/или, по крайней мере, обеспечить там частичный газообмен. Такой газообмен должен обеспечиваться до запайки пленкой. Газообмен желательно осуществить до создания вакуума в промежуточном пространстве между лотком и пленкой. Также можно реализовать и другие варианты.
В частности, в промежуточное пространство между лотком и пленкой предпочтительно подать как минимум один инертный газ. Инертный газ такого типа может быть двуокисью углерода или содержать ее. Инертные газы могут подаваться в меньшей или большей степени.
Дополнительные преимущества и особенности настоящего изобретения можно определить из приведенных ниже вариантов его реализации со ссылкой на прилагаемые рисунки.
Изображения на рисунках:
На Фигуре 1 представлен вид сверху на лоток и изображение двух лотков в электроплите в перспективе;
На Фигуре 2 изображено схематическое поперечное сечение лотка;
На Фигуре 3 представлен вид сверху на другой лоток;
На Фигуре 4 показано схематическое поперечное сечение лотков в соответствии с Фигурой 3;
На Фигуре 5 представлено схематическое изображение лотка в устройстве для нанесения клеевого состава;
На Фигуре 6 представлено схематическое изображение лотка с размещенными на нем продуктами питания при покрытии пленкой;
На Фигуре 7 представлено схематическое изображение лотка с размещенными на нем продуктами питания, запаянными пленкой;
На Фигуре 8 представлено схематическое изображение запайщика для упаковки лотка с размещенными на нем продуктами питания в первом положении; и
На Фигуре 9 изображен запайщик, представленный на Фигуре 8, во втором положении.
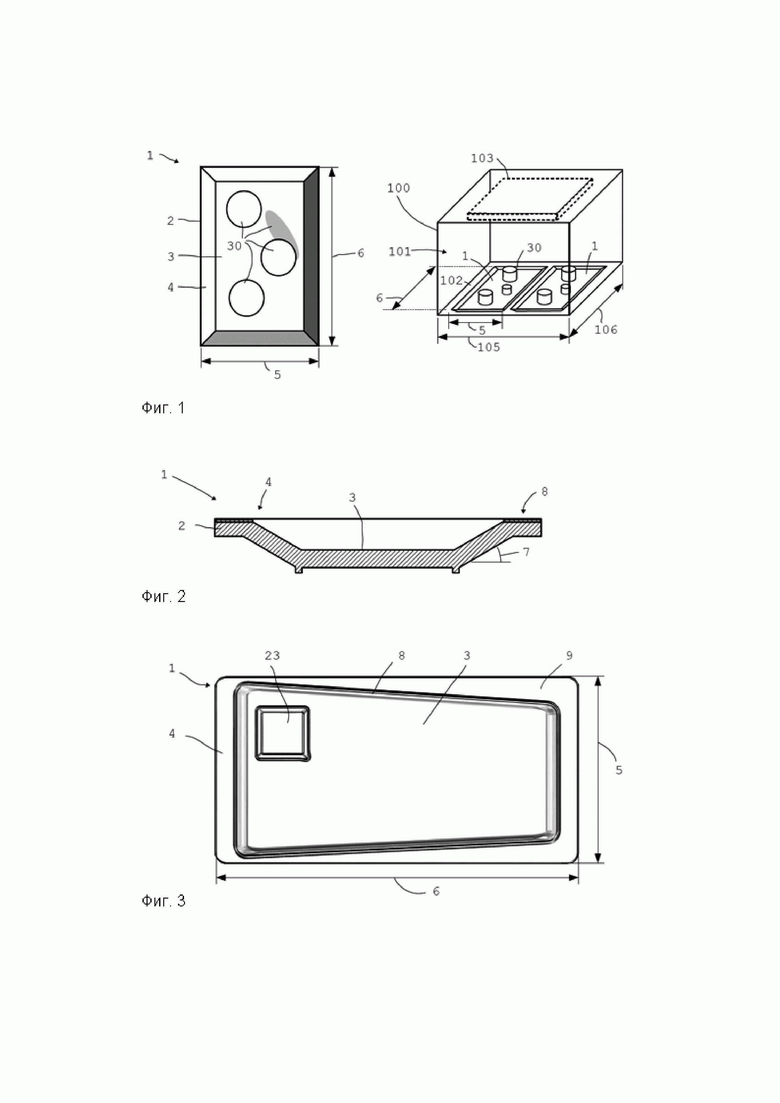
На Фигуре 1 представлен схематический общий вид лотка 1, который выполнен в виде прямоугольной тарелки и состоит из корпуса 2. Корпус имеет основание 3 и кромку 4, которая в данном случае состоит из четырех краев, расположенных на продольной и поперечной границах. Кромка 4 обозначает боковые границы основания 3. Основание имеет пространство, достаточное для размещения нескольких продуктов питания 30, которые могут быть компонентами блюда. На лотке 1 можно размещать часть готового блюда. Некоторые из этих продуктов питания могут быть полуфабрикатами. Все компоненты блюда могут иметь одно и то же агрегатное состояние, однако компоненты в разных блюдах могут иметь разное агрегатное состояние. В этом смысле, например, один лоток может содержать продукты глубокой заморозки, а другой лоток - только охлажденные компоненты.
В конкретном варианте исполнения лоток 1 имеет ширину 5 около 17 см и длину 6 около 33 см. Однако возможны и другие размеры. В частности, внешние размеры лотка 1 адаптируются к внутренним размерам уровня 102 варочного пространства 101 электроплиты 100. Особенно предпочтительным является одновременное расположение двух лотков 1 на одном уровне 102 электроплиты 100. Таким образом, одновременно можно разместить (на двух уровнях) два или лучше четыре лотка 1. Желательно, чтобы ширина варочного пространства 105 превышала ширину 5 лотков больше, чем в два раза, и/или чтобы длина варочного пространства 106 превышала длину 6 лотков больше, чем в два раза. Лотки должны максимально заполнять уровень 102 варочного пространства 101, но при этом между самими лотками, а также между лотками и стенками варочного пространства должны оставаться небольшие зазоры. Таким образом, оператору будет проще доставать отдельные лотки. Оптимальный размер зазоров между лотками и вокруг них составляет от 10 до 40%, а лучше 20-40% поверхности уровня.
Электроплита 100 имеет как минимум один высокочастотный источник тепла 103, частоту излучения которого можно регулировать во время работы. Желательно наличие минимум двух антенн (не изображены), излучающих высокочастотную энергию, причем необходимо предусмотреть возможность изменять частоту излучения высокочастотных источников тепла 103 и их фазы в зависимости от измеренных параметров рассеяния. Таким образом, определенные области и/или компоненты или продукты питания 30, размещенные в лотках 1, могут целенаправленно подвергаться излучению, в то время как другие продукты питания 30 полностью или практически полностью освобождаются от воздействия высокочастотного излучения 103 в силу их состава и/или консистенции. Благодаря одновременному размещению двух и более лотков, два и более продукта, размещенные на лотках, могут одновременно проходить тепловую обработку. Таким образом, уменьшается количество кухонных приборов, необходимых для одновременного окончательного приготовления блюда для группы людей.
В электроплите 100, помимо высокочастотного источника тепла 103, можно использовать дополнительные источники тепла, как, например, в обычных кухонных приборах.
На фигуре 2 представлено схематическое изображение поперечного сечения лотка 1. Корпус 2 лотка 1 имеет основание 3 и кромку 4, причем в данном случае кромка 4 состоит из наклонной области и смежной с ней горизонтальной области, которая расположена параллельно основанию 3. Наклонная область имеет угол 7 от 10° до 45°. В качестве альтернативы, кромка может быть закруглена или наклонена. Кромка 4 также может иметь декоративный край с периферическим узором.
На фигурах 3 и 4 представлен общий вид и поперечное сечение конкретного выполнения лотка 1. Лоток 1 представляет собой прямоугольник с закругленными углами. Корпус 2 лотка 1 состоит из большого основания 3, занимающего существенную часть (>50% или >75%) корпуса 2. Кромка 4, которая используется для захвата лотка 1, а также для удержания пленки 15, окружает основание 3. В этом варианте исполнения в корпусе 2 размещено еще одно независимое второе основание 23, которое используется, например, для размещения независимого контейнера 24. В этот контейнер 24 может быть помещен, например, соус или другие компоненты.
В этом случае внешняя кромка 9 предназначена для захвата лотка.
Область спайки 8 предусмотрена на поверхности нанесения клея 18, которая в данном случае образуется с помощью подъема 19 на кромке 4. Подъем 19 и область спайки 8 сконфигурированы таким образом, чтобы полностью прилегать к основанию 3 и окружать его. Таким образом, обеспечивается надежная запайка продуктов питания 30 в лотке 1.
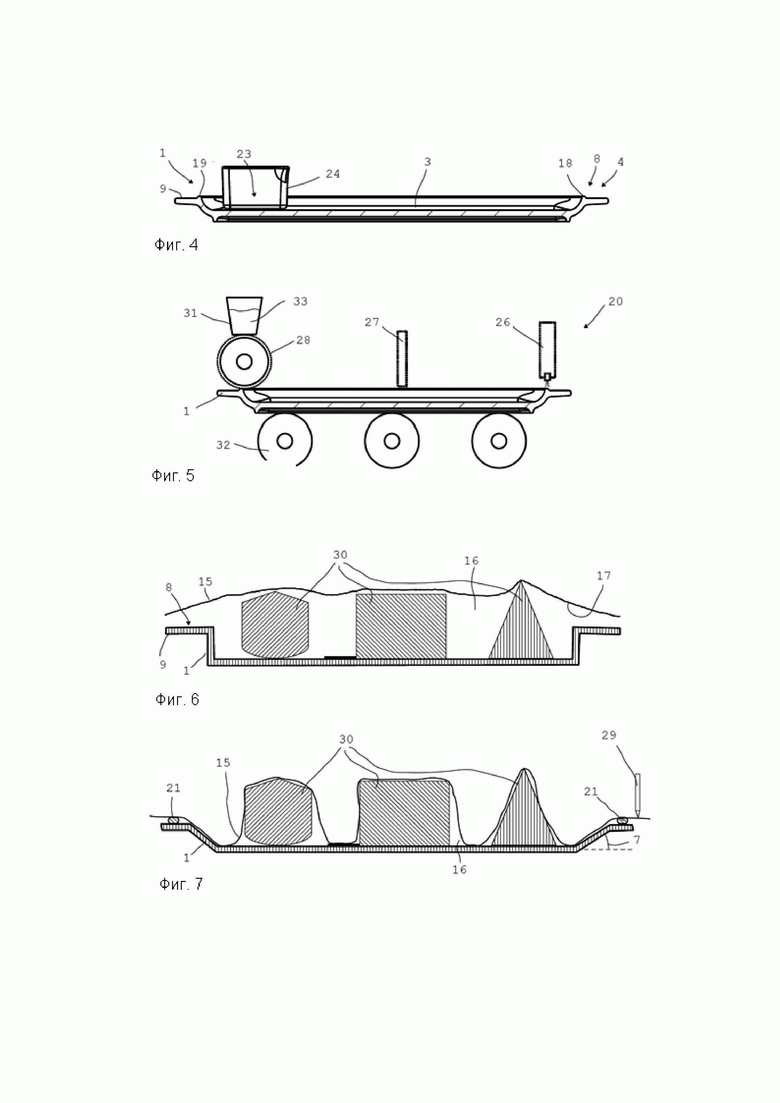
На фигуре 5 представлено схематическое изображение устройства для нанесения клеевого состава 20, в которое методом сквозной подачи подаются лотки 1. Для нанесения клея могут использоваться форсунки 26 и/или скребки 27, но предпочтительнее вращающийся ролик 28, на которые клей или запаечный материал 21 подается из контейнера для хранения 31, в котором расположен резервуар с клеем 33. Валик с рельефной структурой предназначен для лучшего захвата клея. Ведущие ролики 32, перемещающие лоток к ролику 28, могут иметь силиконовое или подобное покрытие, с которого можно легко удалить клей в случае его налипания.
На фигурах 6 и 7 изображены различные лотки 1 при наклеивании пленки 15 на область спайки 8 лотков 1, причем на фигуре 6 показано состояние до запайки пленкой 15, а на фигуре 7 - после создания неполного вакуума и запайки пленкой 15.
Лоток 1, изображенный на фиг.6, в котором расположены различные продукты питания 30, в принципе, уже покрыт пленкой 15. В этом случае пленка 15 изображается перед созданием неполного вакуума. Размер пленки зависит от размера лотка 1. Пленка изготовлена из ПЭТ и ее толщина может составлять 75, 85 или 100 мкм.
В промежуточном пространстве 16 между пленкой и корпусом 2 создается неполный вакуум для продления срока хранения за счет меньшего содержания кислорода в герметичном внутреннем пространстве. Кроме того, обеспечивается защита от скольжения отдельных продуктов 30 в тарелке 1. Предпочтительно, чтобы из промежуточного пространства 16 было удалено не менее 20% объема воздуха. Этого можно добиться при непосредственном накрывании продуктов 30 пленкой 15. Желательно отсутствие образования вакуума в 5% - 10% объема промежуточного пространства, чтобы в промежуточном пространстве 16 оставалось определенное количество остаточного воздуха или газовой смеси. За счет создания неполного вакуума снижается давление пленки на продукты питания 30. При избыточном вакууме, давление пленки может привести к чрезмерной деформации отдельных продуктов питания 30, в результате чего внешний вид и/или вкус продуктов или блюд могут ухудшиться. Посредством запайки (адгезии) компоненты или продукты питания 30 более защищены без использования пленки 15, при условии ограниченного объема кислорода в промежуточном пространстве 16. Кроме того, предотвращается переворачивание и соскальзывание пищевых продуктов 30 во время транспортировки или при размещении в электроплите 100. Вдобавок обеспечивается дополнительная защита, поскольку до или после создания неполного вакуума воздух заменяется определенной газовой смесью, содержащей гораздо меньшее количество кислорода. В этом случае важно, чтобы перед запайкой и подачей защитного газа упаковочный аппарат содержал в себе чистую атмосферу, поскольку обмен преобладающей атмосферы в упаковочной машине должен производиться до этого времени.
На Фиг. 7 изображен лоток 1 с пленкой 15, в промежуточном пространстве 16 которого образовался неполный вакуум, а воздух или газ были частично удалены из промежуточного пространства 16. В этом случае запаечный материал или клей 21 также изображен на поверхности кромки 4 в области спайки 8.
Желательно модифицировать газовую смесь в промежуточном пространстве 16. Это можно осуществить путем подачи компонентов инертного газа. Замену газа или газовой смеси, присутствующей в области размещения продуктов питания, предпочтительно осуществлять до создания неполного вакуума. С этой целью желательна подача значительного количества углекислого газа. Предпочтительно подавать такой состав газовой смеси, чтобы в конечном итоге при неполном вакууме в промежуточном пространстве 16 содержалось от 60% до 85% углекислого газа, от 10% до 30% азота, а также от 3% до примерно 10% кислорода. В конкретных конфигурациях доказано преимущество такой газовой смеси, в состав которой входит около 75% углекислого газа, около 20% азота и около 5% кислорода. Во всех конфигурациях желательно, чтобы процент кислорода составлял не менее 2%, а лучше от 3% до 8%, или 10%. Слишком малое количество кислорода может привести к обесцвечиванию продуктов питания (говядины), что создает визуально непривлекательный внешний вид. Это также может влиять и на качество продуктов.
На фигуре 7 изображено лезвие 29, с помощью которого можно удалить пленку, выступающую за края корпуса 2, не прикасаясь лезвием 29 к корпусу 2 лотка 1.
В любом случае пленку 15 снимают перед тем, как закончить приготовление или выполнить термообработку продуктов (полуфабрикатов) 30 в электроплите 100.
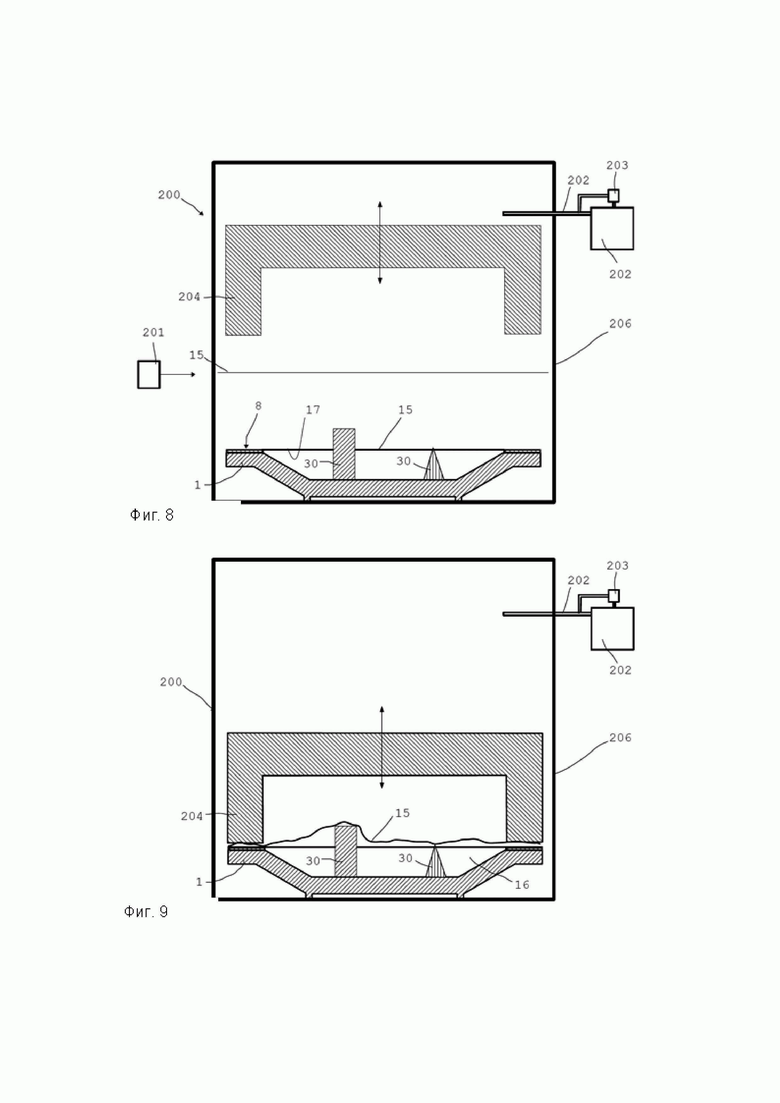
На фигурах 8 и 9 изображено устройство для запайки, или запайщик, 200 для запайки лотка 1 или размещенных на нем продуктов питания 30. Для этого лоток надлежащим образом размещают в корпусе 206 запайщика 200 или обеспечивают его автоматическую подачу в корпус 206. Как описано выше, в основании 3 корпуса 2 лотка 1 размещены компоненты или продукты 30, которые подлежат накрытию пленкой 15. Отдельные продукты 30 могут вместе составлять часть блюда. Кроме того, в промежуточном пространстве 16 между пленкой 15 и продуктами питания 30 или основанием 3 создается неполный вакуум. Для этого используется всасывающее устройство 202.
Пленка 15 подается с помощью устройства для подачи пленки 201, после чего устанавливается подходящий размер пленки, если он не был установлен заранее. С помощью воздуходувки, не изображенной на рисунке, между лотком 1 и пленкой 15 нагнетается воздух или другая газовая смесь, после чего пленка 15 опускается на лоток 1 с размещенными на нем продуктами. После этого запаечный инструмент 204 запайщика 200 перемещается вниз и прижимает пленку 15, в данном варианте реализации, к области спайки 8 на кромке 4. Прижать пленку к запаечному материалу или клею в области спайки 8 можно также давлением воздуха или газа.
Ранее пленка 15 нагревалась с помощью нагревательного устройства, которое отдельно не изображено, что облегчало ее растягивание.
На фигуре 9 изображен запайщик 200 во втором положении, при котором он почти достигает кромки 4 или области спайки 8 лотка 1. Таким образом, пленка 15 укладывается на область спайки 8 и накрывает продукты питания 30. После того, как запаечный инструмент 204 достигнет области спайки 8 и прижмет пленку 15, газовая смесь с помощью всасывающего устройства 202 высасывается из корпуса 206, а также из промежуточного пространства 16 между пленкой 15 и лотком 1. При этом давление регулируется при помощи манометра 203, который регистрирует измерение внутри промежуточного пространства 16 при помощи подающей трубы всасывающего устройства 202. Однако датчик давления не находится в промежуточном пространстве 16 между пленкой и лотком 1. При этом создается неполный вакуум, и степень вакуума зависит от продуктов или компонентов, подлежащих упаковке. Параметры, устанавливаемые для упаковочной установки (среди прочего, время запайки, температура запайки, значение давления в мбар), различаются для каждого блюда. Хрупкость определенных пищевых продуктов определяет степень неполного вакуума.
После запайки лотки 1 с находящимися в них компонентами могут храниться, охлаждаться или даже замораживаться в соответствии с требованиями. Для предотвращения образования конденсата на пленке 15 важно, чтобы глубокая заморозка производилась только после запайки. Затем лоток 1 можно разместить внутри внешней упаковки, в которую также можно поместить еще несколько лотков.
Например, для замены газовой смеси в промежуточном пространстве 16, можно сначала заполнить нужной газовой смесью внутреннее пространство запайщика 200. Тогда промежуточное пространство 16 также заполнится нужной газовой смесью. После этого можно создать неполный вакуум, так чтобы объем промежуточного пространства 16 был заполнен желаемой газовой смесью.
Как правило, предусмотрен лоток 1, изготовленный из фарфора на основе окиси магния. Лоток, в частности, выполнен в виде тарелки и имеет общую длину около 330 мм (+/-15 мм) и общую ширину 170 мм (+/-15 мм). Лоток 1 особенно подходит для вставки и транспортировки упакованных в пленку блюд, размещенных в стандартных пищевых контейнерах Gastronorm. В предпочтительных конфигурациях в лоток можно поместить как минимум один дополнительный контейнер. Например, может быть предусмотрен небольшой дозатор и т.п., который можно наполнить соусом или гарнирами и т.п. Точное расположение контейнера определено независимым основанием соответствующего размера. Независимое основание этого типа также определяет расстояние от контейнера до кромки 4, что является преимуществом при запайке.
Предпочтительно использовать термоклей с нанесением его на область спайки 8, уделяя особое внимание подъему 19 или кромке 4. Область спайки 8 располагается непрерывно по окружности и специально имеет скругленные углы для равномерного нанесения клея в качестве запаечного материала.
Используемый клей должен обладать высокой стабильностью и вязкостью не менее 1500 миллипаскаль-секунд при температуре нанесения около 180°С. В любом случае клей должен быть пригоден для контакта с пищевыми продуктами.
Кромка может быть выполнена с декоративной окантовкой или без нее.
Желательно, чтобы ПЭТ пленка, используемая для запайки пищевых продуктов и/или компонентов-полуфабрикатов, была также пригодна для контакта с пищевыми продуктами. Перед последующим приготовлением пищи в электроплите пленку 15 необходимо снять. Это гарантирует частичное или полное удаление термоклея. Поверхностные остатки клея, оставшиеся, например, на краю тарелки, являются недостатком и неблагоприятны для использования.
Для того, чтобы обеспечить удаление клея при снятии пленки с лотка, пленка должна иметь соответствующее поверхностное натяжение - не менее 38 мН/м, а лучше 42, 43 или 44 мН/м.
Крайне желательно, чтобы поверхностное натяжение используемой пленки превышало поверхностное натяжение тарелки. Для этих целей нижняя сторона используемой ПЭТ пленки, по крайней мере, частями подвергается поверхностной обработке. В частности, выполняется обработка коронным разрядом. Таким образом, сторона, обращенная к пищевым продуктам, подвергается обработке поверхности. Доза при обработке коронным разрядом равна удельному потреблению энергии непрерывной полосой пленки. Обычно клей всегда стремится к более высокому поверхностному натяжению. В принципе, сила обработки коронным разрядом должна максимально отвечать уровню, необходимому для обеспечения оптимальной последующей запайки пищевого продукта, покрытого нижней стороной ПЭТ-пленки.
Клей наносится на лоток 1 с помощью устройства для нанесения клеевого состава, которое может иметь как неподвижные, так и вращающиеся элементы, а также форсунки. В предпочтительной конфигурации рассматривается вращающийся элемент, выполняющий срез для предотвращения образования крошки. При нанесении термоклея рекомендуется строго придерживаться необходимого количества и температуры.
Желательно, чтобы инструмент не прикасался к лотку 1 во время прижимания пленки в процессе запайки. Например, необходимое давление может создаваться давлением газа во время обдувания пленки газовой смесью. Это предотвращает повреждение тарелки.
В общем, данное изобретение предусматривает лоток с пищевыми продуктами, расположенными в корпусе и покрытыми пленкой, запаянной оптимальным способом.
Перечень ссылочных номеров
1 - устройство в зоне приготовления пищи
1 - лоток, тарелка
2 - корпус
3 - основание
4 - кромка
5 - ширина
6 - длина
7 - угол
8 - область спайки
9 - край для захвата, край
10 - декоративная кромка
11 - декоративная линия
12 - декоративная ширина
14 - область нижнего края
15 - пленка
16 - промежуточное пространство
17 - нижняя сторона
18 - поверхность нанесения
19 - подъем
20 - устройство для нанесения клеевого состава
21 - клей
22 - вспомогательная кромка
23 - основание
24 - контейнер
25 - нижняя чашка
26 - форсунка
27 - скребок
28 - ролик
29 - лезвие
30 - продукт питания, компонент
31 - контейнер
32 - ведущий ролик
33 - резервуар с клеевой смесью
100 - электроплита
101 - варочное пространство
102 - уровень
103 - высокочастотный источник нагрева
105 - ширина варочного пространства
106 - длина варочного пространства
200 - запайщик
201 - устройство подачи пленки
202 - всасывающее устройство
203 - манометр
204 - запаечный инструмент
206 - корпус
Настоящее изобретение относится к емкости для упаковки, транспортировки и/или потребления пищевых продуктов. Лоток, или тарелка, для упаковки, транспортировки и/или потребления пищевых продуктов, с пленкой, покрывающей корпус, где между пленкой и корпусом в области спайки нанесен клей для запайки лотка. При этом характерной особенностью клея является такое поверхностное натяжение пленки и лотка, при котором во время удаления пленки клей остается преимущественно на пленке и при этом поверхностное натяжение пленки в области спайки превышает значение 42 мН/м, а поверхностное натяжение корпуса в области спайки равно 41 мН/м или меньше. Группа изобретений также относится к способу запайки полуфабрикатов в вышеуказанном лотке. Целью настоящей группы изобретений является создание такого лотка и способа его запайки, с помощью которых можно было бы размещать, хранить и транспортировать и/или потреблять высококачественные продукты питания, а также полуфабрикаты. 2 н. и 20 з.п. ф-лы, 9 ил.
1. Лоток (1), или тарелка, для упаковки, транспортировки и/или потребления пищевых продуктов (30), с пленкой (15), покрывающей корпус (2), где между пленкой (15) и корпусом (2) в области спайки (8) нанесен клей (21) для запайки лотка (1) и его характерной особенностью является такое поверхностное натяжение пленки (15) и лотка (1), при котором во время удаления пленки (15) клей (21) остается преимущественно на пленке (15) и при этом поверхностное натяжение пленки (15) в области спайки (8) превышает значение 42 мН/м, а поверхностное натяжение корпуса (2) в области спайки (8) равно 41 мН/м или меньше.
2. Лоток (1) по п.1, который имеет корпус (2) с минимум одним основанием (3) и одной кромкой (4), которая имеет подъем, по крайней мере, в области спайки (8) по отношению к основанию (3), а область спайки (8) расположена на кромке (4).
3. Лоток (1) по любому из пп. 1, 2, в котором на корпусе (2) расположена поверхность для нанесения (18) клея (21), что обеспечивается областью спайки (8).
4. Лоток (1) по любому из пп. 1-3, в котором корпус (2) (лоток) в основном изготовлен из керамического материала и в частности частично из оксида магния.
5. Лоток (1) по любому из пп. 1-4, в котором пленка (15) изготовлена из пластика и имеет толщину от 50 до 150 мкм.
6. Лоток (1) по любому из пп. 1-5, в котором пленка (15) изготовлена по крайней мере частично из полиэтилентерефталата.
7. Лоток (1) по любому из пп. 1-6, в котором нижняя сторона (17) пленки (15) крепится к корпусу (2), а поверхностное натяжение нижней части (17) пленки (15) изменяется путем обработки поверхности.
8. Лоток (1) по п. 7 , в котором часть поверхности нижней стороны (17) пленки (15) обрабатывается коронным разрядом.
9. Лоток (1) по п. 7 или 8, в котором тип, интенсивность и продолжительность обработки поверхности зависят от устанавливаемого поверхностного натяжения.
10. Лоток (1) по любому из пп. 1-9, в котором в корпусе (2) располагается хотя бы один пищевой продукт (30), покрытый пленкой (15), а промежуточное пространство (16) представляет собой неполный вакуум.
11. Лоток (1) по п. 10, в котором в промежуточном пространстве (16) присутствует газовая смесь, состоящая более чем на 50% из CO2, более чем на 10% из N2 и менее чем на 10% из O2.
12. Лоток (1) по п.11, в котором состав газовой смеси соответствует пищевым продуктам, расположенным в корпусе.
13. Лоток (1) по п. 11 или 12, в котором процентное содержание O2 в газовой смеси должно составлять больше 2% или от 3% до 10%.
14. Лоток (1) по любому из пп. 1-13, в котором пленка (15), выступающая за края, обрезается бесконтактно снаружи корпуса (2).
15. Лоток (1) по любому из пп. 1-14, в котором клей (21) наносится с помощью устройства для нанесения клеевого состава (40), содержащего форсунки (26) и/или неподвижные элементы, например скребки (27), и/или вращающиеся элементы, например ролики (28).
16. Лоток (1) по любому из пп. 1-15, в котором клей (21) представляет собой термоклей.
17. Лоток (1) по п. 16, в котором клей представляет собой термоклей на основе полиолефина, который при температуре 160ºC имеет вязкость более 1500 миллипаскаль-секунд.
18. Способ запайки полуфабрикатов (30), при котором продукты питания (30) размещаются в лотке (1) по любому из пп. 1-17 и покрываются пленкой (15), характеризуется тем, что клей (21) наносится на область спайки (8) лотка (1) и к нему приклеивается пленка (15), а также поверхностным натяжением пленки (15) и/или лотка (1), при котором во время удаления пленки (15) клей (21) остается, в основном, на пленке (15), причем поверхностное натяжение пленки (15) в области спайки (8) превышает поверхностное натяжение корпуса (2) в области спайки (8).
19. Способ по п. 18, при котором поверхность нижней стороны (17) пленки (15), которая клеится к лотку (1), по крайней мере частично обрабатывается для увеличения поверхностного натяжения пленки (15).
20. Способ по п. 18 или 19 , при котором клей (21) наносится на область спайки (8) лотка (1) путем прокатки, втирания, соскабливания и/или распыления.
21. Способ по любому из пп. 18-20, при котором в промежуточном пространстве (16) между лотком (1) и пленкой (15) создается неполный вакуум и/или в промежуточном пространстве (16) осуществляется по крайней мере частичный газообмен.
22. Способ по п. 21, при котором добавляется по крайней мере один инертный газ.
| DE 69100484 T2, 03.02.2004 | |||
| US 5180599 A, 19.01.1993 | |||
| JPS 5613358 A, 09.02.1981 | |||
| ПРИВОД | 1990 |
|
RU2067706C1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| KR 101237783 B1, 28.02.2013 | |||
| US 4427148 A, 24.01.1984 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ получения трифторэтилового спирта | 1974 |
|
SU514803A1 |

