ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
[0001] Изобретение относится к способу производства полос из нержавеющей стали, включающему прокатку в холодном состоянии полос, которые были изготовлены путем литья и/или горячей прокатки в ходе предшествовавшего процесса. Изобретение также относится к линии прокатки, предназначенной для применения при осуществлении способа.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Холодную прокатку полос из нержавеющей стали осуществляют с одной или несколькими целями. Как правило, основная цель состоит в уменьшении толщины исходных полос, которые обычно подвергают горячей прокатке на предшествующей линии горячей прокатки до толщины горячекатаных полос, которая составляет не менее 1,5 мм, а обычно около 2–6 мм, но может составлять до включительно 10 мм. Обычно для получения исходного материала для холодной прокатки без окислов и окалины, остающихся после предшествующей горячей прокатки, холодной прокатке предшествуют первоначальный отжиг, охлаждение и дробеструйная очистка от окалины, а также одна или более стадий травления. В альтернативном варианте осуществления горячая прокатка может быть полностью или частично заменена литьем полос, причем толщина отлитых полос может быть меньше по сравнению с обычной толщиной горячекатаных полос или может быть на несколько миллиметров больше, но в этом случае также холодной прокатке обычно предшествует первоначальный отжиг, охлаждение, дробеструйная очистка от окалины и травление, в той мере, в которой эти методы хоть в какой-то степени можно реализовать. При холодной прокатке, которую обычно осуществляют во множестве последовательных операций холодной прокатки, возможно, чередующихся с операциями отжига, охлаждения, удаления окалины и травления, толщину можно уменьшать до 1 мм или даже до меньшей толщины. В то же время на этих традиционных станах холодной прокатки можно получать полосы с поверхностью очень высокого качества, так называемой 2B-поверхностью, если завершать прокатку термообработкой, травлением и дрессировкой, или с даже более высококачественной поверхностью (BA-поверхностью), если использовать светлый отжиг. Основной или дополнительной целью холодной прокатки может также быть повышение прочности материала полосы. С этой целью предлагается также в качестве дополнения к холодной прокатке — EP 0 738 781 — осуществлять холодную вытяжку полосы после отжига так, чтобы непрерывно пластифицировать и удлинять полосы и одновременно уменьшать ее толщину. Кроме того, известны способы — US 5 197 179 и EP 0 837 147 — осуществления по меньшей мере первой операции холодной прокатки охлажденной горячекатаной полосы или охлажденной отлитой полосы перед термообработкой, травлением и возможные дополнительные операции холодной прокатки для доведения полосы до желаемой конечной толщины. Однако для способов и линий прокатки, известных в настоящее время, характерны высокая стоимость и/или сложность их адаптации к различным требованиям в отношении толщины полосы, состояния поверхности и прочности конечного продукта. Это, в частности, относится к ситуации, когда горячая прокатка и последующая холодная прокатка, а также операции, связанные с горячей прокаткой и холодной прокаткой, рассматриваются как единый производственный процесс.
В EP 1 637 243 описан способ производства полос из нержавеющей стали, включающий горячую прокатку до заданной толщины и последующую холодную прокатку до меньшей толщины, причем процесс включает отжиг и травление, а также два прохода через линию холодной прокатки.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0003] Целью изобретения является исследование и решение вышеуказанного комплекса проблем. Таким образом, в соответствии с первым аспектом изобретения можно реализовать способ с комбинацией признаков по п. 1.
[0004] Как было упомянуто в приведенном выше описании предпосылок создания изобретения, обычной для горячекатаных полос является конечная толщина в диапазоне 2–6 мм, и горячей прокаткой толщину полосы можно довести даже до 1,5 мм. Наиболее сложной частью горячей прокатки является конечная часть, т. е. фаза, в которой осуществляют операции с очень тонкими полосами. Эту фазу сложно контролировать, и, кроме того, на полосах образуется много оксидов относительно толщины полосы. Кроме того, чем сильнее уменьшается толщина полосы, тем больше снижается выход продукта стана горячей прокатки. Для дополнительного улучшения исходного материала, используемого для последующей холодной прокатки, полезно также осуществлять резкое охлаждение полосы от конечной температуры прокатки до ниже 700 °C, чтобы избежать механического напряжения во время сворачивания полосы в рулон и коробления горячих полос, а более всего, чтобы повышать надежность в течение процесса, с одной стороны, получать как можно более тонкие оксидные слои, а с другой стороны, предотвращать выделение карбидов по границам зерен в поверхностных слоях. В соответствии с другим аспектом изобретения цель заключается в интеграции начальной горячей прокатки и обработки полосы, связанной с горячей прокаткой, с последующей холодной прокаткой в таком режиме, чтобы в целом обеспечивать хорошую производственную экономию, повышение производительности стана горячей прокатки, включая снижение риска возникновения узких мест на линии горячей прокатки, а также в получении после холодной прокатки конечного продукта, который может удовлетворять высоким требованиям в отношении качества. В соответствии с этим аспектом изобретения оно относится к способу изготовления полос из нержавеющей стали, включающему горячую прокатку в начальном процессе с последующей холодной прокаткой на линии прокатки, отличающемуся тем, что горячую прокатку останавливают при уменьшении толщины полосы до значения от 2,0 до 6,5 мм, предпочтительно от 3 до 5 мм, тем, что таким образом горячекатаную полосу резко охлаждают от конечной температуры горячей прокатки до ниже 700 °C, а при последующей холодной прокатке ее пропускают по меньшей мере один раз через указанную линию холодной прокатки, которая содержит по меньшей мере один стан холодной прокатки на начальном участке линии, а после указанного начального стана/станов холодной прокатки имеет по меньшей мере один участок отжига и по меньшей мере один участок травления, и при этом указанную полосу при первом проходе через по меньшей мере один стан холодной прокатки на начальном участке линии прокатывают вместе с темными оксидами, образовавшимися на полосе в горячем состоянии в начальной фазе процесса.
[0005] При начальной и необязательно только холодной прокатке нержавеющей стали, когда с обеих сторон полосовой стали имеются темные оксидные покрытия, сформировавшиеся в начальном процессе на стали, находившейся в горячем состоянии, в некоторой степени будет происходить растрескивание оксидной окалины. Это можно рассматривать как операцию начального удаления окалины, которая может способствовать эффективному удалению окалины, выполняемому позднее, после отжига, перед травлением полосы. Чтобы указанное начальное растрескивание можно было эффективно использовать для облегчения последующего удаления окалины и травления, желательно как можно меньше ликвидировать его в процессе отжига, т. е. чтобы при отжиге не происходило срастания надломов или трещин в оксидных слоях.
В соответствии с изобретением после отжига проводят стадию удаления окалины с последующим использованием окалиноломателя и стадии дробеструйной обработки.
В соответствии с изобретением после стадии дробеструйной обработки проводят стадию травления, на которой сталь подвергают обработке с использованием комбинации азотной, фтористоводородной и необязательно серной кислоты.
Целевое удлинение на окалиноломателе должно быть задано таким образом, чтобы отклонение от плоскостности после участка охлаждения (I) исчезало и, следовательно, полоса не имела отклонений от плоскостности перед дробеструйной обработкой, что обеспечивает максимальную эффективность дробеструйной обработки.
Необходимое удлинение можно рассчитывать следующим образом:
Удлинение(окалиноломатель) [%] = удлинение при пределе текучести материала [%] + I/10 000 [%], где (1)
I = отклонение от плоскостности, определенное I-блоком,
I-блок является распространенным способом определения соотношения высота/длина волны для отклонения от плоскостности.
[0006] Дополнительные характеристики и аспекты изобретения будут очевидны из прилагаемой формулы изобретения и следующего описания указанной линии прокатки, а также того, как изобретение можно осуществлять на практике в соответствии с предпочтительным вариантом осуществления.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
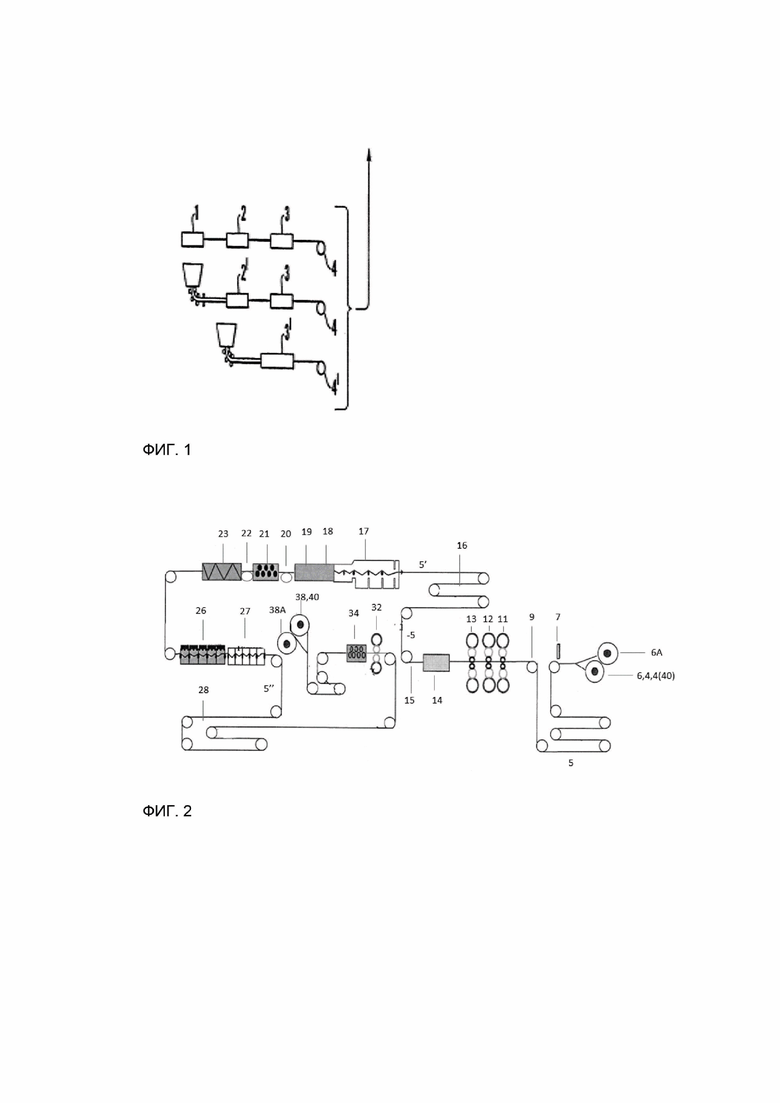
[0007] На Фиг. 1 полусхематично показаны вариант осуществления настоящего изобретения и линия прокатки, а на Фиг. 2 и 3 очень схематично показан предпочтительный вариант осуществления способа производства полос.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0008] На Фиг. 1–3 схематично показано несколько разных способов изготовления полос из нержавеющей стали. Предпочтительно полосы аустенитной или ферритной нержавеющей стали представляют собой исходный материал для процесса, проводимого на следующей линии прокатки (Фиг. 2 и Фиг. 3), которую используют для осуществления способа по изобретению. Кроме того, допустимо применение ферритно-аустенитных сталей. Три способа производства исходного материала показаны на Фиг. 1. В соответствии со способом I слябы 1 подвергают горячей прокатке на линии горячей прокатки для изготовления горячекатаных полос с нормальной для горячекатаных полос толщиной, т. е. 1,5–6,5 мм. Однако в соответствии с одним аспектом изобретения горячую прокатку останавливают перед уменьшением толщины до 2,5 мм или самое позднее при таком уменьшении, т. е. останавливают прокатку тогда, когда толщина полос находится в диапазоне 2–6,5 мм, предпочтительно в диапазоне от 3 до 5 мм. Горячекатаные полосы резко охлаждают до температуры ниже 700 °C на участке 3 резкого охлаждения распылением воды с должной интенсивностью. После этого полосы сворачивают в рулоны 4, которые дополнительно охлаждают до температуры 100 °C или ниже.
[0009] В соответствии со способом II полосы из нержавеющей стали отливают в форме полос в соответствии с любым способом, который может быть известен сам по себе и который в том, что касается конкретного режима работы, не является частью настоящего изобретения и, следовательно, не будет описан более подробно. Однако в качестве примера можно использовать так называемый двухвалковый способ литья полосы из нержавеющей стали, который известен специалистам в данной области техники. Отлитую полосу из нержавеющей стали подвергают горячей прокатке на линии 2' горячей прокатки до толщины, обычной для горячекатаных полос из нержавеющей стали или немного большей, как указано выше, составляющей 2–6 мм, после этого горячекатаную полосу сразу резко охлаждают на участке 3 охлаждения и сматывают в рулон 4.
[0010] В соответствии со способом III полосу из нержавеющей стали отливают в форме полосы, имеющей толщину, которая нормальна для полос из нержавеющей стали или, возможно, несколько больше, т. е. около 1,5–6,5 мм, после этого полосу резко охлаждают на участке 3' охлаждения до температуры ниже 700 °C Изготовленные таким образом полосы сматывают в рулоны 4'.
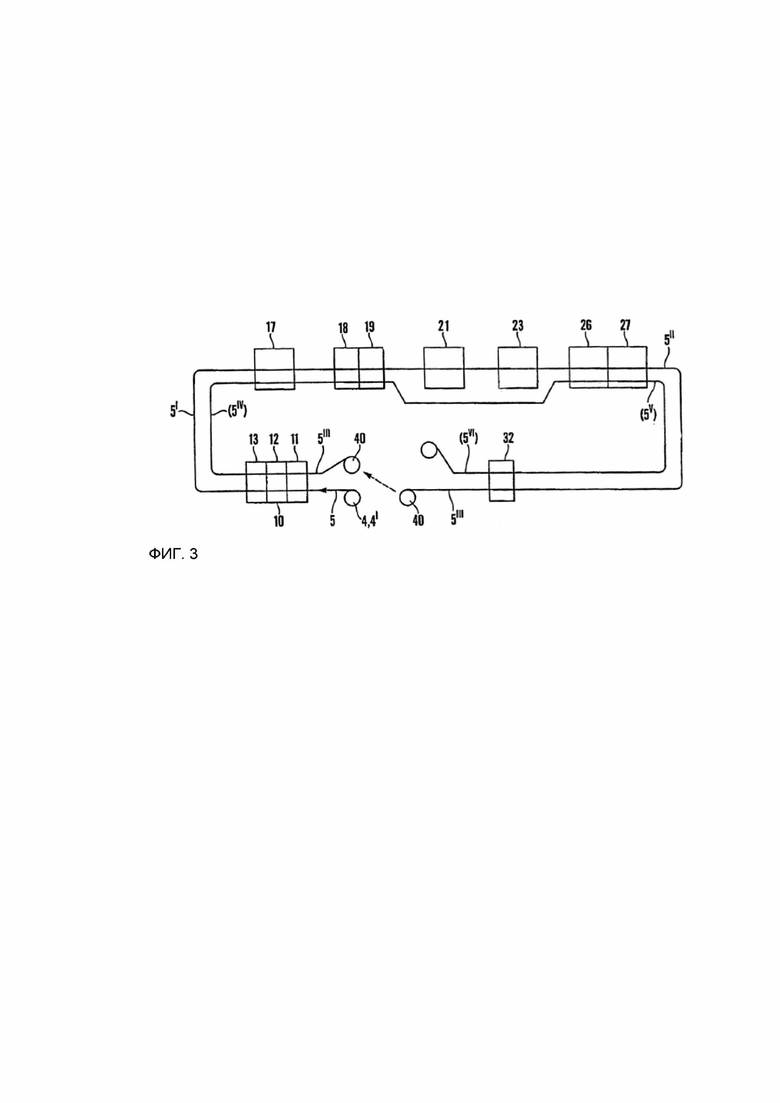
[0011] Таким образом, исходный материал для последующей обработки на линии прокатки (Фиг. 2 и Фиг. 3) состоит из отлитых и/или горячекатаных полос 4, 4' из нержавеющей стали. Такой рулон 4, 4' полос из нержавеющей стали показан на чертежах в процессе его размотки с разматывателя 6. Вспомогательный разматыватель обозначен как 6A. Сварочная машина для стыковки полос, первый лупер полос и первый многовалковый стан с S-образным прохождением полосы обозначены номерами 7, 8 и 9 соответственно. Затем следует участок 10 начальной холодной прокатки, состоящий из трех станов 11, 12 и 13 холодной прокатки, причем станы относятся к так называемому Z-валковому или 6-валковому типу, что означает, что каждый из них имеет пару рабочих валков и два опорных валка сверху и снизу соответствующего рабочего валка.
[0012] После участка 10 начальной холодной прокатки следует обезжиривающее устройство 14, второй многовалковый стан 15 с S-образным прохождением полосы и второй лупер 16 полос.
[0013] Полоса, размотанная из рулона 6, обозначена номером 5. После прохождения через участок 10 начальной холодной прокатки полосу обозначают номером 5'. Полосу 5' из лупера 16 полос подают через печь 7 для отжига и участок охлаждения, содержащий две камеры 18 и 19 охлаждения. Затем следуют третий многовалковый стан 20 с S-образным прохождением полосы, окалиноломатель 21 и стадия 23 дробеструйной обработки. С каждой стороны окалиноломателя 21 расположены четвертый и пятый многовалковые станы 20 и 22 с S-образным прохождением полосы соответственно. В соответствии с настоящим изобретением окалиноломатель перед агрегатом дробеструйной обработки создает эффект улучшения плоскостности металлической полосы и создания первичных трещин для повышения эффективности стадии дробеструйной обработки.
[0014] Окалиноломатель 21 состоит из стана холодного растяжения, конструкция которого подробно показана на Фиг. 3 в EP 0 738 781, упомянутом выше, который включен в настоящий документ посредством ссылки. Стан холодного растяжения такого типа содержит ряд валков, которые принудительно сгибают полосу в альтернативном варианте осуществления в разных направлениях, в то же время полосу непрерывно удлиняют в результате холодного растяжения. Было обнаружено, что с помощью стана холодного растяжения такого типа можно эффективно удалять окалину и при этом не повреждать поверхности полосы под оксидными слоями.
[0015] За агрегатом дробеструйной обработки следует участок травления, который, например, может состоять из участка 26 начального неолитического или другого электролитического травления и участка 27 травления смесью кислот. Смесь кислот представляет собой смесь азотной кислоты HNO3, и фтористоводородной кислоты HF, и необязательно серной кислоты H2SO4. Затем протравленную полосу, обозначенную 5", можно хранить в третьем лупере 28 полос.
[0016] Дополнительный завершающий стан холодной прокатки обозначен номером 32. В соответствии с вариантом осуществления этот стан представляет собой четырехвалковый стан, т. е. прокатный стан с парой рабочих валков и опорным роликом сверху и снизу соответствующего рабочего валка, что дает возможность осуществлять прокатку со снижением толщины на величину до 15–20%, в зависимости от типа нержавеющей стали (аустенитная или ферритная, ферритные стали обычно можно прокатывать с большей степенью снижения толщины, чем аустенитные стали). В альтернативном варианте осуществления завершающий стан холодной прокатки может представлять собой двухвалковый стан, предназначенный только для дрессировки. После прокатного стана 32 установлен шестой многовалковый правильный стан 34, через который полоса 5'" проходит перед сворачиванием в рулон 40 на моталке 38. Вспомогательная моталка обозначена как 38A.
[0017] В соответствии с различными аспектами изобретения полоса из нержавеющей стали проходит по меньшей мере один раз через линию прокатки, показанную на Фиг. 2. В соответствии с предпочтительным вариантом осуществления полоса дважды проходит через линию прокатки. Это будет более подробно описано ниже на Фиг. 3, на которой показано только наиболее существенное оборудование, тогда как другие части, такие как сварочная машина, станы с S-образным прохождением полосы, отклоняющие и направляющие валки, луперы и т. д. опущены для того, чтобы принципы изобретения были более понятны. Номера позиций в скобках относятся к материалу полосы, обрабатываемому при прохождении материала через линию B прокатки во второй раз.
[0018] Прокатку на линии прокатки начинают с разматывания горячекатаной или литой полосы 5 из нержавеющей стали из рулона 4, 4' материала полосы. Эта полоса все еще имеет темное оксидное покрытие, образовавшееся в предшествующем процессе в части A. Эту полосу подвергают холодной прокатке с уменьшением толщины в общей сложности на по меньшей мере 10% и максимум на 75% на одном, двух или всех трех прокатных станах 11, 12, 13 на участке 10 начальной холодной прокатки, предпочтительно с уменьшением зоны на 20–50%. Сравнительно тонкие темные оксидные слои на поверхностях полос, образовавшиеся при резком охлаждении после горячей прокатки или литья, настолько пластичны, что при выполнении операций холодной прокатки на участке 10 начальной холодной прокатки они не разламываются до такой степени, чтобы отделяться от подложки, т. е. от поверхности металла. Тем не менее в оксидных слоях образуются трещины, т. е. окалина на стальных полосах растрескивается. Это представляется весьма важным для последующего травления, эффективность которого повышается, что, в свою очередь, важно для обеспечения высокого качества поверхностей конечного продукта.
[0019] В печи 17 для отжига полученную таким образом холоднокатаную полосу 5' подвергают отжигу путем нагревания до температуры в диапазоне 780–1200 град. C, в зависимости от сорта стали, в течение периода времени, достаточного для полного прогрева и рекристаллизации полосы. Кроме того, для контроля температуры полосы применяют модель размера зерна.
[0020] В камерах 19 охлаждения полоса 5' охлаждается до температуры ниже 100 град. C перед растяжением-удлинением в окалиноломателе 21 между множеством валков при многократном изгибе, в результате чего оксидная окалина разрушается и достигается хорошая плоскостность.
• Затем полосу подвергают дробеструйной обработке на участке 23 дробеструйной обработки, которая представляет собой второе средство удаления оксидов и окалины с поверхностей полосы.
Удаление окалины и последующая дробеструйная обработка являются подготовительными мерами к травлению в травильных агрегатах 26 и 27, в которых полностью удаляют оксидную окалину.
• Поверхности полосы после стана 21 растяжения подвергают дробеструйной обработке стальной дробью в агрегате 23 дробеструйной обработки перед травлением, сначала электролитическим травлением на участке 26, а затем травлением в смеси кислот, представляющей собой смесь азотной кислоты (HNO3), фтористоводородной кислоты (HF) и необязательно серной кислоты (H2SO4).
[0022] Затем протравленную таким образом полосу 5" подвергают холодной прокатке также на завершающем дополнительном стане 32 холодной прокатки, который откалиброван так, чтобы можно было дополнительно уменьшать толщину полосы на величину до 20%. Предпочтительно уменьшение толщины полосы на завершающем стане 32 холодной прокатки составляет по меньшей мере 3% и обычно не более 15%. Затем полосу 5"' сворачивают с образованием рулона 40 полосы.
[0023] Удаление окалины на стане 21 холодного растяжения может быть полностью опущено или может быть ограничено холодным растяжением лишь в небольшой степени, до около 0,4–2%. Тем не менее в соответствии с аспектом изобретения может быть предусмотрено также более значительное холодное растяжение, однако предпочтительно не более 3%. После этого полосу протравливают на участке 26–27 травления и в конце сворачивают в рулон.
[0024] В соответствии с аспектом изобретения полосу еще раз пропускают через линию прокатки в том же направлении, что и во время первого прохода.
В соответствии с другим аспектом изобретения продукт первого прохода представляет собой конечный продукт.
[0025] В соответствии с аспектом изобретения рулон 40 полосы по истечении периода времени, зависящего, помимо прочего, от логистического планирования производства на заводе, транспортируют к разматывателю 6 или 6 А на начальном участке линии прокатки, где полосу (5"') опять разматывают для второго пропускания полосы через линию прокатки. Хотя во время первого прохода полосу, возможно, прокатывали только на одном или двух из прокатных станов 11–13 на участке 10 начальной холодной прокатки, на этот раз ее прокатывают на двух или трех из станов 11–13 так, что полоса по существу приобретает желаемую конечную толщину. Общее уменьшение толщины на участке 10 прокатки при втором пропускании полосы через этот участок зависит от желаемой конечной толщины и может составлять в общей сложности до 60% и по меньшей мере 20%, предпочтительно по меньшей мере 30%. После прохождения участка 10 холодной прокатки во второй раз холодная прокатка полосы, обозначенной теперь (5V), завершается. Окончательная обработка заключается в повторном пропускании полосы через печь 18 для отжига, камеры 18 и 19 охлаждения и участки 26 и 27 травления. Однако на этот раз совсем не производят обработку в окалиноломателе 21 и в агрегате 23 дробеструйной обработки, поскольку окисление поверхностей полос в этом случае будет настолько незначительным, что не требуется удаления окалины ни на стане 21 холодного растяжения, ни в агрегате 23 дробеструйной обработки. Поэтому отожженную полосу можно сразу после охлаждения протравливать в травильных агрегатах 26 и 27. Обработка завершается дрессировкой на 0,2–1,5%, предпочтительно на около 0,5%, или интенсивной прокаткой на 2–20%, предпочтительно на 10–15%, на стане 32 холодной прокатки и/или правкой посредством растягивания на правильном стане 34 перед окончательным сворачиванием в рулон.
[0026] Если цель состоит в получении полосы с очень высоким пределом текучести, вместо дрессировки полосу (5V) можно прокатывать с таким же сильным уменьшением толщины, как и при первой прокатке на завершающем стане 32 холодной прокатки.
[0027] В приведенном выше раскрытии описаны предпочтительные варианты осуществления изобретения в соответствии с различными аспектами способов применения линии прокатки (Фиг. 2 и 3). Особое преимущество конструкции линии прокатки состоит в том, что линию прокатки или ее части также можно применять для процессов, направленных на производство не только полос с очень высококачественными блестящими поверхностями, но также полос с характеристиками, которые для некоторых применений более важны, чем высокая яркость поверхности, таких как полосы с высокой прочностью или полосы с меньшей степенью улучшения, но с преимуществом с точки зрения стоимости. Для достижения последней цели обработка может быть остановлена, например, уже после того, как полоса 5" пройдет участки 26, 27 травления после первого прохода первого участка 10 холодной прокатки, участков отжига и охлаждения и участков травления. Когда требуется повышенная прочность, на завершающем стане 32 холодной прокатки может быть произведена холодная прокатка на 2–20%, которую в этом случае выполняют на несмазанных поверхностях при первом прохождении полосы через завершающий стан холодной прокатки, после чего процесс завершают сворачиванием полосы в рулон.
[0028] Эти примеры и альтернативные варианты иллюстрируют универсальность и адаптируемость линии прокатки к различным потребностям в отношении характеристик конечного продукта.
ПРИМЕР
[0029] Производили горячую прокатку сляба из нержавеющей аустенитной стали марки ASTM 304 на стане тандем для получения полосы шириной 1530 мм и толщиной 6,5 мм. Сразу после прокатки полосу резко охлаждали распылением воды от конечной температуры прокатки около 900 °C до более 650 °C в течение около 10 с, после чего полосу сворачивали в рулон. Данная концепция работает при охлаждении обычной горячей полосы, поскольку выделение карбидов по границам зерен можно контролировать посредством отжига и травления обычного уровня окалины в условиях, описанных выше в примере.
[0030] Затем рулон полосы транспортировали на линию прокатки по изобретению, разматывали и сначала подвергали холодной прокатке вместе с темными оксидными слоями на двух из прокатных станов 11–13 участка 10 начальной холодной прокатки до толщины 3,0 мм, причем оксидные слои растрескивались, но не отслаивались. После этого полосу отжигали в печи для отжига, которая была описана ранее, при температуре 1120 °C в течение периода времени, достаточного для полной рекристаллизации, затем полосу охлаждали до температуры ниже 100 °C в камерах 18 и 19 охлаждения. Затем удаляли окалину с полосы на стане растяжения 21, после этого подвергали ее дробеструйной обработке стальной дробью в агрегате 23 дробеструйной обработки перед травлением, далее сначала производили электролитическое травление на участке 26, а затем травление в смеси кислот (смесь азотной кислоты HNO3, фтористоводородной кислоты HF и серной кислоты H2SO4) на участке 27 травления. Впоследствии производили холодную прокатку протравленной полосы на завершающем стане 32 холодной прокатки с уменьшением ее толщины на 10,0%, до 2,7 мм, после чего полосу сворачивали в рулон.
[0031] Затем полосу транспортировали обратно в начальное положение. Из-за интенсивной холодной прокатки, которой подвергали полосу во время операции завершающей холодной прокатки на прокатном стане 32, она оказалась в значительной степени деформационно-упрочненной, поэтому ее стало сложно повредить, и, следовательно, такую полосу можно транспортировать и перемещать без риска повреждения поверхностей. Таким образом, полосу опять разматывали и на этот раз прокатывали на всех трех прокатных станах 11–13 на стане 10 начальной холодной прокатки с общим уменьшением толщины на 37%, до 1,7 мм. Полосу отжигали, охлаждали и затем травили таким же образом, как во время первого прохода по линии прокатки, но не подвергали дробеструйной обработке или холодному растяжению перед травлением в соответствии с примером. Наконец, полосу дрессировали на завершающем стане 32 холодной прокатки, за счет чего толщина дополнительно уменьшалась на около 0,5%, причем параметр шероховатости поверхности полосы Ra достиг 0,2 мкм, т. е. оказался в очень хорошем соответствии с показателем для поверхности 2B.
[0032] Как понятно из вышеизложенного, стан холодной прокатки по изобретению чрезвычайно универсален в том отношении, что он применим для изготовления полос из нержавеющей стали с очень высококачественными поверхностями и/или полос с другими желательными качествами или желательными признаками. В представленной ниже таблице 1 приведен ряд этих альтернативных способов изготовления полос с учетом использования различных агрегатов для уменьшения толщины, включенных в линию прокатки, т. е. начальных станов холодной прокатки, окалиноломателя / стана холодного растяжения, который также можно использовать для уменьшения толщины полосы, и стана холодной прокатки или, возможно, ряда станов холодной прокатки, которые завершают линию.
стан 21 холодного растяжения
стан 21 холодного растяжения
Таблица 1. Альтернативные способы изготовления полос
Изобретение относится к способу изготовления полос из нержавеющей стали. Осуществляют горячую прокатку в начальном процессе и последующую холодную прокатку на линии холодной прокатки. Горячую прокатку останавливают при уменьшении толщины полосы до значений от 2,0 до 6,5 мм, охлаждают ее от конечной температуры горячей прокатки резким охлаждением до ниже 700 °С. При последующей холодной прокатке полосу пропускают через указанную линию холодной прокатки, которая содержит стан холодной прокатки в начальной части линии, участок отжига, стадию ломки окалины, стадию дробеструйной обработки и участок травления. Указанную полосу, когда она впервые проходит через по меньшей мере один стан холодной прокатки в начальной части линии, прокатывают вместе с оставшимися темными оксидами, которые образовались на полосе в горячем состоянии в ходе начального процесса. Толщина полосы уменьшается на 10-60% при первом прохождении через указанный стан холодной прокатки и на 3-15% при первом прохождении через завершающий стан холодной прокатки. В результате облегчается адаптация к требованиям в отношении толщины, состояния поверхности и прочности конечного продукта. 4 з.п. ф-лы, 3 ил., 1 табл., 1 пр.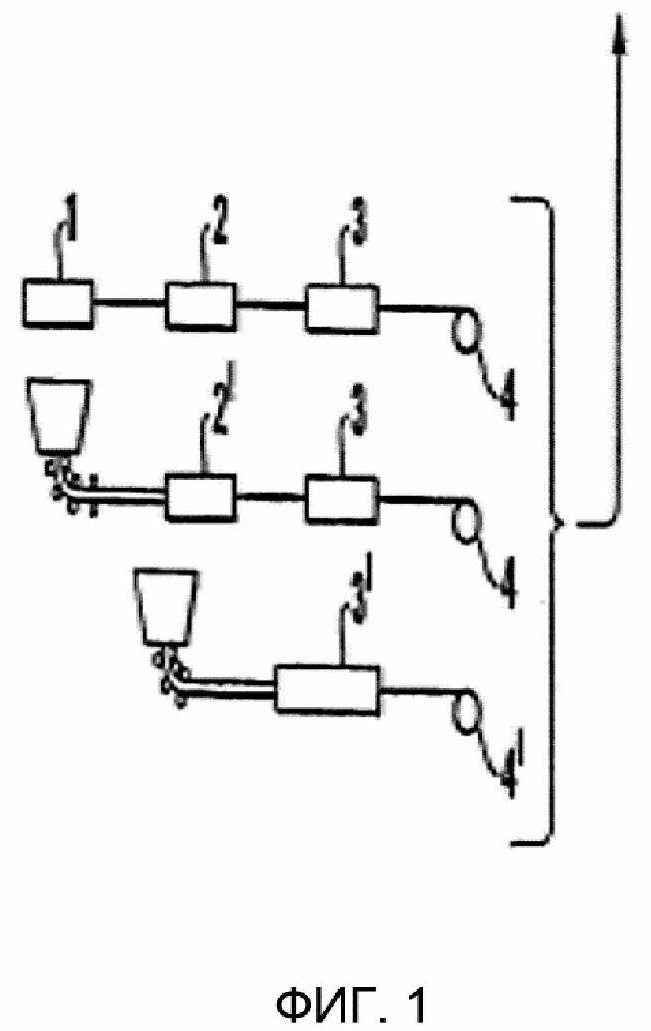
1. Способ изготовления полос из нержавеющей стали, включающий горячую прокатку в начальном процессе (А) и последующую холодную прокатку на линии (В) холодной прокатки, отличающийся тем, что горячую прокатку останавливают при уменьшении толщины полосы до значений от 2,0 до 6,5 мм, тем, что горячекатаную полосу охлаждают от конечной температуры горячей прокатки резким охлаждением до ниже 700 °С, и тем, что при последующей холодной прокатке ее пропускают по меньшей мере один раз через указанную линию холодной прокатки, которая содержит по меньшей мере один стан (11-13) холодной прокатки в начальной части линии, и после указанного начального стана холодной прокатки содержит в следующем порядке: по меньшей мере один участок (17) отжига, стадию (21) ломки окалины, стадию (23) дробеструйной обработки и по меньшей мере один участок (26, 27) травления с использованием смеси азотной кислоты HNO3, фтористоводородной кислоты HF и необязательно серной кислоты H2SO4; причем указанную полосу, когда она впервые проходит через по меньшей мере один стан холодной прокатки в начальной части линии, прокатывают вместе с оставшимися темными оксидами, которые образовались на полосе в горячем состоянии в ходе начального процесса;
при этом толщина полосы нержавеющей стали уменьшается на 10-60% при первом прохождении через указанный по меньшей мере один стан (11-13) холодной прокатки, и на по меньшей мере 3% и максимум на 15% при первом прохождении через завершающий стан (32) холодной прокатки.
2. Способ по п. 1, отличающийся тем, что полосу подвергают холодной прокатке и тем самым уменьшают ее толщину на по меньшей мере 8% и максимум на 12% при первом прохождении через указанный завершающий стан (32) холодной прокатки.
3. Способ по п. 1 или 2, отличающийся тем, что толщина полосы уменьшается на 20-60% при втором прохождении через указанный по меньшей мере один стан (11-13) холодной прокатки.
4. Способ по любому из пп. 1-3, отличающийся тем, что полосу дрессируют на 0,5% при втором прохождении через указанный завершающий стан (32) холодной прокатки.
5. Способ по любому из пп. 1-4, отличающийся тем, что полосу подвергают холодной прокатке на 2-15%, предпочтительно на 8-12% при втором прохождении через указанный завершающий стан (32) холодной прокатки.
| EP 3296032 A1, 21.03.2018 | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2013 |
|
RU2534696C1 |
| US 5554235 A, 10.09.1996. | |||

