Изобретение относится к области изготовления металлоконструкций, в особенности металлоконструкций для изготовления гофрированной панели сборно-разборного контейнера для перевозки грузов различным видом транспорта: морским, автомобильным, железнодорожным и пр.
Из уровня техники известны различные конструкции, способы и линии по изготовлению гофрированной панели. Все известные конструкции имеют основную проблему в том, что ширина изготовления панели не превышает 1,5 метров, и для изготовления стенок контейнера в дальнейшем применяют дополнительные операции по связыванию стенок по ширине между собой, что существенно усложняет процесс и не обеспечивает полноценного цикла изготовления гофрированной панели.
Наиболее близким аналогом к предложенной группе изобретений является решение http://www.modul-proekt.ru/zeman.html, в котором раскрыта линия, предназначенная для изготовления гофрированной панели в виде гофробалок с длиной до 16 м и шириной до 1,5 метров. На линии размещаются узел размотки листа, узел вальцовки листа для его выравнивания, узел гофрирования листа, узел резки листа, и узел приваривания боковых панелей, для получения изделий нужной ширины в дальнейшем их сваривают между собой.
Данная линия также не лишена известных недостатков, а именно ширина изготовления панели не превышает 1,5 метров, и для изготовления стенок в дальнейшем применяют дополнительные операции по связыванию (свариванию) стенок по ширине между собой, что существенно усложняет процесс, снижает точность изготовления готового изделия и не обеспечивает полноценного цикла изготовления гофрированной панели заданной длины и ширины в один цикл.
Целью заявленного изобретения является устранение недостатков известных линий по производству гофрированных панелей контейнера, известного способа изготовления гофрированной панели контейнера и известной панели, выполненной в соответствии с данным способом.
В основу предложенного изобретения поставлена задача модернизации линий по производству гофрированных панелей контейнера, совершенствованию способа изготовления гофрированной панели контейнера и выполнению панели в соответствии с данным способом на данной предложенной линии.
Техническим результатом является упрощение и оптимизация изготовления гофрированной панели контейнера заданной длины и ширины в один цикл, повышение точности изготовления готовой гофрированной панели контейнера.
Данный результат достигается тем, что линия по производству гофрированной панели контейнера включает последовательно расположенные:
-устройство разматывания рулонов, включающее ось для размещения на ней рулонов с общей шириной до 3 метров
-устройство вальцевания рулонов, включающее специальные вращающиеся валы, обеспечивающие распрямление листов в ровную листовую горизонтальную форму с предварительной стыковкой по горизонтальной плоскости краев листов между собой в одну панель,
-устройство для стыковки и продольной сварки листа, где листы окончательно выравниваются и стыкуются между собой в одну плоскость и осуществляется сварка состыкованных краев сплошными швами с обеспечением полной герметичности,
- устройство нарезки листов, включающее поперечный нож, выполненный с возможностью нарезания листов поперек длины на заданный размер,
- устройство гофрирования листа, включающее верхний и нижний профилированные валки, обеспечивающие пропускание листа между ними и его гофрирование,
- подающий стол, имеющий транспортировочную поверхность и обеспечивающий прием листа после его гофрирования и перемещение на следующий этап обработки,
- устройство сборки и сварки панелей с боковыми полками, включающее подачу по меньшей мере одной боковой полки и гофрированного листа к месту обработки, их выравнивание в плоскости и стыковку между собой и сварку элементов между собой сплошным швом,
- транспортер-штабелер готовых панелей, включающий подвижный стол - транспортер, обеспечивающий прием готовых изделий их штабелирование в стопки и транспортировку стопок на выход.
Устройство для стыковки выполнено в виде боковых подвижных направляющих опор, выполненных с возможностью их перемещения по ширине для выравнивания и стыковки листов.
Устройство для стыковки дополнительно включает механизмы прижатия листа.
Устройство для стыковки включает датчики, контролирующие точность стыковки листов и наличие/отсутствие пропусков в местах сварочного шва.
Датчики выполнены в виде световых фото-датчиков.
Поперечный нож устройства нарезки листов выполнен в виде дискового вращающегося ножа.
Подающий стол и подвижный стол транспортера-штабелера выполнены в виде множества поперечных валов.
Подающий стол и подвижный стол транспортера-штабелера выполнены в виде транспортирующей ленты.
Данный результат по второму объекту достигается тем, что способ изготовления гофрированной панели контейнера состоит в том, что:
- с оси устройства для разматывания рулонов осуществляют разматывание рулонов с общей шириной до 3 метров,
- пропускают листы через специальные вращающиеся валы устройства вальцевания рулонов, для осуществления их распрямления в ровную листовую горизонтальную форму, при этом листы предварительно стыкуют по горизонтальной плоскости краев между собой в одну панель,
- на устройстве для стыковки и продольной сварки листы окончательно выравниваются и стыкуются между собой в одну горизонтальную плоскость и далее, осуществляют сварку состыкованных краев сплошными швами с обеспечением полной герметичности,
- посредством поперечного ножа осуществляют нарезание листов поперек длины на заданный размер,
- пропускают нарезанные листы через верхний и нижний профилированные валки устройства гофрирования листа и осуществляют его гофрирование по всей поверхности,
- перемещают гофрированный лист на подающий стол с которого посредством транспортировочной поверхности стола перемещают лист на следующий этап обработки,
- осуществляют подачу по меньшей мере одной боковой полки и гофрированного листа на следующий этап обработки, их выравнивание в плоскости и стыковку между собой и сварку элементов между собой сплошным швом,
- перемещают готовые гофрированные панели контейнера на подвижный стол, штабелируют в стопки и транспортируют стопки на выход.
Данный результат по третьему объекту достигается тем, что изготавливают в соответствии со способом по п. 2 гофрированную панель контейнера, содержащую гофрированный лист, сваренный сплошным сварочным швом по меньшей мере из двух листов, и включающий по меньшей мере одну боковую полку.
Боковая полка гофрированной панели контейнера может представлять собой боковые шпунты или квадратную трубу и/или нижний профиль панели.
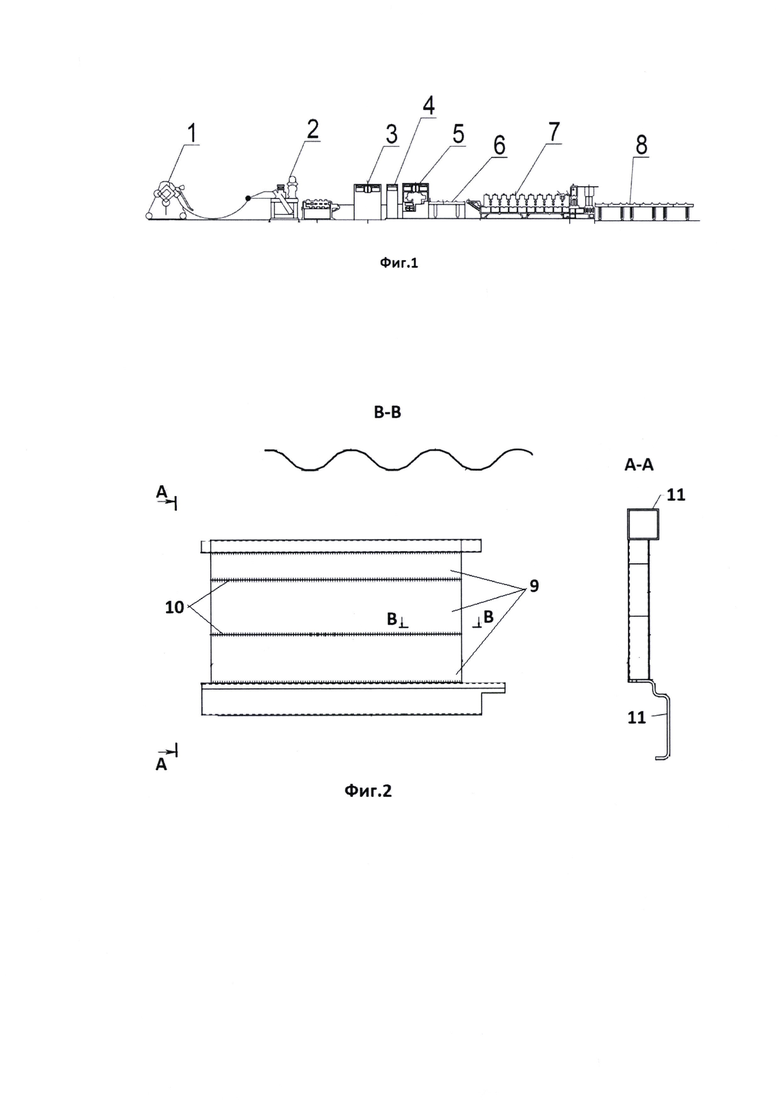
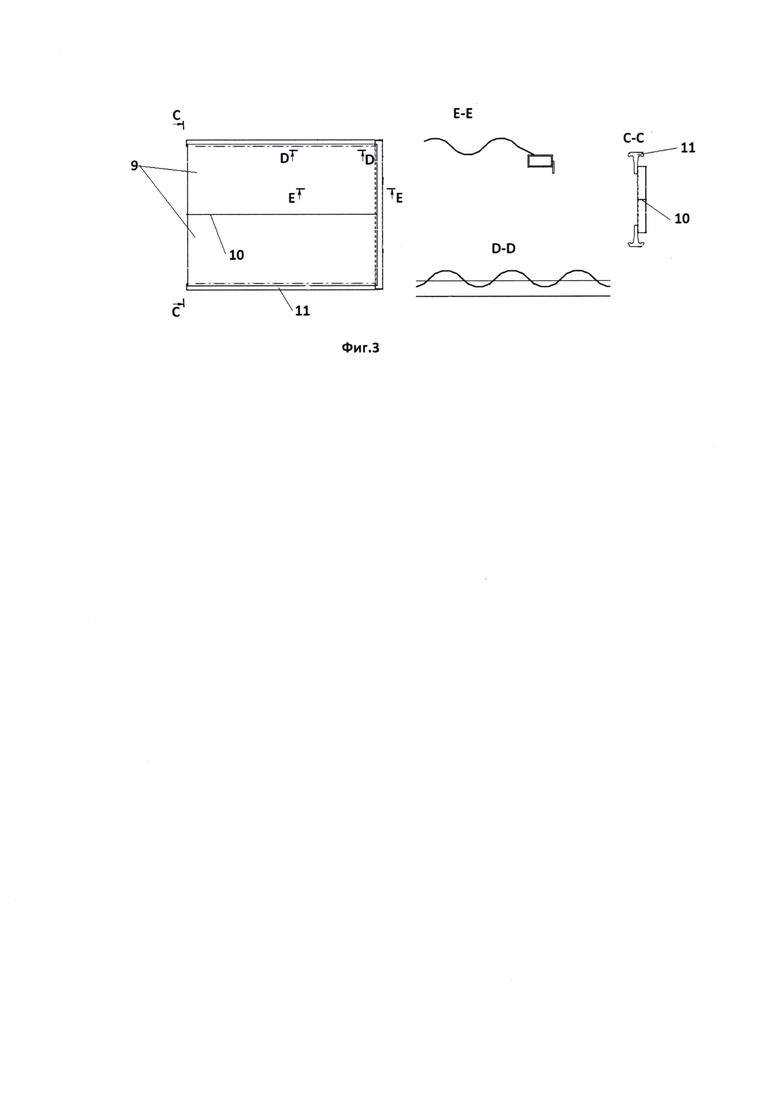
Далее, принцип работы устройства будет описан с учетом прилагаемой схемы по фиг.1, где изображена линия по производству гофрированной панели контейнера, на фиг.2 изображен вариант выполнения гофрированной панели контейнера в виде боковой стенки, изготовленной из 3 рулонов, на фиг. 3 изображен вариант выполнения гофрированной панели контейнера в виде крыши контейнера, изготовленной из 2 рулонов.
Линия по производству гофрированной панели контейнера включает набор устройств, последовательно расположенных в одну технологическую линию.
Линия начинается с устройства фиг.1, поз.1 разматывания рулонов, в основу которой лежит ось для размещения на ней до 3-х рулонов с общей шириной до 3 метров. Количество рулонов и их ширина подбираются исходя из требуемой ширины изготавливаемой гофрированной панели контейнера, например 1,25м+1,25м+0,137 м для ширины гофрированной панели 2,677 м. Привод оси устройства 1 разматывания рулонов имеет регулировку скорости вращения, для корректировки скорости подачи листов с оси.
Далее, в линии по производству гофрированной панели контейнера размещено устройство вальцевания 2 рулонов. Данное устройство 2 включает специальные вращающиеся валы (валы, специально созданные для вальцевания металла), пропущенный между которыми лист с рулона распрямляется в ровную листовую горизонтальную форму, для дальнейшей их обработки. На данном этапе также осуществляется предварительная стыковка по горизонтальной плоскости краев листов между собой в одну панель.
Далее, в линии по производству гофрированной панели контейнера размещено устройство 3 для стыковки и продольной сварки листа. На данном этапе листы окончательно выравниваются и стыкуются между собой в одну плоскость и осуществляется сварка состыкованных краев сплошными швами с обеспечением полной герметичности. Конструкция выравнивающих механизмов может быть различной, например могут быть выполнены в виде боковых подвижных направляющих опор, выполненных с возможностью их перемещения по ширине для выравнивания и стыковки листов или иной конструкции, обеспечивающей выравнивание листов между собой. Устройство для стыковки может включать вакуумные механизмы прижатия листа, для осуществления плотного прижатия листов перед сваркой швов. Устройство для стыковки предпочтительно включает измерительные датчики, контролирующие точность стыковки листов и наличие/отсутствие пропусков в местах сварочного шва. Предпочтительно выполнять датчики в виде световых фото-датчиков с световым элементом, фиксирующим пропускание световых лучей в местах стыка или при отклонениях в сварных швах, однако могут использоваться и датчики другого типа, например ультразвуковые. Сварочные узлы выполнены, как правило в виде двух сварочных рычагов-манипуляторов, перемещающихся вдоль линии сварки и обеспечивающих выполнение сварного шва на скорости, примерно 1 м/мин. Регулировка скорости сварки выбирается исходя из внешних факторов, толщины листа, толщины сварочного шва и пр.
Далее, в линии по производству гофрированной панели контейнера размещено устройство нарезки 4 листов, включающее поперечный нож. Данный нож выполнен с возможностью нарезания уже сваренного цельного листа поперек длины на заданный размер, обеспечивая заданную длину будущему готовому изделию. Поперечный нож может быть выполнен в виде дискового ножа, например алмазного дискового ножа, или лазерного устройства отрезания или иного устройства, обеспечивающего отрезание листа на нужную длину.
Далее, в линии по производству гофрированной панели контейнера размещено устройство гофрирования 5 листа. Данное устройство, в своей основе включает верхний и нижний профилированные валки, обеспечивающие пропускание уже сваренного цельного листа между ними и его гофрирование. Профиль валков выбирается исходя из глубины гофрирования, шага волны, формы гофры, ширины гофрированной полосы и пр. Скорость гофрирования - около 1 м/мин, однако может корректироваться исходя из внешних факторов, толщины листа, частоты волн, податливости и состава металла и прочих факторов.
Далее, в линии по производству гофрированной панели контейнера размещен подающий стол 6, имеющий транспортировочную поверхность и обеспечивающий прием листа после его этапа гофрирования и перемещение на следующий этап обработки. Необходимость данного стола 6 продиктована тем, что в процессе гофрирования лист меняет свою форму и отправлять изделие непосредственно в процессе гофрирования на следующий этап технически невозможно. Подающий стол может быть выполнен в виде множества поперечных валов или в виде транспортирующей ленты или иного механизма перемещения изделия. Базовая рабочая скорость перемещения изделия на данном столе также составляет около 1 м/мин, однако может корректироваться исходя из необходимости перемещать изделие с той или иной скоростью и скорости подачи изделия с устройства гофрирования 5 листа.
Далее, в линии по производству гофрированной панели контейнера размещено устройство 7 сборки и сварки панелей с боковыми полками. На данном этапе осуществляется подача на рабочую поверхность, например, посредством вращающихся роликов, по меньшей мере одной боковой полки и гофрированного листа. Выравнивание поступивших элементов в плоскости по длине и ширине. Их стыковку между собой и сварку элементов между собой сплошным швом. Для сваривания могут применяться сварочные аппараты, перемещающиеся из области устройства 3 для стыковки и продольной сварки листа, либо же, отдельными сварочными механизмами, осуществляющими сваривание гофрированного листа и боковых полок (одной или двух, в зависимости от конструкции гофрированной панели контейнера).
Далее, в линии по производству гофрированной панели контейнера размещен транспортер-штабелер 8 готовых панелей, включающий подвижный стол - транспортер, обеспечивающий прием готовых изделий, их штабелирование в стопки и транспортировку стопок на выход. Подвижный стол транспортера-штабелера выполнен в виде множества поперечных валов или в виде транспортирующей ленты или иной конструкции, обеспечивающей перемещение стопки готовых изделий.
Способ изготовления гофрированной панели контейнера состоит в том, что на первом этапе с оси устройства 1 для разматывания рулонов посредством электрического привода осуществляют разматывание рулонов с общей шириной до 3 метров. Количество рулонов и их ширина подбираются исходя из требуемой ширины изготавливаемой гофрированной панели контейнера, например 1,0м+1,0м+1,0м для ширины гофрированной панели 3,0 м.
Далее, пропускают листы через специальные вращающиеся валы устройства 2 вальцевания рулонов, для осуществления их распрямления в ровную листовую горизонтальную форму. При этом в процессе вальцевания листы предварительно стыкуют по горизонтальной плоскости краев между собой в одну панель.
На следующем этапе на устройстве 3 для стыковки и продольной сварки листы окончательно выравниваются и стыкуются между собой в одну горизонтальную плоскость и далее, осуществляют сварку состыкованных краев сплошным швом с обеспечением полной герметичности.
Выравнивающие механизмы могут быть различными, например быть выполнены в виде боковых подвижных направляющих опор. В таком случае, они поддавливают на листы по краям и осуществляют их перемещение по ширине, тем самым выравнивая и стыкуя листы между собой. Выравнивающие механизмы могут иметь и иную конструкцию и последовательность выравнивания, обеспечивая выравнивание листов между собой. Кроме того, перед этапом сваривания, предпочтительно осуществить прижим и фиксацию листов, например посредством вакуумных механизмов прижатия листа, которые притягивают листы к столу с отверстиями.
Кроме того, перед процессом сваривания предпочтительно провести контроль ровности листов и отсутствие зазоров между ними (в рамках допусков и погрешностей). Контроль предпочтительно осуществить измерительными датчиками, которые контролируют точность стыковки листов. Также данный процесс контроля желательно повторно провести после процесса осуществления сварки для выявления наличия/отсутствия пропусков в местах сварочного шва. В качестве измерительных датчиков возможно использовать датчики в виде световых фото-датчиков с световым элементом, фиксирующим пропускание световых лучей в местах стыка или при отклонениях в сварных швах, ультразвуковые датчики, оптические, фотоэлектрические и пр.
Далее, осуществляют процесс сварки по швам между листами. Сварочные узлы выполнены, как правило, в виде двух сварочных рычагов-манипуляторов, которые перемещаются вдоль линии сварки и осуществляют выполнение сплошного сварного шва на скорости, примерно 1 м/мин. Регулировка скорости сварки выбирается исходя из внешних факторов, толщины листа, толщины сварочного шва и пр.
Следующим этапом является этап резки листа. На этом этапе, посредством поперечного ножа 4 осуществляют нарезание листов поперек длины на заданный размер. Осуществляют перемещение режущего инструмента поперек уже сваренного цельного листа поперек длины на заданный размер.
В качестве поперечного ножа может быть использован дисковый нож, например алмазный дисковый нож, или лазерное устройство, или отрезные промышленные ножи для отрезания или иное устройство, обеспечивающее отрезание листа на нужную длину.
Далее, пропускают нарезанные листы через верхний и нижний профилированные валки устройства гофрирования листа 5, что приводит к гофрированию листа по всей поверхности. Верхний и нижний валки продавливают и деформируют лист в соответствии с профилем валков, лист на выходе из валков полностью гофрирован. Профиль валков выбирают исходя из глубины гофрирования, шага волны, формы гофры, ширины гофрированной полосы и пр. Скорость гофрирования составляет - около 1 м/мин, однако может корректироваться исходя из внешних факторов, толщины листа, частоты волн, податливости и состава металла и прочих факторов.
На следующем этапе осуществляют прием листа после его этапа гофрирования на подающий стол 6 и перемещают гофрированный лист посредством транспортировочной поверхности стола на следующий этап обработки. Данный стол выполняет функцию места для выхода и размещения гофрируемого на прошлом этапе листа, где лист меняет свою форму. Далее со стола 6 перемещают изделие на следующий этап обработки.
Далее, по способу изготовления гофрированной панели контейнера осуществляют (этап 7) подачу (перемещение), например, посредством вращающихся роликов, по меньшей мере одной боковой полки и гофрированного листа на следующий этап обработки. Далее, выравнивают в плоскости полки и гофрированный лист и осуществляют их стыковку между собой. Далее, осуществляют сварку данных элементов между собой сплошным швом.
Для сваривания либо применяются сварочные аппараты, которые перемещаются из области устройства 3 для стыковки и продольной сварки листа, либо же, применяются отдельные сварочные механизмы, осуществляющие сваривание гофрированного листа и боковых полок (одной или двух, в зависимости от конструкции гофрированной панели контейнера).
На заключительном этапе способа перемещают готовые гофрированные панели контейнера на подвижный стол 8, их штабелирование в стопки и дальнейшую транспортировку стопок на выход. Подвижный стол транспортера-штабелера выполнен в виде множества поперечных валов или в виде транспортирующей ленты или иной конструкции, которая перемещает стопки готовых изделий.
Кроме того, объектом защиты является гофрированная панель контейнера, изготовленная в соответствии с упомянутым способом по п. 9. Гофрированная панель контейнера содержит гофрированный лист 9, сваренный сплошным сварочным швом 10 по меньшей мере из двух листов, и включающий по меньшей мере одну боковую полку 11.
Боковая полка 11 гофрированной панели контейнера может представлять собой боковые шпунты или квадратную трубу и/или нижний профиль панели, например, как изображено на фиг.2,3. Боковые полки 11 необходимы для быстрой сборки-разборки контейнера в процессе его использования и транспортировки.
Далее, предложенная группа изобретений будет пояснена на основании примеров способа изготовления гофрированной панели контейнера.
Пример 1
Способ изготовления гофрированной панели контейнера состоит в том, что на первом этапе с оси устройства 1 для разматывания рулонов посредством электрического привода осуществляют разматывание рулонов с общей шириной 2,7 метра (3 рулона по 90 см).
Далее, пропускают листы через вращающиеся валы устройства 2 вальцевания рулонов, для осуществления их распрямления в ровную листовую горизонтальную форму. При этом в процессе вальцевания три листа предварительно стыкуют по горизонтальной плоскости краев между собой в одну панель.
На следующем этапе на устройстве 3 для стыковки и продольной сварки листы окончательно выравниваются и стыкуются между собой в одну горизонтальную плоскость посредством выравнивающих механизмов в виде боковых подвижных направляющих опор.
Осуществляют прижим и фиксацию листов посредством вакуумных механизмов прижатия листа.
Проводят контроль ровности листов и отсутствие зазоров между ними измерительными датчиками на основе световых фото-датчиков с световым элементом.
Осуществляют сварку состыкованных краев сплошным швом с обеспечением полной герметичности.
Проводят контроль отсутствия зазоров в сварных швах измерительными датчиками на основе световых фото-датчиков с световым элементом.
Посредством поперечного ножа 4 осуществляют нарезание листов поперек длины на длину 10 метров. В качестве поперечного ножа использован алмазный дисковый нож.
Далее, пропускают нарезанный лист через верхний и нижний профилированные валки устройства гофрирования листа 5, что приводит к гофрированию листа по всей поверхности. Верхний и нижний валки продавливают и деформируют лист в соответствии с профилем валков.
На следующем этапе осуществляют прием листа после его этапа гофрирования на подающий стол 6 и перемещают гофрированный лист посредством транспортировочной поверхности стола на следующий этап обработки.
Далее, осуществляют подачу посредством вращающихся роликов, двух боковых полок в виде квадратной трубы и нижнего профиля панели и гофрированного листа в зону обработки. Выравнивают в плоскости полки и гофрированный лист и осуществляют их стыковку между собой. Далее, осуществляют сварку данных элементов между собой сплошным швом сварочными аппаратами, которые перемещаются из области устройства 3.
На заключительном этапе способа перемещают посредством множества поперечных валов готовые гофрированные панели контейнера на подвижный стол 8, штабелируют их в стопки по 6 штук и транспортируют на выход.
Пример 2
Способ изготовления гофрированной панели контейнера состоит в том, что на первом этапе с оси устройства 1 для разматывания рулонов посредством электрического привода осуществляют разматывание рулонов с общей шириной 2,0 метра (2 рулона по 100 см).
Далее, пропускают листы через вращающиеся валы устройства 2 вальцевания рулонов, для осуществления их распрямления в ровную листовую горизонтальную форму. При этом в процессе вальцевания два листа предварительно стыкуют по горизонтальной плоскости краев между собой в одну панель.
На следующем этапе на устройстве 3 для стыковки и продольной сварки листы окончательно выравниваются и стыкуются между собой в одну горизонтальную плоскость посредством выравнивающих механизмов на основе подвижных роликов.
Осуществляют прижим и фиксацию листов посредством прижимных пластин.
Осуществляют сварку состыкованных краев сплошным швом с обеспечением полной герметичности.
Посредством поперечного ножа 4 осуществляют нарезание листов поперек длины на длину 9,8 метров. В качестве поперечного ножа использован промышленный лазер для отрезания.
Далее, пропускают нарезанный лист через верхний и нижний профилированные валки устройства гофрирования листа 5, что приводит к гофрированию листа по всей поверхности. Верхний и нижний валки продавливают и деформируют лист в соответствии с профилем валков.
На следующем этапе осуществляют прием листа после его этапа гофрирования на подающий стол 6 и перемещают гофрированный лист посредством транспортировочной поверхности стола на следующий этап обработки.
Далее, осуществляют подачу посредством вращающихся роликов, двух боковых полок в виде опорных шпунтов и гофрированного листа в зону обработки. Выравнивают в плоскости полки и гофрированный лист и осуществляют их стыковку между собой. Далее, осуществляют сварку данных элементов между собой сплошным швом отдельными сварочными аппаратами.
На заключительном этапе способа перемещают посредством транспортирующей ленты готовые гофрированные панели контейнера на подвижный стол 8, штабелируют их в стопки по 8 штук и транспортируют на выход.
Предложенная группа изобретений обеспечивает упрощение и оптимизацию изготовления гофрированной панели контейнера заданной длины и ширины в один цикл, повышение точности изготовления готовой гофрированной панели контейнера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Крупнотоннажный контейнер | 2021 |
|
RU2759066C1 |
| Крупнотоннажный сборно-разборный контейнер | 2021 |
|
RU2761314C1 |
| Панель ограждения | 1988 |
|
SU1555449A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ТИПА "СЭНДВИЧ" С КОМБИНИРОВАННЫМ УТЕПЛИТЕЛЕМ | 2007 |
|
RU2346119C2 |
| Способ рулонирования стальных профилированных листов | 1989 |
|
SU1622549A1 |
| УСТРОЙСТВО ОБРАБОТКИ ГОФРИРОВАННЫХ ЛИСТОВ | 2016 |
|
RU2731348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| Способ гофрирования | 2024 |
|
RU2841402C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765704C2 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ ШТУЧНЫХ ГРУЗОВ И СТАЛЬНОГО МЕТАЛЛОПРОКАТА В ВИДЕ РУЛОНОВ И ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2019 |
|
RU2706926C1 |
Изобретение относится к области изготовления металлоконструкций, в особенности металлоконструкций для изготовления гофрированной панели сборно-разборного контейнера для перевозки грузов различным видом транспорта: морским, автомобильным, железнодорожным и пр. Изобретение раскрывает линию по производству гофрированной панели контейнера, способ изготовления гофрированной панели контейнера и панель, выполненную в соответствии с данным способом. Линия по производству гофрированной панели контейнера включает последовательно расположенные: устройство разматывания рулонов, включающее ось для размещения на ней рулонов с общей шириной до 3 метров, устройство вальцевания рулонов, включающее вращающиеся валы, обеспечивающие распрямление листов в ровную листовую горизонтальную форму с предварительной стыковкой по горизонтальной плоскости краев листов между собой в одну панель, устройство для стыковки и продольной сварки листа, где листы окончательно выравниваются и стыкуются между собой в одну плоскость и осуществляется сварка состыкованных краев сплошными швами с обеспечением полной герметичности, устройство нарезки листов, включающее поперечный нож, выполненный с возможностью нарезания листов поперек длины на заданный размер, устройство гофрирования листа, включающее верхний и нижний профилированные валки, обеспечивающие пропускание листа между ними и его гофрирование, подающий стол, имеющий транспортировочную поверхность и обеспечивающий прием листа после его гофрирования и перемещение на следующий этап обработки, устройство сборки и сварки панелей с боковыми полками, включающее подачу по меньшей мере одной боковой полки и гофрированного листа, их выравнивание в плоскости и стыковку между собой и сварку элементов между собой сплошным швом, транспортер-штабелер готовых панелей, включающий подвижный стол-транспортер, обеспечивающий прием готовых изделий, их штабелирование в стопки и транспортировку стопок на выход. Техническим результатом является упрощение и оптимизация изготовления гофрированной панели контейнера заданной длины и ширины в один цикл, повышение точности изготовления готовой гофрированной панели контейнера. 3 н. и 8 з.п. ф-лы, 3 ил.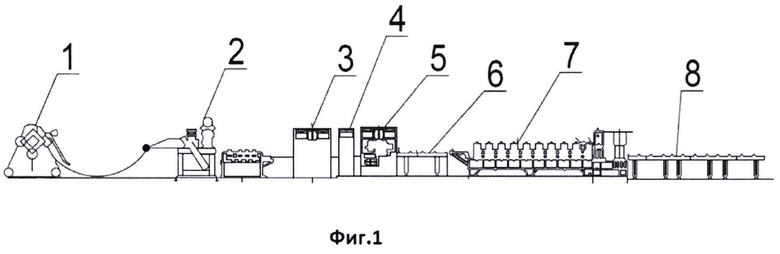
1. Линия по производству гофрированной панели контейнера, характеризующаяся тем, что включает последовательно расположенные:
- устройство разматывания рулонов, включающее ось для размещения на ней рулонов с общей шириной до 3 метров,
- устройство вальцевания рулонов, включающее вращающиеся валы, обеспечивающие распрямление листов в ровную листовую горизонтальную форму с предварительной стыковкой по горизонтальной плоскости краев листов между собой в одну панель,
- устройство для стыковки и продольной сварки листа, где листы окончательно выравниваются и стыкуются между собой в одну плоскость и осуществляется сварка состыкованных краев сплошными швами с обеспечением полной герметичности,
- устройство нарезки листов, включающее поперечный нож, выполненный с возможностью нарезания листов поперек длины на заданный размер,
- устройство гофрирования листа, включающее верхний и нижний профилированные валки, обеспечивающие пропускание листа между ними и его гофрирование,
- подающий стол, имеющий транспортировочную поверхность и обеспечивающий прием листа после его гофрирования и перемещение на следующий этап обработки,
- устройство сборки и сварки панелей с боковыми полками, выполненное с возможностью подачи по меньшей мере одной боковой полки и гофрированного листа к месту обработки, их выравнивание в плоскости и стыковку между собой и сварку элементов между собой сплошным швом,
- транспортер-штабелер готовых панелей, включающий подвижный стол-транспортер, обеспечивающий прием готовых изделий их штабелирование в стопки и транспортировку стопок на выход.
2. Линия по производству гофрированной панели контейнера по п. 1, характеризующаяся тем, что устройство для стыковки выполнено в виде боковых подвижных направляющих опор, выполненных с возможностью их перемещения по ширине для выравнивания и стыковки листов.
3. Линия по производству гофрированной панели контейнера по п. 1, характеризующаяся тем, что устройство для стыковки включает механизмы прижатия листа.
4. Линия по производству гофрированной панели контейнера по п. 1, характеризующаяся тем, что устройство для стыковки включает датчики, контролирующие точность стыковки листов и наличие/отсутствие пропусков в местах сварочного шва.
5. Линия по производству гофрированной панели контейнера по п. 4, характеризующаяся тем, что датчики выполнены в виде световых фотодатчиков.
6. Линия по производству гофрированной панели контейнера по п. 1, характеризующаяся тем, что поперечный нож устройства нарезки листов выполнен в виде дискового вращающегося ножа.
7. Линия по производству гофрированной панели контейнера по п. 1, характеризующаяся тем, что подающий стол и подвижный стол транспортера-штабелера выполнены в виде множества поперечных валов.
8. Линия по производству гофрированной панели контейнера, характеризующаяся тем, что подающий стол и подвижный стол транспортера-штабелера выполнены в виде транспортирующей ленты.
9. Способ изготовления гофрированной панели контейнера на линии по п. 1, характеризующийся тем, что включает следующие этапы:
- с оси устройства для разматывания рулонов осуществляют разматывание рулонов с общей шириной до 3 метров,
- пропускают листы через вращающиеся валы устройства вальцевания рулонов, для их распрямления в ровную листовую горизонтальную форму, при этом листы предварительно стыкуют по горизонтальной плоскости краев между собой в одну панель,
- на устройстве для стыковки и продольной сварки листы окончательно выравниваются и стыкуются между собой в одну горизонтальную плоскость и далее, осуществляют сварку состыкованных краев сплошными швами с обеспечением полной герметичности,
- посредством поперечного ножа осуществляют нарезание листов поперек длины на заданный размер,
- пропускают нарезанные листы через верхний и нижний профилированные валки устройства гофрирования листа и осуществляют его гофрирование по всей поверхности,
- перемещают гофрированный лист на подающий стол, с которого посредством транспортировочной поверхности стола перемещают лист на следующий этап обработки,
- осуществляют подачу к месту обработки по меньшей мере одной боковой полки и гофрированного листа на следующий этап обработки, их выравнивание в плоскости, стыковку между собой и сварку элементов между собой сплошным швом,
- перемещают готовые гофрированные панели контейнера на подвижный стол, штабелируют их в стопки и транспортируют стопку на выход.
10. Гофрированная панель контейнера, изготовленная в соответствии со способом по п. 9, характеризующаяся тем, что включает гофрированный лист, сваренный сплошным сварочным швом по меньшей мере из двух листов, и содержащая по меньшей мере одну боковую полку.
11. Гофрированная панель контейнера по п. 10, характеризующаяся тем, что боковая полка гофрированной панели контейнера может представлять собой боковые шпунты или квадратную трубу и/или нижний профиль панели.
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| CN 109772967 A, 21.05.2019 | |||
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Пылесос для врубовой машины | 1932 |
|
SU40928A1 |

