Изобретение относится к аргонодуговой сварке и может быть использовано при ручной сварке стыков трубопроводов диаметром до 100 мм и толщиной стенки до 8 мм, в частности для труб пароперегревателей паровых котлов.
Уровень техники
Обеспечение высокого качества и требуемых свойств сварного соединения трубопроводов при ручной аргонодуговой сварке можно достичь лишь при условии защиты расплавленного металла от вредного воздействия воздуха. Значительные трудности вызывает обеспечение этого условия при сварке корневого шва стыкуемых трубопроводов, а именно защиты от окисления внутренней стороны сварного соединения.
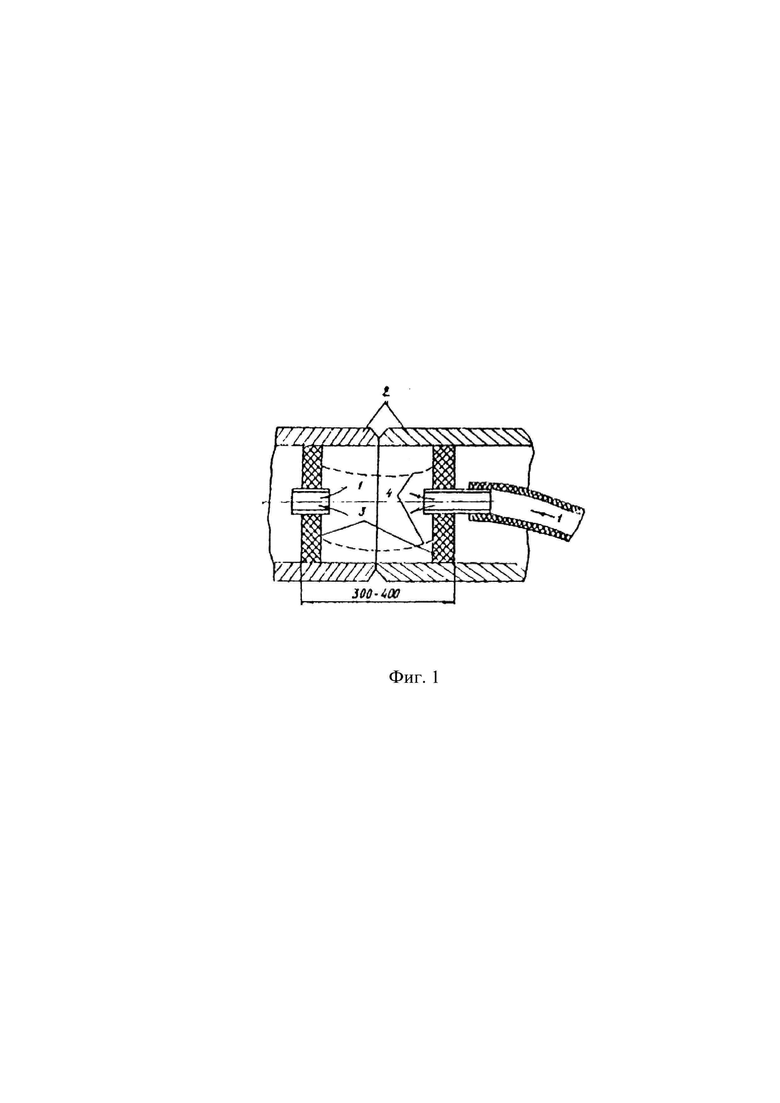
Известен принятый в качестве прототипа патентуемого изобретения способ аргонодуговой сварки стыков трубопроводов, в котором подача защитного газа, в качестве которого используется аргон, внутрь трубопроводов при аргонодуговой сварке корневого шва осуществляется через отверстия в соединенных тросиками заглушках, установленных внутри свариваемых трубопроводов до сборки стыка (ОСТ 36-57-81, утвержден и введен в действие приказом Министерства монтажных и специальных строительных работ СССР от 15 октября 1981 г. №262, п. 2.4.30, рис. 12 [1], фиг. 1).
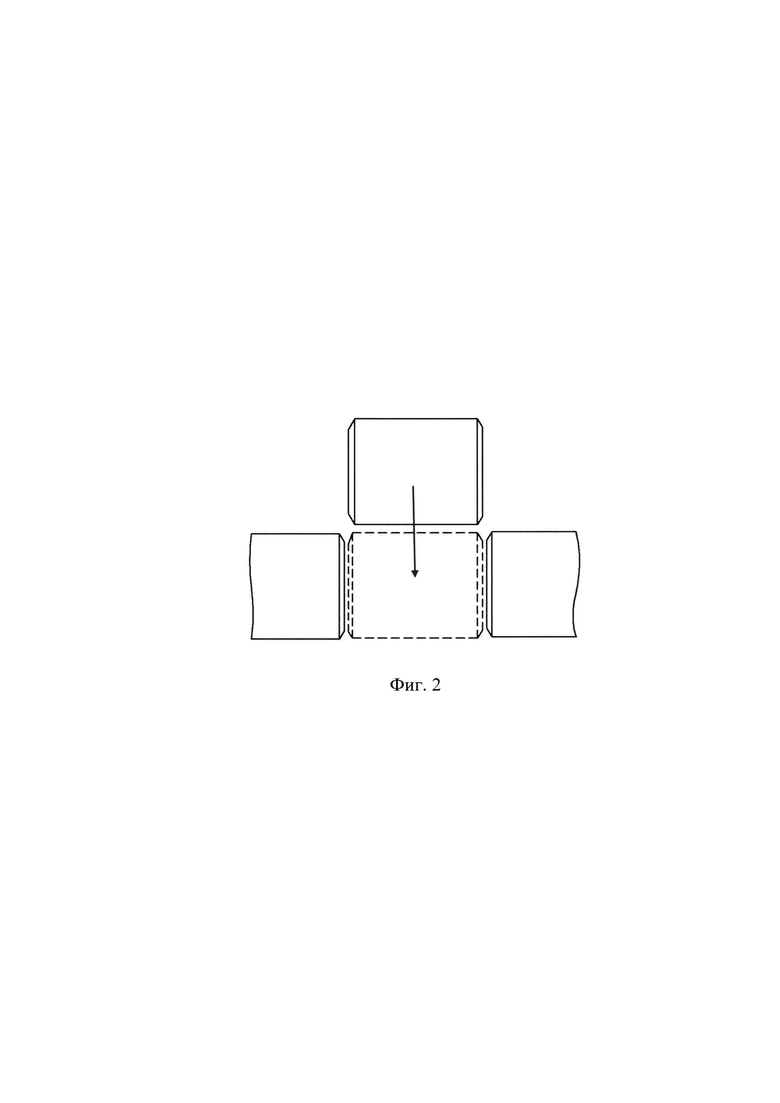
Основным недостатком известного из [1] способа является то, что его невозможно реализовать при выполнении замыкающего сварного шва стыка для вставки в трубопровод (например, в случае ремонта путем удаления дефектного участка и вварки на его место нового), т.е. при отсутствии открытого края трубы для обеспечения возможности сначала установить, а затем извлечь заглушки для подвода газа (фиг. 2).
Раскрытие изобретения
Задачей, на решение которой направлено патентуемое изобретение, является повышение качества сварного соединения замыкающего стыка трубопроводов и расширение возможностей ручной аргонодуговой сварки трубопроводов, а техническим результатом -обеспечение защиты внутренней стороны сварного соединения от окисления при выполнении замыкающего сварного шва стыка трубопроводов и обеспечение возможности растворения установленных внутри трубопроводов заглушек после выполнения замыкающего сварного шва стыка трубопроводов при подаче рабочей среды в виде воды или пара.
Решение указанной задачи путем достижения указанного технического результата обеспечивается тем, что способ аргонодуговой сварки стыков трубопроводов содержит последовательные этапы:
- этап, на котором внутрь свариваемых трубопроводов до сборки стыка устанавливаются растворимые в воде и паре заглушки с отверстиями, обеспечивающими возможность стравливания избыточного давления газа, для образования внутренней полости в месте сварки;
- этап, на котором в разделку собранного стыка трубопроводов устанавливается штуцер с последующей изоляцией наружной части кромок собранного стыка трубопроводов термостойкой защитной лентой;
- этап, на котором осуществляется подача аргона через установленный в разделку собранного стыка трубопроводов штуцер в вышеуказанную внутреннюю полость;
- этап, на котором одновременно с подачей аргона производится сварка корневого шва стыка трубопроводов с последовательным частичным отклеиванием защитной ленты по периметру стыка трубопроводов вплоть до штуцера;
- этап, на котором выполняется удаление штуцера с последующей окончательной заваркой корневого шва.
Причинно-следственная связь между совокупностью существенных признаков патентуемого способа и достигаемым техническим результатом заключается в том, что установка внутрь свариваемых трубопроводов до сборки стыка заглушек с отверстиями, обеспечивающими возможность стравливания избыточного давления газа, для образования внутренней полости в месте сварки и установка штуцера в разделку собранного стыка трубопроводов с последующей изоляцией наружной части кромок собранного стыка трубопроводов термостойкой защитной лентой позволяет обеспечить защиту внутренней стороны сварного соединения от окисления при выполнении замыкающего сварного шва стыка трубопроводов за счет возможности обеспечения качественной продувки аргона через штуцер и вышеуказанную внутреннюю полость с целью вытеснения воздуха и стравливания избыточного давления аргона в процессе сварки. При этом использование растворимых в воде и паре заглушек позволяет обеспечить возможность их растворения внутри трубопроводов после выполнения замыкающего сварного шва стыка трубопроводов за счет того, что они поддаются биологическому разложению на 100% и не оставляют осадка в трубопроводах при подаче рабочей среды в виде воды или пара.
Краткое описание чертежей
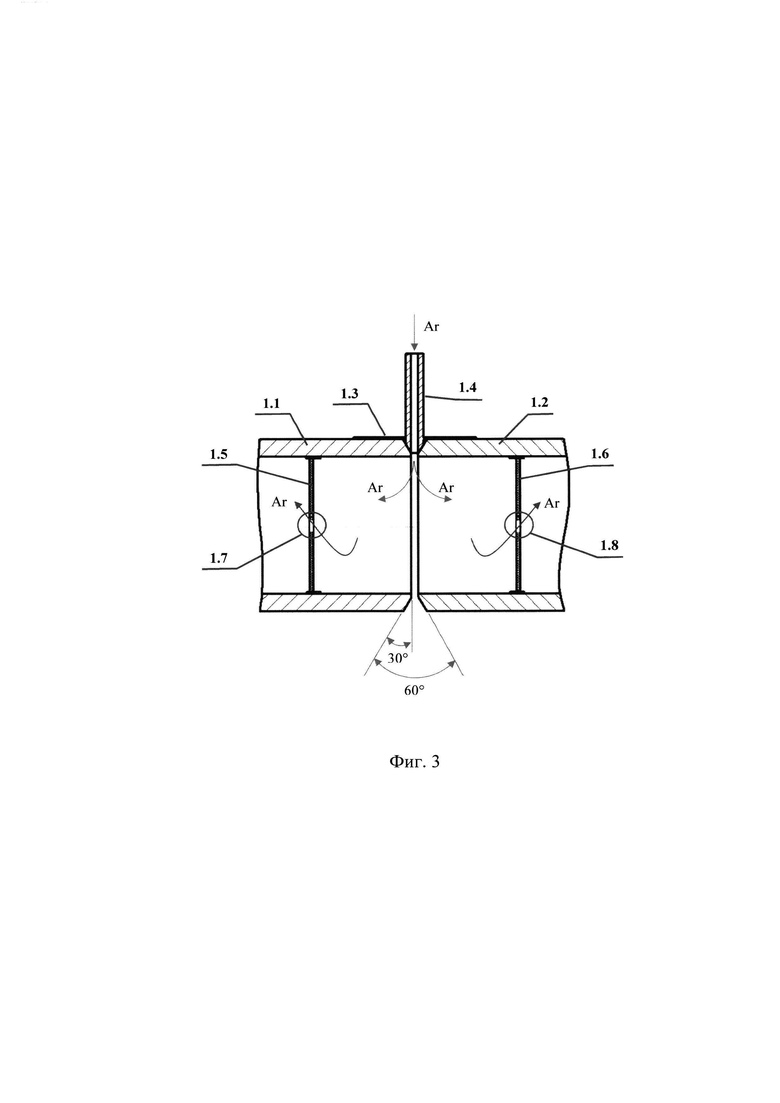
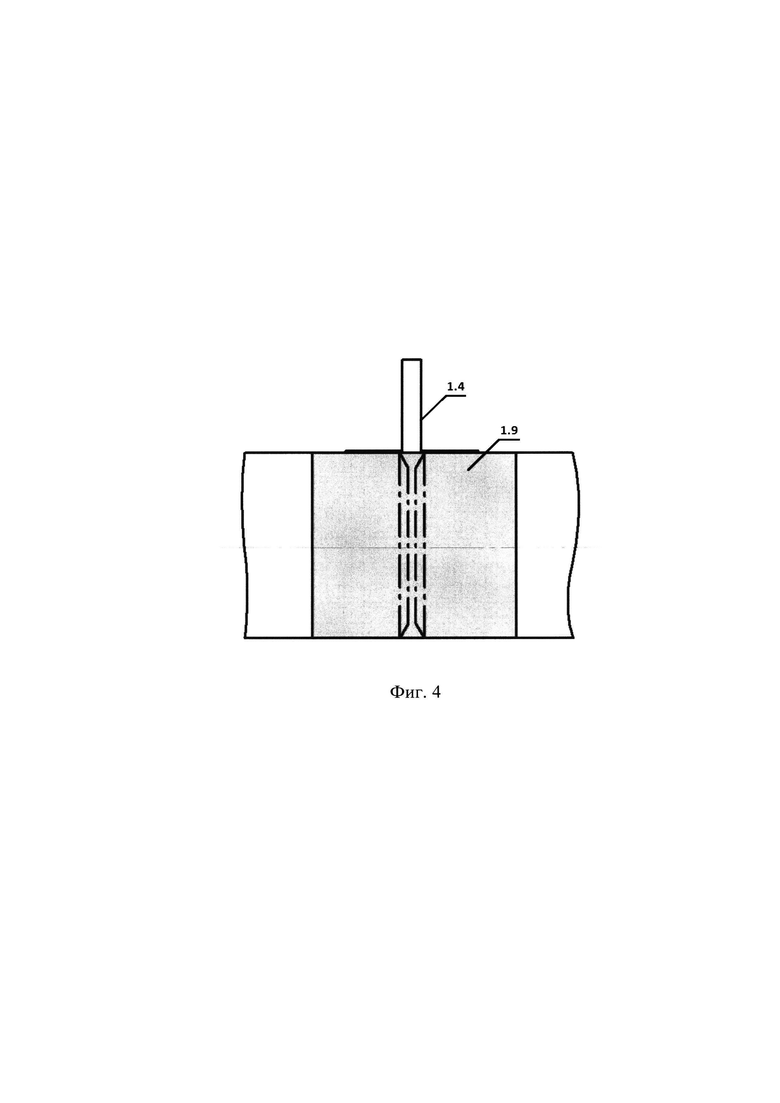
На фиг. 1 изображена схема установки заглушек в трубопровод для поддува защитного газа для прототипа. На фиг. 2 изображена схема удаления дефектного участка и вварки на его место нового. На фиг. 3 изображена схема установки штуцера и заглушек для собранного стыка трубопроводов. На фиг. 4 изображена схема установки защитной ленты на стык трубопроводов. На фиг. 5 изображена схема сварки корневого шва трубопроводов с последовательным частичным отклеиванием защитной ленты по периметру стыка.
Перечень позиций чертежей
1 - защитный газ;
2 - свариваемые трубопроводы;
3 - заглушки;
4 - соединительные тросики;
1.1, 1.2 - трубопроводы;
1.3 - прижимные стержни;
1.4 - штуцер;
1.5, 1.6 - заглушки;
1.7, 1.8 - отверстия;
1.9 - защитная лента.
Осуществление изобретения
Ниже приведен частный пример осуществления способа аргонодуговой сварки стыков трубопроводов.
Для отсечения продувочного защитного газа, в качестве которого используется аргон, внутрь свариваемых трубопроводов 1.1, 1.2 из стали 10Х9МФБ с диаметром 50 мм и толщиной 5 мм до сборки стыка устанавливаются растворимые в воде и паре заглушки 1.5, 1.6, имеющие отверстия, обеспечивающие выход аргона, для образования внутренней полости в месте сварки (фиг. 3). При этом в качестве заглушек используются самоклеющиеся заглушки из водорастворимой бумаги, которые на 100% поддаются биологическому разложению и не оставляют какого-либо осадка в трубопроводах при подаче рабочей среды в виде воды или пара. Например, можно использовать самоклеющиеся заглушки из карбоксилметилцеллюлозы фирмы EZ Purge - заранее сформованные самоклеющиеся заглушки для отсечения продувочного газа, которые позволяют сэкономить время на подготовку к сварке. Для облегчения установки боковые стенки заглушек 1.5, 1.6 имеют скошенную коническую форму, чтобы они подходили для использования в трубопроводах различного сортамента. Плоская конструкция позволяет равномерно распределить газ по всей площади заглушки. После установки заглушек 1.5, 1.6 в них проделываются отверстия 1.7, 1.8 диаметром 2-3 мм для обеспечения возможности качественной продувки аргона с целью вытеснения воздуха и стравливания избыточного давления аргона в процессе сварки.
Сборка сварного соединения трубопроводов диаметром до 100 мм и толщиной стенки до 8 мм производится согласно требованиям [РД 153-34.1-003-01, Таблица 6.2, Тип разделки ТР-2] с зазором 1,5+0,5 мм и углом разделки кромок 60°, который обеспечивается скосом каждой кромки 30°.
В разделку собранного стыка трубопроводов устанавливается штуцер 1.4 (фиг. 3). При этом штуцер 1.4 имеет крепление в виде прижимных стержней 1.3, которые фиксируются на трубных элементах соединения посредством быстросъемных хомутов. Наконечник штуцера 1.4 имеет конусообразную форму со скосом 60° для плотного прилегания к кромкам соединения стыка трубопроводов со скосом каждой кромки в 30°.
Для создания защитной атмосферы с внутренней стороны сварного соединения открытая часть кромок соединения трубопроводов 1.1, 1.2 изолируется термостойкой сварочной алюминиевой защитной лентой 1.9 по периметру стыка соединения трубопроводов путем ее фиксации клеевой стороной к трубопроводам 1.1, 1.2 (фиг. 4). Защитная лента 1.9 используется для аргонодуговой сварки неплавящимся электродом. Благодаря тому, что лента гибкая, существует возможность использовать ее для сварки трубопроводов. После установки штуцера 1.4 и защитной ленты 1.9 производится подача аргона в штуцер 1.4. Аргон прокачивается через штуцер 1.4 при расходе 4-5 л/мин. с выдержкой в течение 10-15 мин. для вытеснения воздуха из внутренней полости, образованной заглушками 1.5, 1.6, частью трубопроводов 1.1, 1.2 и защитной лентой 1.9.
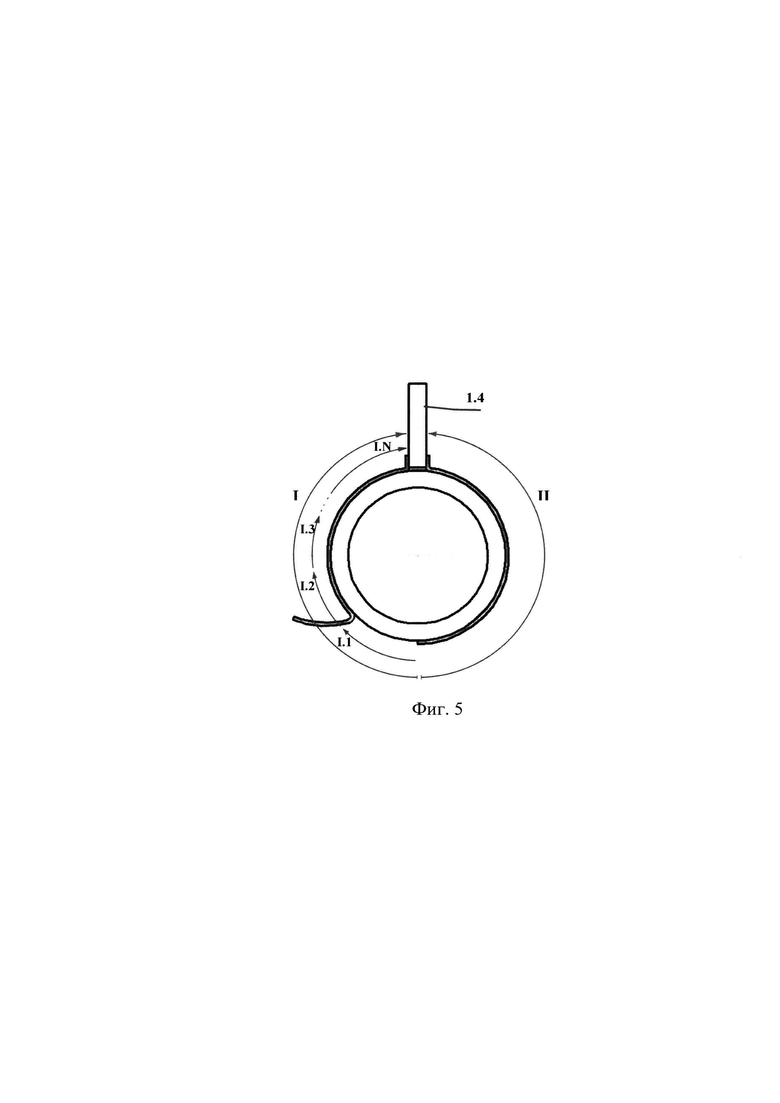
Сварку корневого шва с использованием сварочной проволоки Св-10Х9НМФА начинают с противоположной стороны от установленного штуцера 1.4 и осуществляют по двум диаметрально противоположным направлениям (I и II на фиг. 5). Порядок действий при сварке заключается в поступательном выполнении корневого шва по каждому направлению с последовательным частичным отклеиванием защитной ленты 1.9 на участке 10-15 мм по периметру стыка трубопроводов 1.1, 1.2 вплоть до штуцера 1.4. Это позволяет сохранить защитную атмосферу обратной стороны сварного соединения за счет сохранения избыточного давления аргона во внутренней полости соединенных трубопроводов 1.1, 1.2 с учетом периодически открываемого участка размером 10-15 мм по периметру стыка трубопроводов 1.1, 1.2 и зазором 1,5 мм между трубопроводами 1.1, 1.2 при расходе аргона 4-5 л/мин.
На завершающем этапе выполняют удаление штуцера 1.4 за счет освобождения быстросъемных хомутов с последующей окончательной заваркой корневого шва, при этом во внутренней полости сохраняется достаточное избыточное давление аргона на время, необходимое для завершения сварки корневого шва.
Последующее заполнение разделки сварного соединения выполняется аргонодуговым или другими способами сварки согласно технологическим рекомендациям на сварку конкретного сварного соединения.
Промышленная применимость
Патентуемое изобретение отвечает условию «промышленная применимость». Сущность технического решения раскрыта в формуле, описании и чертежах достаточно ясно для понимания и промышленной реализации соответствующими специалистами, а используемые средства просты и доступны для промышленной реализации в аргонодуговой сварке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аргонодуговой сварки углового соединения штуцера с трубой | 2021 |
|
RU2777501C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ СБОРКИ И СВАРКИ КОНСТРУКЦИИ ТРУБОПРОВОДА | 2001 |
|
RU2229967C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
Изобретение относится к аргонодуговой сварке и может быть использовано при ручной сварке стыков трубопроводов диаметром до 100 мм и толщиной стенки до 8 мм. В способе аргонодуговой сварки стыков трубопроводов внутрь свариваемых трубопроводов до сборки стыка устанавливаются растворимые в воде и паре заглушки с отверстиями, в разделку собранного стыка трубопроводов устанавливается штуцер с последующей изоляцией наружной части кромок термостойкой защитной лентой. Осуществляется подача аргона через установленный в разделку штуцер. Одновременно с подачей аргона производится сварка корневого шва стыка трубопроводов с последовательным частичным отклеиванием защитной ленты по периметру стыка трубопроводов. Выполняется удаление штуцера с последующей окончательной заваркой корневого шва. Техническим результатом изобретения является обеспечение защиты внутренней стороны сварного соединения от окисления при выполнении замыкающего сварного шва стыка трубопроводов и обеспечение возможности растворения установленных внутри трубопроводов заглушек после выполнения замыкающего сварного шва стыка трубопроводов. 5 ил.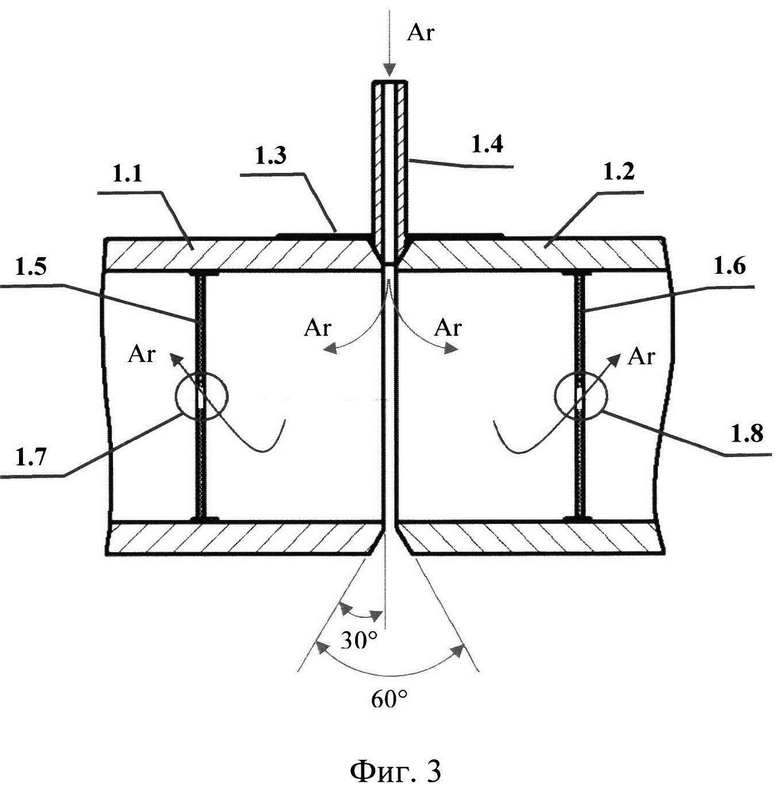
Способ аргонодуговой сварки стыков трубопроводов, отличающийся тем, что он содержит последовательные этапы:
- до сборки стыка внутрь свариваемых трубопроводов устанавливают растворимые в воде и паре заглушки с отверстиями, обеспечивающими возможность стравливания избыточного давления газа, для образования внутренней полости в месте сварки;
- в разделку собранного стыка трубопроводов устанавливают штуцер и изолируют наружную часть кромок собранного стыка трубопроводов приклеиванием термостойкой защитной ленты;
- осуществляют подачу аргона через установленный в разделку собранного стыка трубопроводов штуцер в вышеуказанную внутреннюю полость;
- одновременно с подачей аргона производят сварку корневого шва стыка трубопроводов с последовательным частичным отклеиванием защитной ленты по периметру стыка трубопроводов вплоть до штуцера;
- выполняют удаление штуцера с последующей окончательной заваркой корневого шва.
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Автоматический переключатель для пишущих световых вывесок | 1917 |
|
SU262A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
| Датчик давления | 1951 |
|
SU96049A1 |
| RU 93013087 A, 10.10.1995 | |||
| Способ защиты обратной стороны сварного шва и устройство для его осуществления | 1975 |
|
SU557887A1 |
| CN 203791818 U, 27.08.2014 | |||
| KR 101724666 B1, 18.04.2017. | |||

