Область техники
Предлагаемая группа изобретений относится к контрольно-диагностическому оборудованию для мониторинга функционирования систем, измельчающих твердые компоненты, а конкретно барабанных мельниц или аналогичных по строению устройств, перерабатывающих полезные ископаемые, строительные и прочие материалы в заводских или лабораторных условиях.
Уровень техники
Со второй половины 20-го века в качестве футеровочных защитных материалов для элементов конструкций машин измельчения полезных ископаемых и строительных материалов вместо металла используют резиновые материалы. Резина обладает способностью к большим обратимым деформациям, высокой стойкостью к гидроабразивному и усталостному износу, а также к коррозии.
Футеровки из резиновых материалов в конструкциях барабанно-шаровых мельниц в настоящее время широко используются в горно-обогатительной промышленности, поскольку обладают набором преимуществ, к числу которых можно отнести увеличенный выход продукта заданной крупности, сниженный износ защитных частей, низкие затраты энергии на процессы измельчения, увеличение межремонтного цикла эксплуатации футеровочных комплектов, сниженный уровень шума и др.
Помимо резиновых материалов для футеровочных комплектов измельчительной техники хорошо себя зарекомендовали и другие эластичные материалы – полиуретан, полиэтилен, различные комбинации резины, полиуретана и керамики.
Следует отметить, что основной задачей защитного футеровочного материала является предотвращение разрушения элементов конструкции и увеличение рабочего ресурса оборудования, а также уменьшение времени простоя оборудования, связанного с техническим обслуживанием и ремонтом. Важное значение для реализации данных задач имеют условия эксплуатации, режимы измельчения, физические свойства измельчаемых и мелющих материалов, а также средства диагностики, позволяющие контролировать и управлять данными процессами.
Из уровня техники известны некоторые технологии, использующие вибро-диагностические методы для решения задач по увеличению скорости помола и увеличению межсервисных интервалов обслуживания и ремонта, однако, такие методы не обладают высокой точностью анализа.
Из уровня техники известна технология диагностики футеровочного слоя измельчительного устройства, в которой используются современные интеллектуальные системы обработки, поступающей информации (см. CN111715354, кл. B02C17/18, публ. 29.09.2020г. [1]).
Известное техническое решение [1] имеет возможность передачи сигналов о состоянии футеровочной поверхности в режиме реального времени.
Данная технология является диагностическим методом и позволяет мгновенно определять состояние износа защитной поверхности помольного оборудования измельчительных систем, что реализуется за счет проведения исследовательских операций, связанных с проверкой рабочего состояния эластичного футеровочного материала мелющих компонентом, происходящей посредством интеграции в тело указанного футеровочного материала контрольно-измерительного средства.
Принцип работы построен на разделении футеровочного покрытия на несколько слоев и внедрение в каждый из слоев, регистрирующих показания датчиков, использующих наполнители на масляной основе. Также используется камера, расположенная непосредственно над рабочей зоной, в результате чего информация о состоянии футеровки передается в режиме реального времени на интеллектуальный сервер управления через станцию обработки изображений.
Использование в применяемом контрольно-измерительном датчике масляных наполнителей нежелательно, поскольку в процессе перемола частицы масла могут попадать в перемешиваемые компоненты, что будет нарушать качественный состав загрузки и приведет к неточностям диагностирования параметров защитных поверхностей.
Работа интеллектуального сервера управления заключается в определении степени износа защитной поверхности на основании получаемых изображений загрузки и их последующего аналитического сравнения с “нормальными” изображениями, что не может гарантировать безошибочного анализа, поскольку на изображениях могут присутствовать посторонние части, не характерные для измельчаемой массы, которые могут ошибочно восприниматься автоматикой как маркеры, определяющие дальнейшие эксплуатационные шаги. Кроме того, наличие большого количества пыли или других частиц в воздухе при перемалывании большинства материалов делают полностью невозможным применение средств оптического контроля.
Из уровня техники известна система, регистрирующая касания (удары), измельчаемого материала о стенки защитных покрытий тел измельчения (см. CA2456566, кл. B02C17/04, публ. 31.07.2004г. [2]).
Известное решение [2] относится к области измельчения загрузок, а в частности к контролю работы измельчительных компонентов барабанно-шаровых мельниц и подобных промышленных систем.
Данная система обеспечивает возможность управления режимом измельчения загрузки благодаря проведению проверки, связанной с анализом параметров перемалываемой массы.
Работа представленной системы [2] основана на возможности распознавания и классификации касаний с учетом предполагаемой силы ударов содержимого. Касания классифицируются и разделяются в соответствии с декартовой диаграммой, на которой вертикальная ось используется для обозначения контакта между скальными материалами, а горизонтальная ось для обозначения контактов между металлическим материалом.
Работу известной системы [2] не следует считать автоматической, поскольку регулирование режимов работы производится оператором, который следит за индикацией и в зависимости от цвета информационного светового сигнала в ручном режиме производит регулировки интенсивности, времени и скорости работы мелющих компонентов, в связи с чем качество перемола материала напрямую зависит от навыков и ответственности обслуживающего персонала.
Характерной особенностью системы [2] является условное разделение зон обработки помольной камеры и активация только определенных групп измерительных датчиков, работа которых нужна с учетом направления вращения мельницы, что с одной стороны обеспечит уменьшение времени на отправку измерительных сигналов, а с другой стороны могут происходить неточности измерений, связанные с вероятностью механических повреждений устройств одной группы.
Наиболее близким с точки зрения технической сущности к заявляемому способу управления режимом работы мелющих тел измельчительных систем является известный из уровня техники метод контроля износа защитного покрытия дробильной системы (см. CN110142084, кл. B02C2/00, публ. 20.08.2019г. [3]).
Известное решение [3] относится к области контроля состояния дробильного оборудования, а в частности к методу контроля износа рабочей полости измельчения в дробильных системах.
Известное решение [3] подразумевает интеграцию в тело защитного футеровочного материала средства измерения, имеющего возможность определения в рабочем режиме параметров футеровки и последующего их направления в аналитическую информационную систему.
Работа известной системы характеризуется тремя этапами реализации.
На первом этапе измеренные параметры в каждой диагностической точке направляются в информационную систему для сравнения с заданными условиями контроля.
Далее на следующем этапе характеристики защитного покрытия заданного участка определяются с учетом характеристик текущего участка и соседнего участка, а также с учетом поступающих в информационную систему от обоих участков сигналов.
На заключительном этапе в случае если полученные локальные характеристики исследуемого участка соответствуют второму заданному изначально условию контроля, то возвращаются к предыдущему этапу и формируют циклический контроль.
Из недостатков известной технологии [3] следует отметить возможные неточности и ошибки работы программного обеспечения информационной системы, проводящей проверку, полученных посредством обратной связи сигналов, что может исказить реальные эксплуатационные параметры и сформировать вследствие этого неправильный цикличный проверочный алгоритм.
Дополнительным недостатком следует признать необходимость периодического технического обслуживания информационной системы, которая нуждается в периодических обновлениях программного оборудования и постоянной модернизации аппаратных систем для адаптации к постоянно усложняющимся эксплуатационным процессам.
Наиболее близким с точки зрения технической сущности к заявляемому измерительному устройству для управления эксплуатационным режимом загрузки мелющими компонентами измельчительных машин следует считать устройство, способное определять износ футеровки шаровых мельниц (см. CN107297253, кл. B02C17/18, публ. 27.10.2017г. [4]).
Известное решение [4] относится к средствам диагностики, которые применяются для исследования эксплуатационных параметров защитных покрытий измельчительного оборудования помольных комплексов, перерабатывающих твердые материалы.
Известное устройство [4] определяет характеристики футеровочного материала и имеет корпусное исполнение, которое интегрируется в тело материала футеровки, в результате чего имеется возможность регистрации параметров футеровки и направления соответствующих сигналов в режиме реального времени в центр управления.
Известное устройство [4] содержит процессорный модуль, модуль беспроводной связи, модуль питания и интеллектуальные стержни, внутренняя часть которых является полой и используется для герметизации.
Устройство имеет возможность в режиме реального времени обмениваться данными с центром управления, что позволяет владеть актуальной информацией о состоянии футеровки и выбирать тем самым оптимальные режимы работы оборудования, в том числе избегать лишних остановок оборудования, связанных с осмотром состояний защитных изделий.
В качестве недостатка следует упомянуть, что используемые интеллектуальные стержни являются самостоятельными сложными диагностическо-передающими устройствами, потребляющими значительное количество энергии, использующие радиосигналы для передачи, что приводит к необходимости создания сложного центра управления, систем приема и защиты от помех, синхронизации и обработки сигналов. Необходимость центра управления неизбежно связана с повышенными эксплуатационными затратами, в частности, на обслуживание и ремонт оборудования, а также на поддержание активного функционала, связанного с обновлением системных и программных компонентов.
Также следует отметить, что устройство достаточно сложно монтировать и настраивать его работу, поскольку конструкция является не типовой и требует специальной подготовки обслуживающего персонала. Кроме того, необходимо корректно интегрировать несколько интеллектуальных стержней для их совместной работы и настроить вспомогательное оборудование, поддерживающее происходящие диагностические процессы.
Раскрытие изобретения
Технической проблемой предлагаемой группы изобретений является создание эффективной, надежной и экономичной диагностической технологии, с помощью которой возможно в режиме реального времени собирать данные для управления режимами работы измельчительных машин, имеющих загрузку в виде полезных ископаемых, строительных и других материалов.
Техническим результатом предлагаемой группы изобретений, который обеспечивает решение существующей технической проблемы, является создание элементов систем контроля и эксплуатации, которые позволяют без останова оборудования с высокой точностью определять состояние защитных покрытий систем измельчения, и применять тем самым оптимальный, ресурсосберегающий режим функционирования, позволяющий максимально использовать материал футеровки до предельных показателей износа.
Заданный технический результат и обозначенная техническая проблема достигаются в результате того, что способ управления процессом измельчения загрузки мелющими компонентами измельчительных машин, подразумевает проведение мониторинговых действий, связанных с диагностикой рабочего состояния эластичного футеровочного материала и анализом параметров перемалываемой загрузки, производящихся посредством интеграции внутрь футеровочного материала измерительного средства в виде контрольного датчика, действие которого основывается на измерении осесимметричного прогиба эластичного футеровочного материала под воздействием известной силы и последующим направлении в режиме реального времени зарегистрированных данных в информационную систему для аналитической обработки, при этом упомянутая диагностика рабочего состояния эластичного футеровочного материала характеризуется определением его износа, включая контроль достижения предельной толщины, а упомянутый анализ перемалываемой загрузки основывается на данных по регистрации ее ударного воздействия на поверхность футеровки с определением в результате этого количества и массы перемалываемых фрагментов, а также возможное наличие в массе посторонних частей.
Теоретически установлено, что величина осесимметричного прогиба эластичного футеровочного материала под воздействием известной силы определяется следующим соотношением:
W = Pd2/64 D(s), где
P – приложенная сила;
d – диаметр подвижной части футеровочного материала (т.е. диаметр границы жесткого закрепления эластичного футеровочного материала);
D(s) – жесткость футеровки при изгибе, зависящая от материала и толщины s футеровки.
Является предпочтительным и целесообразным, чтобы величина моментальных изменений прогиба эластичного футеровочного материала, на который в ходе помола воздействуют фрагменты загрузки, была достаточной для анализа информации о распределении массы перемалываемых частей.
Как правило, интеграция контрольного датчика внутрь эластичного футеровочного материала производится в процессе термоформования элементов футеровочного материала или путем изготовления установочных отверстий.
Заданный технический результат и обозначенная техническая проблема также достигаются за счет конструкции диагностического измерительного устройства для диагностики эксплуатационного режима измельчения загрузки мелющими компонентами измельчительных машин, которое состоит из выполненного с возможностью интеграции внутрь эластичного футеровочного материала корпусного элемента, подвижного чувствительного элемента, конструкционно приспособленного за счет имеющегося упругого средства давления к постоянному упору в направлении истираемой поверхности эластичного футеровочного материала, при этом подвижный чувствительный элемент, фиксируя величины осесимметричных прогибов эластичного футеровочного материала, передает данные на передаточный элемент, электрические сигналы которого, позволяющие определять степень износа эластичного футеровочного материала, включая контроль его предельно допустимой толщины, и характеристики ударного воздействия загрузки на поверхность футеровочного материала, передаются в режиме реального времени во внешнюю информационную систему для последующей аналитической обработки.
Как правило, упругое средство давления выполнено в виде пружины сжатия.
Взаимодействующий с чувствительным элементом передаточный элемент может быть выполнен в виде индукционного, вихретокового или датчика перемещения иной конструкции, способного выполнять схожую задачу.
Передаточный элемент может быть выполнен в виде элемента питания, светового, звукового или иного индикатора, передающего сигналы в случае разрушения эластичного футеровочного материала.
Чувствительный элемент может выполняться в виде штока.
Концевой участок штока может быть выполнен сглаженным, конусообразным или иной формы, обеспечивающей перемещение штока при сдвиге или разрушении материала футеровки.
В соответствии с изложенным изобретательским замыслом данной группы изобретений раскрывается новая технология, производящая мониторинг функционирования систем, измельчающих загрузку, к числу которых относят барабанно-шаровые мельницы или аналогичные по строению машины, перерабатывающие в основном полезные ископаемые, строительные или иные материалы.
Посредством представленной технологии обеспечивается эффективная, надежная и экономичная возможность, которой пользуются в режиме реального времени с целью сбора данных о состоянии мелющих компонентов, футеровки и управления режимами работы измельчительных машин.
Основу предлагаемой технологии составляет диагностическое измерительное устройство в виде контрольного датчика, действие которого основывается на измерении величины осесимметричного прогиба футеровочного материала, и последующее направление в режиме реального времени и без останова оборудования зарегистрированных данных во внешнюю информационную систему, в которой производится обработка данных и выработка оптимальных режимов работы машин без их останова, что позволит снизить затраты на эксплуатацию, повысить КПД, увеличить интервалы межсервисного обслуживания и ремонта. Кроме того, настраиваемые режимы работы могут подразумевать выбор скорости помола, интенсивности помола, а также настройку других рабочих параметров, верное применение которых позволит оптимальным образом распределять ресурсы, необходимые для функционирования оборудования.
Как было уже указано, суть технологии заключается в том, что производится измерение величины осесимметричного прогиба эластичного футеровочного материала под воздействием ударного воздействия измельчаемого материала, что становится возможным благодаря корпусному измерительному устройству, выполненному с возможностью интеграции внутрь футеровочного материала, и постоянного упора подвижного штока за счет упругого элемента в направлении изнашиваемой поверхности футеровочного материала, вследствии чего с высокой точностью фиксируются характеристики деформации эластичного футеровочного материала и передаются данные на передаточный элемент, который в свою очередь передает данные в информационную систему, где с учетом полученных сведений о текущем состоянии футеровочного материала принимаются решения о режиме работы измельчительной машины, позволяющего выбирать оптимальный ресурсосберегающий режим функционирования.
Таким образом, предлагаемое выше выполнение и реализация заявляемой технологии, позволяющей осуществлять мониторинг режимов работы измельчительных машин с учетом их характеристик и особенностей, образует группу изобретений с совокупностями признаков, достаточных и необходимых для достижения заданного технического результата, заключающегося в создании набора систем контроля и эксплуатации, которые позволяют без останова оборудования с высокой точностью определять параметры режима измельчения и состояния защитных покрытий систем измельчения и вырабатывать тем самым оптимальный, ресурсосберегающий режим функционирования и позволяющий использовать материал футеровки до предельных показателей износа.
Краткое описание чертежей
На фиг. 1 представлен вариант измерения величины осесимметричного прогиба эластичного футеровочного материала под действием известной силы;
На фиг. 2 показаны различные режимы измельчения загрузки в барабане измельчительной машины;
На фиг. 3 показан общий вид кривых усредненного сигнала прогиба футеровки за один цикл оборота барабана измельчительной машины при различных режимах;
На фиг. 4 представлены варианты расположения диагностических измерительных устройств в футеровочном материале;
На фиг. 5 представлена конструкция диагностического измерительного устройства.
Осуществление изобретения
Предлагаемая группа изобретений поясняется конкретными примерами выполнения и реализации, которые, однако, не являются единственно возможными, но наглядным образом демонстрируют достижение указанными совокупностями существенных признаков объективно проявляющегося технического результата, который решает актуальную техническую проблему.
На представленных фигурах представлены, следующие элементы и компоненты, которые входят в состав предлагаемой диагностической технологии, с помощью которой в режиме реального времени обеспечивается диагностика режимов работы измельчительных машин:
1 – корпус барабана измельчительной машины;
2 – диагностическое измерительное средство;
3 – корпусной элемент;
4 – чувствительный элемент;
5 – упругое средство давления;
6 – передаточный элемент;
7 – гайка сжатия;
8 – стопорная гайка;
9 – участок расположения электрических контактов;
10 – мелющие тела.
Также на представленных фигурах условно показаны следующие обозначения:
F – приложенная сила;
W – величина прогиба футеровочного материала;
A – точка отрыва мелющего тела;
G – максимально удаленная точка по траектории перемещения;
B1,2,3 – точки падения мелющих тел, создающих максимальные прогибы футеровочного материала, где индекс обозначает порядковые номера парабол от самой высокой до самой низкой;
D – точка начала регистрации минимальных прогибов;
M – метка вращения барабана;
P – регистрируемые импульсы;
P1 – высота максимального импульса;
t 1,2,3 – время регистрации импульсов;
V – скорость вращения барабана.
Следует отметить, что цель последующего описания предлагаемой группы изобретений заключается не в ее ограничении конкретным исполнением и вариантом реализации, а наоборот в охвате всевозможных дополнений, не выходящих за рамки представленной формулы изобретения.
Итак, предлагаемый способ управления процессом измельчения материалов мелющими компонентами измельчительных машин подразумевает проведение мониторинговых действий, которые непосредственно связаны с диагностикой рабочего состояния эластичного футеровочного материала и анализом параметров перемалываемой загрузки.
Перечисленные операционные действия производятся посредством интеграции внутрь футеровочного материала диагностического измерительного средства 2 в виде контрольного датчика, действие которого основывается на измерении осесимметричного прогиба эластичного футеровочного материала под воздействием известной силы F (см. фиг. 1) и последующим направлении в режиме реального времени зарегистрированных данных во внешнюю информационную систему для аналитической обработки полученной информации.
При этом упомянутая диагностика рабочего состояния эластичного футеровочного материала характеризуется определением его износа, включая контроль достижения предельно допустимой толщины, а упомянутый анализ перемалываемой загрузки основывается на данных по регистрации ударного воздействия на поверхность защитного футеровочного материала с определением величины и массы перемалываемых фрагментов, а также вероятного наличия в массе посторонних частей.
Непосредственно диагностическое измерительное средство 2 состоит из выполненного с возможностью интеграции внутрь эластичного футеровочного материала корпусного элемента 3, подвижного чувствительного элемента 4, конструкционного приспособленного, за счет имеющегося упругого средства давления 5, к постоянному упору в направлении к поверхности эластичного футеровочного материала.
Подвижный чувствительный элемент 4 фиксирует величину прогиба защитного футеровочного материала, проявляющуюся за счет ударного воздействия на материал футеровки, и передает данные на передаточный элемент 6.
Электрические сигналы указанного передаточного элемента 6 позволяют определять степень износа эластичного футеровочного материала, включая контроль его предельно допустимой толщины, а также характеристики ударного воздействия загрузки о поверхность футеровочного материала, и далее они передаются в режиме реального времени во внешнюю информационную систему для последующей аналитической обработки.
Работает предлагаемая группа изобретений следующим образом.
Способ управления процессом измельчения загрузки мелющими компонентами измельчительных машин и устройство для его реализации основаны, как указано ранее, на измерении величины осесимметричного прогиба эластичного (резинового, полимерного) футеровочного материала под воздействием известной силы F (см. фиг. 1).
Средняя величина прогиба защитного материала мелющих компонентов зависит от остаточной толщины футеровочного материала. Моментальные изменения прогиба материала под воздействием ударов перемалываемых компонентов дают информацию о распределении массы перемалываемых частей.
Первая измеряемая величина – это износ футеровочного материала, который определяется величиной 1 – S/S0, где S0 – начальная толщина футеровочного слоя, а S – текущее значение толщины футеровочного слоя. Для регистрации износа футеровочного слоя сигнал с чувствительного элемента 4 подается на передаточный элемент 6 для определения текущего значения прогиба футеровочного слоя. В качестве чувствительного элемента 4 применяется подвижный шток, а в качестве передаточного элемента 6 используется индукционный, вихретоковый или иной датчик перемещения.
Следующая измеряемая величина сигнализирует о достижении предельной толщины футеровочного материала. При достижении предельно допустимой толщины футеровочного слоя величина внутренних напряжений внутри футеровочного материала под действием приложенной силы F упругого средства давления 5 будет превышать предел прочности материала и в центре прогиба произойдет разрушение, при котором чувствительный элемент 4 диагностического измерительного устройства 2 переместится на его длину, что отразится в показаниях электрического сигнала. При этом толщина футеровочного слоя, при котором должна происходить сигнализация, может быть подобрана с помощью величины F жесткости упругого средства давления 5, которое выполняется, как правило, в виде пружины сжатия, за счет положения гайки сжатия 7.
Сигнализация о достижении предельно допустимой толщины футеровочного слоя возможна, если значение сигнала от передаточного элемента 6 превысило предельное расчетное значение.
Кроме того, предусмотрен вариант исполнения диагностического измерительного средства 2, при котором передаточный элемент 6 выполняется в виде элемента питания и группы электрических контактов на участке 9, подключеных к любому световому, звуковому или иному индикаторному устройству. В таком случае разрушение футеровочного слоя под действием давления чувствительного элемента 4 приведет к его перемещению в крайнее положение и замыканию контактов на участке их расположения 9 и включению тем самым индикации.
Дополнительно измеряемая величина характеризует параметры ударов по поверхности футеровочного слоя. Гистограмма, в частности (фиг.3) изменений прогиба W, отражает усредненную во времени сумму ударных импульсов и характеризует распределение массы перемалываемых фрагментов, при этом сигналы передаточного элемента 6 передаются в анализирующее устройство, записывающее амплитуду перемещений чувствительного элемента 4 во времени.
Диагностическое измерительное устройство 2 посредством передаточного элемента 6 передает информацию об износе футеровочного слоя, достижении критической толщины футеровочного слоя, а также параметры величины и массы перемалываемых компонентов в информационную систему, реализованную, как правило, на базе вычислительной машины, компьютера и т.д.
На фиг. 2 показаны различные траектории мелющих тел при водопадном режиме измельчения от самой большой скорости вращения (траектория 1) к более низким (траектория 2 и 3), траектории мелющих тел 10 описывает параболу от точки отрыва A через максимально удаленную точку по траектории перемещения G к точке соприкосновения с барабаном B (1,2,3). Скорость вращения барабана измельчительной машины и степень его заполнения определяет местоположение точки B.
Диагностическое измерительное средство 2 располагается на внутренней поверхности вращающегося барабана и воспринимает импульсы от падения мелющих тел 10.
В свою очередь величина ударных импульсов изменяется от большего к меньшему в зависимости от траектории движения мелющих тел 10. Например, от максимального (точка соприкосновения B1), когда импульс напрямую передается измерительному устройству 2, к уменьшающимся значениям B2-В3, когда часть импульса передается в промежуточные слои и рассеивается. Минимальные значения импульсов в точке D, где регистрируемый импульс отражают давление последовательно перекатывающихся через чувствительный элемент 4 измерительного устройства 2 мелющих тел 10. В верхней части барабана от точки отрыва A до точки соприкосновения B измерительное средство дает сигнал, содержащий сведения о величине прогиба остаточного слоя материала футеровки.
На фиг. 3 представлен общий вид усредненного сигнала измерительного устройства 2 за один цикл оборота барабана для различных скоростей вращения (красный участок – максимальный, зеленый – минимальный), мелющие тела 10 подобраны одинаковой массы.
Высота максимального импульса P1 характеризует величину ударной нагрузки на материал в смешанном водопадно-каскадном режиме измельчения и прямо пропорциональна средней массе мелющих тел 10 во фракции при неизменной скорости вращения V барабана.
При расположении на барабане метки вращения M (фиг. 2) может быть определен угол ϕ места попадания мелющих тел 10 на поверхность барабана за счет определения разности возникновения по времени пика сигнала и метки.
Вследствие разных траекторий, описываемых телами разной массы, реальный вид кривой сигнала устройства измерения 2 будет содержать разные максимумы импульсов P, отражающие ударную нагрузку от падения фрагментов фракций разной массы. Анализ высоты каждого пика во времени позволяет отслеживать динамику изменения массы в каждой фракции и управлять впоследствии режимом измельчения в зависимости от задачи.
Данные о характеристике сигнала в каждом обороте статистически обрабатываются. При использовании сразу нескольких измерительных устройств 2, например, расположенных по длине барабана, можно отследить равномерность загрузки измельчительной машины по длине, а также возможное наличие посторонних массивных элементов путем сравнения величины сигналов разных измерительных устройств 2 в одинаковой, в частности самой нижней точке.
Управление значением угла ϕ позволяет максимально увеличивать ударную нагрузку, при этом возможно избегать попадания мелющих тел 10 на футеровку в точке B1, увеличивающую ее износ, а распределять ее между мелющими шарами 10 в точках B2 и B3 (см. фиг. 2, фиг. 3).
Возможные варианты расположения измерительных устройств 2 представлены на фиг. 4.
Исполнение в левой и правой частях фрагмента на фиг. 4 подразумевает измерение износа материала футеровки, расположенного выше самого датчика по направлению радиальной оси барабана. Износ данной части приводит к освобождению и перемещению чувствительного элемента 4 и его срабатыванию на износ. Расположение устройства измерения 2 в данном варианте (слева и справа на фрагменте) может осуществляться и под углом к радиальной оси, что позволяет контролировать направления максимального износа.
Исполнение в центральной части фрагмента на фиг. 4 подразумевает свободный ход чувствительного элемента 4 устройства измерения 2. В данном случае чувствительный элемент 4 упирается своим концом в материал футеровки с внутренней стороны паза. Перемещения материала под действием ударов перемалывающихся частей и мелющих тел 10 регистрируются устройством измерения 2. Износ футеровочного материала приводит к выдвижению чувствительного элемента 4 на максимальную длину и впоследствии к возникновению сигнала о критическом износе.
На фиг. 5 представлена конструкция диагностического измерительного устройства 2, которая, согласно замыслу, подразумевает наличие корпусного элемента 3, который интегрируется в материал футеровки с помощью механической подготовки или в процессе термоформирования элементов конструкции. Чувствительный элемент 4 подпружиненный упругим средством давления 5 в виде пружины сжатия упирается в поверхность футеровочного материала и оказывает давление на поверхность материала, заставляя ее изгибаться на величину W. Величина прогиба регистрируется передаточным эелементом 6 путем измерения зазора между чувствительным элементом 4 и чувствительной частью передаточного элемента 6. Степень сжатия средства давления 5 регулируется гайкой сжатия 7. Выставление начального зазора передаточного элемента 6 осуществляется с помощью изменения его положения и фиксацией стопорной гайкой 8.
Предлагаемая группа изобретений может найти широкое применение в промышленности и может быть успешно использована на горно-обогатительных, энергетических, строительных и других промышленных предприятиях в качестве средств диагностики оборудования по измельчению полезных ископаемых, строительных и иных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического контроля барабанной мельницы | 1987 |
|
SU1607952A1 |
| Способ автоматического регули-РОВАНия зАгРузКи шАРОВ B бАРАбАН-Ную МЕльНицу | 1979 |
|
SU797765A1 |
| МЕЛЮЩАЯ СРЕДА, СИСТЕМА И СПОСОБ ОПТИМИЗАЦИИ КОНТУРА ИЗМЕЛЬЧЕНИЯ | 2019 |
|
RU2775723C2 |
| УСОВЕРШЕНСТВОВАННЫЙ ФУТЕРОВОЧНЫЙ УЗЕЛ ДЛЯ РУДОИЗМЕЛЬЧИТЕЛЬНОЙ МЕЛЬНИЦЫ | 2019 |
|
RU2793211C2 |
| Футеровка загрузочной воронки цапфы барабанной мельницы | 2021 |
|
RU2772823C1 |
| Способ управления характеристиками подшипника скольжения при помощи температуры и подшипник скольжения для его реализации | 2020 |
|
RU2750182C1 |
| Футеровка барабанной мельницы | 1986 |
|
SU1346241A1 |
| БРОНЕФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 1991 |
|
RU2028818C1 |
| Многоканальная измерительная система для измерения геометрического профиля трубопровода | 2021 |
|
RU2772550C1 |
| Футеровка шаровой мельницы | 1991 |
|
SU1790446A3 |


Группа изобретений относится к контрольно-диагностическому оборудованию для мониторинга функционирования систем, измельчающих твердые компоненты. Способ диагностики рабочего состояния эластичного футеровочного материала и анализа параметров загрузки заключается в проведении мониторинговых действий, связанных с диагностикой рабочего состояния эластичного футеровочного материала конструкций и анализом параметров перемалываемой загрузки, для чего внутрь футеровочного материала интегрируют измерительное средство в виде контрольного датчика, действие которого основывается на измерении осесимметричного прогиба эластичного футеровочного материала под воздействием известной силы. После этого в режиме реального времени зарегистрированные данные направляют в информационную систему для аналитической обработки. При этом при диагностике футеровочного материала определяют его износ и контролируют достижение предельной толщины футеровочного материала. Данный анализ основывается на данных по ударному воздействию на поверхность футеровки с определением величины и массы перемалываемых фрагментов и наличия в массе посторонних частей. Диагностическое измерительное устройство 2 содержит корпусной элемент 3, выполненный с возможностью интеграции внутрь эластичного футеровочного материала, подвижный чувствительный элемент 4, конструкционно приспособленный к постоянному упору в направлении истираемой поверхности эластичного футеровочного материала за счет имеющегося упругого средства давления 5, и передаточный элемент 6. Подвижный чувствительный элемент 4 фиксирует величины осесимметричных прогибов эластичного футеровочного материала и передает данные на передаточный элемент 6, электрические сигналы которого позволяют определять степень износа эластичного футеровочного материала и контролировать его предельно допустимую толщину. Характеристики ударного воздействия загрузки на поверхность футеровочного материала могут передаваться в режиме реального времени во внешнюю информационную систему для последующей аналитической обработки. Способ диагностики и диагностическое измерительное устройство позволяют обеспечить ресурсосберегающий режим функционирования, позволяющий использовать изнашиваемый материал футеровки до предельных показателей истирания. 2 н. и 8 з.п. ф-лы, 5 ил.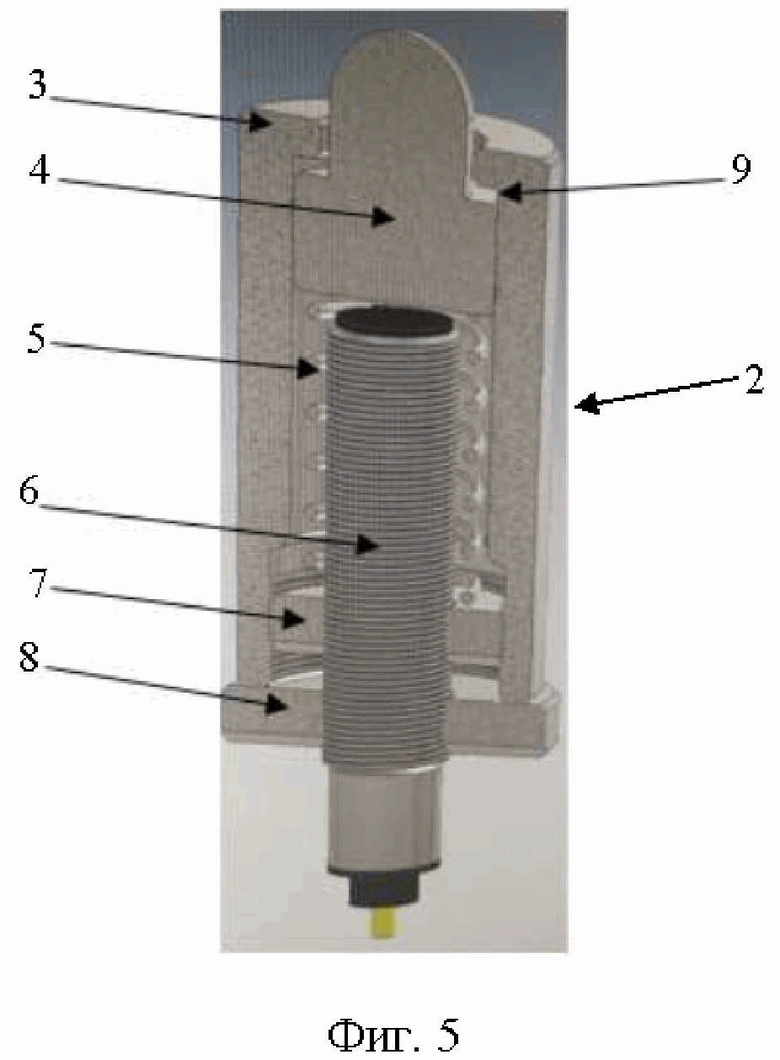
1. Способ диагностики рабочего состояния эластичного футеровочного материала и анализа параметров загрузки, перемалываемой мелющими компонентами измельчительных машин, обеспечивающий проведение мониторинговых действий, связанных с диагностикой рабочего состояния эластичного футеровочного материала и анализом параметров перемалываемой загрузки, производящимися посредством интеграции внутрь футеровочного материала измерительного средства в виде контрольного датчика, действие которого основывается на измерении осесимметричного прогиба эластичного футеровочного материала под воздействием известной силы и последующем направлении в режиме реального времени зарегистрированных данных в информационную систему для аналитической обработки, при этом упомянутая диагностика рабочего состояния эластичного футеровочного материала характеризуется определением его износа, включая контроль достижения предельной толщины, а упомянутый анализ перемалываемой загрузки основывается на данных по регистрации ее ударного воздействия на поверхность футеровки с определением в результате этого количества и массы перемалываемых фрагментов, а также возможного наличия в массе посторонних частей.
2. Способ диагностики рабочего состояния эластичного футеровочного материала и анализа параметров загрузки по п. 1, отличающийся тем, что измерение осесимметричного прогиба эластичного футеровочного материала под воздействием известной силы определяется следующим теоретическим соотношением:
W = Pd2/64 D(s), где
P – приложенная сила;
d – диаметр подвижной части футеровочного материала;
D(s) – жесткость футеровки при изгибе, зависящая от материала и толщины s футеровки;
3. Способ диагностики рабочего состояния эластичного футеровочного материала и анализа параметров загрузки по п. 1, отличающийся тем, что интеграция контрольного датчика внутрь эластичного футеровочного материала производится в процессе термоформования элементов футеровочного материала или путем изготовления установочных отверстий.
4. Способ диагностики рабочего состояния эластичного футеровочного материала и анализа параметров загрузки по п. 1, отличающийся тем, что моментальные изменения прогиба эластичного футеровочного материала под ударным воздействием загрузки обеспечивают получение информации о распределении массы перемалываемых частей.
5. Диагностическое измерительное устройство для диагностики эксплуатационного режима измельчения загрузки мелющими компонентами измельчительных машин, состоящее из выполненного с возможностью интеграции внутрь эластичного футеровочного материала корпусного элемента, подвижного чувствительного элемента, конструкционно приспособленного за счет имеющегося упругого средства давления к постоянному упору в направлении истираемой поверхности эластичного футеровочного материала, при этом подвижный чувствительный элемент, фиксируя величины осесимметричных прогибов эластичного футеровочного материала, передает данные на передаточный элемент, электрические сигналы которого, позволяющие определять степень износа эластичного футеровочного материала, включая контроль его предельно допустимой толщины, и характеристики ударного воздействия загрузки на поверхность футеровочного материала, передаются в режиме реального времени во внешнюю информационную систему для последующей аналитической обработки.
6. Диагностическое измерительное устройство для диагностики эксплуатационного режима измельчения загрузки по п. 5, отличающееся тем, что упругое средство давления выполнено в виде пружины сжатия.
7. Диагностическое измерительное устройство для диагностики эксплуатационного режима измельчения загрузки по п. 5, отличающееся тем, что взаимодействующий с чувствительным элементом передаточный элемент выполнен в виде индукционного, вихретокового, оптического датчика перемещения.
8. Диагностическое измерительное устройство для диагностики эксплуатационного режима измельчения загрузки по п. 5, отличающееся тем, что передаточный элемент выполнен в виде элемента питания и группы электрических контактов, передающих сигналы в случае разрушения эластичного футеровочного материала на световые или звуковые индикаторы.
9. Диагностическое измерительное устройство для диагностики эксплуатационного режима измельчения загрузки по п. 5, отличающееся тем, что чувствительный элемент выполнен в виде штока.
10. Диагностическое измерительное устройство для диагностики эксплуатационного режима измельчения загрузки по п. 9, отличающееся тем, что концевой участок штока выполнен сглаженным, конусообразным или формы, обеспечивающей перемещение штока при сдвиге или разрушении материала футеровки.
| CN 110142084 A, 20.08.2019 | |||
| CN 107297253 A, 27.10.2017 | |||
| RU 2005102824 A, 10.08.2005 | |||
| СИСТЕМА УПРАВЛЕНИЯ И ПОЗИЦИОНИРОВАНИЯ ДЛЯ ЗАМЕНЫ ЭЛЕМЕНТОВ ФУТЕРОВКИ ОТ ИЗНОСА НА ПОДВЕРЖЕННОЙ ИЗНОСУ СТЕНКЕ | 2012 |
|
RU2606810C2 |
| ВЗЛЕТНО-ПОСАДОЧНЫЙ КОМПЛЕКС РАДИОЛОКАЦИОННОЙ АППАРАТУРЫ | 2001 |
|
RU2199719C1 |
| 0 |
|
SU153992A1 | |

