Группа изобретений в целом относится к области химического машиностроения, более точно - к устройствам для 3D-печати. Представляет собой конструкцию, разборную форму для химической сварки пластиковых прутков.
Использование заявленного технического решения обеспечивает возможность повышения эффективности расхода материала при 3D-печати, ускорение процесса разработки пластиковых моделей, для которых требуется большой объем расходуемого материала.
На дату подачи настоящей заявки известно, что соединение пластиковых прутков для 3D-печати производится путем нагрева двух прутков до температуры плавления, расплавления их и последующего соединения, например, сваркой [https://3dtoday.ru/blogs/vblysh/welding-pieces-of-filament].
Недостатками известного метода является:
- отсутствие возможности быстрого соединения большого числа прутков, обусловленное тем, что каждый сваренный пруток приходиться протягивать целиком через устройство для сварки;
- отсутствие возможности соединять разные типы полимерных материалов за один заход, так как имеется проблема разности температур плавления пластиков.
Выявленные заявителем из исследованного уровня техники технические решения не решают эти проблемы в полной мере.
Известно изобретение по патенту RU № 2503540 «Способ соединения сваркой трубы с муфтовым элементом, изготовленных из термопластичного материала, и узел сварного соединения, полученный этим способом». Сущностью является способ соединения сваркой трубы с муфтовым элементом, изготовленных из термопластичного материала, включающий установку в привариваемый конец трубы гильзы, выполненной тонкостенной в виде отрезка трубы с отогнутым наружу буртиком по одному из торцов, высота которого не превышает толщину трубы, и изготовленную из материала, сохраняющего несущие свойства при температуре, превышающей температуру плавления термопластичного материала трубы и муфтового элемента, до упора буртиком в торец конца трубы, одновременный нагрев участка наружной поверхности трубы и участка внутренней поверхности муфтового элемента с использованием закрепленных на нагревателе сварочных насадок до расплавления термопластичного материала на поверхностях указанных участков, последующее снятие конца трубы и муфтового элемента со сварочных насадок и их сопряжение друг с другом упомянутыми участками с расплавленным на поверхностях термопластичным материалом путем установки конца трубы внутрь полости муфтового элемента, заключительную выдержку соединенных конца трубы и муфтового элемента до отверждения расплавленного термопластичного материала с образованием зоны сварки муфтового элемента с концом трубы. Узел сварного соединения трубы с муфтовым элементом, изготовленных из термопластичного материала, включающий гильзу, выполненную в виде отрезка тонкостенной трубы с отогнутым наружу буртиком по одному из торцов, высота которого не превышает толщину трубы, и изготовленную из материала, сохраняющего несущие свойства при температуре, превышающей температуру плавления термопластичного материала трубы и муфтового элемента, при этом гильза вставлена внутрь конца трубы до упора буртиком в его торец, а конец трубы вставлен внутрь муфтового элемента с образованием на участке сопряжения части внутренней поверхности муфтового элемента с частью наружной поверхности конца трубы зоны сварки муфтового элемента с концом трубы, причем длина гильзы больше длины указанной зоны сварки.
Таким образом, известное техническое решение позволяет соединять пластиковые трубы путем одновременного диффузионного нагрева концов труб и последующего соединения их вручную.
Недостатками известного технического решения является:
- отсутствие возможности соединять разные типы полимерных материалов,
- большие габариты устройства,
- невысокая точность соединения,
- после сваривания получается неровный сварной шов, который требует последующей обработки.
Известен полуавтоматический спайщик прутка, устройство для соединения пластиковых прутков путем одновременного нагрева обоих концов в устройстве [https://3deshnik.ru/forum/viewtopic.php?f=37&t=1127]. Сущностью является полуавтоматический спайщик прутка, сложный по своей сути механизм, который соединяет прутки внутри с помощью нагрева, нагревательным элементом, причем нагревательный элемент, один на два прутка, процесс нагрева происходит одновременно для обоих прутков. После чего расплавленные прутки свариваются концами друг с другом.
Недостатком известного технического решения является отсутствие возможности спайки разных видов пластика, а также отсутствие возможности продолжить работы по соединения прутков без протяжки всего прутка через устройство, что увеличивает время соединения.
Известно изобретение по патенту KR101943626B1 «Соединитель нити». Сущностью является устройство для соединения пластиковых прутков путем одновременного нагрева обоих концов в устройстве. Содержит нижнюю крышку, образующую нижнюю внешнюю часть и верхнюю крышку, предусмотренную на верхней стороне нижней крышки для образования верхней внешней поверхности, один конец которой соединен с нижней крышкой шарниром. Имеется возвратный элемент, который подпружинивает верхнюю и нижнюю крышку относительно друг друга. Опорный блок и прижимной блок предусмотрены в нижней крышке и верхней крышке, соответственно, и имеют форму, симметричную друг другу, чтобы поддерживать пару нитей для размещения и соединения друг с другом. Нагревательные блоки предусмотрены в опорном блоке и прижимном блоке, соответственно, так что пара нитей и расплавляются, и объединяются друг с другом посредством приложения тепла к паре нитей). Одна или несколько пар нитей, предусмотренных на одной стороне опорного блока и размещенных в опорном блоке или прижимном блоке, поскольку опорный блок и прижимной блок расположены близко друг к другу. Средства управления для принуждения к контакту друг с другом. Они предусмотрены на одной стороне верхней крышки, нагревательного блока для управления теплом, подводимым к средству управления, отличающийся тем, что он имеет конфигурацию, содержащую соединитель нити.
Недостатками известного технического решения является:
- отсутствие возможности соединения прутков из разных видов пластика;
- достаточно сложная техническая часть устройства.
Техническим результатом заявленного технического решения является устранение недостатков аналогов, а именно, позволяющего достигнуть:
1. Возможность соединения прутков из разных видов пластиков.
2. Повышение эффективности и скорости работ по соединению прутков вследствие отсутствия необходимости протяжки всего прутка через устройство.
3. Уменьшение безвозвратных отходов при процессе 3D-прототипирования.
4. Упрощение технической части устройства.
При этом после сваривания получается ровный сварной шов, который не требует последующей обработки.
Сущностью заявленного технического решения является устройство для химической сварки пластиковых прутков для 3D-печати, содержащее разборный корпус, состоящий из идентичных верхней и нижней частей, в которых выполнено по два желоба полукруглого сечения, образующих при соединении верхней и нижней частей корпуса параллельные сквозные каналы цилиндрической формы, при этом в желоба вложены тефлоновые вкладыши полукруглого сечения, образующие при соединении верхней и нижней частей корпуса цилиндры с возможностью размещения и соединения в них пластиковых прутков соответствующего диаметра, причем в верхней и нижней частях корпуса в противоположных углах выполнены по два штифта и по два отверстия для фиксации штифтов другой части корпуса. Способ химической сварки пластиковых прутков для 3D-печати посредством устройства по п.1, заключающийся в том, что два пластиковых прутка из одинакового или разного вида пластика помещают одним концом в растворитель, выдерживают до размягчения, а затем помещают в тефлоновые вкладыши каналов соответствующего диаметра в зависимости от диаметров сечения прутков размягченными кончиками навстречу друг другу, после чего прутки проталкивают ручным способом до тех пор, пока кончики не соединятся внутри канала и не проникнут друг в друга, образуя стык, и выдерживают до застывания стыка, затем устройство разбирают, для чего вынимают штифты из отверстий для фиксации штифтов, а соединенные пластиковые прутки извлекают.
Заявленное техническое решение иллюстрируется Фиг.1 – Фиг.6.
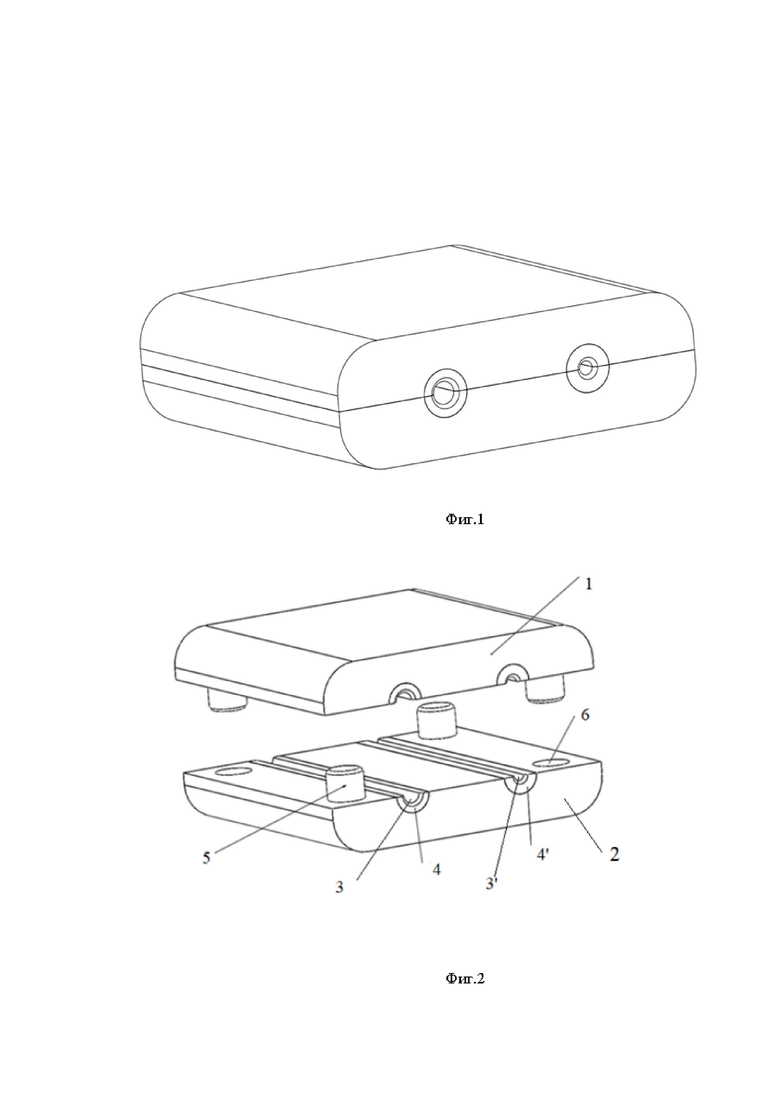
На Фиг.1 представлено изображение заявленного устройства (общий вид).
На Фиг. 2 представлено изображение заявленного устройства в разобранном виде для осуществления процесса спайки.
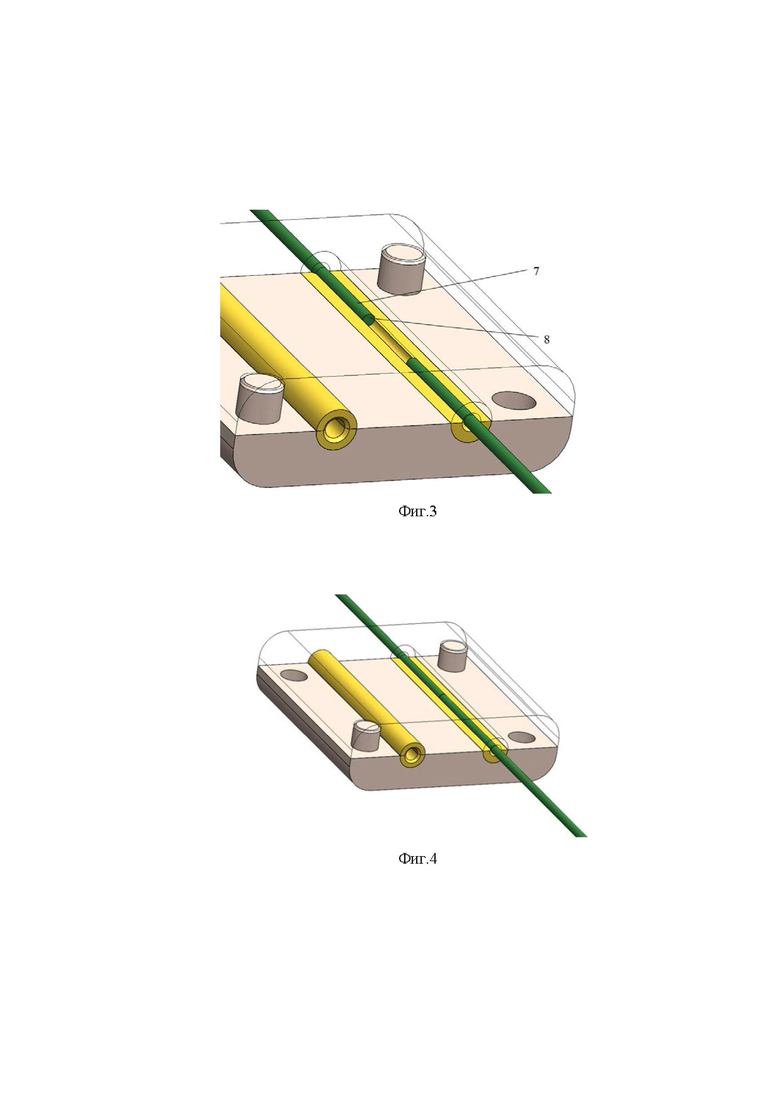
На Фиг. 3 представлено расположение спаиваемых прутков внутри устройства перед соединением.
На Фиг. 4 представлено расположение прутков внутри устройства после соединения.
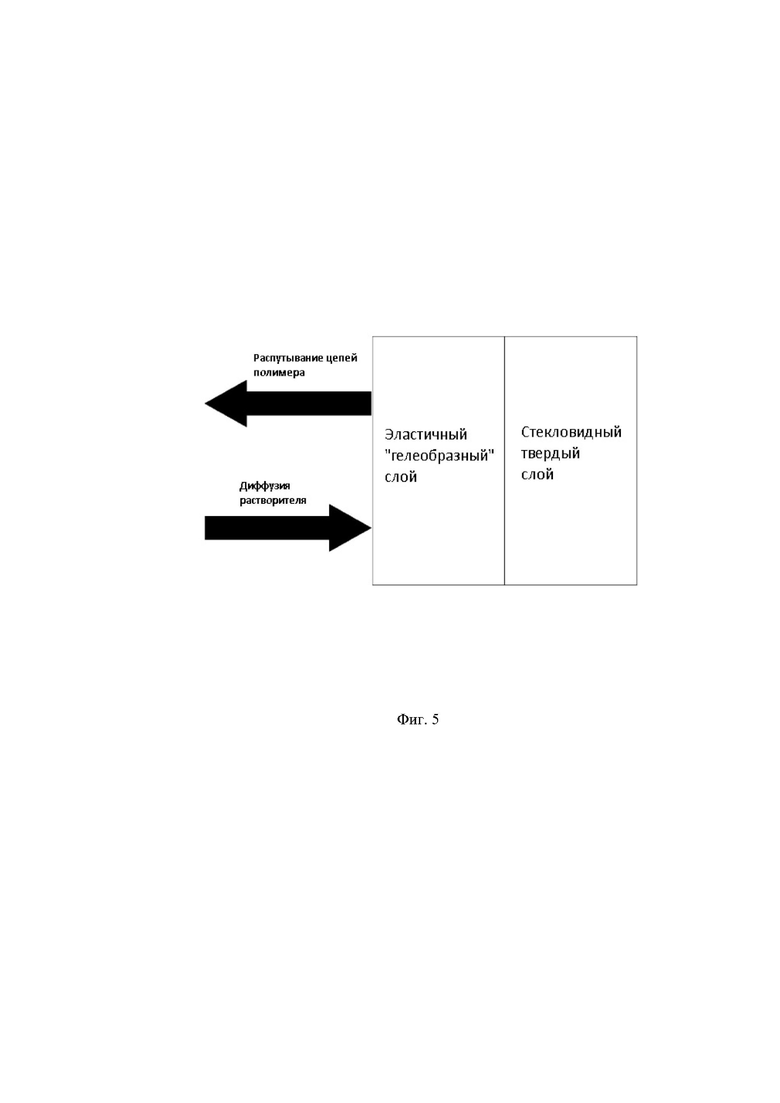
На Фиг. 5 представлен принцип метода химической сварки.
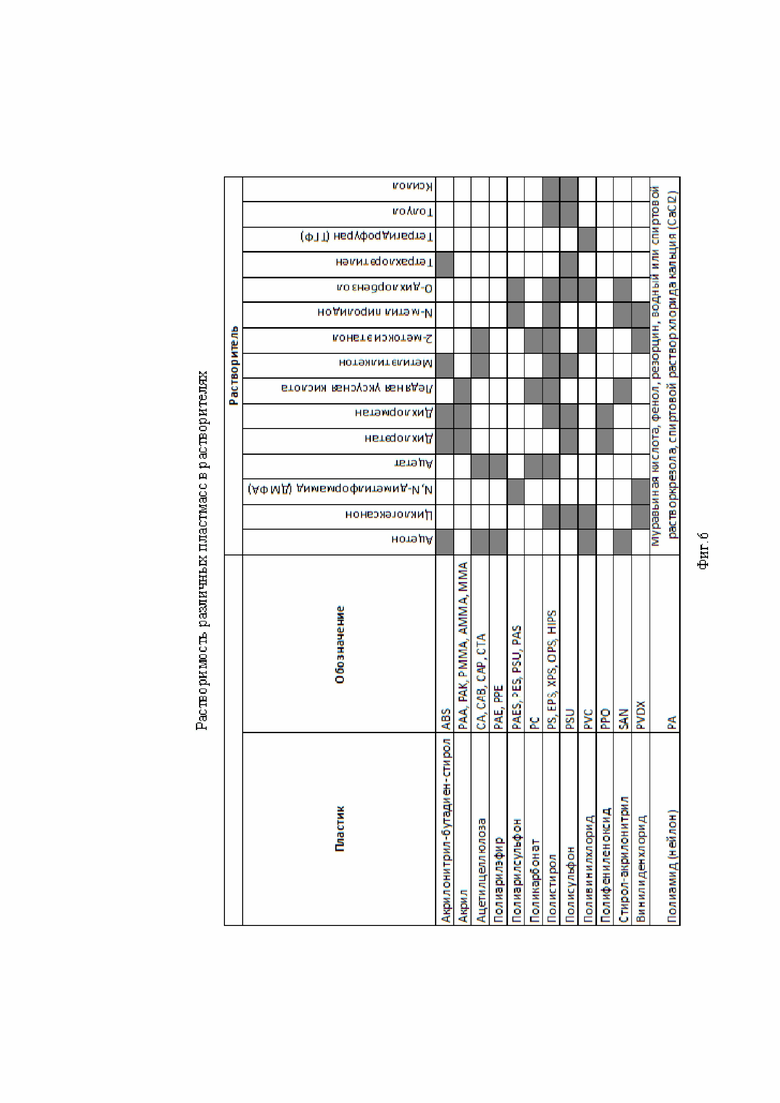
На Фиг. 6 представлена Таблица, в которой приведена растворимость различных пластмасс в растворителях.
Позиции на Фигурах обозначают:
1 – верхняя часть корпуса;
2 – нижняя часть корпуса;
3, 3’ – каналы;
4, 4’ – тефлоновые вкладыши;
5 – штифт;
6 – отверстия для фиксации штифтов;
7 – пластиковый пруток (филамент) (далее - пруток);
8 – конец прутка.
Далее заявителем приведено описание заявленного технического решения.
Как показала практика использования 3D-принтера и аддитивного производства, а именно - печати на FDM принтерах, имеется проблема с печатью больших моделей без остановки при смене прутка для печати, а также проблема соединения между собой остатков прутка для печати (в целях экономии материала). В настоящее время имеется возможность остановки печати, замены источника материала для печати и последующей пуск печати. Так же есть возможность соединить прутки путем расплавления в соединителе прутка, который использует термическое расплавления материала и последующее соединение нагретого расплавленного материала. Однако известный метод не предусматривает соединение прутков из разных видов пластика, так как при термической сварке происходит одновременный нагрев до температуры плавления пластика, а так как разные виды пластиков имеют разные температуры плавления, не удается добиться приемлемого качества сварного шва, при соединении прутков, в основах которых лежат разные виды пластиков. Также конструкция прототипа сложная и имеет множество деталей, что влечет за собой сложности при производстве.
Все эти недостатки не позволяют произвести качественное соединение прутков.
Заявленное техническое решение позволяет решить сразу несколько проблем, достигая при этом заявленный технический результат, а именно - соединение прутков из разных видов пластиков путем химического расплавления материала прутка, не затрачивая время на протяжку всего прутка.
При этом уменьшается количество безвозвратных отходов путем возможности соединения небольших по длине остатков прутков, так как при окончании 3D-печати остаются остатки пластиковых прутков различной длины, слишком коротких для печати целой модели.
При этом заявленное устройство просто в изготовлении и использовании.
В заявленном техническом решении используют известный метод химической сварки (Фиг.5) [https://ru.wikipedia.org/wiki/Сварка_пластмасс]. Химическая сварка пластика - это процесс объединения размягченных с помощью растворителей поверхностей пластмассы. Растворитель временно переводит полимер в «разреженное» состояние при комнатной температуре. При этом полимерные цепи могут свободно перемещаться в жидкости и смешиваться с другими такими же растворенными полимерными цепями. По прошествии некоторого, довольно короткого, времени растворитель за счет диффузии и испарения мигрирует из полимера в окружающую среду, при этом полимерные цепи уплотняются (упаковываются) и теряют свою подвижность. Застывший клубок спутанных цепей полимеров является сварным швом при химической сварке.
При этом для разных видов пластиков необходимо использовать различные растворители. Таблица растворения пластиков приведена на Фиг.6.
При использовании заявленного устройства возможно соединять разные виды пластиков, чего нельзя достичь при соединении известными способами, например, методом нагрева, так как разные виды пластиков имеют разную температуру плавления, из-за этого один пруток будет иметь недостаточную температуру, а другой уже будет перегрет.
Соединение концов прутков достигают путем их предварительного выдерживания в соответствующем растворителе, расплавляющем (размягчающем) материал используемых прутков (Таблица на Фиг.6). Затем расплавленные размягченные концы прутков ручным способом соединяют внутри заявленного устройства путем сдвигания навстречу друг другу.
При этом во время соединения расплавленные, свободно перемещающиеся полимерные цепи пластикового материала одного прутка смешиваются с размягченными цепями другого прутка, застывают и образуют сварной шов (Фиг.5).
Далее заявителем приведено детальное описание заявленного устройства.
Конструкция заявленного устройства проста и позволяет производить процесс химической сварки быстрее, чем у известных аналогов, что сокращает время при использовании заявленного устройства в аддитивном производстве.
Устройство состоит из двух быстро соединяемых и разъединяемых частей, что позволяет ускорить работу по соединению прутков. При этом отсутствует необходимость протягивать весь пруток через устройство. В заявленном устройстве возможно сразу после соединения быстро разобрать форму, достать соединенный пруток и сразу же соединять следующие прутки. Указанное - ускоряет процесс сварки.
При этом разборная конструкция и использование метода химической сварки дает возможность соединять последовательно прутки, имеющие разные типы пластиков и различные диаметры.
Далее приведено описание конструкции заявленного устройства.
Заявленное устройство выполнено, например, из металла или пластика, и состоит из следующих конструктивных элементов (см. Фиг.1 - Фиг.4).
Корпус заявленного устройства выполнен разборным и содержит верхнюю часть 1 и нижнюю часть 2, при этом части 1 и 2 идентичны.
В верхней 1 и нижней 2 частях корпуса выполнены по два желоба полукруглого сечения, при соединении образующих параллельные сквозные каналы 3, 3’ цилиндрической формы.
В желоба вложены тефлоновые вкладыши 4, 4’ полукруглого сечения (одинакового или различного внутреннего диаметра в зависимости от диаметра соединяемых прутков), при соединении частей 1 и 2 образующие цилиндр с возможностью размещения и соединения в них прутков 7 соответствующего диаметра. Тефлоновые вкладыши 4, 4’ необходимы предотвращения налипания расплавленного пластика на стенки каналов 3, 3’. При этом тефлоновые вкладыши 4, 4’ возможно либо специально изготовить методом фрезерования, либо использовать известные готовые тефлоновые трубки, которые повсеместно используются в 3D-печати [https://www.promresurs.ru/catalog/ftoroplast_sterzhni_/].
В каждой части 1 и 2 корпуса в диаметрально противоположных углах выполнены по два штифта 5, и по два отверстия для фиксации штифтов 6 другой части корпуса. Штифты выполнены для исключения смещения частей корпуса относительно друг друга.
Заявленное устройство возможно изготовить, например, методами литья, фрезерования, 3D-печати и др.
Далее заявителем приведен заявленный способ использования заявленного устройства.
Собирают заявленное устройство, для чего вставляют штифты 5 верхней крышки в отверстия для фиксации штифтов 6 нижней крышки.
Берут два прутка 7 (филамента) из одинакового или разного вида пластика, помещают их одним концом 8 в соответствующий растворитель (см. Таблицу на Фиг.6), выдерживают до размягчения, определяемого визуально.
Затем прутки помещают в тефлоновый вкладыш 4 или 4’, соответствующего канала 3 или 3’ в зависимости от диаметра сечения прутка, размягченными кончиками 8 навстречу друг другу, и проталкивают ручным способом до тех пор, пока кончики 8 не соединятся внутри канала и не проникнут друг в друга, образуя стык. Выдерживают до застывания стыка.
Затем устройство разбирают, разделяя верхнюю 1 и нижнюю 2 части, для чего вынимают штифты 5 из отверстий для фиксации штифтов 6, соединенный пруток извлекают.
Процедуру повторяют для следующей партии прутков.
Далее заявителем приведены примеры осуществления заявленного технического решения.
Пример 1. Соединение прутков из акрилонитрил-бутадиен-стирола.
Собрали заявленное устройство, для чего вставили штифты 5 верхней крышки в отверстия для фиксации штифтов 6 нижней крышки.
Взяли два прутка (филамента), например, диаметром 1.75 мм, из одинакового вида пластика, например, из акрилонитрил-бутадиен-стирола, один длиной, например, 60 см, другой длиной, например, 90 см, поместили их одним концом 8, например, в ацетон, выдержали до размягчения, определяемого визуально, например, 5 сек.
Затем прутки поместили в тефлоновый вкладыш 4 заявленного устройства внутренним диаметром 1.75 мм, соответствующим диаметру прутка, размягченными кончиками 8 навстречу друг другу, и протолкнули ручным способом до тех пор, пока кончики 8 не соединились внутри канала и не проникли друг в друга, образуя стык. Выдержали до застывания стыка, например, 10 сек.
Затем устройство разобрали, разделяя верхнюю 1 и нижнюю 2 части, для чего вынули штифты 5 из отверстий для фиксации штифтов 6, соединенный пруток извлекли.
Получили ровный и гладкий сварной шов.
Время процедуры составило 20 сек.
Пример 2. Соединение прутков из акрилонитрил-бутадиен-стирола и ацетилцеллюлозы.
Собрали заявленное устройство, для чего вставили штифты верхней крышки в отверстия для фиксации штифтов нижней крышки.
Взяли два прутка (филамента), например, диаметром 2.85 мм, из разного вида пластиков, один, например, из акрилонитрил-бутадиен-стирола, длиной, например, 7 м, второй, например, из ацетилцеллюлозы длиной, например, 4 м. Поместили первый пруток одним концом, например, в дихлорэтан, второй в метилэтилкетон, выдержали до размягчения, определяемого визуально, например, 10 сек.
Затем прутки поместили в тефлоновый вкладыш 4’ заявленного устройства внутренним диаметром 2.85 мм, соответствующим диаметру прутка, размягченными кончиками 8 навстречу друг другу, и протолкнули ручным способом до тех пор, пока кончики 8 не соединились внутри канала и не проникли друг в друга, образуя стык. Выдержали до застывания стыка, например, 15 сек.
Затем устройство разобрали, разделяя верхнюю 1 и нижнюю 2 части, для чего вынули штифты 5 из отверстий для фиксации штифтов 6, соединенный пруток извлекли.
Получили ровный и гладкий сварной шов.
Время процедуры составило 30 сек.
Таким образом, из описанного выше можно сделать вывод, что заявителем достигнут заявленный технический результат, а именно, разработано устройство и способ его использования, устраняющие недостатки аналогов, а именно, позволившие достигнуть (см. Примеры 1 - 2, Фиг. 1 - 6):
1. Возможность соединения прутков из разных видов пластиков.
2. Повышение эффективности и скорости работ по соединению прутков вследствие отсутствия необходимости протяжки всего прутка через устройство.
3. Уменьшение безвозвратных отходов при процессе 3D-прототипирования вследствие возможности сваривания прутков различной длины, в том числе небольшой.
4. Упрощение технической части устройства, так как заявленная конструкция отличается простотой изготовления и использования.
При этом после сваривания получен ровный сварной шов, который не требует последующей обработки.
Заявленное техническое решение удовлетворяет условию патентоспособости «новизна», предъявляемому к изобретениям, так как в результате анализа уровня техники не заявителем не обнаружено средство, которому присущи признаки, идентичные (то есть совпадающие по исполняемой ими функции и форме выполнения этих признаков) всем признакам, перечисленным в независимом пункте формулы изобретения, включая характеристику назначения.
Заявленное техническое решение удовлетворяет условию патентоспособости «изобретательский уровень», предъявляемому к изобретениям, т.к. оно не является очевидным для специалиста в данной области техники.
Заявленное техническое решение соответствует условию патентоспособности «промышленная применимость», предъявляемому к изобретениям, так как заявленное техническое решение возможно реализовать в промышленности посредством применения известных из уровня техники материалов, оборудование и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тампон для сбора, нанесения, хранения и транспортировки химических или биологических материалов | 2020 |
|
RU2755764C1 |
| Способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, и устройство для его реализации | 2020 |
|
RU2751442C1 |
| Тампон для сбора и нанесения химо-, биоматериалов | 2020 |
|
RU2735989C1 |
| Медицинский термоконтейнер с поддержкой заданной температуры | 2022 |
|
RU2785192C1 |
| Способ изготовления медицинских изделий из пластика методом SLA технологии с градиентной засветкой | 2022 |
|
RU2787293C1 |
| Двойной экструдер с механизмом переключения активной печатающей головки 3D-принтера с возможностью электронной регулировки усилия прижима нити | 2021 |
|
RU2776864C1 |
| Способ изготовления тампона для сбора и нанесения химических или биологических материалов | 2020 |
|
RU2768168C1 |
| Хирургический тубус для защиты мягких тканей при эндоскопической эндоназальной хирургии основания черепа | 2021 |
|
RU2770992C1 |
| Интрамедуллярный расширяющийся стержень для остеосинтеза трубчатых костей c дополнительной стабилизацией | 2021 |
|
RU2766408C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
Группа изобретений относится к устройству для 3D-печати и способу сварки посредством такого устройства, которые могут найти применение в химическом машиностроении. Устройство для химической сварки пластиковых прутков для 3D-печати содержит разборный корпус, состоящий из верхней части и нижней части. Верхняя и нижняя части выполнены идентичными, при этом в верхней и нижней частях корпуса выполнены по два желоба полукруглого сечения, при соединении образующие параллельные сквозные каналы цилиндрической формы. В желоба вложены тефлоновые вкладыши полукруглого сечения, образующие при соединении верхней и нижней частей цилиндр с возможностью размещения и соединения в них пластиковых прутков соответствующего диаметра. В верхней и нижней частях корпуса в противоположных углах выполнены по два штифта и по два отверстия для фиксации штифтов другой части корпуса. Способ сварки заключается в том, что два пластиковых прутка из одинакового или разного вида пластика помещают одним концом в растворитель, выдерживают до размягчения, а затем помещают в тефлоновые вкладыши каналов соответствующего диаметра в зависимости от диаметров сечения прутков размягченными кончиками навстречу друг другу. Прутки проталкивают до тех пор, пока их кончики не соединятся внутри канала и не проникнут друг в друга, образуя стык. После этого прутки выдерживают до застывания стыка. Затем устройство разбирают, для чего вынимают штифты из отверстий для фиксации штифтов, а соединенный пластиковый пруток извлекают. Устройство и способ обеспечивают повышение эффективности и скорости работ по соединению прутков, а также возможность соединения прутков из разных видов пластиков. 2 н.п. ф-лы, 6 ил.
1. Устройство для химической сварки пластиковых прутков для 3D-печати, содержащее разборный корпус, состоящий из идентичных верхней и нижней частей, в которых выполнено по два желоба полукруглого сечения, образующих при соединении верхней и нижней частей корпуса параллельные сквозные каналы цилиндрической формы, при этом в желоба вложены тефлоновые вкладыши полукруглого сечения, образующие при соединении верхней и нижней частей корпуса цилиндры с возможностью размещения и соединения в них пластиковых прутков соответствующего диаметра, причем в верхней и нижней частях корпуса в противоположных углах выполнены по два штифта и по два отверстия для фиксации штифтов другой части корпуса.
2. Способ химической сварки пластиковых прутков для 3D-печати посредством устройства по п.1, заключающийся в том, что два пластиковых прутка из одинакового или разного вида пластика помещают одним концом в растворитель, выдерживают до размягчения, а затем помещают в тефлоновые вкладыши каналов соответствующего диаметра в зависимости от диаметров сечения прутков размягченными кончиками навстречу друг другу, после чего прутки проталкивают ручным способом до тех пор, пока кончики не соединятся внутри канала и не проникнут друг в друга, образуя стык, и выдерживают до застывания стыка, затем устройство разбирают, для чего вынимают штифты из отверстий для фиксации штифтов, а соединенные пластиковые прутки извлекают.
| KR 101943626 B1, 30.01.2019 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОК ИЗ НЕТКАНЫХ ПОЛОТЕН | 2011 |
|
RU2607747C1 |
| Инвелирная рейка | 1933 |
|
SU37865A1 |
| СПОСОБ ВЫПОЛНЕНИЯ НА МЕСТЕ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2244867C2 |
| СПОСОБ СОЕДИНЕНИЯ СВАРКОЙ ТРУБЫ С МУФТОВЫМ ЭЛЕМЕНТОМ, ИЗГОТОВЛЕННЫХ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, И УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2012 |
|
RU2503540C2 |

