Настоящее изобретение относится к устройству и способу обеспечения одноосных изменений в длине полотен пленки в машинном направлении. Оно содержит по меньшей мере один технологический зазор, ограниченный двумя валками, посредством которых полотно пленки направляется в машинном направлении, при этом первый валок в направлении транспортировки пленки характеризуется первой окружной скоростью, и второй валок в направлении транспортировки пленки характеризуется второй окружной скоростью.
При получении пленки ориентирующие линии используются для уменьшения толщины пленки после ее изготовления. Ориентирование пленки используется как рукавной пленки, так и для поливной пленки.
Ориентирующая линия в целом состоит из нагретых валков для подготовки пленки к ориентированию, за которыми следуют ориентирующие валки, между которыми осуществляется ориентирование пленки. За ориентированием может следовать так называемые валки для отжига или термообработки, на которых пленка подвергается тепловой обработке, чтобы повлиять на свойства пленки. В качестве конечного этапа пленка охлаждается посредством охлаждающих валков. За счет ориентирования полотен пленки можно изменить не только геометрические размеры пленки, но также можно целевым образом повлиять на такие свойства пленки, как прозрачность или прочность.
Блоки ориентирования работают либо в линиях получения пленки экструзией с раздувом, либо вне их. Ориентирование рукавной пленки может быть выполнено в линиях получения пленки экструзией с раздувом непосредственно после пары выпускных валков или дальше по технологической схеме относительно блока с поворотной штангой, который установлен дальше по технологической схеме относительно двух выпускных валков.
В случае одноосного ориентирования полотен пленки в машинном направлении, также известного как продольное ориентирование, происходит поперечное сужение, так называемое шейкообразование, с одновременным увеличением толщины краев, так называемым утолщение краев. Это явление крайне неблагоприятно для следующей по технологической схеме обработки пленки. Шейкообразование является неблагоприятным в том, что в результате него ухудшается процесс получения пленки относительно плоскостности пленки, необходимой для следующей по технологической схеме обработки пленки. Чем больше степень шейкообразования, тем сложнее достичь требуемого качества пленки в одноосно-ориентированной пленке эффективным и экономичным образом. При разматывании готовых рулонов появляются такие недостатки, как свисание краев пленки и другие отклонения от плоскостности. Это приводит к неудовлетворительному качеству рулонов и, следовательно, к снижению пригодности пленки к следующей по технологической схеме обработке, например, для печати или ламинирования.
В патенте DE 10 2009 046 585 A1 раскрыта ориентирующая линия, предназначенная для продольного ориентирования полотен пленки, а также специальный способ. Ориентирующая система содержит в основном нагревающий блок, ориентирующий блок и охлаждающий блок. Для уменьшения шейкообразования и утолщения краев при продольном ориентировании полотна пленки используется механизм приложения давления в форме прижимного валка, который прижимает полотно пленки к ориентирующему валку.
В патенте DE 10 2009 046 593 A1 также раскрыта ориентирующая линия, предназначенная для продольного ориентирования полотен пленки, а также специальный способ. Для уменьшения шейкообразования и утолщения краев отклоняющий валок установлен в ориентирующем зазоре между двумя ориентирующими валками ориентирующего блока. Он предназначен для уменьшения сужения пленки.
Поперечной усадке или сужению одноосно-ориентированной пленки можно противодействовать во время ориентирования также за счет задания температуры ориентирующих валков, как описано в патенте DE 10 2011 085 735 A1. Кроме того, для противодействия сужению также может использоваться блок регулирования ориентирующего зазора. Уменьшение зазора между валками приводит к уменьшению шейкообразования пленки.
Для улучшения плоскостности пленок, полученных с помощью линий получения пленки экструзией с раздувом, которые затем подвергаются ориентированию дальше по технологической схеме в ориентирующих системах, используются способы регулирования толщины пленки, например, известные из документа DE 10 2009 033 171 A1. Таким образом, уменьшается утолщение краев во время одноосного ориентирования в машинном направлении. Для этого указанные области, которые затем образуют крайние зоны горизонтально уложенной пленки, оснащаются тонкими пятнами во время изготовления рукавов пленки, вследствие чего после ориентирования получают конечное изделие с максимально возможной однородной толщиной по ширине полотна пленки. Этот процесс также положительно сказывается на уменьшении поперечной усадки.
Целью настоящего изобретения является предоставление решение, которое позволяет в блоках, предназначенных для одноосного изменения длины полотен пленки в машинном направлении, изготавливать полотна пленки с улучшенной плоскостностью, в которых уменьшено поперечное шейкообразование и, следовательно, утолщение краев. Это повышает качество конечного рулона пленки.
В случае устройства, предназначенного для одноосного изменения длины полотен пленки в машинном направлении, общего типа, эта цель достигается согласно настоящему изобретению за счет характеристик главного пункта формулы.
Достижение цели осуществляется с помощью устройства согласно настоящему изобретению, в котором по сравнению с известным уровнем техники по меньшей мере один из валков, которые ограничивают технологический зазор, в котором полотно пленки подвергается изменению длины, заменен валком, через который может направляться воздух. Конструкция этого валка такова, что поток воздуха поступает снаружи внутрь.
По мере транспортировки полотна пленки по валкам граничный слой воздуха втягивается по полотну пленки между полотном пленки и валком. Эти воздушные подушки оказывают отрицательное влияние на плоскостность полотна пленки во время ориентирования пленки в технологическом зазоре.
За счет использования валков для потока воздуха, через которые воздух проходит снаружи внутрь, втягиваемый воздух может непрерывно проходить через валок для потока воздуха внутрь валка, и пленка лежит по всей ширине непосредственно на валках. Плоскостность полотна пленки улучшается. Эти воздушные подушки образуются особенно при высоких скоростях машины.
Поперечное шейкообразование, вызванное ориентированием полотна пленки с одновременным утолщением краев, также нейтрализуется и уменьшается за счет укладки пленки непосредственно на валок.
Если этого эффекта недостаточно, валок для потока воздуха, по которому воздух может быть направлен снаружи внутрь, может быть снабжен соединением отрицательного давления; из-за отрицательного давления полотно пленки притягивается к рулону, и оно более плотно прилегает к рулону, причем уменьшается шейкообразование и утолщение краев.
Степень шейкообразования и утолщения краев связана, среди прочего, с прилеганием пленки к валкам, которые ограничивают технологический зазор. Пленка все больше и больше скатывается к наружной зоне в поперечном направлении, т. е. перпендикулярно направлению транспортировки полотна пленки, по поверхности валка и пытается таким образом компенсировать поперечные силы, действующие на нее. Это поперечное шейкообразование происходит по существу в технологическом зазоре и на самих валках.
Цель состоит в установлении отрицательного давления на валках, чтобы прилегание полотна пленки к валку улучшалось в результате повышенного трения и предотвращалась относительная скорость в поперечном и продольном направлениях между пленкой и валком. Достигается равномерный контакт пленки с валком по ширине в горизонтально уложенном состоянии. Это приводит к образованию выраженного края выхода полотна пленки на валке в направлении транспортировки пленки в месте, где пленка сходит с валка, а также выраженного края укладки полотна пленки на валке в направлении транспортировки пленки в месте, где пленка поступает на валок.
Величина отрицательного давления также зависит от желаемого изменения длины полотна пленки, скорости машины и свойств пленки.
Сила, с которой пленка притягивается к валку, зависит от уровня отрицательного давления. Обычно оно составляет от 100 до 300 мбар, в особых случаях оно также может быть выбрано большим или меньшим. Отрицательное давление регулируется в зависимости от характеристик пленки и желаемого изменения длины.
В соответствии с настоящим изобретением по меньшей мере один из валков, который ограничивает технологический зазор устройства для изменения длины, выполнен в виде валка для потока воздуха, через который воздух проходит снаружи внутрь.
В предпочтительной конструкции согласно настоящему изобретению второй валок, расположенный дальше по технологической схеме относительно технологического зазора, выполнен в виде валка для потока воздуха.
Втягиваемый воздух проходит через валок, и пленка находится в непосредственном контакте с валком по всей его ширине.
Если этого эффекта недостаточно, в другой конструкции согласно настоящему изобретению валок для потока воздуха соединен с источником отрицательного давления.
Отрицательное давление, приложенное к валку для потока воздуха, приводит к тому, что полотно пленки притягивается к валку. В результате этого повышается трение полотна пленки на валке устройства, вследствие чего уменьшается поперечная усадка дальше по технологической схеме относительно технологического зазора. Таким образом, пленка притягивается к валку равномерно по всей своей ширине, включая края пленки.
В другой конструкции согласно настоящему изобретению первый валок в блоке, находящемся раньше по технологической схеме относительно технологического зазора, выполнен в виде валка для потока воздуха. Контакт между полотном пленки и валком увеличивается и предотвращает образование воздушных подушек между ними. Таким образом, полотно пленки равномерно ложится на валок. Полотно пленки достигает технологического зазора со сниженным уровнем поперечного шейкообразования. Оказывается положительное влияние на плоскостность. Этот валок также может быть присоединен к источнику отрицательного давления в другой конструкции согласно настоящему изобретению. Более высокие силы предназначены для усиления этих эффектов.
В другой конструкции согласно настоящему изобретению валок раньше по технологической схеме и валок дальше по технологической схеме относительно технологического зазора выполнены в виде валка для потока воздуха в каждом случае. Это предназначено для улучшения прилегания полотна пленки между полотном пленки и валками, благодаря чему между ними не попадает воздух, причем уменьшаются шейкообразование и утолщение краев на пленке. В предпочтительной конструкции согласно настоящему изобретению второй валок дополнительно присоединен к источнику отрицательного давления. Это противодействует поперечному шейкообразованию. В редких случаях оба валка могут быть присоединены к источнику отрицательного давления.
В оборудовании согласно настоящему изобретению валки для потока воздуха могут взаимодействовать с прижимными валками и без них. Прижимные валки предназначены для дополнительной фиксации полотна пленки к валкам для потока воздуха. Они повышают степень контакта пленки с валком, вследствие чего пленка равномерно лежит на валке.
В зависимости от задачи ориентирования может быть необходимо обеспечить притягивание пленки по ее ширине к валку для потока воздуха в различной степени, например, может потребоваться большее притягивание на краях, чем ближе к центру полотна пленки. В этом случае валок для потока воздуха выполнен таким образом, что различные степени отрицательного давления могут быть приложены по его осевой длине.
В зависимости от технической задачи также может использоваться комбинация валка для потока воздуха и валка для термообработки. С одной стороны, это обеспечивает термообработку полотна пленки, вследствие чего оно имеет надлежащую температуру для изменения длины, и, с другой стороны, воздух, втягиваемый между полотном пленки и валком, может проходить внутрь посредством валка для потока воздуха. Благодаря непосредственному контакту полотна пленки с валком также улучшается теплопередача от валка к полотну пленки. Если, кроме того, к валкам приложено отрицательное давление для более плотного притягивания полотна пленки к валку, трение между пленкой и валком увеличивается и шейкообразование уменьшается в еще большей степени.
Термообработка может включать нагрев или охлаждение. Текучая среда, такая как газ, пар, вода или масло для термообработки валка, подается с одной стороны сочетающихся валков и отводится посредством поворотного патрубка. С противоположной стороны относительно стороны, с которой текучая среда подается и отводится, посредством поворотного патрубка присоединен источник отрицательного давления и воздух втягивается внутрь. Если отрицательное давление не прикладывается, воздух выходит через эти отверстия. Если валок представляет собой только валок для потока воздуха, подача и отвод текучей среды для термообработки исключаются.
Валок комбинированного действия для термообработки и потока воздуха состоит, как и валки известного уровня техники, также из валка с двойной рубашкой, подвергнутого термообработке текучей средой, он оснащен дополнительными каналами для направления воздуха и может быть подсоединен к источнику отрицательного давления. Каналы также могут быть в виде небольших просверленных отверстий.
В идеальном варианте применяется проницаемый для воздуха слой, аналогичный спеченной структуре. Также можно изготавливать валки из материала с открытыми порами, причем поры находятся в микрометровом диапазоне. Валки выполнены из таких материалов, как сталь, нержавеющая сталь или пластмасса. В предпочтительной конструкции согласно настоящему изобретению спеченный слой, например, выполнен из коррозионно-стойкой нержавеющей стали, которую также можно отполировать до глянцевой поверхности. Кроме того, на трение и/или прилегание между полотном пленки и валком можно повлиять в зависимости от шероховатости поверхности или структуры поверхности валков.
Если в термообработке нет необходимости, используются валки того же типа и без двойной рубашки.
Уменьшение поперечного шейкообразования полотна пленки приводит к новым физическим свойствам пленки, что, в свою очередь, приводит к улучшению следующих по технологической схеме процессов в печатных устройствах и блоках ламинирования благодаря улучшенной плоскостность. Кроме того, это приводит к уменьшению отходов при обрезке краев.
Устройство для изменения длины содержит технологические зазоры, которые ограничены в каждом случае двумя валками. Первый валок в направлении транспортировки полотна пленки характеризуется первой окружной скоростью, и второй валок в направлении транспортировки полотна пленки характеризуется второй окружной скоростью, вследствие чего полотно пленки между ними подвергается изменению длины в технологическом зазоре.
В случае если второй валок характеризуется более высокой окружной скоростью, чем первый валок, это приводит к положительному изменению длины пленки. В зависимости от показателя изменения длины речь идет об ориентировании, растяжке или отжиге. Нет четкой границы при изменении длины пленки между отжигом, растяжкой и ориентированием.
Могут быть достигнуты показатели изменения длины от приблизительно 1:1 до 1:10.
В случае отжига может быть допустимым не только удлинение, но также усадка полотна пленки, поскольку второй валок вращается с более низкой окружной скоростью, чем первый валок, и это приводит к отрицательному изменению длины.
Показатель усадки обычно составляет от приблизительно 0,5:1 до 1:1.
Также возможен вариант, в котором оба валка, которые ограничивают технологический зазор, характеризуются одинаковой окружной скоростью.
В одной конструкции блок согласно настоящему изобретению для изменения длины полотна пленки представляет собой неотъемлемый компонент ориентирующего блока.
В ориентирующих блоках, которые обычно содержат компоновку из нагретых валков, ориентирующих валков, валков для отжига и охлаждающих валков, ориентирующий валок, расположенный дальше по технологической схеме относительно ориентирующего зазора или технологического зазора, заменен валком для потока воздуха, поскольку именно в этом месте достигается наибольшее улучшение для результатов процесса ориентирования.
Такие ориентирующие блоки могут либо работать в линии получения пленки, либо вне ее.
В ориентирующей системе также можно установить несколько блоков согласно настоящему изобретению, которые имеют по меньшей мере один технологический зазор, ограниченный двумя валками.
Однако в ориентирующих линиях с блоком согласно настоящему изобретению также может присутствовать больше ориентирующих валков или больше таких валков, как валки для отжига, которые расположены дальше по технологической схеме относительно ориентирующих валков, и охлаждающие валки, а также расположенные раньше по технологической схеме нагретые валки с конструкцией для потока воздуха для еще большего повышения качества пленки.
При получении рукавной пленки блок согласно настоящему изобретению для изменения длины полотна пленки может быть встроен в линию получения пленки экструзией с раздувом.
Если смотреть в направлении транспортировки пленки, линии получения пленки экструзией с раздувом содержат блок дозирования смолы, экструдер, за которым следует экструзионная головка для пленки и охлаждающий блок, а также калибратор. Дальше по технологической схеме относительно этих компонентов расположены блок горизонтальной укладки, выпускной блок и поворотное устройство. Рукавная пленка затем сматывается с помощью намоточной машины.
При получении рукавной пленки с помощью линий получения пленки экструзией с раздувом устройство согласно настоящему изобретению для изменения длины с по меньшей мере одним технологическим зазором, ограниченным двумя валками, причем по меньшей мере один из этих валков представляет собой валок для потока воздуха, может быть расположено непосредственно в направлении транспортировки пленки над парой выпускных валков выпускного блока либо раньше по технологической схеме, либо дальше по технологической схеме относительно поворотных штанг. Также возможно наличие нескольких блоков согласно настоящему изобретению, которые содержат по меньшей мере один технологический зазор, ограниченный двумя валками, в линии получения пленки экструзией с раздувом.
Кроме того, они также могут быть объединены с большим количеством валков для потока воздуха.
В этом контексте выпускной блок может быть неподвижным, вращающимся или выполненным в виде колебательного выпускного блока. Он также может работать без поворотных штанг.
Устройство согласно настоящему изобретению для обеспечения одноосных изменений в длине может быть расположено в виде неотъемлемого компонента ориентирующей линии в линии получения пленки экструзией с раздувом в направлении транспортировки пленки над парой выпускных валков либо раньше по технологической схеме, либо дальше по технологической схеме относительно поворотных штанг над участком раздува рукавной пленки.
Альтернативно устройство может быть расположено в ориентирующей линии также в линии на полу рядом с линией получения пленки экструзией с раздувом или вне линии на полу рядом с линией получения пленки экструзией с раздувом. В каждом случае линия получения пленки экструзией с раздувом может быть выполнена с колебательным выпускным блоком или без него.
Также возможно наличие двух устройств согласно настоящему изобретению для обеспечения одноосных изменений в длине, расположенных как компоненты ориентирующей линии, так называемой системы MDO, в линии дальше по технологической схеме относительно линии получения пленки экструзией с раздувом. В этом случае рукавная пленка затем разрезается с обеих сторон в противоположных точках с получением двух полотен пленки, каждое из которых дополнительно обрабатывается на ориентирующей линии.
Для оптимизации качества полотна пленки устройство согласно настоящему изобретению может использоваться в комбинации с применением систем регулирования толщины пленки. За счет комбинированного использования систем регулирования толщины пленки при получении рукавной пленки, например, как определено в патенте DE 10 2009 033 171 A1, и валков для потока воздуха в устройстве для изменения длины, возникает дополнительный положительный эффект, поскольку, если шейкообразование в полотне пленки снижено, то меньшее количество энергии необходимо вводить в систему регулирования для оптимизации плоскостности, возможно точное регулирование и, таким образом, процесс упрощается.
Устройство для изменения длины также может использоваться в ориентирующей лини или линии отжига для обработки поливной пленки.
В способе обеспечения одноосных изменений в длине полотен пленки согласно настоящему изобретению полотно пленки направляют посредством по меньшей мере одного технологического зазора, ограниченного двумя валками. При этом первый валок в направлении транспортировки пленки характеризуется первой окружной скоростью, и второй валок в направлении транспортировки пленки характеризуется второй окружной скоростью. По меньшей мере один из этих валков представляет собой валок для потока воздуха, который обеспечивает, что полотно пленки, направляемое по нему, лежит непосредственно на валке для противодействия поперечному шейкообразованию и утолщению краев полотна пленки и предотвращения образования воздушных подушек между валком и полотном пленки. За счет комбинации валка для потока воздуха и термообработки теплопередача между пленкой и валком дополнительно повышается, поскольку изолирующий слой воздуха между ними может выходить через валок для потока воздуха. Следовательно, достигается стабильный процесс ориентирования и, как результат, получается однородная пленка без отклонений от плоскостности, поскольку пленка имеет равномерный контакт по всей ее ширине в горизонтально уложенном состоянии на валке.
Если приложено отрицательное давление, эффект еще больше усиливается. Притягивание, обеспеченное за счет отрицательного давления, приводит к улучшению фиксации края выхода пленки на валке в направлении транспортировки пленки в месте, где пленка сходит с валка, а также края укладки пленки на валке в направлении транспортировки пленки в месте, где пленка поступает на валок, вследствие чего появляется более низкая разница относительных скоростей в поперечном и продольном направлениях по ширине в горизонтально уложенном состоянии между пленкой и валком.
Для дополнительной оптимизации качества полотна пленки способ объединяют с системой регулирования толщины пленки, как описано в патенте DE 10 2009 033 171 A1. В этом случае рукавная пленка при ее получении на линии получения пленки экструзией с раздувом подвергается регулированию толщины пленки, при этом профиль толщины рукава пленки регулируется таким образом, что рукав пленки демонстрирует тонкие пятна в тех местах, которые в расположенной дальше по технологической схеме ориентирующей линии, работающей в линии, представляют периферийные зоны горизонтально уложенной рукавной пленки, вследствие чего, после ориентирования пленки в ориентирующей линии получают пленку с как можно меньшим количеством отклонений от средней толщины пленки по ширине пленки. Если полотно пленки во время ориентирования в ориентирующей линии дополнительно направляется через устройство для изменения длины посредством валка для потока воздуха с помощью источника отрицательного давления, который притягивает пленку к нему и, таким образом, предотвращает поперечное шейкообразование и утолщение краев, получают пленку еще более высокого качества. Применение источника отрицательного давления возле валка для потока воздуха еще больше повышает качество. Горизонтально уложенная рукавная пленка может представлять собой блокированную пленку, пленку, разрезанную на одной или двух сторонах, рукавную пленку с двойной горизонтальной укладкой или пленку, обработанную с одной стороны в двух ориентирующих блоках.
Использование валка для потока воздуха с соединением с источником отрицательного давления, таким как валок, особенно таким как ориентирующий валок, или без такого соединения, повышает прилегание полотна пленки к валку и, следовательно, ведет к уменьшению поперечного шейкообразования, а также к уменьшению утолщения краев полотна пленки и, таким образом, к улучшению плоскостности пленки. Это предназначено для уменьшения количества ранее неизбежных отходов при обрезке краев. И то, и другое увеличивает экономическую эффективность при получении ориентированной пленки.
Другие подробности, признаки и преимущества объекта настоящего изобретения вытекают из дополнительных пунктов формулы изобретения и из следующего описания связанных графических материалов, на которых в качестве примера показан предпочтительный вариант осуществления настоящего изобретения.
На графических материалах показано следующее.
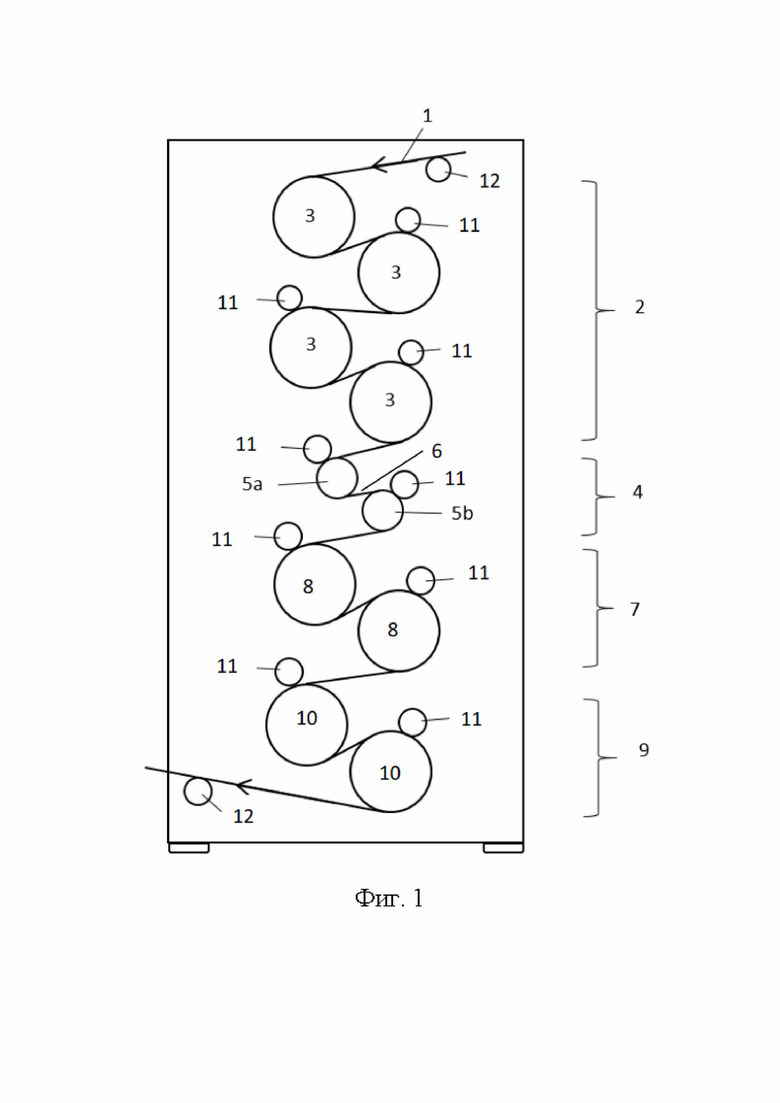
На фиг. 1 показана ориентирующая линия с устройством для обеспечения одноосных изменений в длине полотна пленки в машинном направлении согласно настоящему изобретению, и
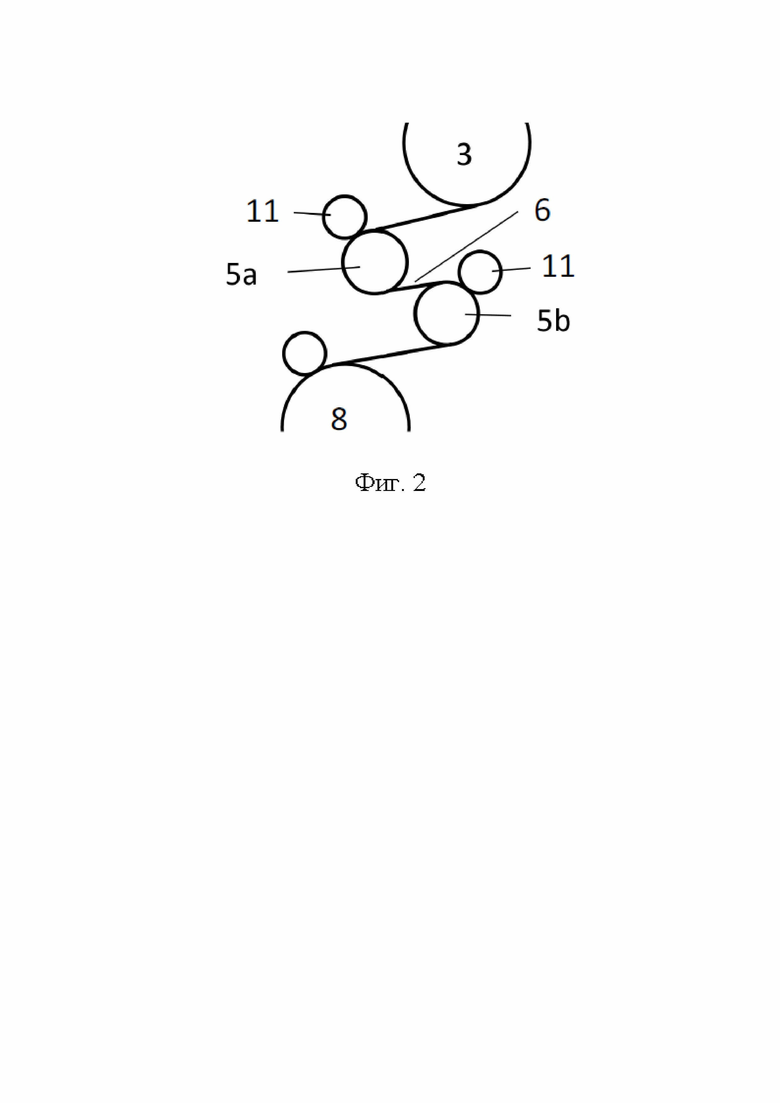
на фиг. 2 показано устройство для обеспечения одноосных изменений в длине полотна пленки в машинном направлении.
На фиг. 1 показано устройство для обеспечения одноосных изменений в длине полотна пленки в машинном направлении согласно настоящему изобретению в ориентирующей линии, также известной как линия MDO, в качестве возможного применения устройства согласно настоящему изобретению.
Полотно (1) пленки вводится в ориентирующую линию сверху. Затем оно направляется через нагревающую секцию (2) с нагретыми валками (3). Полотно (1) пленки затем направляется в устройство (4) для изменения длины согласно настоящему изобретению, в данном случае ориентирующий блок (4), с валками (5), в данном случае ориентирующими валками, между которыми находится технологический зазор, в данном случае ориентирующий зазор (6), и подвергается ориентированию. Диаметр ориентирующих валков (5) может быть меньше диаметра нагретых валков. Полотно (1) пленки затем направляется в секцию (7) отжига с валками (8) для отжига для термообработки, за которой следует охлаждающая секция (9) с охлаждающими валками (10). Пленка (1) в конечном итоге выходит из системы MDO и может быть смотана с помощью намоточной машины. Полотно пленки прочно удерживается на разных валках посредством прижимных валков (11).
На фиг. 2 подробно показано устройство (4) для изменения длины ориентирующей линии. Полотно (1) пленки направляется по первому ориентирующему валку (5a) ко второму ориентирующему валку (5b). Ориентирующий зазор (6) расположен между ориентирующими валками (5a) и (5b). В этой ориентирующей линии второй ориентирующий валок (5b) имеет более высокую окружную скорость, чем первый ориентирующий валок (5a), вследствие чего происходит положительное изменение длины. Прижимные валки (11) предназначены для дополнительной фиксации полотна (1) пленки к ориентирующим валкам (5a) и (5b).
Полотно (1) пленки затем выходит из устройства (4) согласно настоящему изобретению. Ориентирующий валок (5b) выполнен в соответствии с настоящим изобретением как валок для потока воздуха с возможностью присоединения источника отрицательного давления, не показанного на фигурах. Ориентирующий валок (5a) и ориентирующий валок (5b) также могут быть выполнены, кроме того, как валок для термообработки. В этом случае ориентирующий валок (5b) представляет собой комбинацию валка для потока воздуха и валка для термообработки.
В зависимости от задачи ориентирования могут быть исключены отдельные прижимные валки (11) или все из них.
Ориентирующие линии также могут иметь более двух ориентирующих валков (5) и, таким образом, имеют больше устройств (4) согласно настоящему изобретению.
Ориентирующая линия может иметь два, три или более нагретых валков, ориентирующих валков, валков для отжига или охлаждающих валков в каждом случае.
Перечень условных обозначений
1 Полотно пленки
2 Нагревающая секция
3 Нагретые валки
4 Устройство для изменения длины/ориентирующий блок
5 Валки/ориентирующие валки
5a Первый валок/ориентирующий валок
5b Второй ориентирующий валок/валок
6 Технологический зазор/ориентирующий зазор
7 Секция отжига
8 Валки для отжига
9 Охлаждающая секция
10 Охлаждающие валки
11 Прижимные валки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ВЫТЯГИВАНИЯ ПЛЕНОЧНОГО ПОЛОТНА | 2005 |
|
RU2352462C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРИЕНТИРОВАННОЙ ПЛЕНКИ ИЗ СПЛАВОВ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛЕНКИ И ПОЛУЧАЮЩИЕСЯ В РЕЗУЛЬТАТЕ ПРОДУКТЫ | 2004 |
|
RU2349454C2 |
| ПРОДОЛЬНО ОРИЕНТИРОВАННАЯ РУКАВНАЯ ПЛЕНКА | 2002 |
|
RU2300461C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОПЕРЕЧНО ОРИЕНТИРОВАННОЙ ПЛЕНКИ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА И ПРОДУКТЫ, ПОЛУЧАЕМЫЕ ТАКИМ СПОСОБОМ | 2007 |
|
RU2457945C2 |
| ЛАМИНАТ, СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ЛАМИНАТА, А ТАКЖЕ ЗАМЕНИТЕЛЬ ГЕОТКАНИ | 2006 |
|
RU2412056C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ЭЛАСТИЧНЫЙ В ОДНОМ НАПРАВЛЕНИИ И РАСТЯЖИМЫЙ В ДРУГОМ НАПРАВЛЕНИИ | 2001 |
|
RU2270758C2 |
| ЛАМИНАТЫ ИЗ ПЛЕНОК, СПОСОБЫ И УСТРОЙСТВА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2290313C2 |
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА НЕСОСТАРЕННАЯ ПЛЕНКА-НЕСОСТАРЕННОЕ НЕТКАНОЕ ПОЛОТНО И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2243301C2 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
Группа изобретений относится к устройству и способу обеспечения одноосных изменений в длине полотен пленки в машинном направлении, а также к линии получения пленки экструзией с раздувом для получения рукавной пленки с применением указанного устройства. Устройство содержит: технологический зазор, ограниченный двумя валками, посредством которого полотно пленки направляется в машинном направлении. При этом первый валок в направлении транспортировки пленки характеризуется первой окружной скоростью, и второй валок в направлении транспортировки пленки характеризуется второй окружной скоростью. Причем по меньшей мере один из валков представляет собой валок для потока воздуха, через который воздух поступает снаружи внутрь, при этом источник отрицательного давления подсоединен к валку для потока воздуха и, следовательно, отрицательное давление приложено к валку, и по меньшей мере один из валков для потока воздуха представляет собой комбинацию валка для потока воздуха и валка для термообработки. Техническим результатом заявленной группы изобретений является изготовление полотна пленки с улучшенной плоскостностью, в которых уменьшено поперечное шейкообразование и, следовательно, утолщение краев, что позволяет повысить качество конечного рулона пленки. 3 н. и 11 з.п. ф-лы, 2 ил.
1. Устройство (4) для обеспечения одноосного изменения длины полотен (1) пленки в машинном направлении, содержащее технологический зазор (6), ограниченный двумя валками (5а, 5b), посредством которого полотно (1) пленки направляется в машинном направлении, при этом первый валок (5а) в направлении транспортировки пленки характеризуется первой окружной скоростью и второй валок (5b) в направлении транспортировки пленки характеризуется второй окружной скоростью, отличающееся тем, что по меньшей мере один из валков (5а, 5b) представляет собой валок (5а, 5b) для потока воздуха, через который воздух поступает снаружи внутрь, и тем, что источник отрицательного давления подсоединен к валку (5а, 5b) для потока воздуха и, следовательно, отрицательное давление приложено к валку (5а, 5b) и по меньшей мере один из валков для потока воздуха представляет собой комбинацию валка для потока воздуха и валка для термообработки.
2. Устройство (4) по п. 1, отличающееся тем, что различные степени отрицательного давления приложены к валку (5а, 5b) для потока воздуха вдоль его длины.
3. Устройство (4) по любому из пп. 1, 2, отличающееся тем, что по меньшей мере один из валков (5а, 5b) для потока воздуха может быть выполнен как валок для термообработки.
4. Устройство (4) по любому из пп. 1-3, отличающееся тем, что первый валок (5а) в направлении транспортировки пленки характеризуется более низкой окружной скоростью, чем второй валок (5b) в направлении транспортировки пленки, и изменение длины полотна (1) пленки является положительным.
5. Устройство (4) по любому из пп. 1-3, отличающееся тем, что первый валок (5а) в направлении транспортировки пленки характеризуется более высокой окружной скоростью, чем второй валок (5b) в направлении транспортировки пленки полотна (1) пленки, и изменение длины полотна пленки является отрицательным.
6. Устройство (4) по любому из пп. 1-3, отличающееся тем, что первый валок (5а) в направлении транспортировки пленки и второй валок (5b) в направлении транспортировки пленки полотна (1) пленки характеризуются одинаковой окружной скоростью.
7. Устройство (4) по любому из пп. 1-6, отличающееся тем, что устройство (4) представляет собой неотъемлемую часть ориентирующей линии.
8. Устройство (4) по п. 7, отличающееся тем, что дополнительные валки ориентирующей линии выполнены как валки для потока воздуха с приложенным отрицательным давлением или без него.
9. Устройство (4) по п. 7, отличающееся тем, что ориентирующая линия расположена в линии получения пленки экструзией с раздувом.
10. Линия получения пленки экструзией с раздувом для получения рукавной пленки, отличающаяся тем, что устройство (4) по любому из пп. 1-8 расположено в линии получения пленки экструзией с раздувом.
11. Линия получения пленки экструзией с раздувом по п. 10, отличающаяся тем, что устройство (4) по любому из пп. 1-8 расположено в направлении транспортировки пленки дальше по технологической схеме относительно пары выпускных валков и раньше по технологической схеме или дальше по технологической схеме относительно поворотных штанг линии получения пленки экструзией с раздувом.
12. Линия получения пленки экструзией с раздувом по любому из пп. 10, 11, отличающаяся тем, что линия получения пленки экструзией с раздувом содержит несколько устройств (4) по любому из пп. 1-9.
13. Способ обеспечения одноосного изменения длины полотен (1) пленки в машинном направлении, в котором полотно (1) пленки направляют через технологический зазор (6), ограниченный двумя валками (5а, 5b), при этом первый валок (5а) в направлении транспортировки пленки характеризуется первой окружной скоростью и второй валок (5b) в направлении транспортировки пленки характеризуется второй окружной скоростью, отличающийся тем, что полотно (1) пленки подвергают изменению в длине в технологическом зазоре (6) и валок (5а, 5b) представляет собой валок (5а, 5b) для потока воздуха, через который воздух поступает снаружи внутрь, причем воздух, который скапливается между валком (5а, 5b) и полотном (1) пленки, выходит через валок (5а, 5b), и полотно (1) пленки лежит непосредственно на валке (5а, 5b), причем к валку (5а, 5b) для потока воздуха подсоединен источник отрицательного давления, и по меньшей мере один из валков для потока воздуха представляет собой комбинацию валка для потока воздуха и валка для термообработки.
14. Способ по п. 13, отличающийся тем, что пленку во время ее получения на линии получения пленки экструзией с раздувом подвергают регулированию толщины пленки, вследствие чего профиль толщины рукава пленки, получаемого на линии получения пленки экструзией с раздувом, регулируют таким образом, что указанный профиль толщины характеризуется отклонениями от однородной толщины пленки, которые предназначены для компенсации изменений толщины пленки по ширине пленки, которые возникают во время следующего по технологической схеме одноосного ориентирования в машинном направлении, вследствие чего в результате ориентирования получают полотно (1) пленки, профиль поперечной толщины которого имеет как можно меньше отклонений от средней толщины пленки по всей ширине полотна пленки.
| DE 102011085735 А1, 08.05.2013 | |||
| CN 106467252 A1, 01.03.2017 | |||
| WO 2005070653 A1, 04.08.2005 | |||
| DE 102009033171 A1, 27.01.2011 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ОРИЕНТИРОВАНИЯ МАТЕРИАЛА ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 2008 |
|
RU2568482C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОПЕРЕЧНО ОРИЕНТИРОВАННОЙ ПЛЕНКИ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА И ПРОДУКТЫ, ПОЛУЧАЕМЫЕ ТАКИМ СПОСОБОМ | 2007 |
|
RU2457945C2 |
| CN 110049856 A, 23.07.2019. | |||

