Группа изобретений относится к области поверхностного упрочнения резьбы и может быть применена в машиностроительной, нефтедобывающей и других отраслях промышленности.
Известно устройство лазерного термоупрочнения резьбы и способ лазерного термоупрочнения резьбы, при этом устройство содержит средство формирования лазерного пучка, а при осуществлении способа поверхность резьбовой канавки обрабатывают лазерным пучком, при этом процесс обработки осуществляют таким образом, что лазерное излучение попадает только на одну из боковых поверхностей резьбовой канавки [RU 2599466 C2, дата публикации: 10.10.2016 г. МПК: C21D 1/09; C21D 9/32].
Недостатком известного технического решения является низкая производительность способа лазерного термоупрочнения резьбы, обусловленная необходимостью проведения двух операций по обработке противоположных друг другу боковых поверхностей резьбовой канавки и необходимостью перенастройки оптической системы между этими операциями, что существенным образом увеличивает время обработки поверхности резьбовой канавки одного изделия.
В качестве прототипа выбраны устройство лазерного термоупрочнения резьбы и способ лазерного термоупрочнения резьбы, при этом устройство содержит средство формирования лазерного пучка, выполненное в виде многоканального диодного лазера, а при осуществлении способа поверхность резьбовой канавки обрабатывают с двух сторон множеством лазерных пучков [RU 2675884 C1, дата публикации: 25.12.2018 г., МПК: C21D 1/09].
Преимуществом прототипа перед известным техническим решением является повышенная производительность способа лазерного термоупрочнения резьбы, достигаемая за счет возможности одновременной обработки обеих боковых поверхностей резьбовой канавки, которая обеспечивается пятном нагрева с разной интенсивностью выделения энергии в нем, формируемым за счет множества лазерных пучков.
Однако недостатком прототипа при его высокой производительности остается риск ухудшения качества обработки резьбовой поверхности, а именно риск уменьшения толщины закаленного слоя, получаемого на поверхности резьбовой канавки в процессе ее обработки лазерным пучком, обусловленный высокой сложностью контроля параметров интенсивности излучения каждого из множества пучков, используемых для обработки поверхности резьбовой канавки, а также контроля работоспособности диодов, за счет которых получены эти пучки, вследствие чего возможно изменение параметров интенсивности излучения пучка или выхода из строя одного или нескольких диодов, что приведет к изменению геометрических параметров пятна нагрева, формируемого на поверхности резьбовой канавки в процессе ее обработки, а также изменению плотности энергии, выделяемой в пятне нагрева, в результате чего участки поверхности резьбовой канавки, на которых выделяется меньшее количество энергии, имеют меньшую толщину закаленного слоя, а участки на которых не происходит выделение тепловой энергии остаются незакаленными, из-за чего может возникнуть необходимость в дополнительной обработке этих участков, а при ее отсутствии увеличивается количество некачественно обработанных таким образом изделий, что существенным образом снижает технологичность способа лазерного термоупрочнения резьбы.
Техническая проблема, на решение которой направлена группа изобретений, заключается в необходимости повышения технологичности способа лазерного термоупрочнения резьбы.
Технический результат, на достижение которого направлена группа изобретений, заключается в снижении риска уменьшения толщины закаленного слоя, получаемого на поверхности резьбовой канавки в процессе ее обработки лазерным пучком.
Дополнительный технический результат, на достижение которого направлена группа изобретений, заключается в упрощении конструкции устройства для лазерного термоупрочнения резьбы.
Сущность первого изобретения из группы изобретений заключается в следующем.
Устройство для лазерного термоупрочнения резьбы содержит средство формирования лазерного пучка. В отличие от прототипа средство формирования лазерного пучка выполнено с возможностью изменения профиля интенсивности лазерного пучка таким образом, чтобы интенсивность лазерного излучения по его краям превышала интенсивность лазерного излучения в его центральной области.
Сущность второго изобретения из группы изобретений заключается в следующем.
Способ лазерного термоупрочнения резьбы, при осуществлении которого поверхность резьбовой канавки обрабатывают лазерным пучком. В отличие от прототипа поверхность резьбовой канавки обрабатывают лазерным пучком, профиль интенсивности которого изменяют таким образом, чтобы интенсивность лазерного излучения по его краям превышала интенсивность лазерного излучения в его центральной области.
Обработку поверхности резьбовой канавки лазерным пучком производят посредством формирования на ней пятна нагрева. Пятно нагрева обеспечивает подвод энергии лазерного излучения к обрабатываемой поверхности. Центр пятна нагрева может быть расположен на дне резьбовой канавки, для обеспечения возможности обработки ее боковых поверхностей, или может быть расположен на вершине резьбы, для обеспечения возможности одновременной обработки боковых поверхностей резьбовой канавки и поверхности вершины резьбы. Плотность энергии, выделяемой в пятне нагрева, определяется распределением интенсивности лазерного излучения в пучке. Для обработки боковых поверхностей резьбовой канавки пятно нагрева формируют за счет пучка с таким профилем интенсивности, в котором интенсивность лазерного излучения по его краям превышает интенсивность лазерного излучения в его центральной области.
Средство формирования лазерного пучка выполнено с возможностью изменения его профиля интенсивности таким образом, чтобы интенсивность лазерного излучения по его краям превышала интенсивность лазерного излучения в его центральной области. Такой вид профиля интенсивности может быть представлен профилем, характерным для обратного Гауссова или кольцевого распределений интенсивности лазерного излучения. Пучок с обратным Гауссовым или кольцевым распределением интенсивности лазерного излучения может быть получен средством формирования лазерного пучка за счет преобразования им пучка с Гауссовым распределением интенсивности в пучок с плосковершинным распределением интенсивности. Затем пучок с плосковершинным распределением интенсивности преобразуют в пучок с распределением интенсивности в виде дисков Эйри. После этого из пучка с распределением интенсивности в виде дисков Эйри посредством фокусировки может быть получен пучок с обратным Гауссовым или кольцевым распределением интенсивности лазерного излучения.
В наиболее предпочтительном варианте осуществления профиль интенсивности, в котором интенсивность лазерного излучения по его краям превышает интенсивность лазерного излучения в его центральной области, представлен профилем, характерным для кольцевого распределения интенсивности лазерного излучения, что позволяет достичь оптимальной толщины закаленного слоя, получаемого на боковых поверхностях резьбовой канавки в процессе ее обработки.
Средство формирования лазерного пучка может быть представлено лазером с оптической системой, установленной по ходу распространения лазерного пучка. Средство формирования лазерного пучка может быть выполнено с возможностью изменения плотности мощности лазерного излучения внутри пучка в зависимости от структурных характеристик и толщины закаленного слоя, которые необходимо получить при обработке поверхности резьбовой канавки. Изменение плотности мощности лазерного излучения внутри пучка может быть реализовано за счет настройки оптической системы, или за счет изменения расстояния от средства формирования лазерного пучка до обрабатываемой поверхности. При этом использование лазера в качестве единственного источника лазерного излучения в средстве формирования лазерного пучка обеспечивает возможность упрощения конструкции устройства для лазерного термоупрочнения резьбы.
Средство формирования лазерного пучка может быть выполнено с возможностью изменения формы и размеров пучка, для формирования необходимых геометрических параметров пятна нагрева и обеспечения возможности применения устройства для лазерного термоупрочнения резьбы для обработки разных типов резьб. Форма пучка может быть подобрана в зависимости от формы профиля резьбы и может быть изменена с начальной круглой на эллиптическую. Для изменения формы пучка средство формирования лазерного пучка, в частности его оптическая система, может быть снабжена цилиндрической линзой, расположенной на выходе из оптической системы. Размеры пучка могут быть подобраны в зависимости от ширины резьбовой канавки. Величина протяженности пучка поперек дна резьбовой канавки может быть меньше или равной величине шага термоупрочняемой резьбы.
В наиболее предпочтительном варианте выполнения способа лазерного термоупрочнения резьбы поверхность резьбовой канавки обрабатывают пучком, форму которого изменяют с начальной круглой на эллиптическую, при этом эксцентриситет такого эллипса приближен к единице, что обеспечивает равномерное время воздействия лазерного излучения на обрабатываемую поверхность на любом удалении от центра пучка и обеспечивает получение закаленного слоя оптимальной толщины.
Средство формирования лазерного пучка может быть выполнено с возможностью изменения угла, под которым лазерный пучок попадает на поверхность резьбовой канавки обрабатываемого изделия, и для этого может быть снабжено поворотным зеркалом. При этом возможность изменения данного угла позволяет использовать устройство для лазерного термоупрочнения внутренних резьб, а также для уменьшения затрат времени на перенастройку оптической системы в процессе обработки наружных резьб.
В наиболее предпочтительном варианте выполнения способа лазерного термоупрочнения резьбы поверхность резьбовой канавки обрабатывают пучком, у которого угол попадания на поверхность резьбовой канавки обрабатываемого изделия изменяют таким образом, что оптическая ось пучка отклоняется от плоскости, проходящей через ось резьбы и точку пересечения оптической оси пучка с поверхностью резьбовой канавки, на угол меньший или равный 3°, что позволяет снизить риск попадания отраженного от поверхности резьбовой канавки излучения в оптическую систему средства формирования лазерного пучка.
Также для изменения формы пучка средство формирования лазерного пучка может быть снабжено экраном, установленным на пути распространения лазерного пучка. Экран может быть выполнен из светонепроницаемого термостойкого материала, который способен рассеивать подводимую к нему энергию лазерного излучения без изменения своих геометрических параметров, при помощи дополнительного внешнего охлаждения или без него. Экран блокирует попадающую на него часть лазерного излучения и не допускает его попадания на дно резьбовой канавки для защиты его от нагрева и дальнейшего образования закаленной структуры, что обеспечивает формирование геометрических параметров пятна нагрева, необходимых для создания закаленного слоя на боковых поверхностях резьбовой канавки, обладающего оптимальной толщиной. Размеры экрана могут быть подобраны в зависимости от ширины дна резьбовой канавки, а также в зависимости от размеров пучка, таким образом, чтобы перекрываемая экраном область пучка в проекции на поверхность резьбовой канавки совпадала с дном резьбовой канавки.
Устройство для лазерного термоупрочнения резьбы может содержать узел позиционирования обрабатываемого изделия.
Группа изобретений может быть выполнена из известных материалов с помощью известных средств, что свидетельствует о ее соответствии критерию патентоспособности «промышленная применимость».
Группа изобретений характеризуется ранее неизвестной из уровня техники совокупностью существенных признаков, отличающейся тем, что поверхность резьбовой канавки обрабатывают лазерным пучком, профиль интенсивности которого изменяют таким образом, чтобы интенсивность лазерного излучения по его краям превышала интенсивность лазерного излучения в его центральной области, что позволяет создать на поверхности резьбовой канавки пятно нагрева с такими геометрическими параметрами и такой плотностью выделяемой в нем энергии, за счет которых обеспечивается устранение неравномерности скорости отвода тепла от различных участков поверхности профиля резьбовой канавки в тело обрабатываемого изделия и создание таким образом закаленного слоя с оптимальными толщиной и прочностью.
Благодаря этому обеспечивается достижение технического результата, заключающегося в снижении риска уменьшения толщины закаленного слоя, получаемого на поверхности резьбовой канавки в процессе ее обработки лазерным пучком, тем самым повышается технологичность способа лазерного термоупрочнения резьбы.
Группа изобретений обладает ранее неизвестной из уровня техники совокупностью существенных признаков, что свидетельствует о ее соответствии критерию патентоспособности «новизна».
Из уровня техники известно устройство для лазерного термоупрочнения резьбы и известен способ лазерного термоупрочнения резьбы при осуществлении которого одну из боковых поверхностей резьбовой канавки обрабатывают лазерным пучком с Гауссовым распределением интенсивности лазерного излучения. Также из уровня техники известно устройство для лазерного термоупрочнения резьбы и известен способ лазерного термоупрочнения резьбы, при осуществлении которого поверхность резьбовой канавки обрабатывают множеством лазерных пучков с, полученных многоканальным диодным лазером.
Однако из уровня техники не известно устройство для лазерного термоупрочнения резьбы и способ лазерного термоупрочнения резьбы, при осуществлении которого поверхность резьбовой канавки обрабатывают лазерным пучком, профиль интенсивности которого характерен для обратного Гауссова или кольцевого распределений интенсивности лазерного излучения.
Ввиду этого группа изобретений соответствует критерию патентоспособности «изобретательский уровень».
Изобретения из группы изобретений связаны между собой и образуют единый изобретательский замысел, который заключается в том, что устройство для лазерного термоупрочнения резьбы используется для реализации способа лазерного термоупрочнения резьбы, что свидетельствует о соответствии группы изобретений критерию патентоспособности «единство изобретения».
Группа изобретений поясняется следующими фигурами.
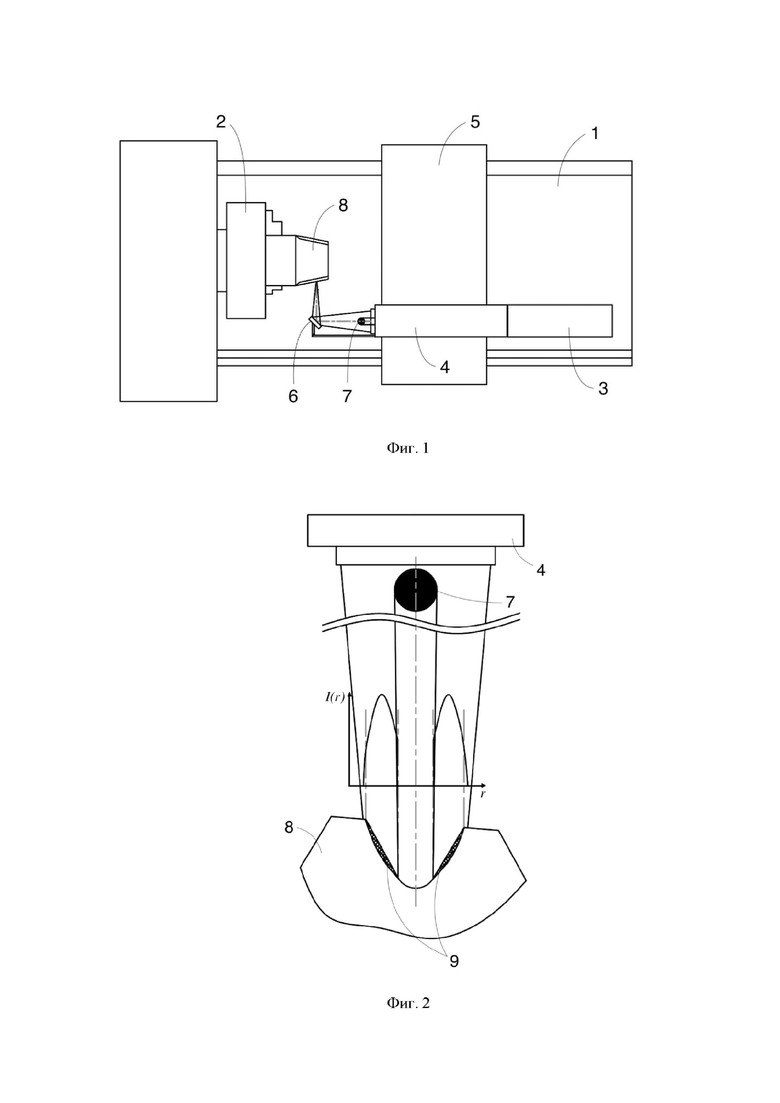
Фиг. 1 - устройство для лазерного термоупрочнения резьбы, вид сверху.
Фиг. 2 - схематическое изображение пути распространения лазерного пучка от оптической системы до поверхности обрабатываемого изделия (вид сверху) и график, отображающий профиль интенсивности излучения в пучке, при этом по оси абсцисс графика указаны значения радиуса пучка r, по оси ординат графика указаны значения относительной интенсивности излучения в пучке I(r).
Для иллюстрации возможности реализации и более полного понимания сути группы изобретений ниже представлен вариант ее осуществления, который может быть любым образом изменен или дополнен, при этом настоящая группа изобретений ни в коем случае не ограничивается представленным вариантом.
Устройство для лазерного термоупрочнения резьбы представлено технологической установкой, выполненной на базе токарно-винторезного станка 1, содержащего источник лазерного излучения и узел позиционирования обрабатываемого изделия. Узел позиционирования обрабатываемого изделия представлен в виде патрона 2 для установки в него обрабатываемого изделия, при этом патрон выполнен с возможностью вращения вокруг его продольной оси. Источник лазерного излучения представлен в виде лазера 3 и оптической системы 4, установленных на суппорт 5 токарно-винторезного станка 1. Оптическая система 4 снабжена поворотным зеркалом 6, установленным под углом 45° к продольной оси оптической системы. Также оптическая система 4 снабжена экраном 7, выполненным из светонепроницаемого материала и установленным на пути распространения лазерного пучка, при этом экран установлен в наиболее расфокусированной части лазерного пучка для уменьшения воспринимаемой им тепловой нагрузки. Ширина экрана равна произведению ширины дна резьбовой канавки на соотношение расстояния от плоскости установки экрана до точки фокуса оптической системы к расстоянию от точки фокуса до дна резьбовой канавки, а длина равна диаметру пучка в плоскости установки экрана, что обеспечивает полное перекрытие той области лазерного пучка, формируемого источником лазерного излучения, которая в проекции на резьбовую поверхность совпадает с дном резьбовой канавки. Токарно-винторезный станок 1 выполнен с возможностью синхронизации скорости вращения патрона 2 с установленным в него обрабатываемым изделием и скорости линейного перемещения источника лазерного излучения.
Способ лазерного термоупрочнения резьбы реализуется рядом основных этапов, которые включают в себя: формирование пятна нагрева на поверхности резьбовой канавки и обработку винтовой поверхности резьбы.
На этапе формирования пятна нагрева на поверхности резьбовой канавки, изделие 8 устанавливают в патрон 2. Затем посредством лазера 3 формируют лазерный пучок, который проходя через оптическую систему 4 преобразуется в пучок с профилем, характерным для кольцевого распределения интенсивности излучения. Форму пучка изменяют с начальной круглой на эллиптическую с эксцентриситетом эллипса близким к единице посредством цилиндрической линзы оптической системы 4. На выходе из оптической системы 4 часть излучения лазерного пучка блокируется экраном 7, после чего пучок достигает зеркала 6 и, отражается от него, таким образом, что оптическая ось пучка после поворотного зеркала располагается в плоскости перпендикулярной к оси резьбы, при попадании пучка на поверхность резьбовой канавки обрабатываемого изделия его оптическая ось образует угол 3° с плоскостью, проходящей через ось резьбы и точку пересечения оптической оси пучка с поверхностью резьбовой канавки, формируя тем самым пятно нагрева. При этом центр пятна нагрева находится на дне резьбовой канавки, большая ось эллипса пятна нагрева расположена поперек дна канавки, а его протяженность в этом направлении равна разности между величиной шага резьбы и шириной вершины резьбы.
На этапе обработки винтовой поверхности резьбы патрон 2 с установленным в него изделием 8 вращают и одновременно с этим источник лазерного излучения линейно перемещают, таким образом что за один оборот вращения изделия 8 пятно нагрева, сформированное на поверхности резьбовой канавки, линейно перемещается на расстояние равное шагу резьбы, и перемещается вдоль винтовой поверхности резьбы на один ее виток, формируя тем самым закаленный слой 9 на боковых поверхностях резьбовой канавки. При этом дно резьбовой канавки защищено экраном 7 от воздействия лазерного излучения на протяжении всего процесса обработки винтовой поверхности, за счет чего исключается возможность образования закаленного слоя на дне резьбовой канавки. Также улучшается качество закаленного слоя 9 за счет возможности регулировки геометрических параметров пучка с одновременной регулировкой распределения интенсивности излучения внутри пучка посредством оптической системы 4 и экрана 7. Дополнительно, при обработке поверхности резьбовой канавки лазерным пучком, имеющим кольцевое распределение интенсивности, и использовании экрана 7 для защиты дна резьбовой канавки, количество энергии лазерного излучения, расходуемой на нагрев экрана 7, снижается на 30% по сравнению с обработкой поверхности резьбовой канавки лазерным пучком, имеющим плосковершинное или Гауссово распределение интенсивности излучения.
Таким образом обеспечивается достижение технического результата, заключающегося в снижении риска уменьшения толщины закаленного слоя, получаемого на поверхности резьбовой канавки в процессе ее обработки лазерным пучком, тем самым повышается технологичность способа лазерного термоупрочнения резьбы.
Группа изобретений относится к устройству и способу лазерного термоупрочнения резьбы и может быть применена в машиностроительной, нефтедобывающей и других отраслях промышленности. Поверхность резьбовой канавки обрабатывают лазерным пучком. Профиль интенсивности лазерного пучка изменяют таким образом, чтобы интенсивность лазерного излучения по его краям превышала интенсивность лазерного излучения в его центральной области. Технический результат заключается в снижении риска уменьшения толщины закаленного слоя, получаемого на поверхности резьбовой канавки в процессе ее обработки лазерным пучком. 2 н. и 9 з.п. ф-лы, 2 ил.
1. Устройство для лазерного термоупрочнения резьбы, содержащее средство формирования лазерного пучка, отличающееся тем, что средство формирования лазерного пучка выполнено с возможностью изменения профиля интенсивности лазерного пучка и обеспечения интенсивности лазерного пучка по его краям, превышающей интенсивность лазерного пучка в его центральной области, и содержит экран, установленный на пути распространения лазерного пучка, при этом экран выполнен шириной, равной произведению ширины дна резьбовой канавки на соотношение расстояния от плоскости установки экрана до точки фокуса оптической системы к расстоянию от точки фокуса до дна резьбовой канавки, и длиной, равной диаметру пучка в плоскости установки экрана.
2. Устройство по п. 1, отличающееся тем, что средство формирования лазерного пучка выполнено с профилем интенсивности лазерного пучка, характерным для кольцевого распределения интенсивности лазерного излучения.
3. Устройство по п. 1, отличающееся тем, что средство формирования лазерного пучка выполнено с возможностью изменения плотности мощности лазерного пучка.
4. Устройство по п. 1, отличающееся тем, что средство формирования лазерного пучка выполнено с возможностью изменения формы лазерного пучка.
5. Устройство по п. 1, отличающееся тем, что средство формирования лазерного пучка выполнено с возможностью изменения размеров лазерного пучка.
6. Устройство по п. 1, отличающееся тем, что средство формирования лазерного пучка выполнено с возможностью изменения угла падения лазерного пучка на поверхность резьбовой канавки термоупрочняемого изделия.
7. Способ лазерного термоупрочнения резьбы, включающий обработку поверхности резьбовой канавки лазерным пучком, отличающийся тем, что поверхность резьбовой канавки обрабатывают лазерным пучком, на пути распространения которого устанавливают экран с шириной, равной произведению ширины дна резьбовой канавки на соотношение расстояния от плоскости установки экрана до точки фокуса оптической системы к расстоянию от точки фокуса до дна резьбовой канавки, и длиной, равной диаметру пучка в плоскости установки экрана, при этом профиль интенсивности лазерного пучка изменяют с обеспечением интенсивности лазерного пучка по его краям, превышающей интенсивность лазерного пучка в его центральной области.
8. Способ по п. 7, отличающийся тем, что при обработке поверхности резьбовой канавки используют лазерный пучок, профиль интенсивности которого изменяют таким образом, что он принимает вид, характерный для кольцевого распределения интенсивности лазерного излучения.
9. Способ по п. 7, отличающийся тем, что при обработке поверхности резьбовой канавки используют лазерный пучок, форму которого изменяют с начальной круглой на эллиптическую с эксцентриситетом эллипса ~1.
10. Способ по п. 7, отличающийся тем, что при обработке поверхности резьбовой канавки используют лазерный пучок, величину протяженности которого поперек дна резьбовой канавки устанавливают не более величины шага термоупрочняемой резьбы.
11. Способ по п. 7, отличающийся тем, что при обработке поверхности резьбовой канавки лазерный пучок подают на поверхность резьбовой канавки обрабатываемого изделия под углом, который изменяют с обеспечением отклонения оптической оси пучка от плоскости, проходящей через ось резьбы и точку пересечения оптической оси пучка с поверхностью резьбовой канавки, на угол не более 3°.
| WO 01999005327 A1, 04.02.1999 | |||
| Способ лазерного термоупрочнения резьбовых соединений | 2017 |
|
RU2675884C1 |
| 0 |
|
SU168922A1 | |
| ПРОФИЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2761595C2 |
| УСТРОЙСТВО ДЛЯ ПРОЕЦИРОВАНИЯ МАСКИ ПУЧКОМ ФЕМТОСЕКУНДНОГО И ПИКОСЕКУНДНОГО ЛАЗЕРА, СОДЕРЖАЩЕЕ ОГРАНИЧИТЕЛЬ, МАСКУ И СИСТЕМЫ ЛИНЗ | 2015 |
|
RU2689018C2 |

