ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта патентная заявка испрашивает приоритет на основании итальянской патентной заявки № 102018000020524, поданной 20 декабря 2018 года, полное раскрытие которой включено в настоящий документ путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к портативному электромагнитному индукционному сварочному устройству для соединения композитных материалов, в частности, для авиационных применений, на которое в последующем описании будет сделана явная ссылка без какой-либо потери общности.
Настоящее изобретение также относится к способу соединения композитных материалов посредством вышеупомянутого электромагнитного индукционного сварочного устройства.
УРОВЕНЬ ТЕХНИКИ
Как известно, композитные материалы используют в различных отраслях промышленности, в том числе в авиационной промышленности. В частности, известны армированные волокном композитные материалы, обычно называемые «предварительно пропитанными» или «препрегами», которые в общем образованы полуфабрикатом, содержащим матрицу из смолы и армирующие волокна, погруженные в матрицу. Волокна могут быть расположены в различных конфигурациях, например, в одном направлении, в двух или более взаимно различных направлениях, или могут быть расположены так, чтобы образовывать ткань. Матрицу используют для крепления волокон друг к другу и, возможно, к другим компонентам во время производства.
Препреги в общем готовят в виде лент и наматывают в рулоны; для достижения желаемых механических свойств препреги должны подвергаться процессу стабилизации под действием тепла, а часто также под давлением.
Препреги, в основном используемые в авиационной промышленности, могут иметь матрицу из термореактивного материала или из термопластичного материала.
В первом случае (термореактивных материалов) матрица образована полимерами, которые в благоприятных температурных условиях и/или в присутствии определенных веществ преобразуются в жесткие, нерастворимые и инфузионные материалы. Такое преобразование происходит после реакций образования поперечных связей (процесс, известный как отверждение, посредством которого полимерные цепи подвергаются реакции, которая создает связи между различными цепями на уровне реакционноспособных функциональных групп), которые происходят между полимерными цепями с образованием сильных (ковалентных или ионных) связей.
Перед полимеризацией термореактивные материалы имеют характеристики клейкости. Таким образом, эти материалы могут использоваться для создания расслоений размещением различных слоев один поверх другого в благоприятной последовательности или положении различных слоев. Затем расслоения подвергают циклу температуры и давления (в вакуумном пакете и в автоклаве, используя печи, литьевые прессы и т.д.), который полимеризует материал, увеличивая молекулярную массу и вызывая создание связей между макромолекулами (образование поперечных связей), таким образом преобразуя его в материал со структурными характеристиками и механическими свойствами, подходящими для его применения по назначению.
Некоторые термореактивные полимеры образуют поперечные связи только теплом или совокупностью давления и тепла, в то время как другие могут образовывать поперечные связи посредством химических реакций при комнатной температуре (холодное образование поперечных связей).
Во втором случае (термопластичные материалы) матрица из смолы имеет высокую молекулярную массу и, следовательно, с одной стороны, ей не нужно подвергаться циклу полимеризации, а с другой - она не имеет характеристик клейкости.
В первом приближении термопластичный матричный препрег можно считать изготовленным изделием, в его конечном состоянии образованным одной пластинкой. Чтобы иметь возможность образовывать ламинат, его необходимо нагревать, чтобы вызывать сплавление по меньшей мере контактных поверхностей составляющих его пластинок или слоев термопластичного препрега, сжимать его, а затем охлаждать. Температура, которая должна быть достигнута для сплавления, представляет собой температуру Tg стеклования для аморфных термопластов и температуру Tf плавления для полукристаллических термопластов.
В этих случаях устройство для получения ламината на основе термопластичных препрегов также должно устанавливать тепло для достижения такой температуры (которая, в зависимости от материалов, может быть чрезмерно высокой), чтобы расплавлять смолу и, таким образом, получать адгезию между различными слоями, которые будут образовывать ламинат; кроме того, для полукристаллических термопластов слишком быстрое охлаждение может вызывать аморфизацию части с последующей потерей рабочих характеристик.
Как объяснялось ранее, процессы стабилизации препрегов и соединения различных слоев препрега, которые образуют конечный компонент, обычно происходят в автоклаве, в печах, или литьевых прессах. В случае очень больших компонентов, таких как, например, компоненты конструкции в авиационном секторе, военно-морском секторе и т.д., известные процессы стабилизации и соединения чрезмерно дороги и могут создавать многочисленные нежелательные ограничения.
Таким образом, возникает необходимость в разработке технологий, позволяющих добиться стабилизации на месте и соединения частей в композитном материале, особенно когда они очень большие по размеру.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Одной из задач настоящего изобретения является получение сварочного устройства для соединения композитных материалов, которое позволяет удовлетворять вышеупомянутую потребность, и в то же время позволяет достигать высококачественных сварных швов.
Согласно настоящему изобретению устанавливают портативное сварочное устройство, как заявлено в пункте 1 формулы изобретения и в зависимых пунктах формулы изобретения.
Настоящее изобретение также относится к способу соединения композитных материалов по пункту 10 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение теперь будет описано со ссылкой на сопровождающие чертежи, которые показывают его неограничивающий вариант выполнения, в котором:
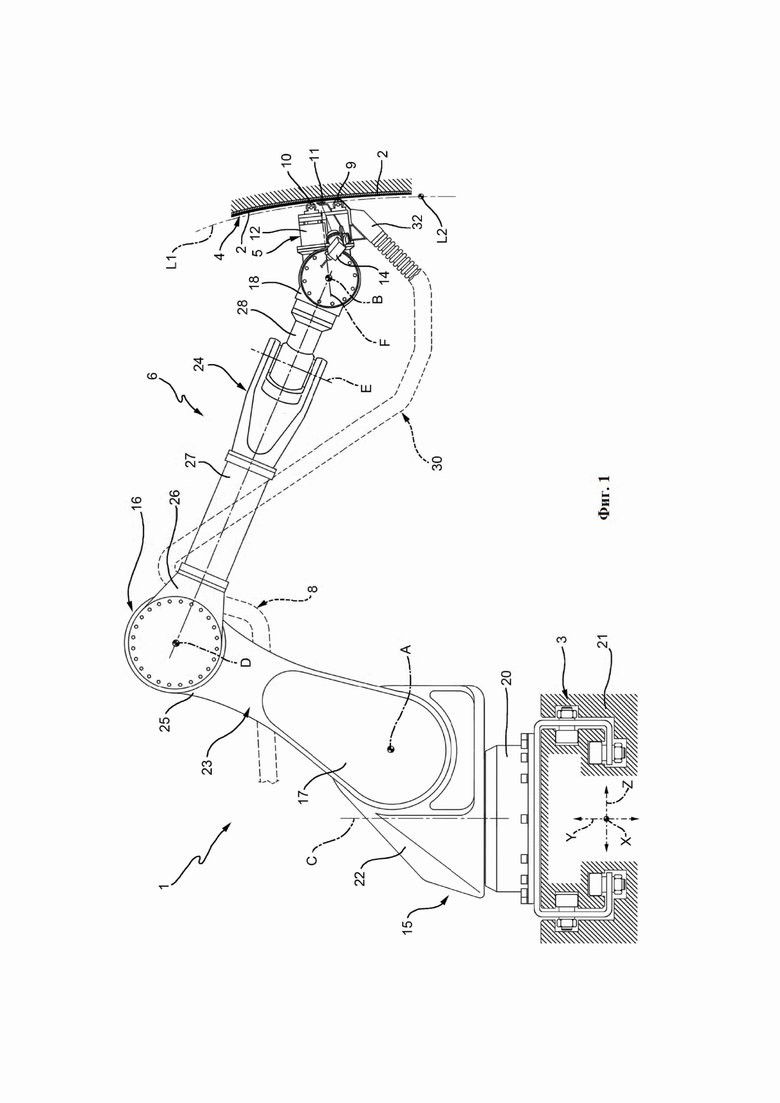
- Фиг. 1 представляет собой вид сбоку, с частями, удаленными для ясности, портативного электромагнитного индукционного сварочного устройства, изготовленного согласно настоящему изобретению для соединения лент клеящих материалов в электропроводящих композитных материалах с полимерной матрицей;
- Фиг. 2 представляет собой вид в перспективе в увеличенном масштабе детали Фиг. 1, с частями, удаленными для ясности;
- Фиг. 3 представляет собой вид в перспективе в дополнительно увеличенном масштабе детали Фиг. 2 с частями, удаленными для ясности; и
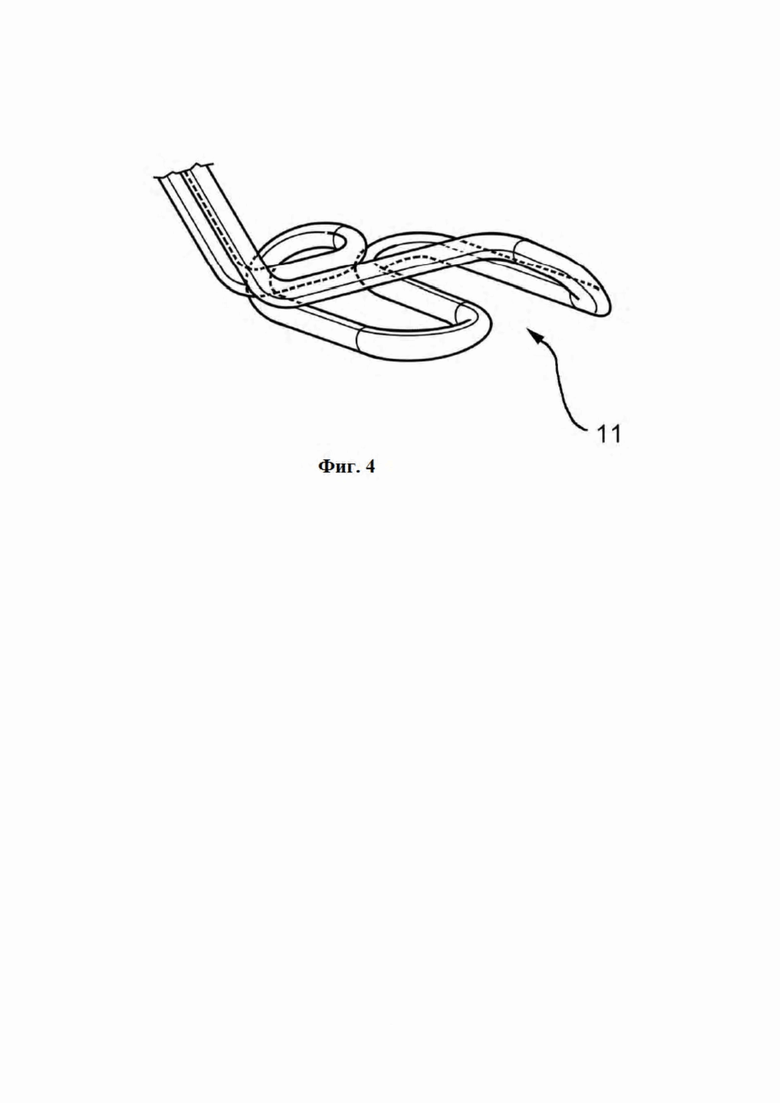
- Фиг. 4 представляет собой вид в перспективе в увеличенном масштабе детали Фиг. 3.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 1 показывает портативное электромагнитное индукционное сварочное устройство, обозначенное в целом позицией 1, для соединения вместе лент 2 клеящих материалов в электропроводящих композитных материалах с полимерной матрицей.
В частности, используемые ленты 2 в общем содержат матрицу на основе смолы, в которой рассеяны армирующие волокна, подходящие для придания специфических механических свойств композитным материалам и электропроводящим волокнам, в которых паразитные электрические токи, которые могут быть вызваны в основном сварочным устройством 1.
Матрица может быть на термопластичной основе, полукристаллической основе, или на основе аморфной смолы, или на основе термореактивной смолы.
В первом случае полукристаллическая термопластичная смола может, например, представлять собой полиэфирэфиркетон или ПЭЭК, который имеет температуру плавления Tf приблизительно 340°С. В альтернативе, эта полукристаллическая термопластичная смола может, например, представлять собой полиэфиркетонкетон или ПЭКК, который имеет температуру плавления Tf приблизительно 370°C. Пример аморфной термопластичной смолы представлен, например, полиэфиримидом или ПЭИ, который имеет температуру стеклования Tg приблизительно 215°C.
В случае использования термореактивной смолы последняя может, например, представлять собой эпоксидную смолу, BMI (бисмалеимид) или фенольную смолу.
Армирующие волокна могут быть расположены в одном или нескольких однонаправленных слоях, в нескольких слоях, имеющих разные положения друг от друга, или в виде ткани.
Армирующие волокна предпочтительно выполнены из углерода; в альтернативе могут использоваться другие типы армирующих волокон, известные в области аэронавтики, такие как, например, стеклянные волокна или совокупность стеклянных и углеродных волокон.
Электропроводящие волокна предпочтительно выполнены из углерода и рассеяны в матрице по меньшей мере в двух различных направлениях, предпочтительно случайным образом во всех направлениях; в альтернативе, электропроводящие волокна также могут быть изготовлены из другого проводящего материала, например из металлического материала.
Со ссылкой на Фиг. 1-3, сварочное устройство 1 включает:
- фиксированное основание 3, обращенное к рабочей поверхности 4, которая, в свою очередь, предназначена для приема лент 2, подлежащих соединению, или образована по меньшей мере одной лентой 2, уже расположенной для приема одной или нескольких других лент 2;
- рабочую головку 5, принимающую одну ленту 2 за раз и подвижную относительно основания 3 вдоль по меньшей мере первой линии L1 перемещения, параллельной рабочей поверхности 4, для растягивания принятой ленты 2 на рабочей поверхности 4;
- моторизованный рычаг 6, соединяющий рабочую головку 5 с основанием 3, и выполненный с возможностью выборочной активации, чтобы придавать перемещение рабочей головке 5, параллельно линии L1 перемещения, а также параллельно по меньшей мере дополнительной L2 перемещения, поперечной линии L1 перемещения и параллельной рабочей поверхности 4; и
- средство 8 подачи, выполненное с возможностью выборочной активации для подачи одной ленты 2 за раз в рабочую головку 5 и соединенное с рабочей головкой 5.
В частности, перемещения рабочей головки 5 вдоль линии L1 перемещения предпочтительно используют для растягивания соответствующей ленты 2, подаваемой на рабочую головку 5, вдоль рабочей поверхности 4. Перемещения рабочей головки 5 вдоль линии L2 перемещения предпочтительно используются для перемещения рабочей головки 5 в область рабочей поверхности 4, смежной и параллельной поверхности только что нанесенной ленты 2.
Подробно, рабочая головка 5 содержит по меньшей мере один позиционирующий ролик 9, принимающий одну ленту 2 за раз от средства 8 подачи, выполненный с возможностью отклонять эту ленту 2 на рабочую поверхность 4 по меньшей мере одного прижимного ролика 10, разнесенного от и выровненного с позиционирующим роликом 9 вдоль линии L1 перемещения, и по меньшей мере один индуктор 11, вставленный между позиционирующим роликом 9 и прижимным роликом 10, относящимся к линии L1 перемещения, и выборочно запитываемый при использовании для создания электромагнитного поля, подходящего для индуцирования паразитных электрических токов в лентах 2, перекрывающих друг друга для получения за счет эффекта Джоуля локального сплавления полимерных матриц контактирующих друг с другом лент 2.
Позиционирующий ролик 9 расположен дальше по ходу прижимного ролика 10 вдоль направления подачи рабочей головки 5, параллельно линии L1 перемещения.
Согласно возможной альтернативе, которая не показана, рабочая головка 5 также может содержать два или более позиционирующих ролика 9 и два или более прижимных ролика 10.
Более подробно, рабочая головка 5 содержит каретку 12, установленную с позиционирующим и прижимным роликами 9, 10, и скользящую по рабочей поверхности 4.
В показанном случае (Фиг. 4) индуктор 11 образован обмоткой из проводящего материала, обычно медного провода, покрытого тонкой изоляционной пленкой. Альтернативно, индуктор 11 также может быть образован катушкой.
Индуктор 11 предпочтительно вмещен в гнездо 13, проходящее через каретку 12, и выступающее из нее, чтобы взаимодействовать с лентами 2, которые должны соединяться во время скольжения каретки 12 по рабочей поверхности 4.
Как можно видеть, в частности, на Фиг. 1-3, рабочая головка 5 также содержит датчик 14 тепла, предпочтительно тепловую камеру, установленный консольным образом на каретке 12 и сконфигурированный и размещенный на каретке 12 таким образом, чтобы обрамлять рабочую площадь индуктора 11 и дистанционно определять температуру, достигнутую на матрицах лент 2, подлежащих соединению.
Со ссылкой на Фиг. 1 и 2, моторизованный рычаг 6 содержит:
- ползун 15, соединенный с возможностью перемещения с основанием 3 параллельно горизонтальному направлению X, в свою очередь параллельному рабочей поверхности 4 и, в показанном случае, поперечному линии L1 перемещения; и
- элемент 16 сочленения, имеющий первый концевой участок 17, шарнирно прикрепленный к ползуну 15 вокруг первой горизонтальной оси A, параллельной направлению X, и второй концевой участок 18, шарнирно прикрепленный к рабочей головке 5 вокруг второй оси B, параллельной оси А и в направлении X.
Более конкретно, ползун 15 содержит опорный участок 20, соединенный с возможностью скольжения вдоль направления X к направляющему элементу 21 основания 3, и подвижный участок 22, соединенной с опорным участком 20 с возможностью поворачиваться вокруг вертикальной оси С, ортогональной осям A и B и в направлении X.
Элемент 16 сочленения содержит первый соединительный элемент 23, образующий концевой участок 17, и второй соединительный элемент 24, образующий концевой участок 18; при этом соединительные элементы 23, 24 затем шарнирно прикреплены друг к другу вокруг оси D, параллельной осям А и В, на их соответствующих параллельных концевых участках 25, 26, соответственно напротив концевых участков 17, 18.
Более подробно, соединительный элемент 23 образован одним рычагом, шарнирно прикрепленным на одном конце к подвижному участку 22 ползуна 15, а на другом конце - к соединительному элементу 24.
Как можно видеть на Фиг. 1 и 2, соединительный элемент 24 содержит первый рычаг 27, шарнирно прикрепленный к соединительному элементу 23 вокруг оси D, и второй рычаг 28, шарнирно прикрепленный к рабочей головке 5 вокруг оси B; при этом два рычага 27, 28 затем шарнирно прикреплены друг к другу вокруг оси E, ортогональной осям A, B и D.
Всегда ссылаясь на Фиг. 1 и 2, можно отметить, как рабочая головка 5 также соединена с концевым участком 18 элемента 16 сочленения, а более конкретно, с рычагом 28, вокруг оси F, поперечной, а более конкретно, ортогональной рабочей поверхности 4, а также ортогональной осям A, B и D, и проходящей через рабочую головку 5.
Средство 8 подачи в основном содержит рулон (сам по себе известный и не показанный) ленты 2, средства разворачивания (сами по себе также известные и не показанные) для разворачивания ленты 2 с рулона, и гибкий трубопровод 30, продолжающийся вокруг моторизованного рычага 6 и несущий изнутри группу направляющих роликов 31 ленты 2 для подачи на рабочую головку 5; при этом расположенный дальше по ходу конец 32 гибкого трубопровода 30 латерально прикреплен к рабочей головке 5 в положении, смежном с позиционирующим роликом 9.
При использовании, благодаря прямолинейному перемещению ползуна 15 вдоль направляющего элемента 21, моторизованный рычаг 6, а вместе с ним и рабочая головка 5 могут перемещаться в горизонтальном направлении X.
Принимая во внимание то, что благодаря поворотам первого соединительного элемента 23, второго соединительного элемента 24 и рабочей головки 5 вокруг соответствующих осей A, B и D, возможно перемещать рабочую головку 5 вдоль двух других направлений Y, Z, ортогональных направлению X, создавая тем самым сложные перемещения, возникающие в результате совокупности перемещений вдоль направлений X, Y, Z; при этом направление Y продолжается вертикально и параллельно оси C, а направление Z продолжается горизонтально.
Поворот вокруг оси F позволяет рабочей головке 5 продолжать растягивание соответствующей ленты 2 на рабочей поверхности 4 вдоль линий L1 перемещения, расположенной согласно любому положению относительно рабочей поверхности 4.
Поворот вокруг оси C позволяет рабочей головке 5 работать на любой рабочей поверхности 4, плоской или изогнутой, расположенной в любом положении вокруг оси C.
Сварочное устройство 1 пригодно для использования не только для сварки лент 2 из композитных материалов друг с другом, но также для последовательного растягивания этих лент 2 на заданной рабочей поверхности 4, то есть на поверхности, предназначенной для приема этих лент 2 или образованной одной или несколькими уже размещенными лентами 2.
После расположения устройства 1 рядом с рабочей поверхностью 4, на которой оно должно работать, ленту 2 подают из соответствующего рулона внутри трубопровода 30, чтобы затем выводить из него на конец 32, расположенный дальше по ходу, и принимать позиционирующим роликом 9 рабочей головки 5. Между тем, рабочую головку 5 питают от моторизованного рычага 6 вдоль линии L1 перемещения.
Во время такой работы, чтобы соединять ленту 2, только что растянутую на нижележащей ленте 2, на индуктор 11 подают электрический ток, чтобы создавать переменное электромагнитное поле E, подходящее для индукции паразитных токов в основном в электропроводящих волокнах в матрице лент 2, подлежащих соединению.
Поскольку электропроводящие волокна рассеяны в соответствующих матрицах по меньшей мере в двух разных направлениях, внутри матриц создаются фактические «электрические контуры», которые нагревают их за счет эффекта Джоуля.
Локализованный нагрев очень эффективен и позволяет достигать и локально, то есть в областях контакта между матрицами двух лент 2, превышать температуру плавления Tf или температуру стеклования Tg.
Благодаря расположению позиционирующего и прижимного роликов 9, 10 на каретке 12, прохождение прижимного ролика 10 происходит после индукции паразитных токов в наложенных лентах 2.
Таким образом, давление последовательно создают на участках лент 2, подлежащих соединению, после размягчения, полученного на границе раздела между лентами 2 после индукции электромагнита и во время охлаждения этих областей.
Предпочтительно, чтобы по меньшей мере прижимной ролик 10 оставался холодным, чтобы последовательно удалять остаточное тепло от лент 2.
Из изучения характеристик сварочного устройства 1 и способа соединения, реализованного согласно требованиям настоящего изобретения, очевидны преимущества, которые могут быть при этом достигнуты.
В частности, сварочное устройство 1 подходит для работы на месте, как для стабилизации композитных материалов, так и для соединения нескольких слоев или пластинок композитных материалов.
Благодаря универсальности перемещения моторизованного рычага 6 и особой конфигурации рабочей головки 5 сварочное устройство 1 подходит для переработки поверхностей или частей любой формы, плоских или изогнутых, или их совокупности эффективным и особенно быстрым образом.
Наконец, ясно, что могут быть выполнены модификации и варианты в сварочном устройстве 1 и в способе соединения, изложенном здесь, без отклонения от объема, ограниченного в формуле изобретения.


Группа изобретений относится к портативному электромагнитному индукционному сварочному устройству (1) для соединения лент (2) клеящих материалов в электропроводящих композитных материалах с полимерной матрицей и способу соединения лент (2) клеящих материалов в электропроводящих композитных материалах с полимерными матрицами. Основание (3) портативного электромагнитного индукционного сварочного устройства обращено к рабочей поверхности (4) и выполнено с возможностью приема указанных лент (2) из электропроводящих композитных материалов, подлежащих соединению, или образованной по меньшей мере одной позиционированной ленты (2). Рабочая головка (5) принимает по одной ленте (2) за раз и подвижна относительно основания (3) вдоль по меньшей мере первой линии (L1) перемещения, параллельной рабочей поверхности (4). Моторизованный рычаг (6) соединяет рабочую головку (5) с основанием (3) и выполнен с возможностью выборочной активации для придания перемещений рабочей головке (5). Средство (8) подачи выполнено с возможностью выборочной активации для подачи одной ленты (2) за раз к рабочей головке (5) и соединено с рабочей головкой (5). Рабочая головка (5) содержит позиционирующий ролик (9), принимающий ленту (2) за раз. Прижимной ролик (10) разнесен от позиционирующего ролика (9) и выровнен по нему вдоль первой линии (L1) перемещения. Индуктор (11) вставлен между позиционирующим роликом (9) и прижимным роликом (10) относительно первой линии (L1) перемещения. В результате обеспечивается возможность соединения лент (2) клеящих материалов в электропроводящих композитных материалах с полимерной матрицей больших по размеру за счет использования портативного устройства с получением высококачественных сварных швов. 2 н. и 8 з.п. ф-лы, 4 ил.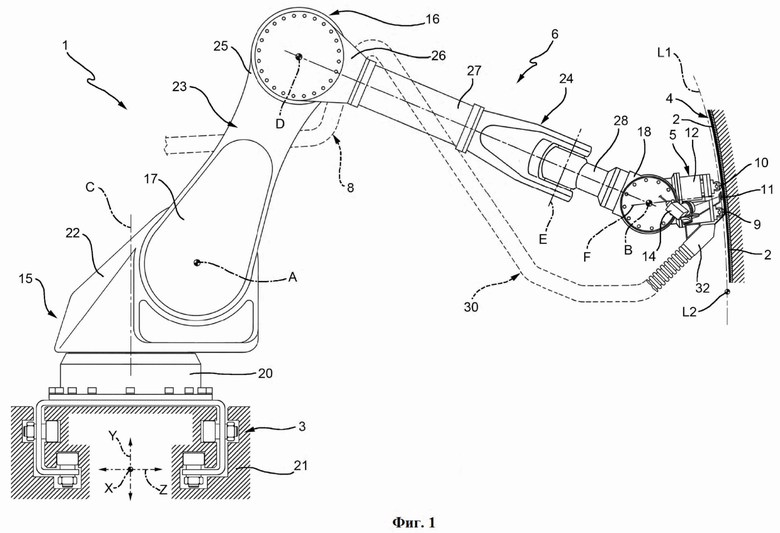
1. Портативное электромагнитное индукционное сварочное устройство (1) для соединения лент (2) клеящих материалов в электропроводящих композитных материалах с полимерной матрицей, включающее:
- основание (3), обращенное к рабочей поверхности (4), выполненной с возможностью приема указанных лент (2) клеящего материала, подлежащих соединению, или образованной по меньшей мере одной лентой (2) клеящего материала, расположенной для приема одной или нескольких лент (2) клеящих материалов;
- рабочую головку (5), установленную с возможностью приема одной ленты (2) клеящего материала и выполненную подвижной относительно указанного основания (3) вдоль по меньшей мере первой линии (L1) перемещения параллельно указанной рабочей поверхности (4) для растягивания принятой ленты (2) клеящего материала на рабочей поверхности (4);
- моторизованный рычаг (6), соединяющий указанную рабочую головку (5) с указанным основанием (3) и выполненный с возможностью выборочной активации для придания перемещения рабочей головке (5) параллельно указанной первой линии (L1) перемещения и параллельно по меньшей мере второй линии (L2) перемещения, поперечной линии (L1) перемещения и параллельной указанной рабочей поверхности (4); и
- средство (8) подачи, выполненное с возможностью выборочной активации для подачи одной ленты (2) клеящего материала в указанную рабочую головку (5) и соединенное с рабочей головкой (5);
при этом указанная рабочая головка (5) содержит:
- по меньшей мере один позиционирующий ролик (9), принимающий одну ленту (2) клеящего материала из указанного средства (8) подачи;
- по меньшей мере один прижимной ролик (10), разнесенный от и выровненный с указанным позиционирующим роликом (9) вдоль первой линии (L1) перемещения; и
- по меньшей мере один индуктор (11), размещенный между указанным позиционирующим роликом (9) и указанным прижимным роликом (10), выровненным вдоль указанной первой линии (L1) перемещения, и выборочно запитываемый при использовании для создания электромагнитного поля, подходящего для индукции паразитных электрических токов в указанных лентах (2) с перекрывающимися клеящими материалами, с тем, чтобы за счет эффекта Джоуля получать локальное сплавление полимерных матриц при контакте друг с другом лент (2) клеящих материалов.
2. Устройство по п. 1, в котором указанный моторизованный рычаг (6) содержит:
- ползун (15), соединенный с возможностью перемещения с указанным основанием (3) параллельно первому горизонтальному направлению (X), параллельному указанной рабочей поверхности (4); и
- элемент (16) сочленения, имеющий первый концевой участок (17), шарнирно прикрепленный к указанному ползуну (15) вокруг первой оси (A), параллельной указанному первому направлению (X), и второй концевой участок (18), шарнирно прикрепленный к указанной рабочей головке (5) вокруг второй оси (B), параллельной первой оси (А) и в указанном первом направлении (X).
3. Устройство по п. 2, в котором указанный ползун (15) содержит опорный участок (20), соединенный с возможностью скольжения вдоль указанного первого направления (X) с направляющим элементом (21) указанного основания (3), и подвижный участок (22), соединенный с указанным опорным участком (20) с возможностью поворота вокруг третьей вертикальной оси (С), ортогональной указанным первой и второй осям (A, B) и указанному первому направлению (Х).
4. Устройство по п. 2 или 3, в котором указанный элемент (16) сочленения содержит первый соединительный элемент (23), образованный указанным первым концевым участком (17), и второй соединительный элемент (24), образованный указанным вторым концевым участком (18), при этом указанные первый и второй соединительные элементы (23, 24) шарнирно прикреплены друг к другу вокруг четвертой оси (D), параллельной указанным первой и второй осям (A, B) и на их параллельных концевых участках (25, 26) соответственно напротив указанных первого и второго концевых участков (17, 18).
5. Устройство по п. 4, в котором указанный второй соединительный элемент (24) содержит первый рычаг (27), шарнирно прикрепленный к первому соединительному элементу (23) вокруг указанной четвертой оси (D), и второй рычаг (28), шарнирно прикрепленный к указанной рабочей головке (5) вокруг указанной второй оси (B), при этом указанные первый и второй рычаги (27, 28) шарнирно прикреплены друг к другу вокруг пятой оси (E), перпендикулярной указанным первой, второй и четвертой осям (A, B, D).
6. Устройство по любому из пп. 2-5, в котором указанная рабочая головка (5) соединена с указанным вторым концевым участком (18) указанного элемента (16) сочленения вокруг шестой оси (F), поперечной указанной рабочей поверхности (4), ортогональной указанным первой и второй осям (A, B) и проходящей через рабочую головку (5).
7. Устройство по любому из пп. 1-6, в котором указанная рабочая головка (5) содержит каретку (12), расположенную с указанными позиционирующим и прижимным роликами (9, 10) и скользящую по указанной рабочей поверхности (4).
8. Устройство по п. 7, в котором указанный индуктор (11) расположен в гнезде (13), проходящем через указанную каретку (12), выступающем из него с возможностью взаимодействия с лентами (2) клеящих материалов, подлежащих соединению.
9. Устройство по любому из пп. 1-8, в котором указанное средство (8) подачи содержит гибкий трубопровод (30), продолжающийся вокруг указанного моторизованного рычага (6), и внутренние опорные направляющие средства (31) для направления ленты (2) клеящего материала для подачи в указанную рабочую головку (5), при этом расположенный дальше по ходу конец (32) указанного трубопровода (30) прикреплен к указанной рабочей головке (5) в положении, смежном с указанным позиционирующим роликом (9).
10. Способ соединения лент (2) клеящих материалов в электропроводящих композитных материалах с полимерными матрицами посредством сварочного устройства (1) по любому из пп. 1-9, включающий этапы:
- подача одной ленты (2) клеящего материала к указанной рабочей головке (5);
- перемещение указанной рабочей головки (5) параллельно указанным первой и второй линиям (L1, L2) перемещения вдоль указанной рабочей поверхности (4);
- растягивание посредством указанного позиционирующего ролика (9) ленты (2) клеящего материала, принятой из рабочей головки (5) по меньшей мере на одну уже позиционированную ленту (2) клеящего материала;
- питание указанного индуктора (11) для создания электромагнитного поля, подходящего для индукции паразитных электрических токов в указанных перекрывающихся лентах (2) клеящих материалов для получения за счет эффекта Джоуля локального сплавления полимерных матриц контактирующих друг с другом лент (2) клеящих материалов; и
- последующее прессование перекрывающихся лент (2) клеящих материалов посредством указанного прижимного ролика (10).
| US 20140110054 A1, 24.04.2014 | |||
| US 9527237 B2, 27.12.2016 | |||
| US 20090311506 A1, 17.12.2009 | |||
| US 4992133 A, 12.02.1991 | |||
| Устройство для приклеивания фрикционных накладок к тормозной колодке | 1978 |
|
SU738525A3 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2301730C2 |
| Способ наклейки рулонного гидроизо-ляциОННОгО МАТЕРиАлА C ТОКОпРОВОдя-щиМ НАплАВлЕННыМ СлОЕМ | 1978 |
|
SU838054A1 |

