Изобретение относится к акустическим методам неразрушающего контроля прочности и предназначено для оценки качества упрочняющих технологий. Может быть применено для оптимизации выбора технологий упрочнения материалов.
Известен способ оценки трещиностойкости упрочняющих покрытый по параметрам кинетического индентирования и акустической эмиссии (В.К. Качанов, И.В. Соколов, В.М. Матюнин, В.А. Барат, В.В. Бардаков, А.Ю. Марченков. Оценка трещиностойкости упрочняющих покрытий из нитрида титана по параметрам кинетического индентирования и акустической эмиссии // Измерительная техника №7, 2017, стр. 41-44). Оценка производится путем индицирования, то есть вдавливания алмазной пирамиды в поверхность изделия с одновременной регистрацией акустических сигналов. Оценивается амплитуда и энергия акустического сигнала по результатам вдавливания.
Недостатком способа является неоднозначность интерпретации результатов регистрации акустических сигналов. Низкая помехоустойчивость. Контроль только поверхностного слоя. Остается след от вдавливания, что нельзя отнести к неразрушающим методам.
Известен способ оценки степени упрочнения поверхностного слоя твердых материалов (патент RU № 2475719, опубл. 20.02.2013). Прочность оценивается по вдавливанию индентора в образец и оценке полученного отпечатка. Измеряются углы между деформированным и недеформированным материалом и по их соотношению судят о степени упрочнения.
Недостатком данного способа неоднозначная связь углового соотношения с прочностью. Указанный способ пригоден только для контроля прочности однородных по механическим свойствам изделий в их поперечном сечении или при контроле прочности только поверхностного слоя. Эти ограничения делают указанный способ непригодным при контроле прочности наклепанных и неравномерно упрочненных в сечении металлических изделий с оценкой упрочнения и соответствующей ему прочности.
Известен способ оценки качества поверхностного слоя при резании и поверхностном пластическом деформировании, используя сигналы акустической эмиссии (Мирошин И.В. Методика акустико-эмиссионных исследований наследуемых параметров качества поверхностного слоя в условиях резания и поверхностного пластического деформирования // Вестник Кузбасского государственного технического университета №3, 2010, стр. 46-49). Оценка качества производится с помощью регистрации сигналов акустической эмиссии при технологических процессах, таких как резка и пластическое деформирование. В качестве информативного параметра используется энергия акустических сигналов.
Недостатком данного способа является низкая связь энергии акустического сигнала с прочностью и высокая с шумами и помехами. Оценка производится только для поверхностного упрочнения и при разрушающем способе. Дополнительным недостатком является сложность процессов резки и деформирования.
Известен способ оценки поверхностного упрочнения по снижению энергетического параметра акустической эмиссии Y (Д.Л. Мерсон, М.А. Вагапов. Особая роль поверхности в деформационных процессах и акустическом излучении металлов и сплавов // Вестник ТГУ, т. 15, вып. 3, 2010, стр. 798-799) на примере меди. Способ осуществляется путем удаления поверхностного слоя с шагом в 20 мкм до полного снятия. После каждого шага происходит диагностическое нагружение с регистрацией акустических сигналов.
Недостатком способа является разрушающее воздействие на поверхность, такая оценка приводит к его полному удалению. Уменьшение значения энергетического параметра происходит из-за изменения объема и влияния эффекта Кайзера, что не связано с прочностью самой поверхности.
Известен способ оценки прочности изделий (патент RU № 2445616, опубл. 20.03.2012), принятый за прототип, который предназначен для контроля прочности сложных металлоконструкций, таких как подъемно-транспортные механизмы, для выявления развивающихся и склонных к развитию дефектов, и для определения пригодности металлоконструкции к дальнейшему использованию. Полученный способ отличается от прототипа тем, что в предложенном способе предлагается выделять этап однородного разрушения, который следует за существенным или даже полным затуханием активности акустической эмиссии в области упругих деформаций, путем выпрямления графика зависимости числа импульсов от времени в полулогарифмических координатах, находить на нем значения параметра состояния, выраженного в виде концентрационно-кинетического показателя прочности YAE как параметра многоуровневой модели временной зависимости числа импульсов акустической эмиссии, и оценивать качество упрочняющих технологий, путем сравнения с диагностическим параметром Yr, выраженным угловым коэффициентом кривой усталости.
Недостатком способа является необходимость двукратного нагружения и выдержки под нагрузкой в течение длительного времени, а также неточность вычисления параметра YAE из-за его определения на всем этапе нагружения без учета влияния прочностной неоднородности, вызванной влиянием упрочняющих технологий на структуру материала.
Техническим результатом является повышение точности оценки качества упрочняющей технологии.
Технический результат достигается тем, что высокочастотные датчики акустической эмиссии устанавливают с двух сторон на образцы и производят плавное нагружение изделия в области упругих деформаций, нагружение контролируют блоком управления и записывают значения механических напряжений на персональном компьютере, далее прекращают нагружение и строят графики зависимости числа импульсов акустической эмиссии от механических напряжений, затем выделяют этап однородного разрушения, который следует за частичным или полным затуханием сигналов акустической эмиссии и заканчивается резким ростом коэффициента перекрытия сигналов акустической эмиссии, на котором определяют значение параметра состояния, выраженного в виде концентрационно-кинетического показателя прочности YAE как параметра многоуровневой модели временной зависимости числа импульсов акустической эмиссии по формуле:
YAE = dln NΣ / dσ, где:
dln NΣ - разница значений логарифма числа импульсов акустической эмиссии в начале и в конце однородного разрушения,
dσ - разница значений механических напряжений в начале и в конце однородного разрушения,
далее рассчитывают допустимое значение углового коэффициента кривой усталости Yr, и сравнивают со значением величин концентрационно-кинетического показателя прочности YAE, если YAE / Yr ≤ 1, то упрочняющая технология выполнена качественно, а при YAE /Yr > 1 - некачественно.
Способ поясняется следующими фигурами:
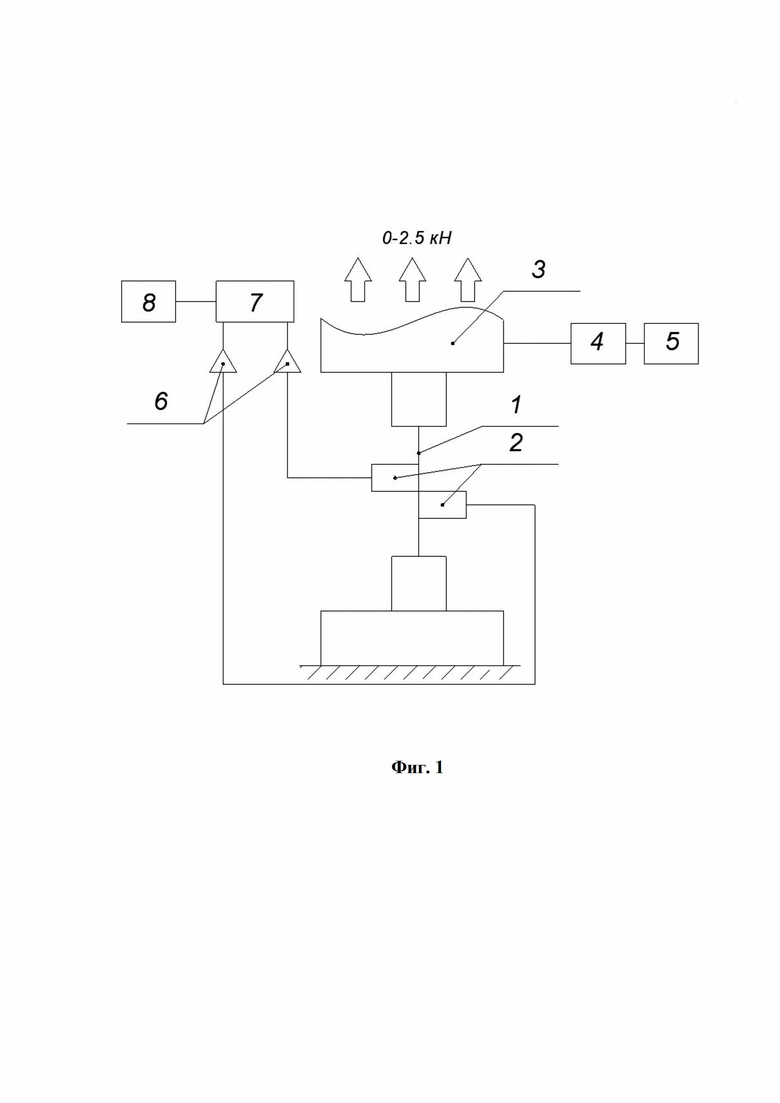
фиг. 1 - функциональная схема нагружающего устройства;
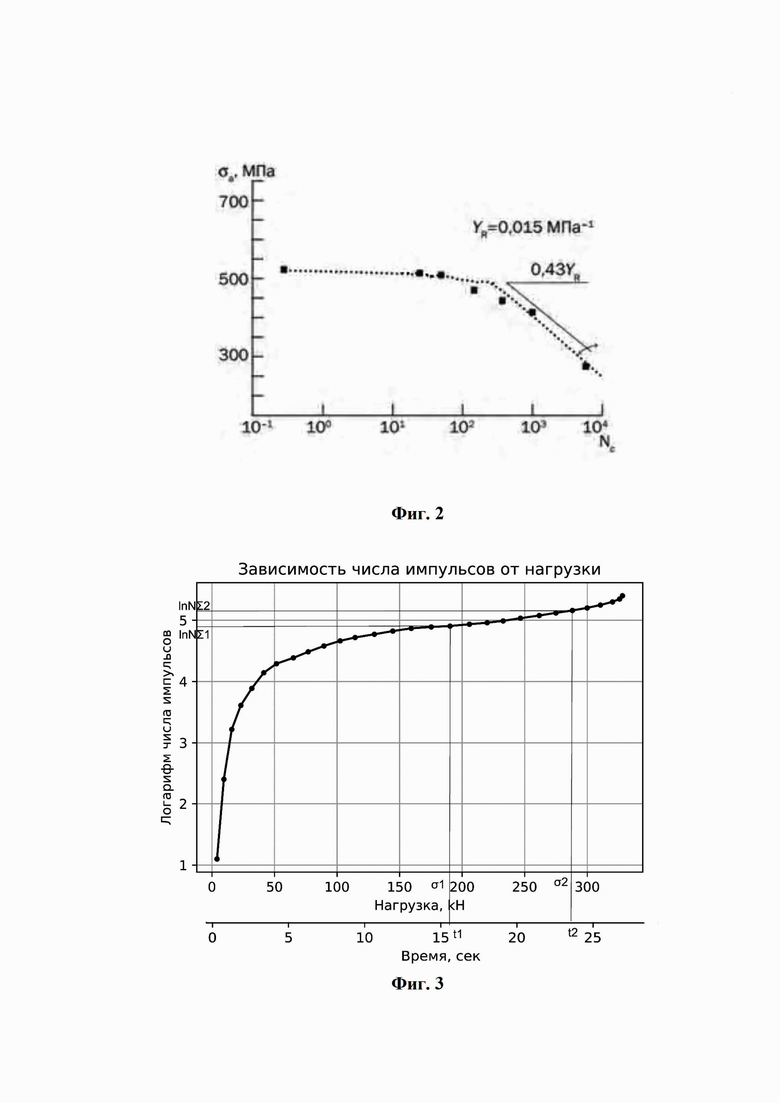
фиг. 2 - график определения углового коэффициента YR по результатам малоцикловых испытаний металла углового шва бездефектных сварных соединений стали Ст3сп;
фиг. 3 - график зависимости числа импульсов акустической эмиссии от механической нагрузки, где:
1 - образец;
2 - датчики акустической эмиссии (АЭ);
3 - разрывная машина;
4 - блок управления;
5 - персональный компьютер для регистрации и управления нагрузкой;
6 - предварительные усилители сигналов акустической эмиссии;
7 - блок обработки сигналов акустической эмиссии;
8 - персональный компьютер для регистрации сигналов акустической эмиссии.
Способ осуществляется следующим образом. Образцы 1 (фиг.1), которые предварительно подверглись воздействию упрочняющей технологии, помещаются в разрывную машину 3 для проведения статического нагружения с регистрацией данных акустической эмиссии (АЭ) и нагрузки. Высокочастотные датчики акустической эмиссии (АЭ) 2 устанавливаются с двух сторон на образцы. Далее производят плавный процесс нагружения с постоянно возрастающей скоростью нагружения в области упругих деформаций в диапазоне от 0 до 300 МПа. Параллельно регистрируют значения числа импульсов акустической эмиссии NΣ с помощью акустико-эмиссионной аппаратуры, состоящей из предварительных усилителей сигналов акустической эмиссии 6, блока обработки сигналов акустической эмиссии 7 и записи сигналов на персональный компьютер для регистрации сигналов акустической эмиссии 8. Нагружение контролируется блоком управления 4 с записью значений механических напряжений σ на персональном компьютере для регистрации и управлением нагрузкой 5. Далее нагружение прекращается, и строятся графики зависимости числа импульсов акустической эмиссии NΣ от механических напряжений σ в полулогарифмических координатах. На данном графике выделяют этап однородного разрушения, который следует за частичным или полным затуханием сигналов акустической эмиссии и заканчивающийся резким ростом коэффициента перекрытия сигналов АЭ. На данном этапе определяют величину параметра состояния, выраженного в виде концентрационно-кинетического показателя прочности YAE как параметра многоуровневой модели временной зависимости числа импульсов акустической эмиссии, который определяют по формуле:
YAE = dln NΣ / dσ, где
YAE - концентрационно-кинетический показатель прочности;
dln NΣ - разница значений логарифма числа импульсов акустической эмиссии в начале и в конце однородного разрушения;
dσ - разница значений механических напряжений в начале и в конце однородного разрушения.
Далее рассчитывают допустимое значение величины диагностического параметра Yr, выраженного угловым коэффициентом кривой усталости материала. Для этого находят график кривой усталости бездефектных образцов для исследуемого материала в справочных данных. Далее на графике кривой усталости находят линейный участок, на котором определяют значение Nc - количество циклов в начале и в конце линейного участка, после чего вычисляется логарифм полученного значения. По аналогии находят значение σa, являющимся амплитудным номинальным напряжением от внешней нагрузки при заданном цикле. Значение Yr находится как отношение количества циклов lnNc к амплитудному номинальному напряжению σa (фиг. 2), либо определяют по формуле:
Yr = 5,5 / σВ , где
Yr - угловой коэффициент кривой усталости;
σВ - предел выносливости материала контролируемого изделия.
Далее сравнивают значения величин концентрационно-кинетического показателя прочности YAE и углового коэффициента кривой усталости Yr как их соотношение и делают вывод о качестве упрочняющей технологии. Если YAE / Yr ≤ 1, то упрочняющая технология выполнена качественно. При YAE / Yr > 1 упрочняющая технология некачественная, далее подбирают оптимальный вид упрочняющей технологии материала.
Способ поясняется следующими примерами.
Пример 1. Образцы из материала Ст3сп со сварными соединениями подвергались ультразвуковой ударной упрочняющей технологии в зоне сварного шва. Обработка осуществлялась при следующих параметрах ультразвукового датчика: частота 20,1 кГц, мощность 200 Вт. Далее проводилось статическое нагружение с постоянной скоростью в области упругих деформаций с регистрацией числа импульсов акустической эмиссии (АЭ) NΣ и значений механических напряжений σ. Полученный график зависимости регистрации числа импульсов от механических напряжений для одного из образцов показан на фиг. 3. На графике выделялся участок однородного разрушения, происходивший с 16 по 23 секунду нагружения, который следовал за полным затуханием активности АЭ. На нем находились значения логарифма числа импульсов в начале однородного разрушения lnNΣ1 = 4,92 и в конце однородного разрушения lnNΣ2 = 5,22. Далее вычислялась разница между этими двумя значениями по формуле dlnNΣ = lnNΣ2 - lnNΣ1 = 5,22 - 4,92 = 0,3. Далее находились значения механических напряжений в этом интервале, где σ1 = 184 МПа в начале однородного разрушения, σ2=282 МПа в конце однородного разрушения. Вычислялась разница как dσ = σ2-σ1 = 282 – 184 = 98 МПа. Далее вычислялось значение параметра состояния YAE по формуле YAE = dlnN / dσ = 0,3 / 98 = 0,003 МП-1. По графику кривой усталости для бездефектного сварного шва материала сталь 3 (фиг. 2) определялось допустимое значение углового коэффициента кривой усталости Yr, которое равно 0,015 МП-1. Далее вычислялось значение соотношения концентрационно-кинетического показателя прочности YAE и углового коэффициента кривой усталости Yr, где YAE / Yr = 0,0011 / 0,015 = 0,07. Сравнивалось значение концентрационно-кинетического показателя прочности YAE и углового коэффициента кривой усталости Yr. Так как 0,07 < 1, значит упрочняющая технология выполнена качественно и может быть выбрана как способ упрочнения для сварных соединений из стали 3 при соответствующих параметрах обработки.
Пример 2. Образцы из марки стали 09Г2С со сварными соединениями были подвержены упрочняющей технологии - виброобработка. Виброобработку сварных соединений на образцах производили при резонансной частоте от 24 до 32 Гц, времени вибрирования от 25 до 20 мин и вибрационном напряжении от 250 до 400 МПа. Далее проводилось статическое нагружение с постоянной скоростью в области упругих деформаций с регистрацией числа импульсов акустической эмиссии (АЭ) NΣ и значений механических напряжений σ. Строился график зависимости логарифма числа импульсов NΣ от механических напряжений σ. На графике выделялся участок однородного разрушения, который проявлялся за частичным затуханием активности АЭ и проходил с 22 по 25 секунду нагружения. Далее находились значения логарифма числа импульсов в начале однородного разрушения lnNΣ1 = 4,17 и в конце однородного разрушения lnNΣ2 = 4,89. Далее вычислялась разница между этими двумя значениями по формуле dlnNΣ = lnNΣ2 - lnNΣ1 = 4,89 - 4,17 = 0,72. Далее находились значения механических напряжений в этом интервале, где σ1 = 215 МПа в начале однородного разрушения, σ2 = 275 МПа в конце однородного разрушения. Вычислялась разница по формуле dσ = σ2 - σ1 = 275 – 215 = 60 МПа. Далее вычислялось значение концентрационно-кинетического показателя прочности YAE по формуле YAE = dlnNΣ / dσ = 0,72 / 60 = 0,012 МПа-1. Значение углового коэффициента Yr находилось по формуле Yr = 5,5 / σВ = 5,5 / 460 = 0,012 МПа-1, где предел выносливости σВ материала 09Г2С равен 460 МПа. Далее вычислялось значение соотношения концентрационно-кинетического показателя прочности YAE и углового коэффициента кривой усталости Yr, где YAE / Yr = 0,012 / 0,012 = 1. Так как 1 = 1, значит упрочняющая технология выполнена качественно, однако стоит пересмотреть значения параметров воздействия данной упрочняющей технологии на данный материал, так как соотношение параметров YAE к Yr находится в пограничном значении.
Пример 3. Образцы из материала сталь 5пс со сварными соединениями подвергались упрочняющей технологии - термообработка. Термообработка осуществлялась со следующими параметрами: режим - высокий отпуск, температура - 400°С, время - 1 час, остывание - на воздухе. После подготовки образцов производилось статическое нагружение в области упругих деформаций с постоянной регистрацией числа импульсов акустической эмиссии NΣ и напряжений σ. Строился график зависимости логарифма числа импульсов NΣ от механических напряжений σ. На графике выделялся участок однородного разрушения, который следовал за частичным затуханием активности и проходил с 15 по 20 секунду нагружения. Далее находились значения логарифма числа импульсов в начале однородного разрушения lnNΣ1 = 4,51 и в конце однородного разрушения lnNΣ2 = 5,72. Далее вычислялась разница между этими двумя значениями по формуле dlnNΣ = lnNΣ2 - lnNΣ1 = 5,71 - 4,51 = 1,2. Далее находились значения механических напряжений в этом интервале, где σ1 = 210 МПа в начале однородного разрушения, σ2 = 280 МПа в конце однородного разрушения. Вычислялась разница как dσ = σ2 - σ1 = 280 - 210 = 70 МПа. Далее вычислялось значение концентрационно-кинетического показателя прочности YAE по формуле YAE = dlnNΣ / dσ = 1,2 / 70 = 0,017 МПа-1. Значение углового коэффициента Yr находилось по формуле Yr = 5,5 / σВ = 5,5 / 640 = 0,009 МПа-1, где предел выносливости σВ материала 5пс равен 640 МПа. Далее вычислялось значение соотношения YAE /Yr, где 0,017 / 0,09 = 1,9. Так как 1,9 > 1, значит упрочняющая технология выполнена некачественно. Использовать упрочняющую технологию с данными параметрами для данного материала не рекомендуется.
Таким образом с помощью предложенного способа за счет установления датчиков с двух сторон образца, выделения однородного участка разрушения, следующего за частичным или полным затуханием активности акустической эмиссии, и нахождения на нем концентрационно-кинетического показателя прочности YAE, можно повысить точность оценки качества упрочняющих технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ ЭЛЕМЕНТОВ СВАРНОГО КОРПУСА ПОДВОДНОГО АППАРАТА | 2016 |
|
RU2617195C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2445616C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 2004 |
|
RU2270444C1 |
| СПОСОБ ОЦЕНКИ РЕСУРСА ПОДШИПНИКА КАЧЕНИЯ | 2020 |
|
RU2735130C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИКИ ТРЕЩИНОСТОЙКОСТИ МАТЕРИАЛА | 2023 |
|
RU2807407C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ МАТЕРИАЛА ИЗДЕЛИЯ | 2010 |
|
RU2445615C1 |
| Способ дифференциальной оценки стадий поврежденности изделия, выполненного из композитного материала | 2023 |
|
RU2816129C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЧАЛА ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ МАТЕРИАЛА ПОДЛОЖКИ ПРИ ВДАВЛИВАНИИ ИНДЕНТОРА В ЗАЩИТНЫЙ СЛОЙ ПОКРЫТИЯ | 2022 |
|
RU2794947C1 |
| Способ и устройство оценки и прогнозирования ресурса при акустико-эмиссионной диагностике конструкций | 2022 |
|
RU2789694C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО МОНИТОРИНГА СТЕПЕНИ ДЕГРАДАЦИИ СТРУКТУРЫ МАТЕРИАЛА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ ПРОЧНОСТИ ИЗДЕЛИЯ | 2018 |
|
RU2690200C1 |
Использование: для оценки качества упрочняющих технологий. Сущность изобретения заключается в том, что осуществляют нагружение и регистрацию числа импульсов акустической эмиссии, выполняют определение параметра состояния и расчёт величины диагностического параметра с дальнейшим сравнением величин, при этом высокочастотные датчики акустической эмиссии устанавливают с двух сторон на образцы и производят плавное нагружение изделия в области упругих деформаций, нагружение контролируют блоком управления и записывают значения механических напряжений на персональном компьютере, далее прекращают нагружение и строят графики зависимости числа импульсов акустической эмиссии от механических напряжений, затем выделяют этап однородного разрушения, который следует за частичным или полным затуханием сигналов акустической эмиссии и заканчивается резким ростом коэффициента перекрытия сигналов акустической эмиссии, на котором определяют значение параметра состояния, выраженного в виде концентрационно-кинетического показателя прочности YAE как параметра многоуровневой модели временной зависимости числа импульсов акустической эмиссии по заданной формуле, далее рассчитывают допустимое значение углового коэффициента кривой усталости Yr и сравнивают со значением величин концентрационно-кинетического показателя прочности YAE, если YAE /Yr ≤ 1, то упрочняющая технология выполнена качественно, а при YAE /Yr > 1 - некачественно. Технический результат: повышение точности оценки качества упрочняющей технологии. 3 ил.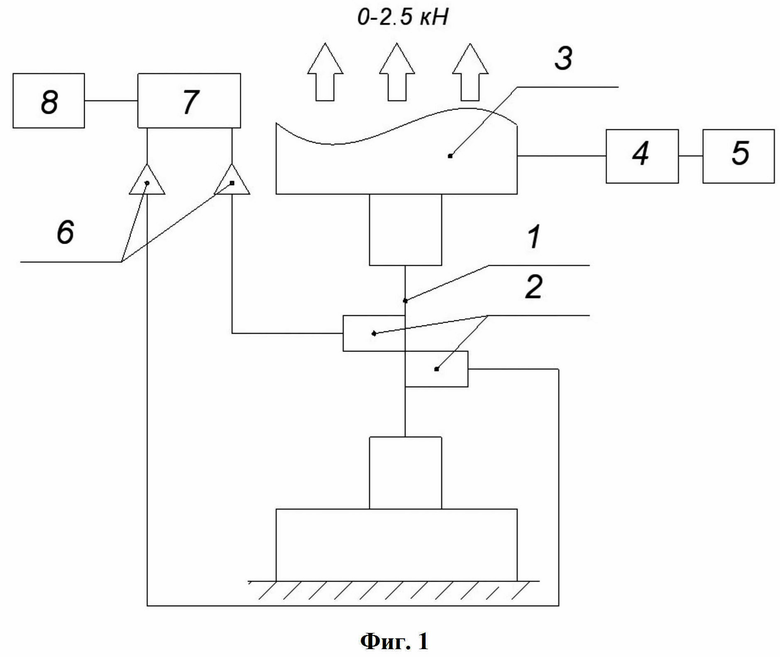
Способ оценки качества упрочняющих технологий, включающий нагружение и регистрацию числа импульсов акустической эмиссии, определение параметра состояния и расчёт величины диагностического параметра с дальнейшим сравнением величин, отличающийся тем, что высокочастотные датчики акустической эмиссии устанавливают с двух сторон на образцы и производят плавное нагружение изделия в области упругих деформаций, нагружение контролируют блоком управления и записывают значения механических напряжений на персональном компьютере, далее прекращают нагружение и строят графики зависимости числа импульсов акустической эмиссии от механических напряжений, затем выделяют этап однородного разрушения, который следует за частичным или полным затуханием сигналов акустической эмиссии и заканчивается резким ростом коэффициента перекрытия сигналов акустической эмиссии, на котором определяют значение параметра состояния, выраженного в виде концентрационно-кинетического показателя прочности YAE как параметра многоуровневой модели временной зависимости числа импульсов акустической эмиссии по формуле:
YAE = dln NΣ / dσ, где:
dln NΣ - разница значений логарифма числа импульсов акустической эмиссии в начале и в конце однородного разрушения,
dσ - разница значений механических напряжений в начале и в конце однородного разрушения,
далее рассчитывают допустимое значение углового коэффициента кривой усталости Yr, и сравнивают со значением величин концентрационно-кинетического показателя прочности YAE, если YAE /Yr ≤ 1, то упрочняющая технология выполнена качественно, а при YAE / Yr > 1 - некачественно.
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2445616C1 |
| СПОСОБ КОНТРОЛЯ ПРОЧНОСТИ ЖЕЛЕЗОБЕТОННОГО ИЗДЕЛИЯ В УСЛОВИЯХ ЧИСТОГО ИЗГИБА | 2012 |
|
RU2495413C1 |
| Способ определения прочности изделий | 1985 |
|
SU1295271A1 |
| Акустико-эмиссионный способ контроля прочности | 1989 |
|
SU1735761A1 |
| US 2011246096 A1, 06.10.2011 | |||
| US 2011066390 A1, 17.03.2011. | |||

