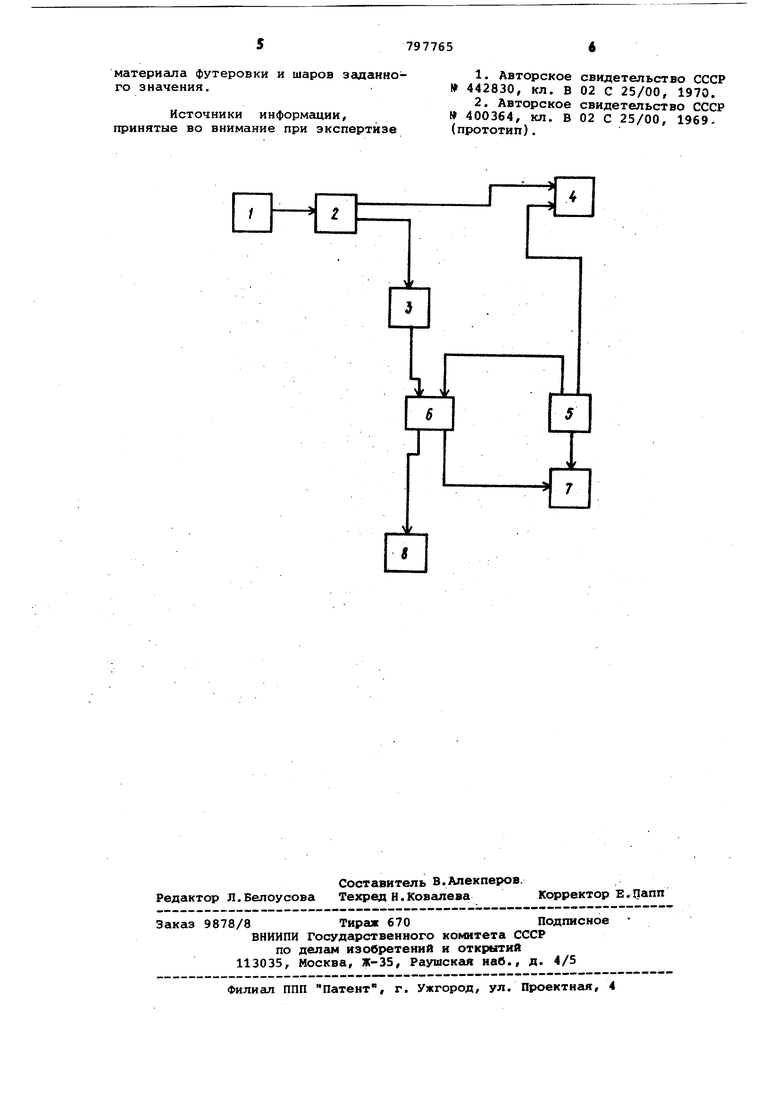
(54) СПОСОБ АВТОМАТ ЗАГРУЗКИ ШАРОВ Изобретение относится к контролю и регулированию технологических процессов измельчительных агрегатов, на пример шаровых мельниц. В горнорбогатительной промышленности используются измельчительные агрегаты, в которых,.в качестве измельчающего материала применяют м тал лические шары или стержни. Для Гполучения. высоких технико-экономических показателей таких агрегатов необходимо стабилизировать их за полнение измельчающим материалом. Известен способ автоматического управления подачей металлических мелющих тел в мельницу, включающий одновременное измерение я накапливание звукокютрического мощностного параметра мельницы. В процессе накопления указанных параметров рассчитывают коэффициент корреляции между ними и догрузку мелющих тел производят до достижения минимума этого коэффициента II. Недостатками этого способа являются непредставительность использу емак параметров, так как при разной величине износа футеровки агрегата, изменении физико-механических свойст материалаи гранулометрического йЪсОГО РЕГУЛИРОВАНИЯ РАБАННУЮ МЕЛЬНИЦУ тава самих шаров, одному и тому же заполнению агрегата соответствуют различные значения измеряемых параметров) значительное элияние на представительность мощностного параметра изменения трения в подшипниках мельнихцл, которое в процессе работы, в зависимости от смазки, меняется в больших пределах. Наиболее близким к предлагаемому по технической сущности является способ автоматического регулирования загрузки шаров в барабанную мельницу, включающий порционную подачу шаров. Причем догрузка шаров производится по сигналу, который формируют по времени износа шаров, по интенсивности их стирания и по периодически измеряемому весу шаров 2. . Недостаток известного способа использование в качестве параметра для формирования сигнала загрузки временного.параметра работы мельницы, а также сложность его реализации. Кроме того, проведение периодического взвешивания мельницы совместно с шарами требз ет выработки рудного сырья, находящегося внутри агрегата, и также не может являться представительным параметром, характеризующим величину шаровой загрузки, так как получаемый весовой параметр будет зависеть от степени износа футеровки агрегата, от степени выработки рудного сырья. Ввиду того, что при полной выработке измельчительного агрегата для взвешивания, переходной процесс после загрузки рудного сырья до достижения нормальноз -о рабочего режима составляет несколько часов и потери производительности мельницы окажутся оченЬи высокими. Цель изобретения - повышение точности регулирования. Поставленная цель достигается тем, что в способе автоматического регулирования загрузки шаров в барабанную мельницу, включающем порционную подачу шаров, дополнительно изме ряйт износ футеровочной брони мельницы в процессе работы и задают зсоэффициент взаимосвязи между истираемостью материала футеровки и шаров, а порци онную подачу шаров осуществляют при достижении произведения износа футеровочной брони мельницы на коэффициент взаимосвязи между истираемостью материалафутеровки и шаров заданного значения. Сущность способа заключается в следующем. При работе измельчительного агрегата его футеровочная бронь находитс в одинаковых условиях с шарами и интенсивно истирается совместно с последними. Таким образом, на интенсив ность истирания шаров и футеровки влияют одни и те же факторы: физикомеханические свойства руды, ее грансостав, общее заполнение мельницы и др. Зная коэффициенты истирания ма териаша шаров и футеровки, при одинаковых условиях,можно определить вели чину износа шаров ,зная величину изно са футеровки, , умножив значение последней на коэффициент взаимосвязи между истираемостью этих материалов. Таким образом, можно записать, что для любого случая где ЛРц, величина износа материала шаров за время tj ;ДЬф - величина износа материала футеровки за это же время/ К - коэффициент взаимосвязи между истираемостью матери алов шаров и футеровки. При достижении произведения к заданному значению, осуществляют порционную подачу шаров. На чертеже схематически изображено устройство для реализации способа Оно включает измеритель 1 износа футеровки, вторичный прибор 2,регист рирующий величину износа футеровки, блок 3 умножения на коэффициент взаи мосвязи К, задатчик 4 шаровой загрузки, компенсирующее устройство 5 блок б сравнения с пороговым устройством, формирователь 7 импульсов и привод шародозатора 8. Работает устройство следующим образом.. Сигнал с выхода измерителя 1 износа футеровки поступает на вход вторичного прибора 2, регистрирующего величину износа футеровки. С выхода вторичного прибора 2 сигнал,пропорциональный величине износа футеровки,поступает в блок 3 умножения, где умножается на коэффициент К. Далее разностный сигнал между сигналами задатчика 4 шаровой загрузки компенсируницего устройства 5 и сигналом,полученным после умножения в блоке 3 умножения., поступает на вход блока б сравнения с пороговым элементом. В первоначальный момент времени разностный сигнал равен нулю. При работе агрегата происходит интенсивное истирание шаров и футеровки, что приводит к изменению величины сигнала на выходе вторичного прибора 2, регистрирующего величину износа футеровки. Таким образом, разностный сигнал поступающий на вход блока б сравнения/с изменением толщины футеровки будет постоянно увеличиваться. При достижении величины разбаланса заданному значению срабатывания порогового элемента блока б сравнения на его выходе появится импульс, поступающий на вход формирователя 7 импульсов, который формирует сигнал определенной длительности и амплитуды. Этот сигнал воздействует на вход компенсирующего устройства 5, которое посредством шагового двигателя повора чивает на определенный угол рамку своего выходного датчика, с которого снимается сигнал,равный разбалансу, возвращающий систему в исходное состояние. При срабатывании блока б сравнения, происходит также включениепривода шародозатора 8 и производится догрузка порции шаров, соответствующая величине износа шаров в агрегате. Формула изобретения Способ автоматического регулирования загрузки шаров в барабанную мельницу, включагаций порционную подачу шаров, отличающийся тем, что, с целью повышения точности ре1улированиЯудополнительно измеряют износ футеровочной брони мельницы в процессе работы и задают коэффициент взаимосвязи между истираемостью материала футеровки и шаров, а порционную подачу шаров осуществляют при достижении произведения износа футеровочной брони мельницы на коэфффициент взаимосвязи между истираемостью
материала футеровки и шаров заданного значения.
Источники информации, принятые во внимание при экспертизе
свидетельство СССР 02 С 25/00, 1970.
свидетельство СССР 02 С 25/00, 1969. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления загрузкой барабанной мельницы | 1981 |
|
SU1012984A1 |
| Способ автоматического контроля барабанной мельницы | 1987 |
|
SU1607952A1 |
| Способ автоматического контроля и регулирования заполнения барабанной мельницы измельчительным и измельчаемым материалами | 1976 |
|
SU659183A1 |
| Способ управления работой шаровой барабанной мельницы | 1982 |
|
SU1065020A1 |
| Способ управления работой шаровойбАРАбАННОй МЕльНицы | 1978 |
|
SU808153A1 |
| Способ управления загрузкой шаровой барабанной мельницы | 1982 |
|
SU1066647A1 |
| Способ контроля загрузки шаровой мельницы | 1989 |
|
SU1620141A1 |
| Способ управления работой шаровой барабанной мельницы | 1985 |
|
SU1416178A1 |
| Способ управления работой шаровой барабанной мельницы | 1985 |
|
SU1304876A1 |
| Способ автоматического контроля шарового заполнения мельниц | 1978 |
|
SU782868A1 |
