Изобретение относится к области технологии струйной 3D-печати с использованием, по меньшей мере, двух сопел, а именно к экструдеру, предназначенному для выборочной подачи одной из двух нитей материала на рабочее поле 3D принтера, в процессе 3D печати различных изделий, с возможностью электронного управления усилием прижима для каждого из подаваемых прутков. Техническое решение может использоваться в изготовлении трехмерных моделей для научных исследований, образовании, инженерии, медицине и пр.
Из уровня техники известны аналогичные технические решения, сущность которых заключается в том, что раздаточная головка струйного 3D-принтера выдавливает на охлаждаемую платформу-основу капли разогретого термопластика (полимерного материала). Капли быстро застывают, формируя при этом слои будущего объекта.
Так, например, известно устройство 3D-принтера (US 7625200, опубликовано 01.12.2009), в котором печатающая головка струйного 3D принтера содержит выполненную в едином корпусе, подвижную платформу с размещенными на ней двумя соплами с нагревателями и механизм переключения сопел, положение которой определяется датчиком положения подвижной платформы и ограничивается позиционным ограничителем.
Недостатком известного устройства является то, что при осуществлении струйной 3D-печати одного изделия (одной модели) различными материалами (например, различных цветов или плотности) возникают перерывы в работе, вызванные тем, что печатать одновременно двумя и более материалами сопровождается вынужденным простоем (перерывом в работе) неактивных сопел головки принтера, что связано с необходимостью замены строительного материала (например, полимеры различных свойств) и его подготовки к работе, а именно разогрева одного сопла и нагрева другого. При использовании устройства оба сопла остаются нагретым, при этом из нерабочего сопла, находящегося в режиме простоя, будет течь пластик. Вытекающий пластик будет попадать на поле печати и тем самым нарушать рисунок печати. Также недостатком указанного устройства является то, что при перерывах в работе на сопле остается пластик, который во время простоя застывает и образуется облой, который при активации сопла мешает нагнетать печатающий материал и также нарушает рисунок печати.
Наиболее близким аналогом патентуемого решения является печатающая головка струйного 3D принтера (RU 161249, опубликовано 10.04.2016), содержащая выполненную в едином корпусе подвижную платформу с размещенными на ней двумя соплами с нагревателями и механизм переключения сопел, положение которой определяется датчиком положения подвижной платформы и ограничивается позиционным ограничителем, при этом печатающая головка струйного 3D принтера снабжена клапаном для сопел, выполненном с возможностью прогиба, обеспечивающим запирание одного из сопел и открывание другого при переключении сопел, при этом сопла выполнены с возможностью перемещения относительно клапана, который выполнен неподвижным. При переключении сопел печатающей головки модуль управления принтера включает мотор эксцентрика, который передает вращение на эксцентрик, подвижная платформа, траектория движения которой ограничивается и направляется направляющими роликами, приводится в движение вокруг оси осевого винта, в процессе перемещения подвижной платформы одно из сопел приводится в активное положение посредством расцепления ведомой шестерни приводимого в неактивное положение сопла с ведущей шестерней и зацепления ведомой шестерни приводимого в активное положение сопла.
Недостаток аналога заключается в том, что в его конструкции нет возможности регулирования усилия прижимной шестерни. Как известно, существует множество материалов для печати (в том числе и гибкие) которые обладают разной твёрдостью. Для успешной и бесперебойной подачи материала того или иного необходимо определённое усилие прижима.
Техническая проблема, решаемая предлагаемым устройством, заключается в расширении функционала системы контроля подачи с обеспечением возможности предварительной калибровки усилия прижима нити для печати новым материалом.
Поставленная задача решается применением в конструкции исполнительного привода переключения активной печатающей головки также и для электронного управления усилием прижима без механического воздействия на экструдер со стороны человека. Применение одного исполнительного привода и для переключения активной головки и для управления усилием прижима исключает добавление дополнительных приводов и не увеличивает вес экструдера.
Техническим результатом патентуемого изобретения является возможность управления степенью прижима прутка автоматически без ручной регулировки на самом экструдере при смене пластика, что позволяет наиболее эффективно использовать систему контроля подачи, обеспечивая возможность системе автоматически увеличивать усилие прижима прутка, при регистрировании проскальзывания материала.
Заявленный технический результат достигается за счет конструкции двойного экструдера печатающей головки 3D принтера, включающего основание, установленные на нем шаговый двигатель для подающего механизма и сервопривод для механизма, переключающего положение сопел и регулирующего усилие прижима материала, на основании шарнирно закреплены два прижимных рычага, соединенных между собой пружиной и на которых установлены ведомые подающие прижимные шестерни, между которыми установлена ведущая подающая шестерня, ось которой соединена с шаговым двигателем, при этом на оси шагового двигателя размещен подвижный маятник, на одном конце которого размещена изогнутая пластина с зубчатым краем, зацепляющимся с зубьями малой шестерни с осью, соединенной с сервоприводом, другой конец маятника выполнен скругленным и расположен в выемке вкладыша, встроенного в поворотную ось, на которой размещен радиатор термобарьеров, к которому крепятся сопла печатающих головок, в нижней части основания расположены гибкие неподвижные клапаны, обеспечивающие запирание одного из сопел и открывание другого при переключении сопел.
Далее решение поясняется ссылками на фигуры, на которых приведено следующее.
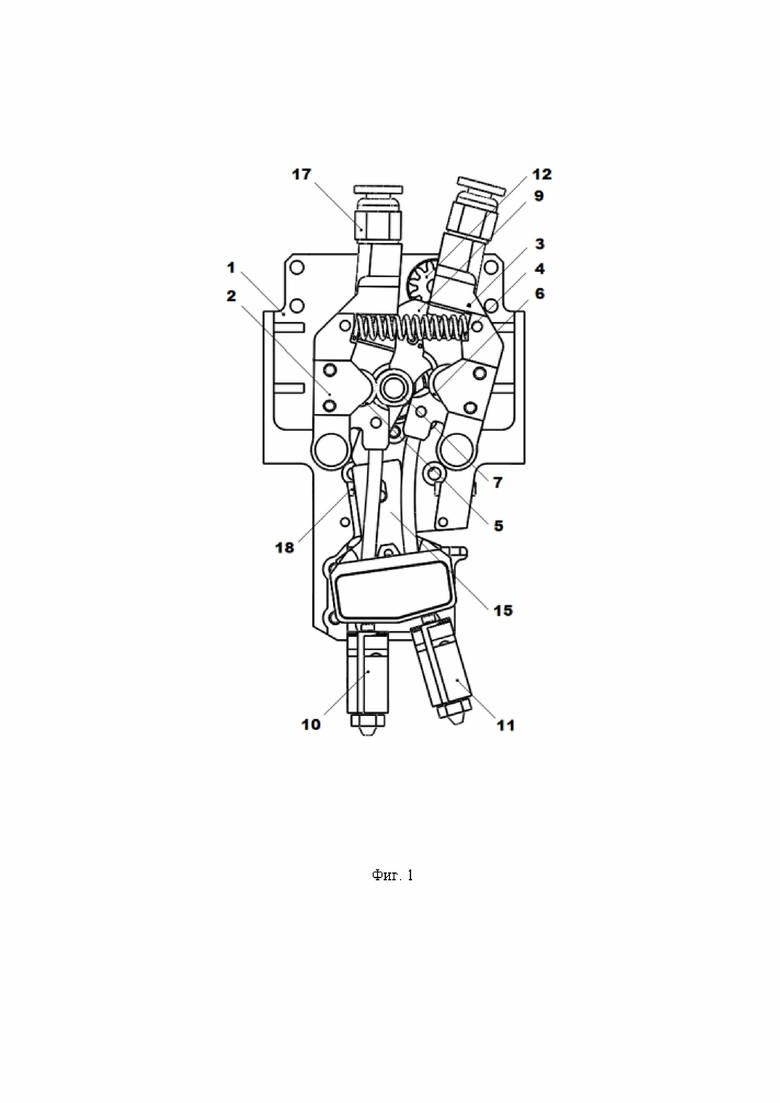
Фиг. 1 – вид двойного экструдера спереди.
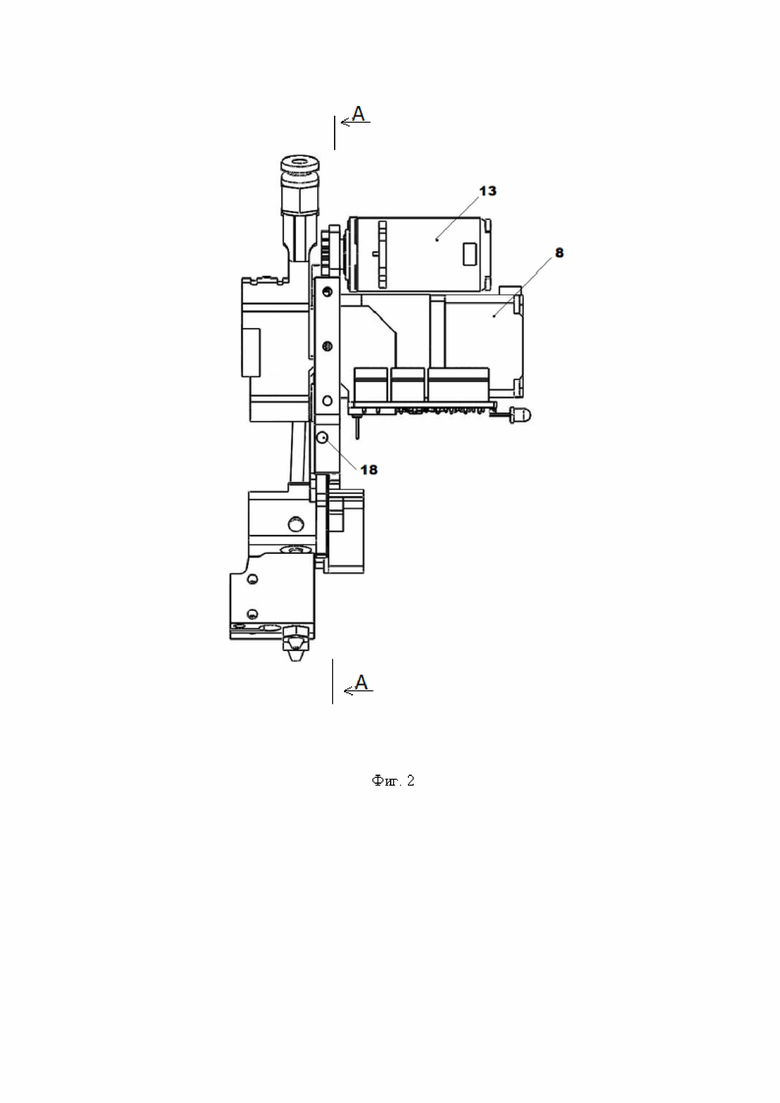
Фиг. 2 – вид двойного экструдера сбоку.
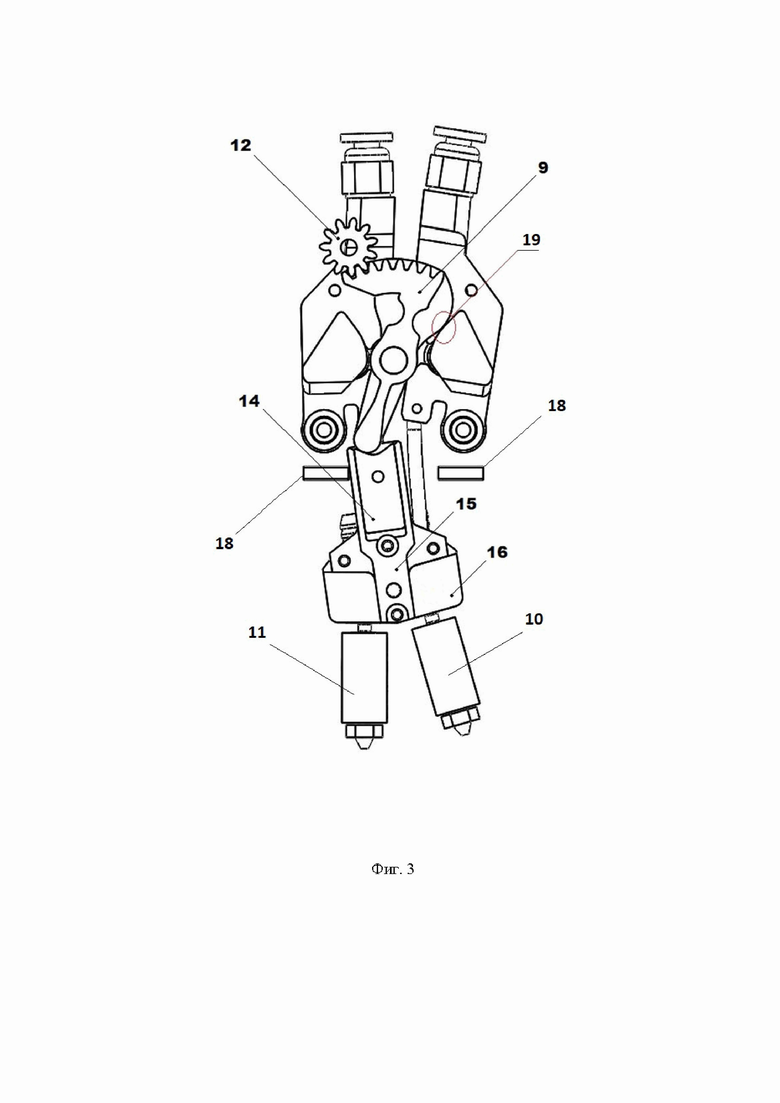
Фиг. 3 - вид двойного экструдера сзади в разрезе А-А с фиг.2 в положении левой активной головки.
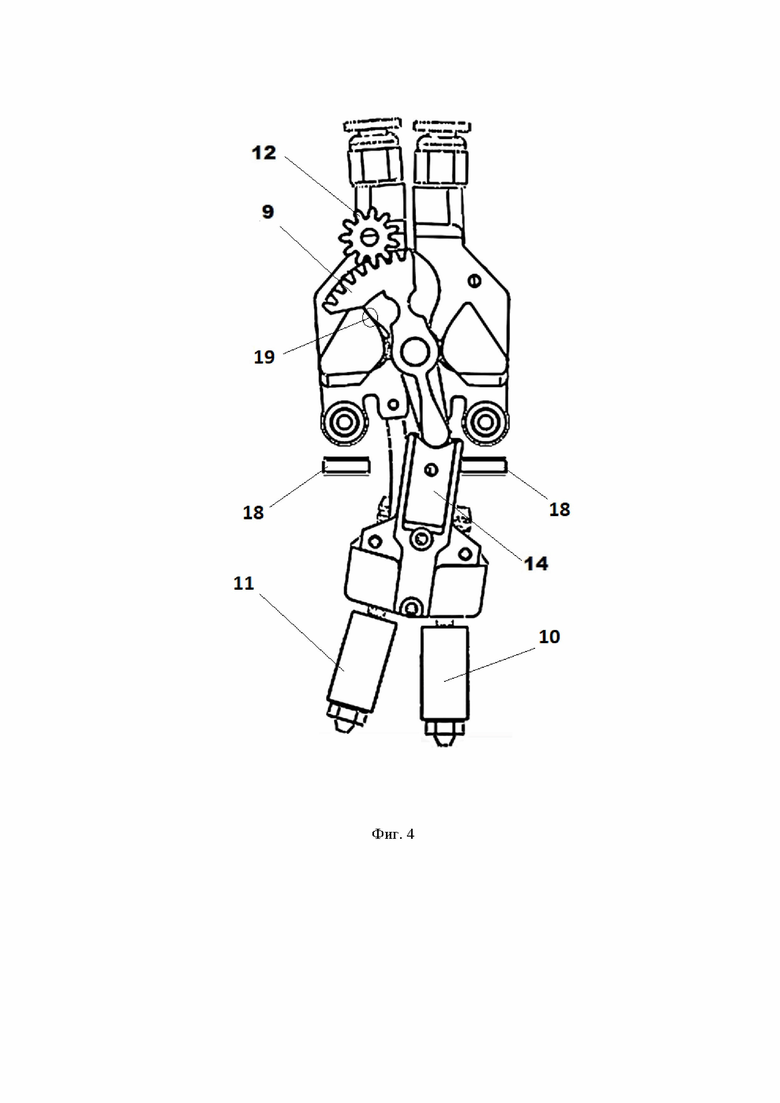
Фиг. 4 - вид двойного экструдера сзади в разрезе А-А с фиг.2 в положении правой активной головки.
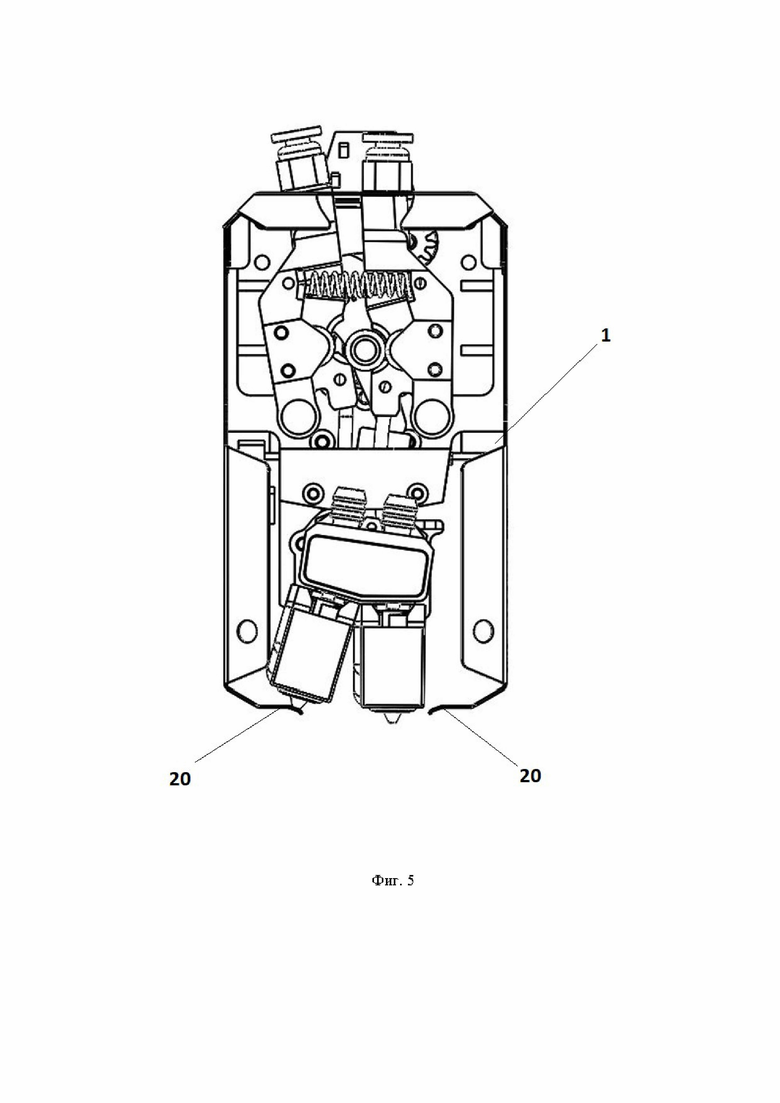
Фиг. 5 – вид двойного экструдера в корпусе.
Печатающая головка предназначена для послойного формирования объемных моделей из пластикового прутка. Послойное нанесение отверждающегося материала на создаваемую модель осуществляется через экструдер печатающей головки. Данный материал в виде намотанной на катушку нити поступает через дозатор в нагреватель, где он переходит в эластичное или пастообразное состояние, после чего под давлением, создаваемым дозатором, подается в сопло. В процессе работы 3D принтера может возникнуть необходимость смены материала. В заявленном устройстве данная задача решается посредством переключения с минимальным прерыванием процесса печатания, а также регулированием усилия прижима прутка между ведущей и ведомой шестерней экструдера.
Конструктивно, экструдер состоит из основания (1), двух шарнирно закрепленных на основании прижимных рычагов (2,3), соединенных пружиной (4), в которых установлены ведомые подающие прижимные шестерни (5,6), между которыми установлена ведущая подающая шестерня (7), ось которой соединена с валом шагового двигателя (8).
Механизм переключения сопел печатающей головки и механизм регулирования усилия прижима прутка между шестернями приводятся в действие посредством сервопривода и включает маятник (9). На одном конце маятника (9) размещена изогнутая пластина с зубчатым краем, зацепляющимся с зубьями малой шестерни (12) с осью, соединенной с сервоприводом. Маятник (9) установлен на оси шагового двигателя (8), но не связан с ней жёстко, он имеет возможность поворота вокруг этой оси, вне зависимости от положения вала шагового двигателя (8). Маятник (9) имеет скользящую посадку на валу шагового двигателя (8) и выполнен из антифрикционного материала, что позволяет свободно и без поджиманий вращаться маятнику (9) на оси ведущей шестерни (7), а также позволяет вращаться самой оси вместе с подающей шестернёй (7), не изменяя при этом положение маятника (9). Маятник (9) переключает положение печатающих головок (10,11), за счет приведения в движение малой шестернёй (12), управляемой сервоприводом (13). Другой конец маятника (9) выполнен скругленным и расположен в выемке вкладыша (14), с которым маятник (9) находится в скользящем контакте. Вкладыш (14) выполнен подвижным и подпружиненным и встроен в поворотную ось (15), на которой размещён радиатор термобарьеров (16), к которому крепятся печатающие головки (10, 11).
Вкладыш (14) выполнен подпружиненным для осуществления напряжения между поворотной осью (15) и маятником (9), что позволяет маятнику (9) занимать максимально возможное, крайнее положение (максимально влево, или максимально вправо) для обеспечения жёсткого положения сопла в пространстве. Кроме того, при переключении, благодаря этой пружине, на поворотную ось (15) действует сила, которая стремится повернуть ось в крайнее положение, а с другой стороны эта ось упирается в фиксирующий регулировочный винт (18). Изменяя вылет этого винта, удаётся настроить положение печатающей головки в пространстве. Таким образом при переключении активного сопла, печатающая головка всегда будет возвращена в своё первоначальное положение, что обеспечивает высокую точность при переключении.
Для подвода пластика к прижимным рычагам (2,3) используются быстроразъёмные штуцера (17). Переключение сопел печатающей головки происходит следующим образом. Маятник (9) вращается вокруг оси ведущей (центральной) шестерни (7) на определённый угол, который регулируется сервоприводом с шестернёй (12). Когда маятник (9) поворачивается, он воздействует на вкладыш (14) поворотной оси (15), надавливая на него и перемещая верхнее плечо поворотной оси за собой. Таким образом, поворотная ось (15) переключается на противоположную сторону, упираясь в противоположный регулировочный винт (18). За счёт этого первое сопло меняет своё положение и приподнимается, отходя чуть в сторону, а второе сопло, наоборот, опускается и встаёт вертикально. Угол положения каждой из печатающих головок возможно отрегулировать благодаря упорным винтам (18), в которые упирается верхняя часть поворотной оси (15), обеспечивая их вертикальное положение.
Маятник (9) в верхней части имеет расширение, боковые части расширенной части маятника входят в контакт с рычагами (2) или (3) в областях (19). Регулировка натяжения нити осуществляется путём поворота маятника (9), при помощи малой шестерни (12) в сторону крайнего положения (по часовой стрелке), обеспечивая смещение прижимного рычага (3) вправо, увеличивая степень растяжения пружины (4). Усилие на пружине (4) возрастает, тем самым увеличивая силу давления ведомой подающей прижимной шестерни (5) на пластиковый пруток. Маятник (9) имеет возможность дальнейшего поворота для увеличения натяжения пружины (4), благодаря скользящему зацеплению маятника (9) и поворотной оси (15) через подвижный подпружиненный вкладыш (14) с выемкой в верхней части. За счет скользящего контакта маятника с выемкой вкладыша, когда маятник (9) подвижен, поворотная ось (15), радиатор термобарьеров (16) и печатающие головки (10, 11) остаются неподвижными, только увеличивается натяжение пружины (4).
Для отключения неактивной головки и исключения вытекания из нее пластика в нижней части основания корпуса экструдера предусмотрены два гибких клапана (20). При переключении положения печатающих головок сопло неактивной головки поворачивается и заходит за язычок соответствующего клапана (20), тем самым запираясь (фиг.5).
Таким образом, один механизм используется и для переключения активной печатающей головки, и для управления усилием прижима без механического воздействия на экструдер со стороны человека, что делает двойной экструдер компактным и позволяет автоматически управлять прижимом прутка при смене пластика, поступающего к одной из печатающих головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
| СПОСОБ МНОГОСОПЕЛЬНОЙ 3D ПЕЧАТИ ИЗДЕЛИЯ | 2022 |
|
RU2797512C1 |
| Печатающая головка для аддитивного производства изделий | 2017 |
|
RU2662015C1 |
| СПОСОБ ПЕЧАТИ НА СТРУЙНОМ 3D-ПРИНТЕРЕ | 2015 |
|
RU2609179C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| ЭКСТРУДЕР 3Д ПРИНТЕРА C КОНВЕКЦИОННЫМ НАГРЕВОМ | 2020 |
|
RU2745944C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| Способ аддитивного производства изделий (варианты) | 2023 |
|
RU2816587C1 |
| Способ контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714332C2 |
| Устройство контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714333C2 |
Изобретение относится к области технологии струйной 3D-печати. Двойной экструдер печатающей головки включает основание, установленные на нем шаговый двигатель и сервопривод. На основании шарнирно закреплены два прижимных рычага, соединенных между собой пружиной, на которых установлены ведомые подающие прижимные шестерни, между которыми установлена ведущая подающая шестерня, ось которой соединена с шаговым двигателем. При этом на оси шагового двигателя размещен подвижный маятник, на одном конце которого размещена изогнутая пластина с зубчатым краем, зацепляющимся с зубьями малой шестерни с осью, соединенной с сервоприводом. Другой конец маятника выполнен скругленным и расположен в выемке вкладыша, встроенного в поворотную ось, на которой размещен радиатор термобарьеров, к которому крепятся сопла печатающих головок. В нижней части основания расположены гибкие неподвижные клапаны, обеспечивающие запирание одного из сопел и открывание другого сопла при переключении сопел. Техническим результатом является возможность автоматического управления степенью прижима прутка при смене пластика. 5 ил.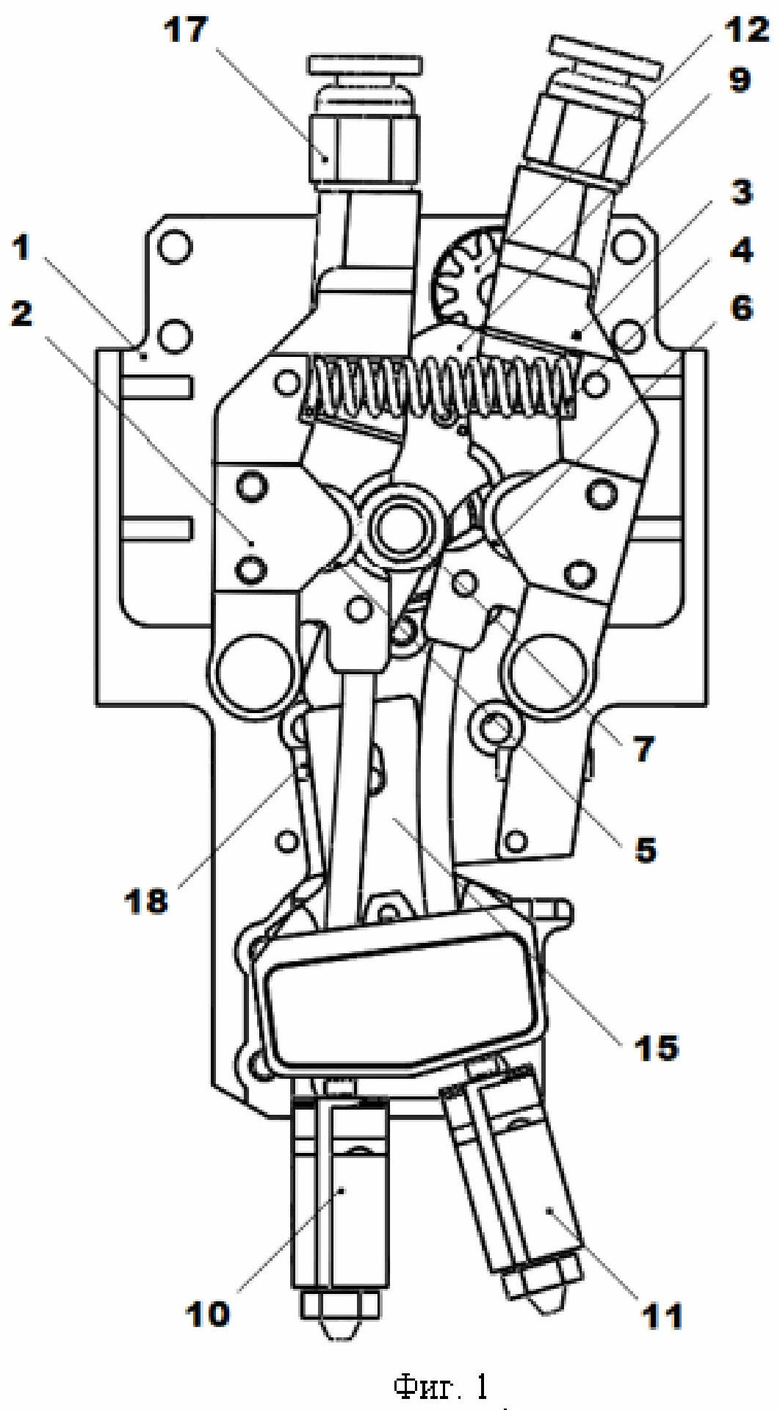
Двойной экструдер печатающей головки 3D-принтера, включающий основание, установленные на нем шаговый двигатель для подающего механизма и сервопривод для механизма, переключающего положение сопел и регулирующего усилие прижима материала, на основании шарнирно закреплены два прижимных рычага, соединенных между собой пружиной, на которых установлены ведомые подающие прижимные шестерни, между которыми установлена ведущая подающая шестерня, ось которой соединена с шаговым двигателем, при этом на оси шагового двигателя размещен подвижный маятник, на одном конце которого размещена изогнутая пластина с зубчатым краем, зацепляющимся с зубьями малой шестерни с осью, соединенной с сервоприводом, другой конец маятника выполнен скругленным и расположен в выемке вкладыша, встроенного в поворотную ось, на которой размещен радиатор термобарьеров, к которому крепятся сопла печатающих головок, в нижней части основания расположены гибкие неподвижные клапаны, обеспечивающие запирание одного из сопел и открывание другого сопла при переключении сопел.
| 0 |
|
SU161249A1 | |
| СИНХРОННЫЙ ДВИГАТЕЛЬ С РАЗОМКНУТЫМ МАГНИТОПРОВОДОМ | 0 |
|
SU171905A1 |
| УСТРОЙСТВО для КОНТРОЛЯ ГРАНУЛОМЕТРИЧЕСЬ СОСТАВА ДРОБЛЕНОЙ РУДЫf!A!';:i;\:? ТЕХг1=?'к;::-.^i Б1^в:!йУ][л;АdJo | 0 |
|
SU189218A1 |
| WO 2018122390 A1, 05.07.2018 | |||
| CN 107443739 A, 08.12.2017. | |||

