Изобретение относится к области прецизионного приборостроения и может быть использовано при разработке, модернизации и производстве гироскопических приборов.
Известен технологический паспорт гироскопа (ТПГ), который представляет собой совокупность этикеток, сопроводительных ярлыков, карт измерений, протоколов и других документов, фиксирующих параметры заготовок, деталей, узлов, сборок и гироскопа в целом при изготовлении, регулировке и испытаниях двухстепенных поплавковых гироскопов (ДПГ). Кроме параметров в этих документах фиксируются фамилии исполнителей и контролеров, даты выполнения технологических операций, номера рабочих мест и сертификаты использованного оборудования. ТПГ в ЦНИИ «Электроприбор» начали создаваться в 80-е годы на основе государственных стандартов Единой системы технологической документации, в частности [1]. На данный момент в гироскопическом производстве ЦНИИ «Электроприбор» хранятся и продолжают заполняться ТПГ на сотни ДПГ, изготавливаемых в мелкосерийном производстве. На базе этих гироскопов разработаны, изготавливаются и поставляются системы инерциальной навигации и стабилизации (СИНС) типа «Ладога-М» и гравиметры типа «Чекан» [2, 3].
Недостатком ТПГ является неудобство пользования этими бумажными документами, которые в единственном экземпляре в виде набора нескольких десятков листов хранятся в архиве ОТК при гироскопическом производстве. Необходимость обращения к ТПГ возникает при проведении предварительных, типовых, периодических испытаний, при исследовании сходов и отказов гироскопов, при анализе результатов изготовления и эксплуатации продукции с применением этих гироскопов.
Известен электронный паспорт изделия, который относится к области радиотехники и может быть использован в системах идентификации объектов [4]. Технической задачей изобретения являлось расширение функциональных возможностей ПАВ-метки путем ее использования совместно с полупроводниковой меткой, т.е. создание интегральной метки, которая обеспечивает более полную характеристику исследуемого изделия. Электронный паспорт изделия содержит интегральную метку и прибор опроса и обработки. Недостатком этого изобретения является недостаточный объем информации об идентифицируемом изделии и оригинальная форма представления информации (ПАВ-метка).
Известен также электронный формуляр изделия, выполняемый только в электронной форме и предназначенный для использования в компьютерной среде [5]. Электронный формуляр является обобщающим документом, объединяющим технические и эксплуатационные данные об изделии на протяжении его жизненного цикла. Он предназначен для учета текущей комплектности и состояния изделия с учетом данных о ресурсах и сроках службы изделия и его составных частей. Электронный формуляр обеспечивает учет выполнения технического обслуживания изделия, регистрирует его техническое состояние, прогнозирует техническое состояние изделия для принятия решений о работах по его техническому обслуживанию и т.д. Недостатком электронного формуляра является отсутствие информации о параметрах деталей, узлов, сборок изделия, определяемых в процессе их изготовления.
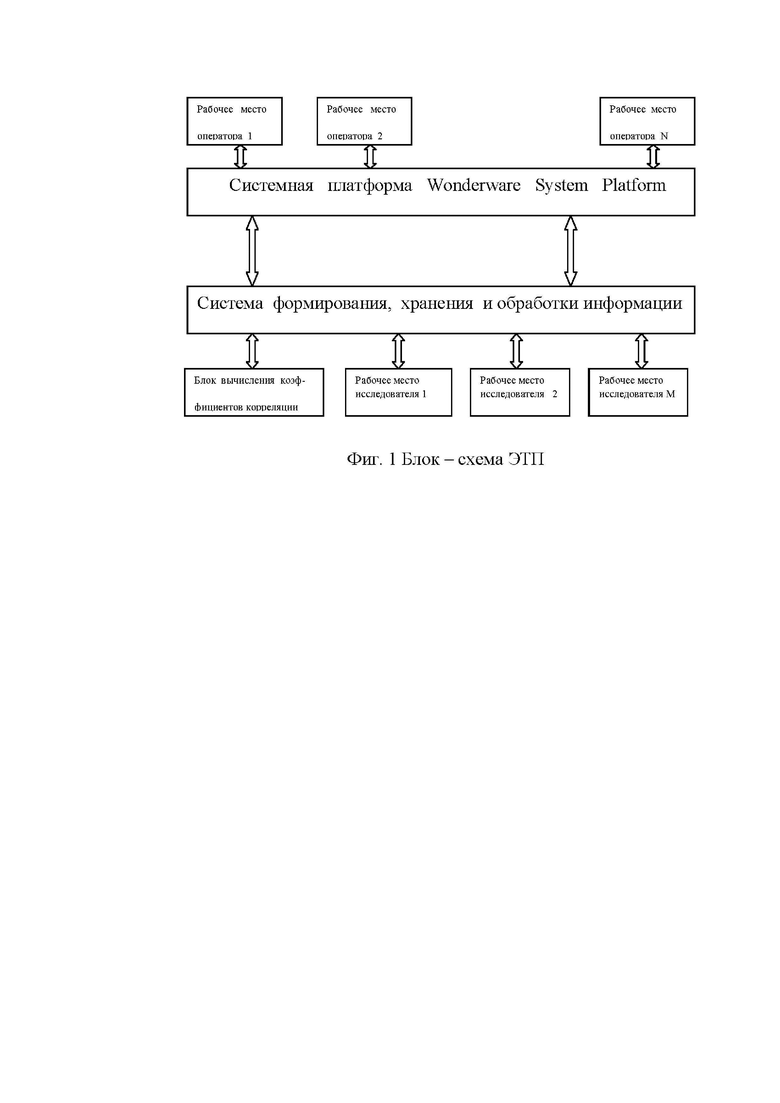
Известен электронный технологический паспорт (ЭТП) гироскопа, который принимаем за прототип [6]. ЭТП гироскопа состоит из системной платформы Wonderware System Platform, N рабочих мест операторов ввода информации, системы формирования, хранения и обработки информации и М рабочих мест исследователей. Основой ЭТП является системная платформа Wonderware System Platform [7], которая обеспечивает единую, масштабируемую программную платформу для программных решений, ориентированных на задачи производственной автоматизации и инженерного персонала, включая SCADA, HMI, MES, EMI. SCADA представляет собой инструментальную программу, обеспечивающую создание программного обеспечения для автоматизации контроля и управления технологическими процессами в режиме реального времени с целью формирования для операторов технологического процесса полной информации об этом процессе. HMI является набором средств, позволяющих человеку вмешиваться в функционирование вычислительной системы. Как правило, HMI представляет собой компьютер с графическим дисплеем, где в наглядной форме отображается функционирование системы. Производственная исполнительная система MES (Manufacturing Execution System) представляет собой специализированные программные комплексы для решения задач оперативного планирования и управления производством. Система EMI (Enterprise Manufacturing Intelligence) является системой управления технологическими процессами на производстве и обеспечивает в режиме реального времени доступ к производственным данным уровня цеха, приходящими из разных источников, а также формирует контекст, необходимый для понимания взаимосвязи между данными, хранящимися в различном оборудовании, системах, приложениях или базах данных. Рабочие места операторов обычно представляют собой стационарные или переносные персональные компьютеры, расположенные на отдельных производственных участках гироскопического производства и непосредственно или через локальную вычислительную сеть связанные по цифровым каналам с системной платформой Wonderware System Platform. Система формирования, хранения и обработки информации реализована в унифицированном виде на рабочем месте администратора и обеспечивает формирование всей вводимой информации с привязкой к заводскому номеру гироскопа. Рабочие места исследователей представляют собой стационарные или переносные персональные компьютеры, расположенные в различных производственных помещениях предприятия и через локальную вычислительную сеть связанные по цифровым каналам с системной платформой Wonderware System Platform.
В процессе изготовления ДПГ с рабочих мест операторов ввода информации для каждого гироскопа производится ввод его параметров с бумажных носителей ТПГ. Вся введенная информация хранится в системе формирования, хранения и обработки информации с привязкой к заводскому номеру гироскопа. Сформированная информация выводится в виде таблиц, графиков, диаграмм на экраны рабочих мест исследователей для анализа. Анализироваться при этом могут любые совокупности промежуточных параметров, номера партий заготовок, фамилии исполнителей и контролеров, даты и время выполнения операций, номера оборудования и его параметры и т.д. Проводимый анализ позволяет выявить причины возникшей нестабильности технологического процесса изготовления составных частей и/или гироскопа в целом. Так, например, при исследовании причин заклинивания гиромоторов (ГМ) гироскопов при эксплуатации была проанализирована в качестве выходной характеристики гироскопа динамика изменения времени выбега ГМ. Этот параметр в процессе изготовления измеряется несколько раз: в собранном ГМ, после установки ГМ в поплавковую камеру, после заполнения поплавковой камеры инертным газом, после сборки гироскопа, после завершения регулировки и термоциклирования прибора, после завершения каждого зачетного пуска ДПГ при испытаниях. Полученные значение времени выбега фиксировались в ТПГ и были включены в ЭТП. Проведенный сравнительный анализ динамики времени выбега ГМ в процессе изготовления и испытаний позволил выявить определенные отличия этой динамики для различных групп гироскопов. Среди этих групп были ДПГ, отказавшие по точности, ДПГ, отказавшие по заклиниванию ГМ, и ДПГ, которые продолжали нормально функционировать. По результатам выполненного анализа в документацию ДПГ была внедрена дополнительная проверка динамики времени выбега ГМ [8].
Недостатком рассмотренного ЭТП является отсутствие унифицированного количественного критерия для оценки влияния различных параметров деталей, узлов и гироскопа в целом на его выходные характеристики. Обычно, в качестве выходных характеристик гироскопа используется его точностная и/или надежностная характеристика. Для двухстепенных поплавковых гироскопов используются: постоянная составляющая скорости ухода, нестабильность скорости ухода в пуске, изменение постоянной составляющей скорости ухода от пуска к пуску, время выбега ГМ и многие другие.
Решаемая техническая проблема – совершенствование процедур интегрированной логистической поддержки наукоемких изделий прецизионного приборостроения и в частности изделий мехатроники, к которым относится двухстепенной поплавковый гироскоп.
Достигаемый технический результат – повышение эффективности исследования причин снижения качества выпускаемой продукции с формированием корректирующих и предупреждающих действий.
В предлагаемом изобретении в ЭТП гироскопа, состоящий из системной платформы Wonderware System Platform, N рабочих мест операторов ввода информации, системы формирования, хранения и обработки информации и М рабочих мест исследователей, дополнительно вводится блок вычисления коэффициентов корреляции выходной характеристики гироскопа с промежуточными параметрами (далее – блок вычисления коэффициентов корреляции), связанный цифровыми связями с системой формирования, хранения и обработки информации и через последнюю с рабочими местами исследователей.
Блок-схема ЭТП приведена на фиг.1.
Блок вычисления коэффициентов корреляции обеспечивает вычисление коэффициентов корреляции (далее - КК) выбранной выходной характеристики гироскопа исследователем сформированной им же выборки приборов с промежуточными параметрами этих гироскопов [9,10]. Результаты вычислений через систему формирования, хранения и обработки информации автоматически поступают на соответствующее рабочее место исследователя. Возвращенные результаты вычислений воспроизводятся на дисплее рабочего места исследователя в табличной, графической или иной форме для анализа исследователем. В результате выполненного анализа исследователем принимается решение о предполагаемых причинах нестабильностей технологических процессов, формируются и вводятся те или иные предупреждающие и/или корректирующие действия. Принятые решения фиксируются в системе формирования, хранения и обработки информации.
ЭТП функционирует следующим образом на примере разработки ЭТП поплавкового гироскопа. Аппаратом главного конструктора ДПГ разрабатывается и вводится в систему формирования, хранения и обработки информации перечень критичных деталей и сборок с их проверяемыми параметрами и допусками. Туда же вносятся аналогичные данные ДПГ в целом для разных стадий изготовления, регулировки и испытаний гироскопа. При этом предусмотрено фиксирование данных для всех этапов эксплуатации: регулировка и испытания СИНС, пусконаладочные работы на объектах, испытания на объектах, эксплуатация, периодическое техническое обслуживание. По мере изготовления деталей, сборок и гироскопов в целом идет процесс введения исходной информации о полученных параметрах составляющих гироскопов и гироскопов в целом. При этом фиксируется информация о партиях поставок заготовок и комплектующих, фамилии исполнителей и контролеров ОТК, номера стендов и т.д. Фиксируется все, что может повлиять на качество комплектующих гироскопа и гироскопа в целом. Ввод выше перечисленной информации производится через рабочие места операторов, системную платформу Wonderware System Platform в систему формирования, хранения и обработки информации. Введенная информация привязывается к заводскому номеру гироскопа, причем две последние цифры заводского номера соответствуют двум последним цифрам года изготовления.
При возникновении проблемы с качеством гироскопа – сход гироскопа в гироскопическом производстве, отказ прибора при изготовлении СИНС, отказ гироскопа при эксплуатации, изменение параметров гироскопа при его техническом обслуживании - соответствующий исследователь обращается к ЭТП. В первую очередь исследователь формирует выборку гироскопов для анализа. В выборку включают 10-15 приборов, изготовленных до выявления проблемного гироскопа, и 10-15 приборов, изготовленных после проблемного гироскопа. Ориентируясь на информацию о возникшей проблеме с качеством гироскопа, исследователь определяет анализируемый выходной параметр гироскопа и перечень промежуточных параметров, изменения которых могли быть причиной возникшей проблемы. Далее для сформированной выборки приборов с помощью блока вычисления коэффициентов корреляции на основе персонального компьютера обеспечивается вычисление КК выбранной выходной характеристики гироскопов с выбранными промежуточными параметрами этих гироскопов. Результаты вычислений через систему формирования, хранения и обработки информации поступают на соответствующее рабочее место исследователя для анализа исследователем, который выбирает два-три промежуточных параметра с максимальными значениями модулей (абсолютных величин) КК. Далее исследователь выясняет возможные причины изменения выявленных промежуточных параметров. Это может быть новая партия заготовок роторов, новая партия статоров, новый исполнитель операций, переаттестация стенда, новая партия прецизионных камневых опор, новая партия заготовок осей для гиромотора, новая партия корпусов поплавковых камер и т.д. Новая партия может быть как по поставке, так и по обработке (исполнитель, станок, режим обработки). После выявления наиболее вероятных причин изменения промежуточных параметров исследователь предлагает и проводит необходимые корректирующие и предупреждающие действия. Это могут быть изменения допусков, дополнительные проверки некоторых параметров, введение новых контролируемых параметров и т.д.
Применимость данного изобретения и заявленный технический результат неоднократно подтверждены в процессе исследований сходов, отказов и рекламаций ДПГ.
Пример реализации изобретения. Пример 1.
В соответствии с конструкторской документацией (КД) заготовки роторов ГМ должны изготавливаться из магнитотвердого сплава Ю10Н15. Химический состав этого сплава согласно ТУ представлен в таблице 1.
Таблица 1. Химический состав сплава Ю10Н15
Была сформирована выборка отказавших гироскопов с двумя диапазонами времени наработки до отказа (НО). В первый диапазон включены приборы с НО до 200 часов, во второй – от 1000 часов и выше. Были рассчитаны КК НО по двум выборкам с % содержания пяти основных элементов сплава (Ni, Al, Cr, Ce, V). Оказалось, что в обеих выборках КК НО с % содержания всех элементов, кроме хрома, лежит в пределах от минус 0,2 до 0,3, т.е. сила связи слабая. А вот для хрома в первой выборке КК оказался чуть меньше минус 0,5 (-0,53) – умеренная отрицательная связь. Был сделан вывод о влиянии повышенного содержания хрома на деградационные процессы в роторах ГМ, приводящие к отказу через ухудшение точности, вплоть до заклинивания ГМ. При проведении химического анализа роторов также были обнаружены примеси некоторых элементов, в том числе серы. Было принято решение - (корректирующее действие) об обязательном проведении анализа химического состава каждой партии заготовок роторов у поставщика.
Пример 2. В соответствии с КД всегда проводилась динамическая балансировка роторов ГМ. В собранной поплавковой камере слесарем-сборщиком с участием контролера ОТК измерялся и проверялся уровень вибрации на цапфах поплавковой камеры, отражающий результаты балансировки роторов. После перехода на балансировку в двух плоскостях коррекции в соответствии с ГОСТ провели для нескольких выборок гироскопов расчет коэффициента корреляции нестабильности скорости ухода (НСУ), изготовленных гироскопов с результатами динамической балансировки и уровнями вибрации цапф опор. Подтверждено наличие заметной корреляционной связи НСУ с полученным дисбалансом и уровнями вибрации цапф опор. Были введены предупреждающие действия - ужесточены допуска на результаты динамической балансировки.
Таким образом, заявленные технические результаты достигнуты.
Использованная литература
1. ГОСТ 3.1503-74 Правила оформления документации контроля. Паспорт технологический.
2. Пешехонов В.Г., Миронов Ю.В., Шарыгин Б.Л. Единая система инерциальной навигации и стабилизации “Ладога-М” // Морская радиоэлектроника. - 2003.- №1(4).
3. Краснов А.А., Одинцов А.А., Семенов И.В. Система гироскопической стабилизации гравиметра // Гироскопия и навигация. 2009. № 4. С. 54–69.
4. Патент РФ № 2468386.
5. ГОСТ 2.612-2011. Электронный формуляр изделия.
6. Буцык А.Я., Донецкая Ю.В., Шарыгин Б.Л. Электронный технологический паспорт // Известия вузов. Приборостроение, 2017. № 3(60).
7. URL: https://www. wonderware.ru/hmi-scada/system-platform-2017 // дата обращения : 01.02.2020.
8. Патент РФ № 2690231.
9. Демарко Джим, Excel для профессионалов, пер с англ. Е.С. Шаниной-Москва: АСТ: ИТ Пресс,2014 .-304 с.
10. Степанов О.А. Основы теории оценивания с приложениями к задачам обработки навигационной информации. Ч.1 Введение в теорию оценивания / СПб.; ГНЦ РФ О «Концерн «ЦНИИ «Электроприбор»,2017.- 509 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ технического обслуживания системы инерциальной навигации и стабилизации | 2021 |
|
RU2784704C1 |
| УСТРОЙСТВО СОВМЕСТИМОСТИ ИНТЕРФЕЙСОВ | 2017 |
|
RU2663549C1 |
| СПОСОБ ИЗМЕРЕНИЯ УГЛОВ ОТКЛОНЕНИЯ ЗАДАННОГО НАПРАВЛЕНИЯ ОТ ВЕРТИКАЛИ И ПОПЕРЕЧНЫХ УСКОРЕНИЙ ПОСРЕДСТВОМ ГИДРОДИНАМИЧЕСКИХ ГИРОСКОПОВ, СПОСОБ ПОДВЕСА ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ГИДРОДИНАМИЧЕСКОГО ГИРОСКОПА С АКСИАЛЬНЫМ СМЕЩЕНИЕМ ЦЕНТРА МАСС И СПОСОБ ОПРЕДЕЛЕНИЯ ЕГО ПЛАВУЧЕСТИ | 2004 |
|
RU2269097C1 |
| ГИРОСКОПИЧЕСКИЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ДВИЖЕНИЯ | 1991 |
|
RU2253090C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОРИЕНТАЦИИ СЕЙСМОПРИЕМНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2209449C1 |
| БЕЗОБОГРЕВНОЙ ТЕРМОИНВАРИАНТНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПОПЛАВКОВЫЙ ИЗМЕРИТЕЛЬ УГЛОВОЙ СКОРОСТИ | 2013 |
|
RU2548377C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ПОДВИЖНЫХ ОБЪЕКТОВ И КОМПЛЕКСИРОВАННАЯ НАВИГАЦИОННАЯ СИСТЕМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2395061C1 |
| Чувствительный элемент поплавкового гирокомпаса | 1990 |
|
SU1810762A1 |
| СПОСОБ НАСТРОЙКИ ПОДВЕСА ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ГИДРОДИНАМИЧЕСКОГО ГИРОСКОПА, СПОСОБ НАСТРОЙКИ ЦЕНТРИРУЮЩЕЙ ЧАСТИ ПОДВЕСА ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ГИДРОДИНАМИЧЕСКОГО ГИРОСКОПА, СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАВУЧЕСТИ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ГИДРОДИНАМИЧЕСКОГО ГИРОСКОПА, СПОСОБ КОРРЕКТИРОВКИ КОЛИЧЕСТВА ЖИДКОСТИ В ПОДВЕСЕ ПОПЛАВКА ГИДРОДИНАМИЧЕСКОГО ГИРОСКОПА И УСТРОЙСТВО НАСТРОЙКИ ЦЕНТРИРУЮЩЕЙ ЧАСТИ ПОДВЕСА (ВАРИАНТЫ) | 2004 |
|
RU2269096C2 |
| СПОСОБ АВТОНОМНОЙ НАЧАЛЬНОЙ ВЫСТАВКИ СТАБИЛИЗИРОВАННОЙ ПЛАТФОРМЫ ТРЕХОСНОГО ГИРОСТАБИЛИЗАТОРА В ПЛОСКОСТЬ ГОРИЗОНТА И НА ЗАДАННЫЙ АЗИМУТ | 2015 |
|
RU2608337C1 |
Изобретение относится к области прецизионного приборостроения и может быть использовано при разработке, модернизации, производстве и эксплуатации гироскопических приборов. Технический результат заключается в повышении точности определения причин снижения качества выпускаемой продукции с формированием корректирующих и предупреждающих действий. Технический результат достигается за счет того, что система состоит из системной платформы Wonderware System Platform, N рабочих мест операторов, системы формирования, хранения и обработки информации, М рабочих мест исследователей. В систему введен блок вычисления коэффициентов корреляции выходной характеристики гироскопа с промежуточными параметрами, связанный цифровыми связями с системой формирования, хранения и обработки информации и через последнюю с рабочими местами исследователей. 1 ил., 1 табл., 2 пр.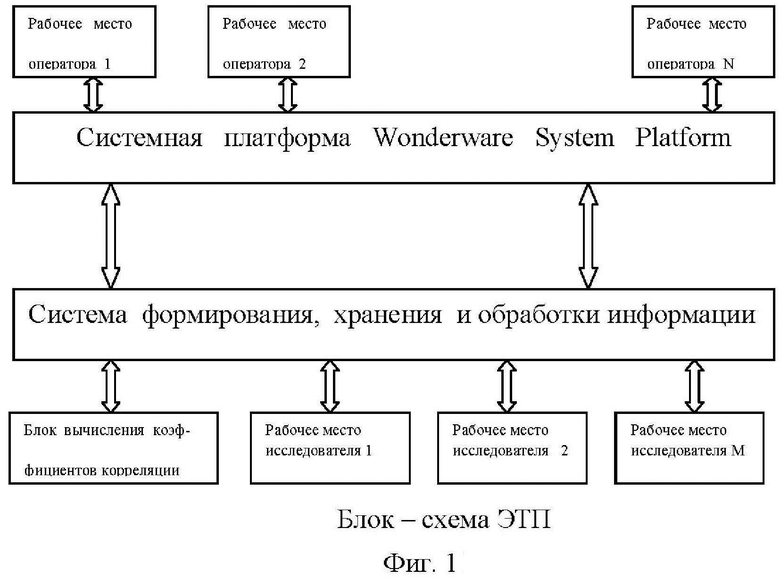
Система автоматизированного контроля и управления технологическими процессами производства гироскопов в режиме реального времени, состоящая из системной платформы Wonderware System Platform, N рабочих мест операторов, системы формирования, хранения и обработки информации, М рабочих мест исследователей, отличающаяся тем, что введен блок вычисления коэффициентов корреляции выходной характеристики гироскопа с промежуточными параметрами, связанный цифровыми связями с системой формирования, хранения и обработки информации и через последнюю с рабочими местами исследователей.
| СПОСОБ ВЕДЕНИЯ И ХРАНЕНИЯ ЭКСПЛУАТАЦИОННЫХ И КОНСТРУКТОРСКИХ ДОКУМЕНТОВ НА ИЗДЕЛИЯ В ЭЛЕКТРОННОМ ВИДЕ | 2019 |
|
RU2714588C1 |
| Способ сматывания нити с неподвижной конической бобины | 1949 |
|
SU91641A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ СБОРКИ ИЗДЕЛИЯ, КОНТРОЛЯ И ИНФОРМАЦИОННОГО СОПРОВОЖДЕНИЯ ПРОЦЕССА | 2013 |
|
RU2536428C1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Детекторный измерительный прибор | 1947 |
|
SU74502A1 |

