00 00
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКАЯ МАССА | 1997 |
|
RU2149855C1 |
| КЕРАМИЧЕСКАЯ МАССА | 1997 |
|
RU2143409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ КЕРАМИКИ | 2008 |
|
RU2379257C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО ФАРФОРА ПОВЫШЕННОЙ БЕЛИЗНЫ | 2009 |
|
RU2422400C1 |
| Композиция для удаляемого вкладыша | 1980 |
|
SU903353A1 |
| КЕРАМИЧЕСКАЯ МАССА | 1997 |
|
RU2136626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ВЫСОКОТЕМПЕРАТУРНОЙ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ | 1992 |
|
RU2044716C1 |
| Способ изготовления фарфоро-фаянсовых изделий | 1982 |
|
SU1052498A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
Изобретение относится к керами- ческой промьпиленности, в частности к способам производства керамических деталей нитеводителей для оборудова- ния текстильной и трикотажной промыпг- ленности. С целью повышения микротвердости и получершя изделий с глад кой поверхностью при снижении энергозатрат способ осуществляют путем приготовления термопластичного шликера, формования заготовок методом горячего литья под давлением,выжигания термопластичной связки в неподвижном слое дисперсного материала, обработ- ки в шаровой мельнице смесью глинозема и опилок в соотношении 1:1 в течение 9-10 ч, причем размер опилок не превышает 2,5-3,0 им, и последующего обжига. Микротвердость изделий составляет (8,8 - 9,0)-10 MITa при вы-, ходе годных изделий 99%. 1 з.п. , 1 табл. i (Л
Изобретение относится к керамической промышленности и может быть ис пользопано, в частности, при изготовлении керамических нитеводителей для текстильной и трикотажной промьшлен- ности.
Цель изобретения повышение мик- ротвердости и получение изделий с гладкой поверхностью при снижении энергозатрат.
Согласно предлагаемому способу приготавливают термопластичный шликер на основе порошка из политых отходов фарфоро-фаянсового производст- ва, средний размер частиц которого 25-30 мкм. В качестве технологической связки используют парафин, воск пчелиный или кислоту олеиновую. Температура плавления шликера 65- 80 С. Содержание связки 18%.
Отливки деталей получают методом горячего литья под давлением. Оправ- детали загружают в засыпку порошка-гщсорбента (глинозема) и вы- жиган)т связку при 950-1000 С, затем охлаждают, отделяют от частиц порошка-адсорбента, просеивают через вибросито К 26 и полируют путем обкатывания в шаровой мельнице в древесных опилках и глиноземе в соотношении 1:1 в течение 9-10 ч. Просеивают через вибросито для отделения полирующего материала, затем детали обжигают при температуре спекания (1350 tlO°C).
Материалом для изготовления фарфора является следующий шихтовой состав, мас.%:
Каолин просяновский , 47 Глина дружковская 7 Пегматит чупинский 19,5 Песок кварцевый16,0
Бентонит3,0
Череп утильный5
Череп политой2,5
Обрабатываемые фарфоровые детали (нитепроводники, нитенатялсители, тор мозки, втулки, шайбы, ролики и др.) нме от довольно сложную конфигурацию, л которой } ежелательны острые углы, приводящие к обрыву нити, ее торможению. При полировке не происходит заметнего изменения конфигурации, сошлифовывается тончайший верхний слой (до 1± 0,2 мкм), потери в весе при полировке, например, ролика составляют 0,5%. Сама конфигурация деталей (с плавными переходами от цилиндрической части к конусной, например, ролик, катушка) исключает появление после обработки (полировки) .острых углов, т.е. процесс сводится к снятию шероховатостей поверхности после операции выжигания связки и получению заданной близкой к глазурованной поверхности.
Условия проведения операции полировки следующие.
Время обработки 9 и 10 ч. Древесные опилки .содержат фракции 2,5- 3,0 мм.
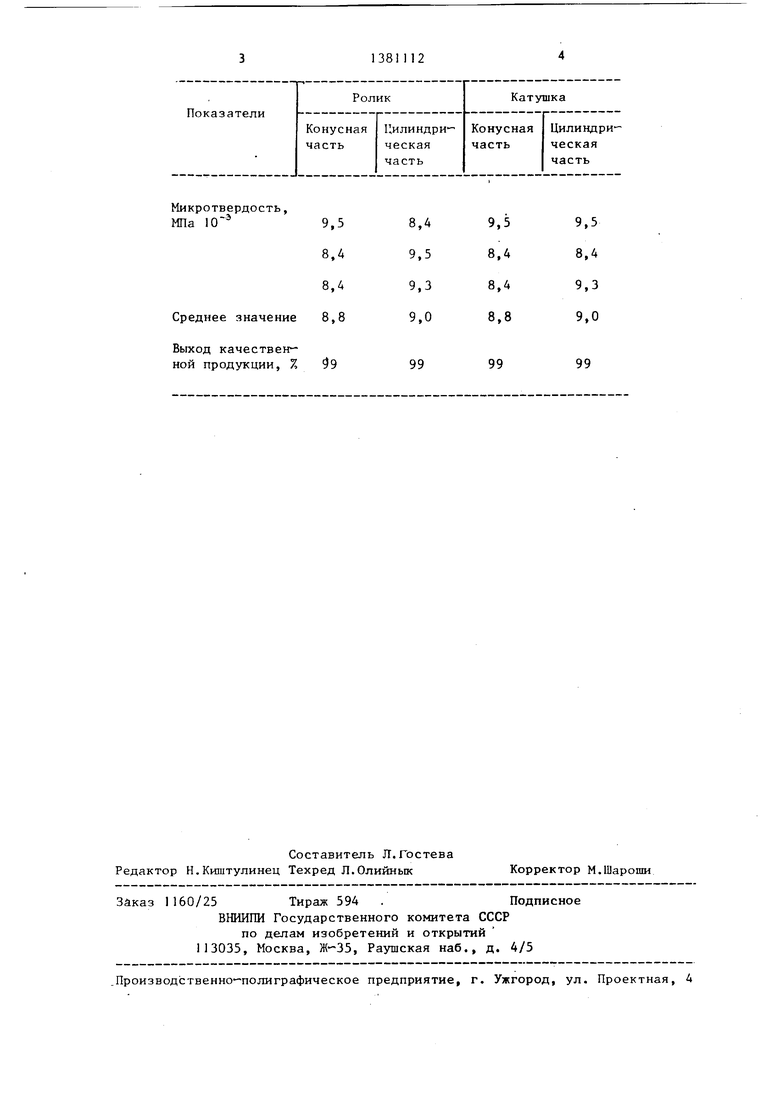
Результаты испытаний приведены в таблице (данные по микротвердости после обжига изделий - ролика и катушки) .
Таким образом, микротвердость поверхности образцов по Bcepi их площади примерно одинако-ва, что объясняется равномерной обработкой полируюп1им материалом и адсорбентом в процессе обкатки всей площади обрабатываемого изделия.
Формула изобретения
Микротвердость, МПа 10
Среднее значение
Выход качественной продукции, %
9
99
99
99
| Грибовский П.О | |||
| Горячее литье керамических изделий | |||
| М.; Госэнерго- издат, 1961, с | |||
| Способ фотографической записи звуковых колебаний | 1922 |
|
SU400A1 |
| Способ изготовления керамическихиздЕлий | 1978 |
|
SU793957A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
