Данное изобретение относится к канатному производству.
Канаты стальные оцинкованные предназначены для эксплуатации в агрессивной среде при ненапряженных условиях на механизмах кратковременного действия и для крепления, где влияние знакопеременных изгибов незначительно или совершенно отсутствует (растяжки, оттяжки; ограждение участков, площадей и автошоссейных магистралей).
Известен способ получения стальной оцинкованной проволоки, включающий процессы патентирования, цинкования и волочения стальной заготовки отличающийся тем, что, с целью создания на поверхности проволоки пластичиого антикоррозийного покрытия цинка, ее подвергают после патентирования горячему цинкованию при 500°С выдержке от 17,5 до 51 сек, в зависимости от диаметра проволоки от 0,6 до 1,5 мм, затем волочению до требуемого размера (SU 135318A1, МПК C23C 2/06, C23C 2/26, C23C 2/38, 01.01.1961 г.).
Недостатком данного изобретения является получения невысокой поверхностной плотности цинка на проволоке вследствие проведения операции волочения после процесса горячего цинкования. А также по данному способу возможно получить проволоку только в диапазоне 0,6-1,5 мм.
Известен способ изготовления стальной оцинкованной проволоки, в котором перед промежуточным волочением на проволоку дополнительно электролитически наносят цинк, а горячее цинкование совмещают с отпуском и проводят между операциями волочения (SU 945227A1, МПК B21C 37/04, C23C 2/02, C23C 2/06, C23C 2/26, 23.07.1983 г).
Недостатком данного изобретения является то, что данный способ изготовления проволоки оцинкованной не позволяет получить проволоку с высокой коррозионной стойкостью; большое количество технологических операций увеличивает трудоемкость процесса.
Известен канат стальной трехпрядный с пластически обжатыми прядями из стальных оцинкованных проволок со степенью обжатия площади поперечного сечения каждой пряди 6-8%, пластическая деформация пряди осуществлена одновременно со свивкой пряди, с последующей свивкой трех деформированных прядей в канат для тросового ограждения дорог, вытяжкой каната с приложением нагрузки 0,50 разрывного усилия в процессе свивки каната (RU 175102U1, МПК E01F 15/06, 21.11.2017).
Недостатком полезной модели - производство данных канатов нерентабельно, так как высокая трудоемкость процесса, что приводит к неоправданному увеличению себестоимости продукции. Пластическое обжатие прядей каната не способствует улучшению эксплуатационных характеристик канатов для дорожных ограждений.
Наиболее близким к изобретению (принят за прототип) является способ изготовления стальной оцинкованной проволоки, включающий термическую обработку с получением в структуре пластинчатого цементита, предварительную холодную деформацию, горячее оцинкование и окончательную холодную деформацию, при этом предварительную холодную деформацию проводят со степенью 2-40%.
Недостатком прототипа является то, что проволока со структурой пластинчатого цементита имеет низкую пластичность, что снижает технический ресурс стального каната;
предварительная холодная деформация со степенью 2-40% не позволяет получить проволоку тонких диаметров.
Технический результат изобретения - получение каната, свитого из стальной канатной оцинкованной проволоки с повышенной стойкостью к воздействию агрессивных сред.
Технический результат достигается тем, что канат стальной оцинкованный двойной свивки, состоящий из 3-6 прядей, свитых из 6-36 проволок стальных оцинкованных, поверхностная плотность цинка которых составляет не менее 270 г/м2, при этом соотношение диаметра каната D к диаметру пряди каната dпр составляет D: dпр = (2,05÷3,15).
Технический результат достигается тем, что канат стальной оцинкованный одинарной свивки, состоящий из 6-106 проволок стальных оцинкованных, поверхностная плотность цинка которых составляет не менее 270 г/м2, свитых по спирали в один или несколько концентрических слоев с одинаковым углом свивки в слоях, равным 12-16°.
Технический результат достигается тем, что способ изготовления стальной канатной оцинкованной проволоки с поверхностной плотностью цинка не менее 270 г/м2, включающий термическую обработку стальной заготовки с содержанием углерода 0,54-0,67% с получением микроструктуры - сорбит, предварительное холодное волочение стальной заготовки с суммарным обжатием 67-74%, горячее оцинкование при температуре 445-465°С и выдержку в течение 18-35 секунд, затем волочение с суммарным обжатием 20-30% до требуемого размера.
Канаты из оцинкованной проволоки обладают повышенной коррозионной стойкостью и усталостной прочностью и предназначены для работы в агрессивной среде.
Канаты стальные оцинкованные, свитые из проволок поверхностная плотность цинка которых составляет не менее 270 г/м2, могут длительное время противостоять негативным воздействиям среды без изменения эксплуатационных характеристик.
Канат стальной оцинкованный двойной свивки может состоять из 3-6 прядей, свитых из 6-36 проволок стальных оцинкованных, выбор конструкции каната зависит от назначения. Так, канат трехпрядный применяется для ограждения участков, площадей и автошоссейных магистралей, а канат шестипрядный - на механизмах кратковременного воздействия, для крепления, на оснащение речных и морских судов. Таким образом, канаты эксплуатируются в переменной среде (воздух-вода), в условиях резкого загрязнения воздуха и повышенной влажности, поэтому так существенно толщина цинкового покрытия проволоки стальной.
Элементы каната должны быть свиты с минимально допустимым зазором, необходимым при работе, и в то же время не могли выходить из данного слоя по какой-либо причине, окончательно нарушая его строение в процессе эксплуатации. Выполнение этого условия обеспечивается соотношением диаметра каната D к диаметру пряди каната dпр, составляющим D: dпр = (2,05÷3,15).
Канат стальной оцинкованный одинарной свивки может состоять из 6-106 проволок стальных оцинкованных, поверхностная плотность цинка которых составляет не менее 270 г/м2, выбор конструкции каната зависит от назначения.
С увеличением количества проволок увеличивается поперечная площадь сечения каната, в результате увеличивается агрегатная прочность. Такие канаты применяются для подвески мостов, высоковольтных линий передач, трубопроводов.
Канат стальной оцинкованный одинарной свивки свит с одинаковым углом свивки в слоях, равным 12-16°.
Величина углов свивки влияет на упругую деформацию проволок при свивке их в канат. Упругая деформация снижает выносливость каната.
При углах менее 12° упругая деформация имеет высокое значение, что после освобождения от натяжения структурная плотность изменяется, проволоки из каната расплетаются.
При углах более 16° снижается прочность каната. С увеличением углов свивки увеличивается разница между суммарной прочностью составляющих канат проволок и прочностью каната в целом. Таким образом, диапазон углов свивки 12-16° - является оптимальным.
Проволока стальная оцинкованная с поверхностной плотностью цинка не менее 270 г/м2 имеет повышенную коррозионную стойкость, износостойкость.
Термическая обработка осуществляется путем патентирования с целью получения в металле сорбитной структуры, что обеспечивает возможность волочения проволоки с высокими суммарными степенями деформации, это позволяет достичь повышенные прочностные и пластические характеристики. Лучшую пластичность и вязкость, а вместе с тем и прочность, имеет структура сорбита.
Термообработанная проволока с сорбитной структурой имеет повышенную износостойкость.
Для получения оптимальных механических свойств на готовой проволоке применяют заготовки с содержанием углерода 0,54-0,67 %.
Предварительное холодное волочение стальной заготовки производят с суммарным обжатием 67-74%.
Холодное волочение позволяет получить малые сечения проволоки; обеспечить точность геометрических форм проволоки и высокое качество поверхности изделия, а также значительно повышает предел прочности металла.
Деформация металла с суммарными обжатиями в интервале 67-74%, позволяет подобрать оптимальные промежуточные диаметры под оцинкование.
Получение на проволоке поверхностной плотности цинка не менее 270 г/м2 достигается только способом горячего цинкования, так как гальванический способ цинкования не позволяет получить высокую поверхностную плотность цинка. Изделия, оцинкованные гальваническим способом могут применятся в слабо агрессивных средах или при редком контакте с водой. А также гальванический способ можно применять только для незначительного срока эксплуатации изделий.
Горячее цинкование производят при температуре 445-465°С и выдерживают в течение 18-35 секунд. В этих условиях цинк и железо подвергаются очень быстрой химической реакции.
Цинк образует с железом целую серию сплавов, поэтому покрытие при горячем цинковании, кроме чистого цинка, содержит интерметаллические соединения столбчатого строения, диффузионно сросшиеся с поверхностью стальной проволоки.
Характер и скорость образования интерметаллических соединений зависят от длительности пребывания проволоки в расплаве и температуры цинкования.
Для увеличения толщины чистого цинка, уменьшения окисления поверхности цинкового расплава и уменьшения влияния температуры на механические свойства металла температуру цинка рекомендуется поддерживать в диапазоне 445-465°С. Повышение температуры, а также увеличение времени 18-35 секунд выдержки проволоки в ванне способствует росту хрупких фаз.
Цинк служит защитным слоем до тех пор, пока присутствует на металле и не поврежден, но такое покрытие долговечное. Горячеоцинкованная проволока не подвергается расширению и сжатию при изменении влажности. Горячее цинкование способствует защите изделия не только от коррозийных процессов, но и от неблагоприятных факторов окружающей среды. При образовании трещин, такое покрытие восстанавливается само, благодаря образованию защитной пленки из окислов цинка.
Такая проволока обладает большей гибкостью без потерь прочности.
На оцинкованную заготовку, по предложенному способу изготовления готовой проволоки с повышенной поверхностной плотностью цинкового покрытия не менее 270 г/м2, можно нанести требуемое количество цинкового покрытия с минимальным запасом, что позволит снизить расход цинка на готовой проволоке.
Необходимый диаметр проволоки стальной оцинкованной достигается волочением с суммарным обжатием 20-30%. После волочения готовая проволока имеет минимальные потери цинкового покрытия за счет небольших суммарных обжатий. Таким образом, достигается получение стабильного цинкового покрытия проволоки стальной.
Поверхностная плотность цинка не менее 270 г/м2 проволоки стальной оцинкованной обеспечивает высокую коррозионную стойкость, что позволяет эксплуатировать канат, свитый из данной проволоки, в высоко агрессивных средах.
Проволока стальная оцинкованная, полученная данным способом, имеет гладкое, сплошное и прочное цинковое покрытие.
Для пояснения предлагаемого изобретения предложены изображения, на которых одинаковые или сходные элементы снабжены одинаковыми ссылочными позициями.
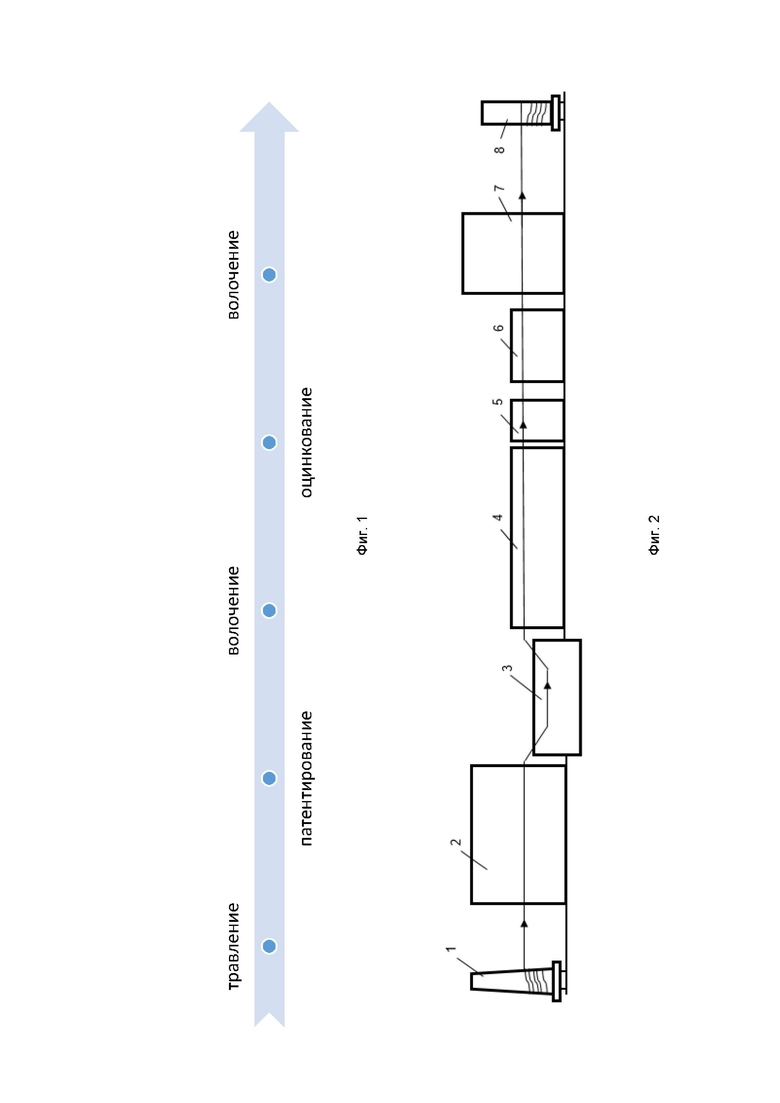
Фиг. 1 - схема процесса изготовления проволоки стальной оцинкованной;
Фиг. 2 - схема патентирования проволоки стальной;
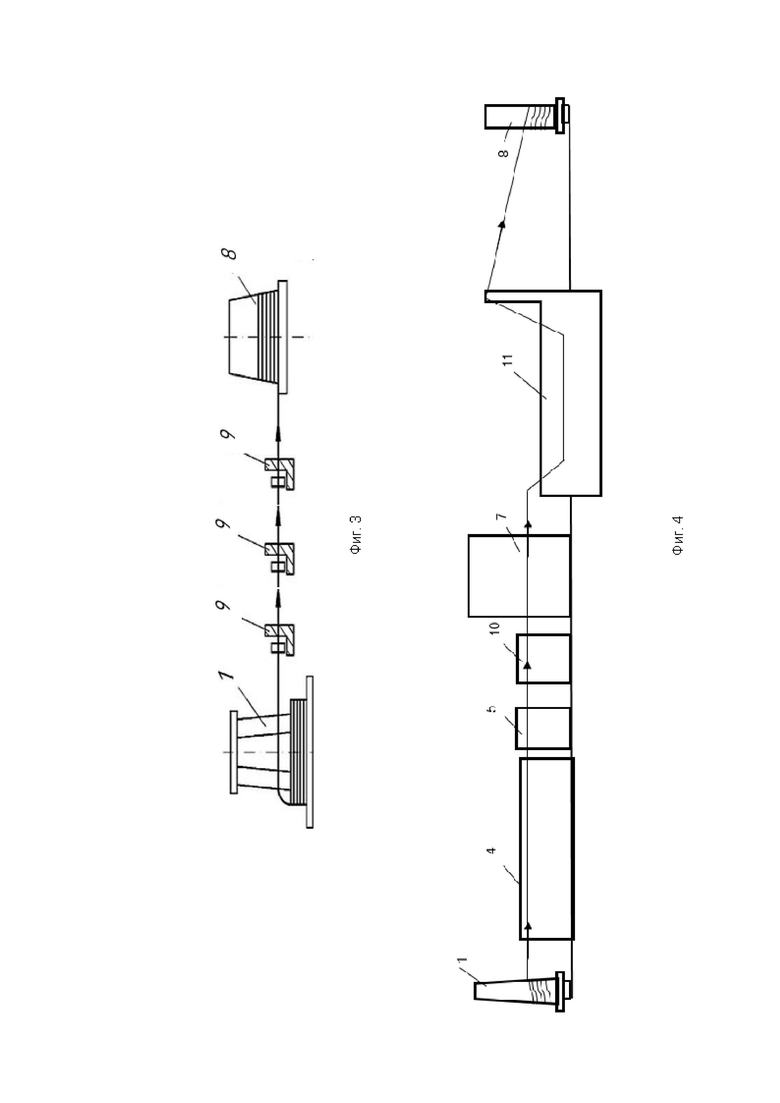
Фиг. 3 - схема волочения проволоки стальной;
Фиг. 4 - схема оцинкования проволоки стальной;
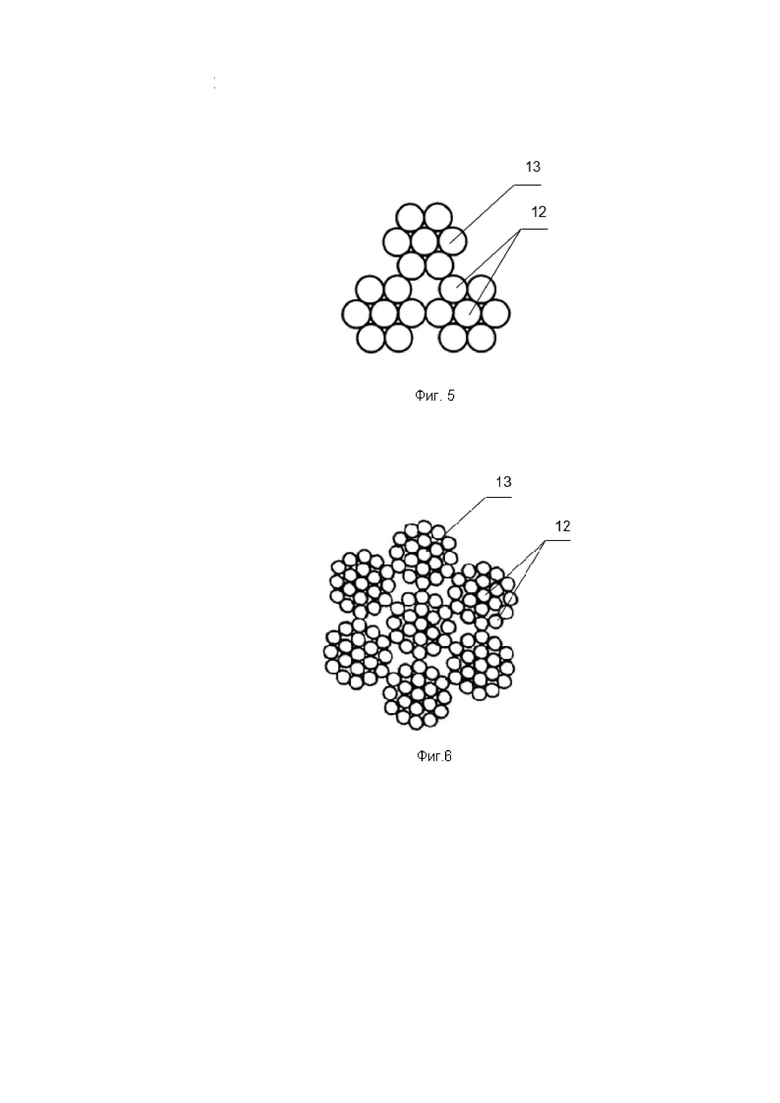
Фиг. 5 - поперечное сечение каната двойной свивки конструкции 3×7(1+6);
Фиг. 6 - поперечное сечение каната двойной свивки конструкции; 6×19(1+6+12)+1×19(1+6+12);
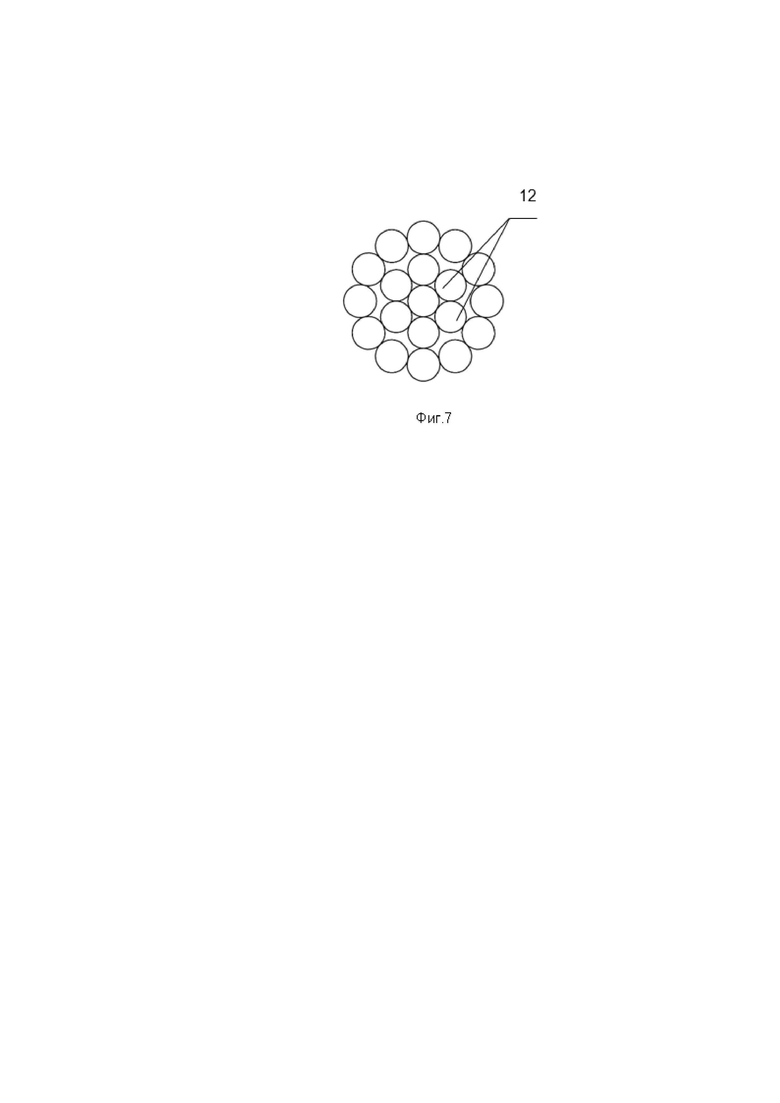
Фиг. 7 - поперечное сечение каната одинарной свивки конструкции 1×19(1+6+12),
где 1 - размоточное устройство, 2 - нагревательная печь, 3 - ванна изотермического распада, 4 - ванна травления, 5 - промывочные ванны, 6 - ванна нанесения подсмазочного слоя, 7 - сушка, 8 - намоточное устройство, 9 - зона деформации металла в волочильном инструменте, 10 - ванна флюсования, 11 - ванна горячего цинкования, 12 - проволока стальная оцинкованная, 13 - прядь каната.
Способ осуществляется следующим образом: канатную катанку из стали с содержанием углерода 0,54-0,67% подвергают травлению, путем погружения в раствор соляной кислоты. В процессе подготовки поверхности катанки на линии травления, удаляются загрязнения, посторонние включения, ржавчина и окалина с помощью соляной кислоты.
Затем травленый металл после извлечения его из травильной ванны тщательно промывают и сушат. После травления заготовка подвергается термической обработке - патентированию (фиг. 2). Процесс патентирования заключается в нагреве проволоки выше критической точки Ас3 на 150-200°С, выдержке при этой температуре с последующим резким охлаждением в расплавленой среде для изотермического распада аустенита.
Для этого заготовку устанавливают на размоточное устройство 1, далее заготовка поступает в нагревательную печь 2, где производится нагрев и выдержка заготовки. Затем заготовка поступает в ванну изотермического распада 3 для охлаждения, далее в ванну травления 4. Операция травления производится для удаления окалины, образовавшейся на поверхности заготовки в процессе патентирования. Травление осуществляется путем прохождения заготовки через раствор соляной кислоты.
Следующая операция - промывка в промывочных ваннах 5. Промывка после операции травления производится с целью удаления с поверхности проволоки остатков кислоты и травильного шлама, образовавшегося при травлении.
Далее в ванне нанесения подсмазочного слоя 6 на поверхность заготовки наносится подсмазочный слой перед операцией волочения, далее заготовка подвергается сушке 7 и наматывается на намоточное устройство 8.
Патентированную заготовку подвергают предварительному холодному волочению с суммарным обжатием 67-74 % (фиг. 3). Заготовка устанавливается на размоточное устройство 1, далее подвергается последовательно деформации в волочильном инструменте 9, и после наматывается на катушки на намоточном устройстве 8.
После волочения заготовка поступает на линию оцинкования (фиг. 4). Заготовка устанавливается на размоточное устройство 1, подвергается обезжириванию в растворе соляной кислоты 4, промывке 5, далее обезжириванию в растворе флюса (хлористого аммония) 10, сушке 7 и затем подается в ванну оцинкования 11. Где происходит нанесение цинкового покрытия путем прохода заготовки в расплаве цинка при температуре 445-465°С и выдержке в течение 18-35 секунд. Оцинкованная заготовка наматывается на катушки на намоточном устройстве 8.
После этого заготовка подвергается заключительной операции - холодному волочению (фиг. 3) с суммарным обжатием 20-30% до требуемого размера.
Готовая проволока поступает в канатный цех для перемотки на технологические шпули канатовьющих машин. Затем осуществляется свивка каната стального оцинкованного на канатовьющем оборудовании.
Таким образом, предлагаемое изобретение позволяет получить оцинкованную проволоку, поверхностная плотность цинка которой составляет не менее 270 г/м2, обладающая повышенной коррозионной стойкостью и усталостной.
Канаты стальные оцинкованные, свитые из проволок поверхностная плотность цинка которых составляет не менее 270 г/м2, могут длительное время противостоять негативным воздействиям среды без изменения эксплуатационных характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оцинкованнойпРОВОлОКи | 1979 |
|
SU831822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| КАНАТ СТАЛЬНОЙ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ СО СВЕТООТРАЖАЮЩИМИ НАПОЛНИТЕЛЯМИ (ВАРИАНТЫ) | 2019 |
|
RU2720971C1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| Способ изготовления проволоки | 1972 |
|
SU441309A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1980 |
|
SU881136A1 |
| Изолированный сталеалюминиевый провод | 2017 |
|
RU2683252C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2010 |
|
RU2434072C1 |
| Способ изготовления стальной оцинкованной проволоки | 1980 |
|
SU945227A1 |
| Способ изготовления высокопрочной оцинкованной проволоки | 1985 |
|
SU1392126A1 |
Предложен канат стальной оцинкованный двойной свивки, включающий 3-6 прядей, свитых из 6-36 проволок стальных оцинкованных, выполненных с поверхностной плотностью цинка не менее 270 г/м2, включающий термическую обработку стальной заготовки с содержанием углерода 0,54-0,67% с получением микроструктуры – сорбит, предварительное холодное волочение стальной заготовки с суммарным обжатием 67-74%, горячее оцинкование при температуре 445-465°С и выдержку в течение 18-35 секунд, затем волочение с суммарным обжатием 20-30%, что повышает стойкость каната к воздействию агрессивных сред. 2 н.п. ф-лы, 7 ил.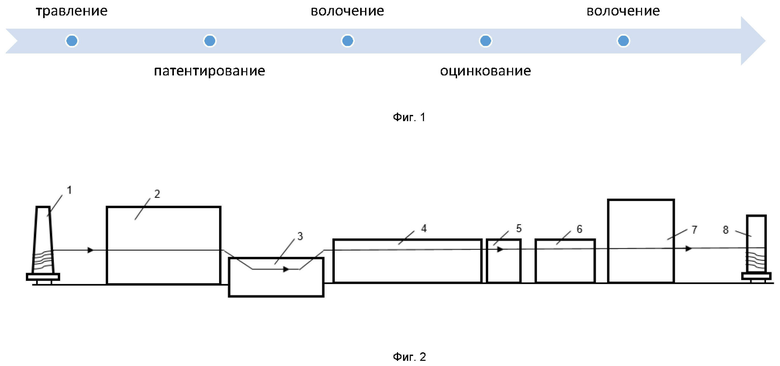
1. Способ изготовления стальной канатной оцинкованной проволоки с поверхностной плотностью цинка не менее 270 г/м2, включающий термическую обработку стальной заготовки с содержанием углерода 0,54-0,67% с получением микроструктуры – сорбит, предварительное холодное волочение стальной заготовки с суммарным обжатием 67-74%, горячее оцинкование при температуре 445-465°С и выдержку в течение 18-35 секунд, затем волочение с суммарным обжатием 20-30%.
2. Канат стальной оцинкованный двойной свивки, включающий 3-6 прядей, свитых из 6-36 проволок стальных оцинкованных, выполненных по п. 1, поверхностная плотность цинка которых составляет не менее 270 г/м2, при этом соотношение диаметра каната D к диаметру пряди каната dпр составляет D:dпр = (2,05÷3,15).
| ОГРАНИЧИТЕЛЬ ГОЛОЛЕДООБРАЗОВАНИЯ И КОЛЕБАНИЙ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2015 |
|
RU2602596C1 |
| УСТАНОВКА ДЛЯ КОНТРОЛЯ ЗА СОСТОЯНИЕМ ФУТЕРОВКИ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 0 |
|
SU167166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1965 |
|
SU189140A1 |
| 0 |
|
SU186798A1 | |
| Способ термической обработки за-гОТОВОК из СРЕдНЕуглЕРОдиСТыХСТАлЕй | 1979 |
|
SU831811A1 |

