Изобретение относится к литейному производству, а именно к способам нанесения защитных покрытий на литейные керамические формы для литья преимущественно титановых сплавов при температурах выше 1700°С.
Известен способ изготовления керамических форм, в котором используют покрытие, содержащее жидкое стекло, лигносульфонаты технические, в качестве огнеупорного наполнителя содержит отходы специального производства анодов для алюминиевых электролизеров и электродного и углеграфитового производства (патент RU №2042469). Покрытие готовят следующим образом: лигносульфонаты технические доводят водой до плотности 1,03-1,05 г/см3, жидкое стекло доводят водой до плотности 1,17-1,21 г/см3. Затем лигносульфонат и жидкое стекло перемешивают и вводят расчетное количество коксовых отходов или отходов коксового производства. Окраску форм и стержней производят пульверизатором или кистью. Отверждение противопригарного покрытия производится сушкой при температуре 150-170°С в течение 5-7 мин.
Недостатком данного технического решения является использование жидкого стекла, образующего легкоплавкие соединения с компонентами керамики при высоких температурах, что приведет к браку отливок из титановых сплавов.
Известен способ изготовления бескремнеземной керамической формы для литья по выплавляемым моделям (патент RU №2502578), включающий изготовление модельного блока, послойное нанесение на него огнеупорной суспензии, содержащей алюмоорганическое связующее и электрокорунд, сушку, удаление модели и прокалку керамической формы. На модельный блок сначала наносят, по крайней мере, два слоя огнеупорной суспензии следующего состава, мас.%:
затем наносят слой суспензии на основе алюмоорганического связующего и электрокорунда, сушку проводят при температуре 40-100°С, а прокалку формы осуществляют при температуре 1400-1900°С.
Недостатком способа является образование на отливках из титановых сплавов альфа-слоя, что требует дополнительных затрат на удаление альфа-слоя путем химического травления и механической обработки.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ нанесения пироуглеродного покрытия на литейные керамические формы для литья титановых сплавов (патент RU №2697204), включающий термическую обработку путем прокалки литейной формы с нанесенным углерод-содержащим компонентом. В качестве углерод-содержащего компонента используют водную суспензию дисперсного пироуглерода, которую наносят на лицевой слой формы путем пропитки. Данный способ принят за прототип.
Недостатком известного технического решения, принятого за прототип, является использование графита, не позволяющего провести прокалку формы на воздухе при температурах выше 400°С.
Достигаемым техническим результатом предлагаемого способа является получение плотного, равномерно распределенного по поверхности и в объёме лицевого слоя керамической формы нейтрального покрытия, устойчивого при высоких температурах литья титановых сплавов (1700°С), исключающего, или значительно снижающего образование альфа-слоя на титановых отливках.
Указанный технический результат достигается тем, что в способе нанесения покрытия на прокаленные литейные керамические формы, подготовленные для литья титановых сплавов, в качестве пропитывающего состава используют водный алюмозоль, содержащий от 2 до 20 % мас. коллоидных частиц размерами от 20 до 250 нм. При этом пропитку керамической формы осуществляют методом заливки алюмозоля в керамическую оболочку при избыточном давлении воздуха не менее 1 атм с целью глубокой пропитки керамической оболочки и герметизации её пор. Концентрация алюмозоля выбирается из технологических условий пропитки. После просушки на воздухе керамические формы подвергаются прокалке при температурах до 800°С для удаления абсорбированной воды.
Использование раствора, содержащего от 2 до 20 % мас коллоидных частиц размерами от 20 до 250 нм, способствует равномерному распределению алюмозоля внутри пор керамической оболочки лицевого слоя керамической формы и их максимально допустимой герметизации.
Пропитку керамической формы после заливки алюмозоля в керамическую оболочку проводят при избыточном давлении воздуха не менее 1 атм, что увеличивает глубину проникновения коллоидных частиц и герметизацию её пор.
При более высоких размерах частиц алюмозоля, или заливке алюмозоля без избыточного давления, герметичность лицевого слоя керамической формы снижается и на титановых отливках появляется альфа-слой. Предлагаемая технология подготовки формы способствует существенному снижению вероятности образования альфа-слоя на титановых отливках.
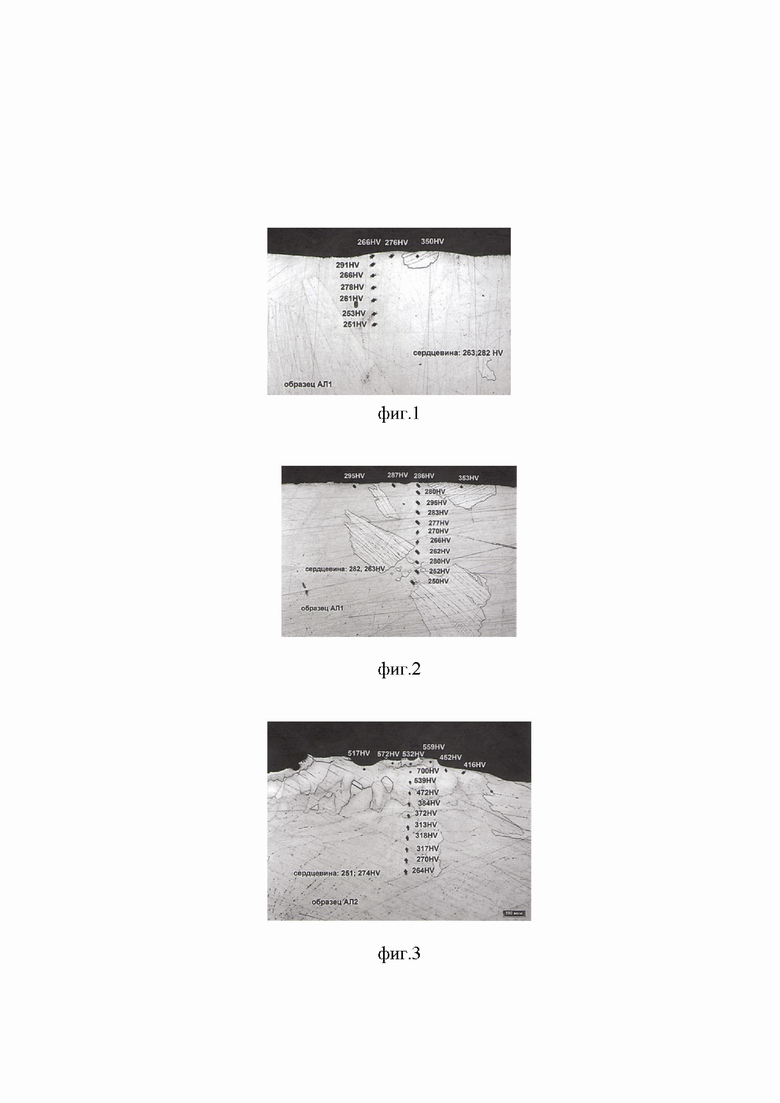
Предлагаемый способ поясняется чертежами, представленными на фиг.1-5.
На фиг.1 показана микротвердость по Виккерсу образца АЛ-1.
На фиг.2 - микротвердость по Виккерсу образца АЛ-1.2
На фиг.3 - микротвердость по Виккерсу образца АЛ-2.1
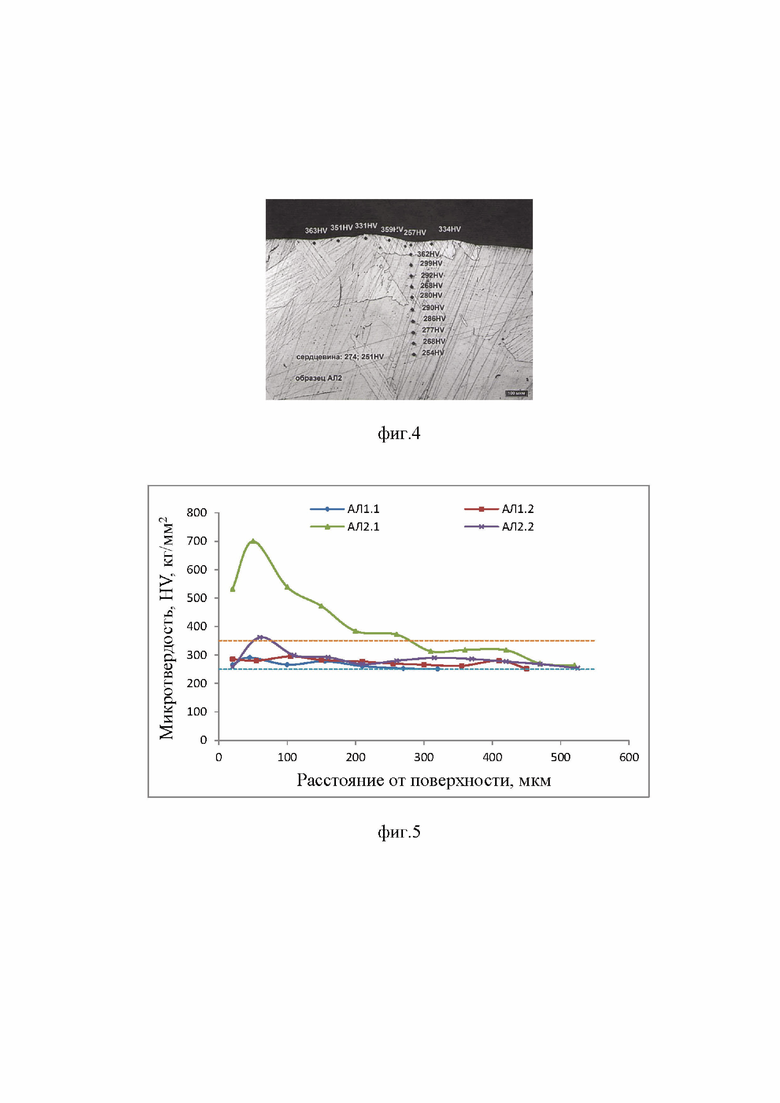
На фиг.4 - микротвердость по Виккерсу образца АЛ-2.2
На фиг.5 - глубина альфа-слоя на отливках из титанового сплава ВТ5Л в зависимости от способа обработки лицевого слоя керамической формы
Примеры осуществления способа.
Пример 1. Пропитку готовой к заливке расплава прокаленной керамической формы проводили алюмозолем, содержащем 20 % мас. коллоидных частиц размерами от 20 до 250 нм при избыточном давлении 1 атм. После заполнения пор керамической оболочки избыточный алюмозоль сливали. После просушки на воздухе керамическую форму для удаления остаточной влаги обжигали при температуре 600°С и проводили заливку титанового сплава ВТ5Л на промышленной центробежной установке. Глубину альфа-слоя на отливке определяли методом измерения микротвердости по Виккерсу. Результаты исследования глубины альфа-слоя представлены на фиг.1, 5 (образец АЛ-1.1) и в таблице. Допустимое значение микротвердости не должно превышать среднее значение в объёме образца (сердцевина) более чем на 100 кг/мм2 (единиц HV) (Ограничено пунктирными линиями на фиг.5). Точка пересечения верхней пунктирной линии и усредненной кривой, построенной по результатам измерения микротвердости образца в зависимости от расстояния от поверхности, определяет глубину альфа-слоя. В данном примере альфа-слой отсутствует.
Пример 2. Пропитку прокаленной керамической формы проводили алюмозолем, содержащем 2% мас коллоидных частиц размерами от 20 до 250 нм при избыточном давлении 1 атм. После заполнения пор керамической оболочки избыточный алюмозоль сливали. После просушки на воздухе керамическую форму обжигали при температуре 600°С и проводили заливку титанового сплава ВТ5Л с помощью промышленной центробежной установки. Результаты исследования глубины альфа-слоя методом измерения микротвердости по Виккерсу представлены на фиг.2,5 (образец АЛ-1.2). В данном примере альфа-слой отсутствует.
Пример 3. Пропитку прокаленной керамической формы проводили алюмозолем, содержащем 20% мас коллоидных частиц размерами от 200 до 650 нм при избыточном давлении 1 атм. (фиг. 3,5). В данном примере глубина альфа-слоя составляет 280 мкм.
Пример 4. Обработку керамической формы проводили аналогично примеру 1, избыточное давление воздуха при пропитке составляло 0.2 атм. Результаты представлены на фиг.4,5. Глубина альфа-слоя составила 60 мкм.
Пример 5. Обработку керамической формы проводили аналогично примеру 1, избыточное давление воздуха при пропитке составляло 0 атм. Глубина альфа-слоя составила 380 мкм.
Пример 6. Заливку металла проводили в необработанную алюмозолем форму. Глубина альфа-слоя составила 390 мкм.
Таблица
*Примечание: в примере 4 превышена величина микротвердости согласно рисунку 5, кривая - АЛ2.2.
Из анализа данных таблицы следует, что осуществление способа нанесения покрытия на лицевую (внутреннюю) поверхность керамической формы по заявляемому способу, приведенному в примерах 1,2, позволяет достигнуть поставленную цель – исключить образование альфа-слоя на титановой отливке. Пример 4 не соответствует основному требованию к альфа-слою по величине микротвердости. Основными параметрами процесса являются размер коллоидных частиц, избыточное давление пропитки и концентрация твердой фазы в товарном алюмозоле. При этом показано, что размеры коллоидных частиц алюмозоля, определенные на приборе фирмы Zetasizer Nano ZS "Malvern", Великобритания, должны быть в пределах 20-250 нм, избыточное давление пропитки не менее 1 атм.
Преимуществом предлагаемого способа является получение плотного, равномерно распределенного по поверхности и в объёме лицевого слоя керамической формы нейтрального покрытия, устойчивого при высоких температурах литья титановых сплавов (1700°С), исключающего, или значительно снижающего образование альфа-слоя на титановых отливках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |
| Раствор для обработки керамических литейных форм | 1982 |
|
SU1090483A1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| Способ изготовления литейных форм с использованием жидконаливных самотвердеющих смесей при производстве отливок из жаропрочных сплавов по выплавляемым моделям (варианты) | 2021 |
|
RU2755624C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2016 |
|
RU2631568C1 |
| СПОСОБ НАНЕСЕНИЯ ПИРОУГЛЕРОДНОГО ПОКРЫТИЯ НА ЛИТЕЙНЫЕ КЕРАМИЧЕСКИЕ ФОРМЫ | 2018 |
|
RU2697204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
Изобретение относится к литейному производству. Способ нанесения покрытия на литейные керамические формы, подготовленные для литья титановых сплавов, включает нанесение покрытия путем пропитки, просушку формы на воздухе и повторную прокалку. В качестве пропитывающего состава используют алюмозоль, содержащий от 2 до 20% коллоидных частиц размерами от 20 до 250 нм, способствующих равномерному распределению алюмозоля внутри пор лицевого слоя керамической формы и их максимальной герметизации. Пропитку формы осуществляют методом заливки алюмозоля в керамическую оболочку при избыточном давлении воздуха не менее 1 атм. Обеспечивается получение плотного, равномерно распределенного по поверхности и в объёме лицевого слоя керамической формы нейтрального покрытия, устойчивого при температурах литья титановых сплавов, значительно снижающего образование альфа-слоя на титановых отливках. 5 ил., 1 табл., 6 пр.
Способ нанесения покрытия на литейные керамические формы, подготовленные для литья титановых сплавов, включающий нанесение состава покрытия путем пропитки, просушку формы на воздухе и повторную прокалку, отличающийся тем, что в качестве пропитывающего состава используют алюмозоль, содержащий от 2 до 20% коллоидных частиц размерами от 20 до 250 нм, пропитку формы осуществляют методом заливки алюмозоля в керамическую оболочку при избыточном давлении воздуха не менее 1 атм.
| СПОСОБ НАНЕСЕНИЯ ПИРОУГЛЕРОДНОГО ПОКРЫТИЯ НА ЛИТЕЙНЫЕ КЕРАМИЧЕСКИЕ ФОРМЫ | 2018 |
|
RU2697204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| JP 63140740 A, 13.06.1988 | |||
| Способ изготовления керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760139C1 |
| US 3035318 A, 22.05.1962 | |||
| Состав пропитки для герметизации пористых отливок | 1985 |
|
SU1310092A1 |
| Состав для пропитки пористых материалов | 1983 |
|
SU1156809A1 |
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |

