Область техники, к которой относится изобретение
Настоящее изобретение относится к подвижному устройству контроля, проверяющему объект контроля на наличие дефектов при перемещении по поверхности объекта контроля, к способу подвижного контроля и способу изготовления стального материала.
Уровень техники
Обычно, чтобы гарантировать качество металлических листов, таких как стальные листы, выступающих в качестве объекта контроля, стальные листы или тому подобное проверяют на поверхностные или внутренние дефекты с помощью ультразвуковой дефектоскопии или тому подобного. При ультразвуковой дефектоскопии несколько ультразвуковых дефектоскопических головок, выступающих в качестве датчиков контроля, расположенных параллельно, приводят в контакт с металлическим листом, таким как стальной лист, перемещают на подающем ролике производственной линии через водяную пленку, а затем металлический лист автоматически проверяют, например, в режиме онлайн. В автономном режиме ультразвуковые дефектоскопические головки перемещают с помощью ручной тележки или тому подобного для приведения в контакт с остановленным металлическим листом, таким как стальной лист, через водяную пленку, а затем металлический лист проверяют вручную.
Как правило, ультразвуковые дефектоскопические головки соединяют с корпусом ультразвукового дефектоскопа кабелем для дефектоскопии, выходные значения (результаты), полученные в результате дефектоскопии с помощью ультразвуковых дефектоскопических головок, вводят в корпус ультразвукового дефектоскопа, а выходные значения (результаты) вводят в устройство обработки данных для обработки, так что металлический лист проверяют на наличие или отсутствие внутренних дефектов. В случае ультразвуковой дефектоскопии воду, выступающую в качестве среды для прохождения ультразвуковых волн, распыляют на контрольную поверхность (поверхность) металлического листа, такого как стальной лист, так что на контрольной поверхности (поверхности) металлического листа образуется водная пленка. Следовательно, при выполнении ультразвуковой дефектоскопии металлического листа, выступающего в качестве объекта контроля, в автономном режиме поверхность металлического листа становится мокрой и скользкой. Металлический лист во многих случаях размещают на салазках или аналогичном устройстве, установленном на поверхности пола, и поэтому инспектор перемещается по мокрому металлическому листу с перепадом уровней, что создает риск падения инспектора.
Чтобы выполнить высокоточную ультразвуковую дефектоскопию, ультразвуковые дефектоскопические головки, выступающие в качестве датчиков контроля, необходимо точно перемещать вдоль заданной линии сканирования. Однако подготовка к нанесению линии сканирования на металлический лист требует времени и труда, и в то же время существует предел точности ручного перемещения ультразвуковых дефектоскопических головок.
Чтобы устранить такое неудобство, вызванное ручными операциями, в прошлом были предложены подвижные контрольные устройства для проверки металлического листа, и, например, были предложены устройства, которые показаны в PTLS 1 и 2.
Подвижное контрольное устройство для проверки металлического листа, показанное в PTL 1, представляет собой подвижное устройство для проверки металлического листа, которое проверяет металлический лист с использованием внутренней системы измерения положения, выполняющей самостоятельное измерение положения в помещении на основе принципа триангуляции. Подвижное контрольное устройство для проверки металлического листа включает в себя тележку, имеющую: четыре колеса, способные вращаться вперед и назад; и приводной блок, вращающий и приводящий в движение колеса и индивидуально и независимо поворачивающий и приводящий в движение колеса и перемещающийся по поверхности металлического листа. Тележка дополнительно оснащена передатчиком навигационного сигнала или приемником навигационного сигнала, составляющим внутреннюю систему измерения положения и передающим или принимающим сигнал внутренней системы измерения положения, и оснащена датчиками контроля, проверяющими металлический лист на наличие дефектов. Подвижное контрольное устройство для проверки металлического листа включает в себя средство управления, предназначенное для расчета отклонения от собственного положения, распознанного с использованием сигнала системы измерения внутреннего положения и целевого положения, с указанием приводному блоку повернуть колеса вперед, повернуть колеса назад, остановить колеса и повернуть каждое колесо в соответствии с отклонением, заставляя тележку двигаться вбок, наклонно, вперед и назад, или поворачиваться на месте, чтобы заставить тележку самостоятельно перемещаться в предварительно заданное целевое положение.
Подвижное контрольное устройство для проверки металлического листа, показанное в PTL 2, представляет собой подвижное контрольное устройство для проверки металлического листа, перемещающееся по металлическому листу на основе информации от средства измерения положения и проверяющее металлический лист на наличие или отсутствие дефектов, присутствующих на поверхности металлического листа или внутри металлического листа, и включающее в себя тележку, имеющую по меньшей мере два колеса, способные вращаться вперед и назад, и приводной блок, приводящий в движение колеса. Тележка оснащена дефектоскопическими головками, каждая из которых снабжена ультразвуковым дефектоскопическим зондом, проверяющим металлический лист. Подвижное контрольное устройство для проверки металлического листа включает в себя блок управления, вычисляющий отклонение между положением контрольного устройства, распознаваемым средством измерения положения, и целевым положением, который дает команду приводному блоку вращать колеса вперед, вращать колеса назад и останавливать колеса таким образом, чтобы отклонение было минимальным, и управляющий контрольным устройством для автономного перемещения в предварительно заданное целевое положение. Средство управления имеет функцию обнаружения изменения веса контрольного устройства и/или сопротивления скольжению между металлическим листом и дефектоскопическими головками и передачи корректировочного значения, полученного из обнаруженных значений, в команду.
Список источников
Патентная литература
PTL 1: JP 5954241 B
PTL 2: JP 5999214 B
Раскрытие сущности изобретения
Техническая задача
Однако с обычными подвижными контрольными устройствами для проверки металлического листа, показанными в PTLS 1 и 2, связаны следующие проблемы.
Более конкретно, в обоих подвижных контрольных устройствах для проверки металлического листа, показанных в PTLS 1 и 2, резервуар для воды для постоянной подачи воды между датчиками контроля (дефектоскопическими головками) и металлическим листом установлен на тележке, и воду подают из резервуара для воды между датчиками контроля (дефектоскопическими головками) и металлическим листом с помощью шланга подачи воды. Следовательно, вес тележки, на которой установлены датчики контроля (дефектоскопические головки), значительно увеличивается, и, таким образом, было установлено, что необходимо увеличить возможность ручного управления устройством контроля (тележкой).
В отличие от этого в случае, когда сама тележка не оснащена резервуаром для воды, и воду постоянно подают между датчиками контроля (дефектоскопическими головками) и металлическим листом из другого места, возникает проблема, заключающаяся в том, что вода не может быть равномерно распылена на поверхность металлического листа в зависимости от состояния поверхности металлического листа, что затрудняет проверку металлического листа на наличие дефектов.
Поэтому, настоящее изобретение было выполнено для решения обычных проблем. Задача настоящего изобретения заключается в том, чтобы создать подвижное контрольное устройство, способное реализовать значительное уменьшение размера/веса без негативного влияния на характеристики контроля для объекта контроля, способ подвижного контроля и способ изготовления стального материала.
Решение задачи
Для достижения вышеописанной цели подвижное контрольное устройство в соответствии с одним аспектом настоящего изобретения включает в себя: корпус подвижного контрольного устройства, выполненный с возможностью проверки объекта контроля на наличие дефектов при перемещении по поверхности объекта контроля; и устройство подачи воды, выполненное отдельно от корпуса подвижного контрольного устройства и выполненное с возможностью подачи воды, необходимой для проверки, на поверхность объекта контроля, причем на корпусе подвижного контрольного устройства установлен лист регулировки потока, выполненный с возможностью выталкивания воды, подаваемой на поверхность объекта контроля от устройства подачи воды, в направлении перемещения и формирования линии потока для подачи воды между датчиком контроля, предназначенным проверки объекта контроля на наличие дефектов, и поверхностью объекта контроля одновременно с перемещением корпуса подвижного контрольного устройства.
Способ подвижного контроля в соответствии с другим аспектом настоящего изобретения включает в себя проверку объекта контроля на наличие дефектов с использованием вышеописанного подвижного контрольного устройства.
Способ изготовления стального материала в соответствии с другим аспектом настоящего изобретения включает в себя этап проверки, на котором выполняют вышеописанный способ подвижного контроля.
Полезные эффекты изобретения
Подвижное контрольное устройство, способ подвижного контроля и способ изготовления стального материала в соответствии с настоящим изобретением могут обеспечить подвижное контрольное устройство, способное реализовать значительное уменьшение размера/веса без негативного влияния на характеристики контроля для объекта контроля, способ подвижного контроля и способ изготовления стального материала.
Краткое описание чертежей
На фиг. 1 приведен вид, показывающий схематическую конфигурацию всей системы контроля, включающей в себя подвижное контрольное устройство, в соответствии с одним вариантом осуществления настоящего изобретения;
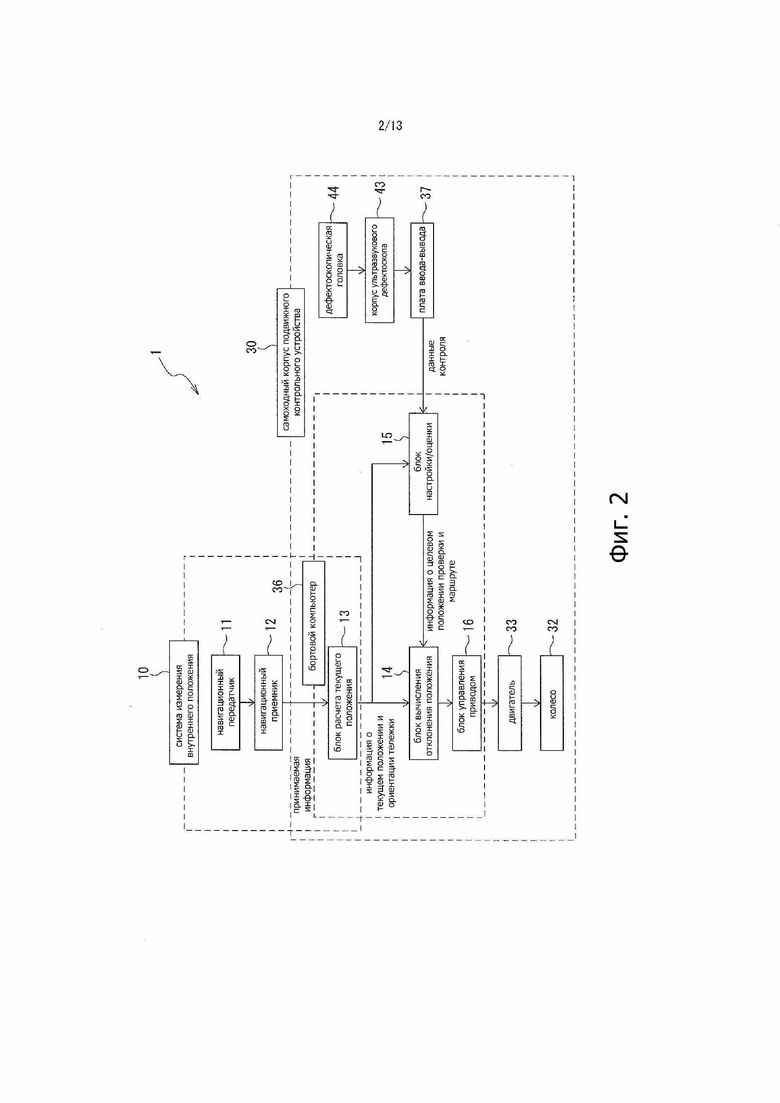
на фиг. 2 приведена блок-схема системы контроля, показанной на фиг. 1;
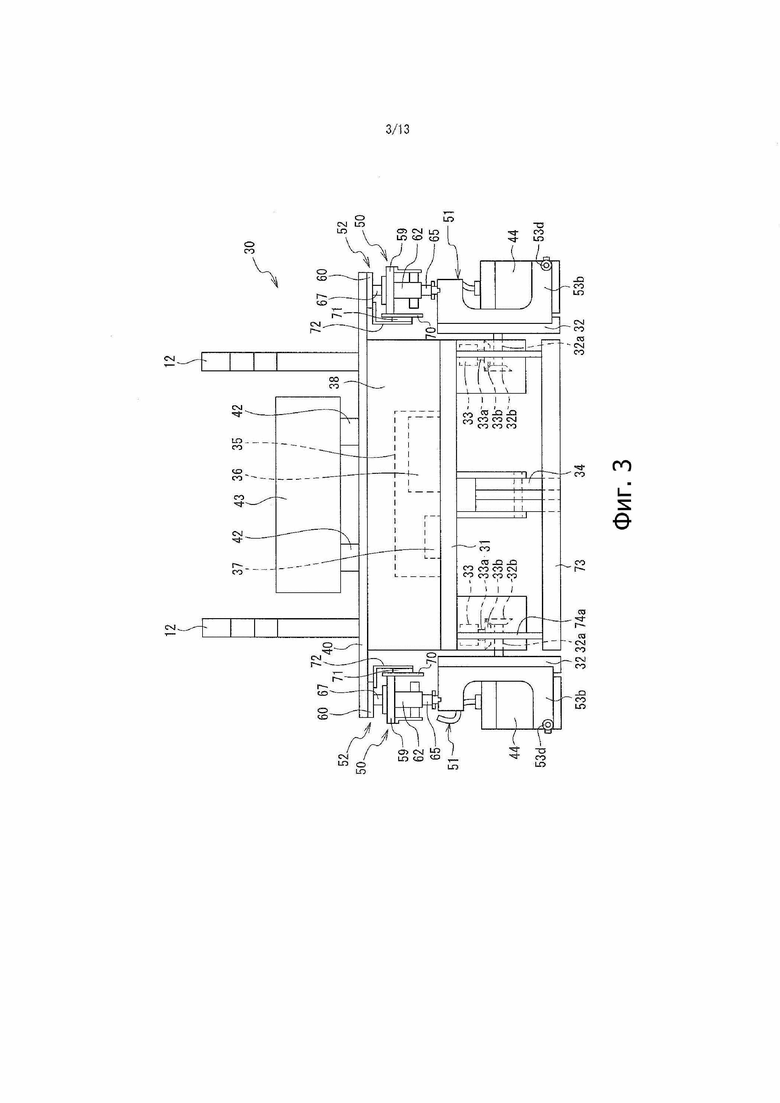
на фиг. 3 приведен вид спереди корпуса подвижного контрольного устройства, составляющего подвижное контрольное устройство, в соответствии с одним вариантом осуществления настоящего изобретения;
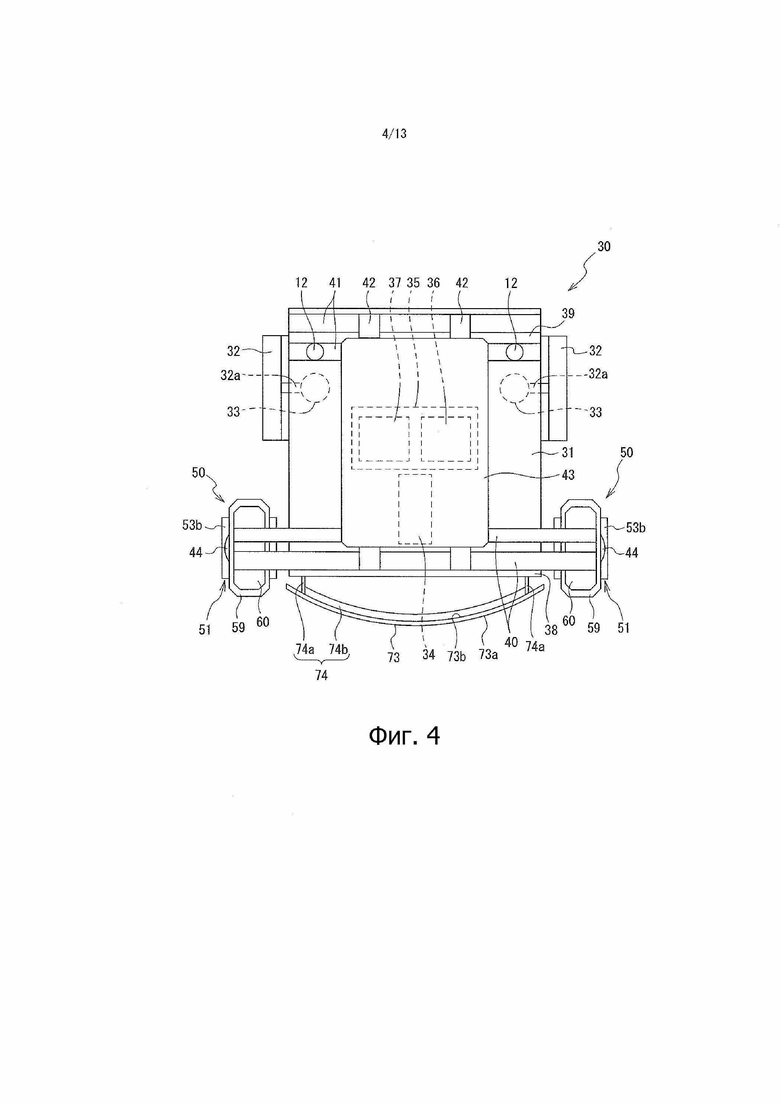
на фиг. 4 приведен вид сверху корпуса подвижного контрольного устройства, показанного на фиг. 3;
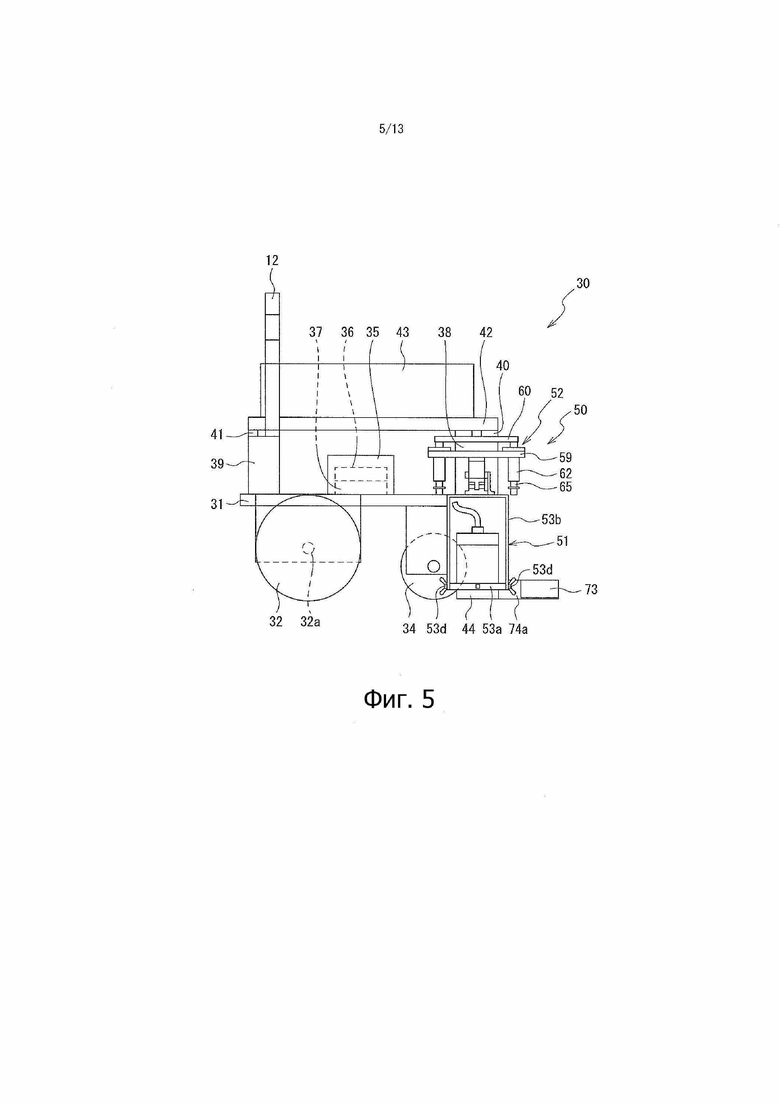
на фиг. 5 приведен вид слева корпуса подвижного контрольного устройства, показанного на фиг. 3;
на фиг. 6 приведен вид сверху следящего механизма, заставляющего установленную головку следовать за неровностью поверхности стального листа в корпусе подвижного контрольного устройства, показанном на фиг. 3;
на фиг. 7 приведен вид спереди следящего механизма, заставляющего установленную головку следовать за неровностью поверхности стального листа в корпусе подвижного контрольного устройства, показанном на фиг. 3;
на фиг. 8 приведен вид слева следящего механизма, заставляющего установленную головку следовать за неровностью поверхности стального листа в корпусе подвижного контрольного устройства, показанном на фиг. 3;
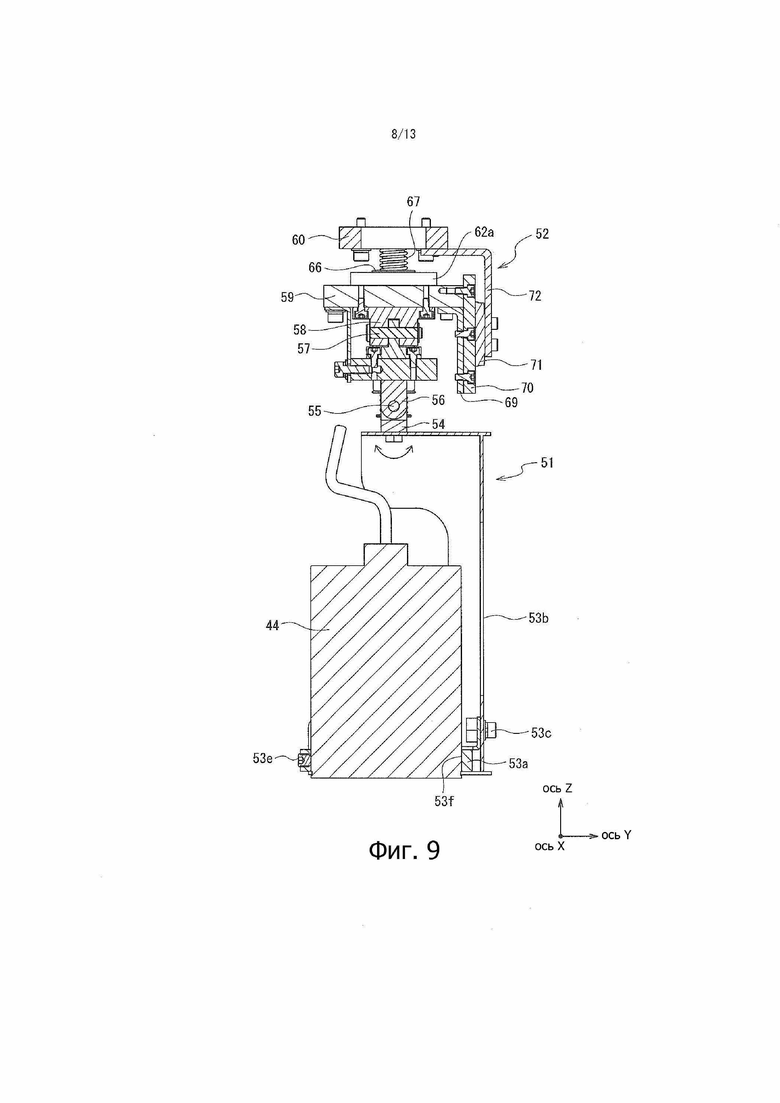
на фиг. 9 приведен вид в поперечном сечении по линии 9-9, показанной на фиг. 8;
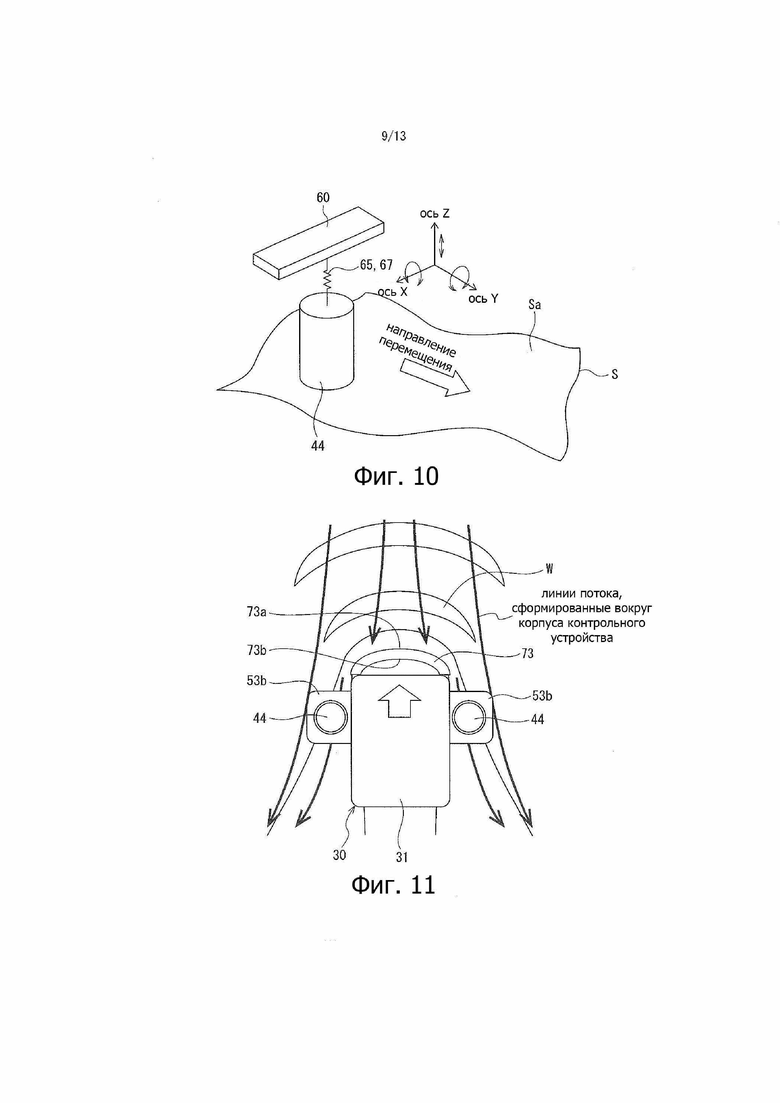
на фиг. 10 приведена схематическая диаграмма, поясняющая следящий механизм в корпусе подвижного контрольного устройства, показанного на фиг. 3;
на фиг. 11 приведен вид для объяснения функции листа регулирования потока, когда лист регулирования потока выполнен в форме дуги, имеющей дугообразную поверхность, и лист регулирования потока расположен так, что дугообразная поверхность (первая дугообразная поверхность) выступает в направлении продвижения (проверки) корпуса подвижного контрольного устройства;
на фиг. 12 приведен вид для пояснения листа регулирования потока, когда лист регулирования потока выполнен в треугольной форме, и лист регулирования потока расположен так, что вершина выступает в направлении продвижения (проверки) корпуса подвижного контрольного устройства;
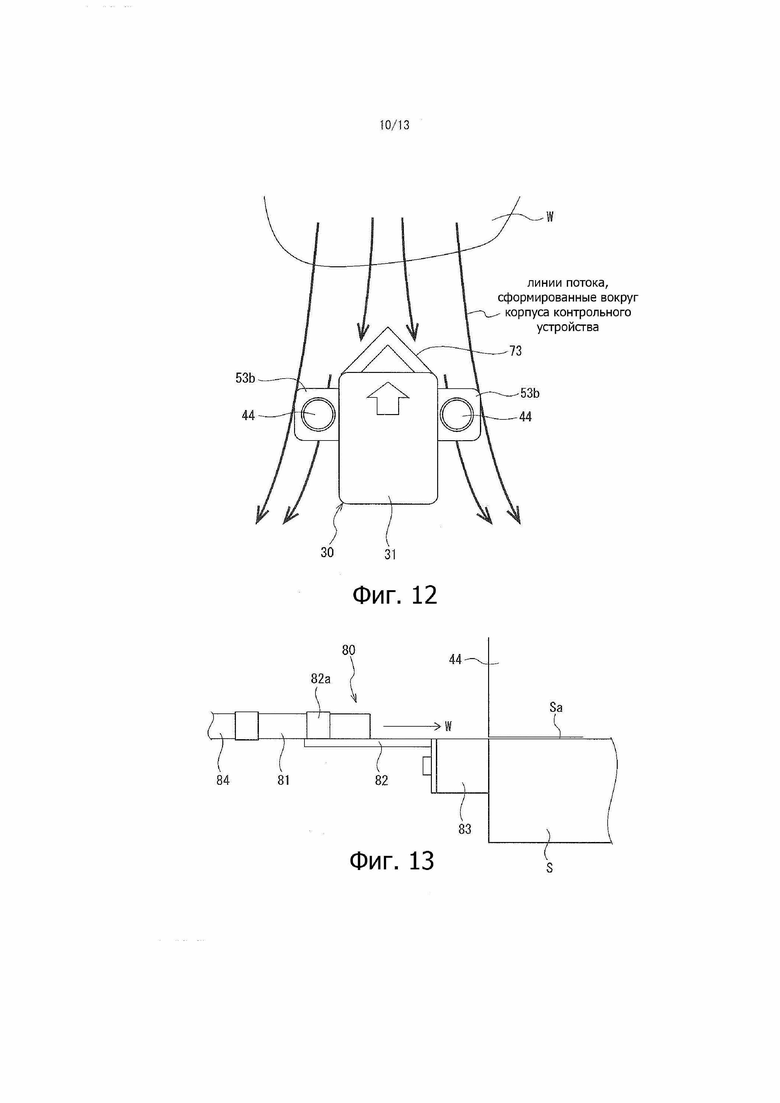
на фиг. 13 приведен вид, поясняющий схематическую конфигурацию устройства подачи воды, составляющего подвижное контрольное устройство, в соответствии с одним вариантом осуществления настоящего изобретения;
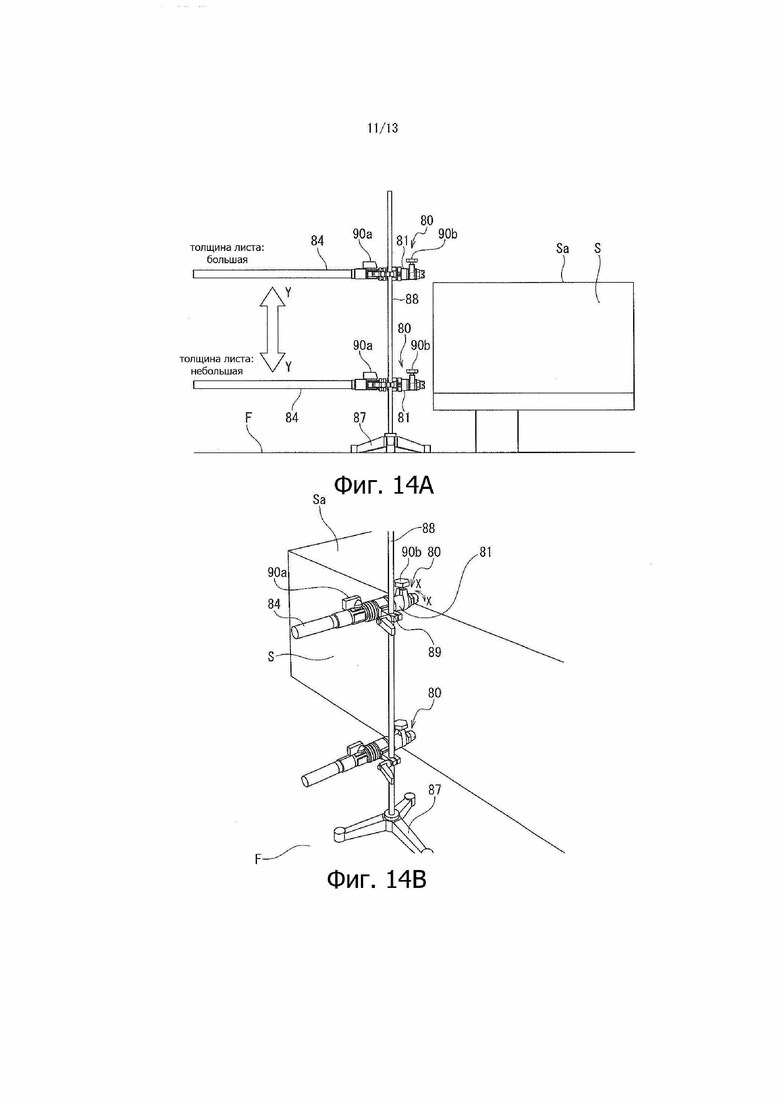
на фиг. 14A и 14B показана модификация устройства подачи воды, причем на фиг. 14A показан вид сбоку, а фиг. 14B – вид в перспективе;
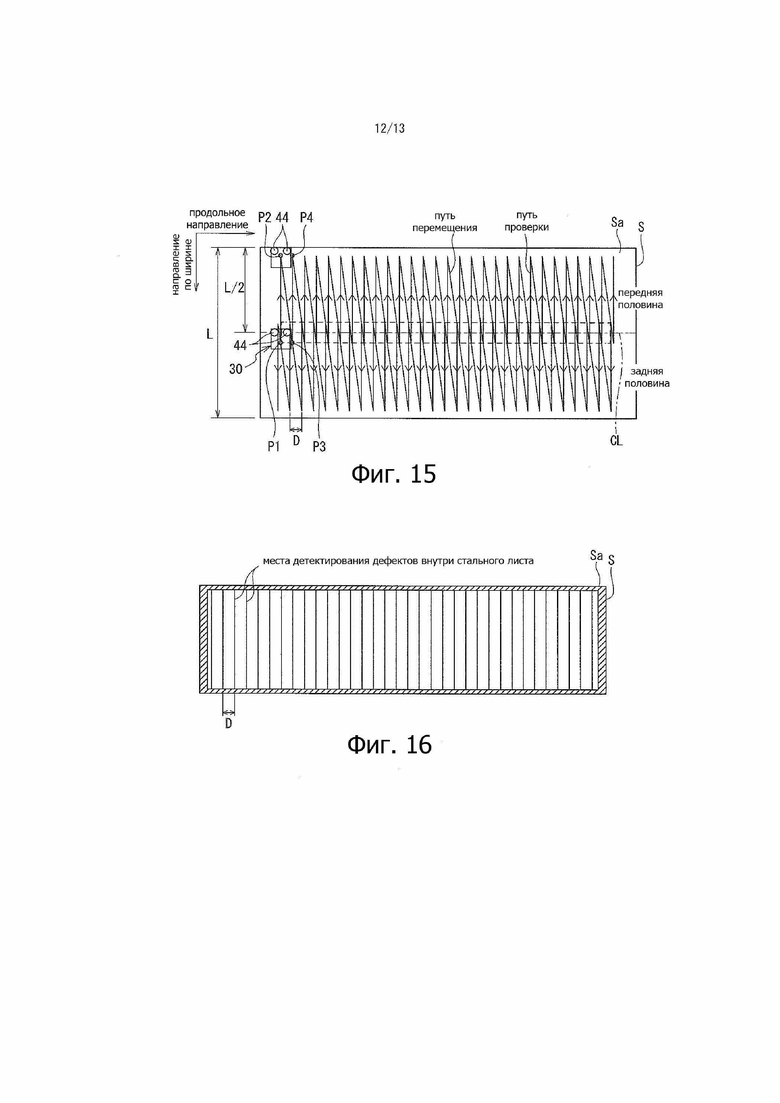
на фиг. 15 приведен вид, поясняющий схему перемещения корпуса подвижного контрольного устройства при детектировании дефектов внутри стального листа;
на фиг. 16 приведен вид, показывающий пример схемы проверки в соответствии с JIS G0801: Ультразвуковой контроль стальных листов для сосудов под давлением, при котором корпус подвижного контрольного устройства перемещают по схеме перемещения, показанной на фиг. 15 для детектирования дефектов внутри стального листа;
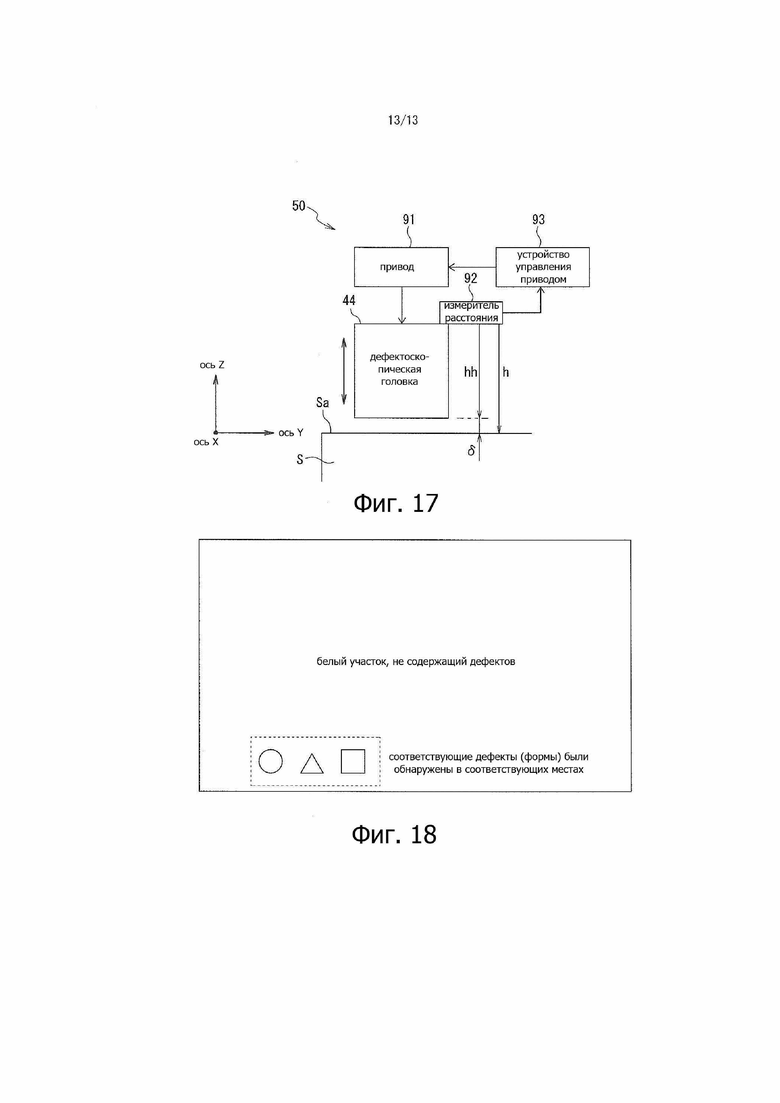
на фиг. 17 приведен вид, поясняющий модификацию следящего механизма, которая заставляет установленную головку выполнять отслеживание в корпусе подвижного контрольного устройства; и
на фиг. 18 приведен вид, иллюстрирующий карту проверки, когда стальной лист проверяли на наличие дефектов с помощью подвижного контрольного устройства в соответствии с примерами.
Осуществление изобретения
Далее будут описаны варианты осуществления настоящего изобретения со ссылкой на чертежи. Следующие ниже варианты осуществления иллюстрируют устройства и способы для реализации технической идеи настоящего изобретения. Техническая идея настоящего изобретения не определяет материалы, формы, структуры, расположение и т.п. составляющих частей для последующих вариантов осуществления. Чертежи являются схематичными. Следовательно, следует отметить, что взаимосвязь, соотношение и т.п. между толщиной и плоским размером отличаются от фактического соотношения, взаимосвязи и т.п. Чертежи включают в себя участки, различающиеся взаимными отношениями и соотношениями размеров.
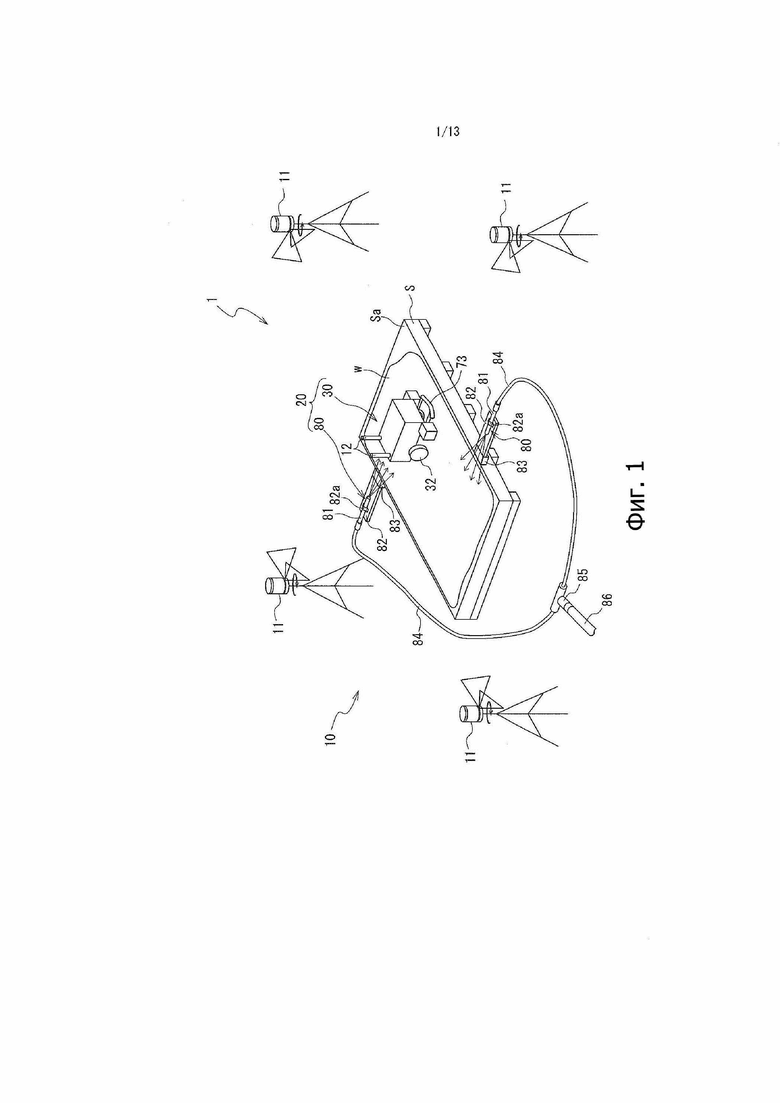
Сначала со ссылкой на фиг. 1 описана вся система контроля, включающая в себя подвижное контрольное устройство в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 1 показана схематическая конфигурация всей системы контроля, включающей в себя подвижное контрольное устройство, в соответствии с одним вариантом осуществления настоящего изобретения. Система 1 контроля включает в себя систему 10 измерения внутреннего положения и подвижное контрольное устройство 20.
Система 10 измерения внутреннего положения измеряет собственное положение внутри помещения на основе принципа триангуляции и в этом варианте осуществления использует внутреннюю систему глобального позиционирования (IGPS). В частности, система 10 измерения внутреннего положения включает в себя несколько навигационных передатчиков 11, размещенных в помещении, навигационных приемников 12 и блок 13 вычисления текущего положения (см. фиг. 2), вычисляющий положение корпуса 30 подвижного контрольного устройства с помощью программного обеспечения для расчета положения.
Подвижное контрольное устройство 20 включает в себя корпус 30 подвижного контрольного устройства, проверяющий стальной лист S, выступающий в качестве объекта контроля, на наличие внутренних дефектов стального листа S и поверхностных дефектов задней поверхности стального листа S при перемещении по поверхности Sa стального листа S, и устройства 80 подачи воды, подающие воду W, необходимую для контроля, на поверхность Sa стального листа S. В качестве стального листа S, выступающего в качестве объекта контроля, здесь рассматривают толстый стальной лист (толщиной 6 мм или более).
Корпус 30 подвижного контрольного устройства (называемый далее "корпусом контрольного устройства") включает в себя тележку 31, имеющую заданную толщину листа и проходящую вправо и влево (вправо и влево на фиг. 3), а также вперед и назад (вверх и вниз на фиг. 4), как показано на фиг. 3-5. Тележка 31 оснащена парой колес 32, состоящей из правого и левого колес, расположенных на обоих концах справа и слева на передней (верхняя сторона на фиг. 4) стороне. Пару, состоящую из правого и левого колес 32, приводят в движение индивидуально и независимо. Каждое колесо 32 имеет ось 32а вращения, на конце которой имеются первые шестерни 32b с пересекающимися осями, как показано на фиг. 3. Первые шестерни 32b с пересекающимися осями находятся в зацеплении со вторыми шестернями 33b с пересекающимися осями, выполненными на конце выходного вала 33a вращения редуктора скорости приводного двигателя 33 колеса. Каждое колесо 32 может вращаться вперед и назад с помощью приводного двигателя 33 колеса. На тележке 31 также установлено ведомое колесо 34, способное перемещаться во всех направлениях, по существу, в центральной части в направлении вправо и влево на задней стороне снизу. Тележка 31 также оснащена дефектоскопическими головками 44, каждая из которых включает в себя ультразвуковой датчик в качестве датчиков контроля, детектирующих внутренние дефекты стального листа S и поверхностные дефекты задней поверхности стального листа S, и корпус 43 ультразвукового дефектоскопа, в который вводят выходные сигналы (результаты) от дефектоскопических головок 44, и осуществляют обработку (проводят вычисления) выходных сигналов (результатов) и выводят результаты обработки данных на плату 37 ввода-вывода, описанную ниже.
Как показано на фиг. 3-5, первая приподнятая часть 38, проходящая в правом и левом направлении, установлена рядом с задним концом верхней поверхности тележки 31, а вторая приподнятая часть 39, продолжающаяся в правом и левом направлении, установлена возле переднего конца верхней поверхности тележки 31. Как показано на фиг. 3-5, несколько первых листовых элементов 40, проходящих в правом и левом направлении так, чтобы выступать от концов в правом и левом направлении тележки 31, установлено на верхней поверхности первой приподнятой части 38, и несколько вторых листовых элементов 41, проходящий в правом и левом направлении, установлено на верхней поверхности второй приподнятой части 39. Кроме того, несколько третьих листовых элементов 42, проходящих в прямом и обратном направлении так, чтобы соединять первые листовые элементы 40 и вторые листовые элементы 41, установлено на верхних поверхностях первых листовых элементов 40 и верхних поверхностях вторых листовых элементов 41. На верхних поверхностях третьих листовых элементов 42 установлен вышеописанный корпус 43 ультразвукового дефектоскопа.
Пара дефектоскопических головок 44 установлена на задних торцевых сторонах тележки 31 под первыми листовыми элементами 40, выступающими от правого и левого концов тележки 31, как показано на фиг. 3-5. Каждую дефектоскопическую головку 44 поддерживают первые листовые элементы 40 с помощью следящего механизма 50, заставляющего дефектоскопическую головку 44 следовать за неровностью поверхности Sa стального листа S, выступающего в качестве объекта контроля. Следящий механизм 50 подробно описан ниже.
Кроме того, пара навигационных приемников 12 установлена рядом с правым и левым краями на втором листовом элементе 41, а бортовой компьютер 36 и плата 37 ввода-вывода выполнены в блоке 35 управления на верхней поверхности тележки 31.
Каждый навигационный передатчик 11 системы 10 измерения внутреннего положения излучает вращающиеся веерные лучи. Каждый навигационный приемник 12 принимает вращающиеся веерные лучи, излучаемые каждым навигационным передатчиком 11. В это время вращающиеся веерные лучи отклонены на заданный угол, и могут быть измерены значения трехмерных координат, то есть положение или высота, навигационных приемников 12, принимающих вращающиеся веерные лучи. Информацию, принятую навигационными приемниками 12, передают на бортовой компьютер 36, и бортовой компьютер 36 вычисляет положение навигационных приемников 12 в соответствии с принципом триангуляции. Посредством использования сигналов, полученных от нескольких навигационных передатчиков 11, и повторения вычислений можно в реальном времени получить информацию о положении корпуса 30 передвижного контрольного устройства, с установленными навигационными приемниками 12.
Бортовой компьютер 36 представляет собой вычислительную систему, состоящую из ПЗУ, ОЗУ, ЦП и т.п., реализующую каждую функцию, описанную ниже, в программном обеспечении, посредством выполнения различных специализированных программ, заранее сохраненных в ПЗУ, и т.п.
Как показано на фиг. 2, бортовой компьютер 36 включает в себя блок 13 расчета текущего положения, вычисляющий текущее положение каждого навигационного приемника 12 на основе информации, принятой каждым навигационным приемником 12. Бортовой компьютер 36 также включает в себя блок 15 настройки/оценки, устанавливающий целевое положение контроля и информацию о маршруте и оценивающий данные контроля и информацию о положении контроля, поступающую от платы 37 ввода-вывода. Бортовой компьютер 36 также включает в себя блок 14 вычисления отклонения положения, вычисляющий отклонение текущего положения от целевого положения контроля на основе текущего положения каждого навигационного приемника 12, рассчитанного блоком 13 расчета текущего положения, и целевого положения контроля, полученного от блока 15 настройки/оценки. Бортовой компьютер 36 также включает в себя блок 16 управления приводом, выдающий управляющий сигнал, такой как команда скорости, на приводной двигатель 33 колеса, так чтобы отклонение, вычисленное блоком 14 вычисления отклонения положения, было равно 0, и выполняет управление с обратной связью скоростью (включая направление вращения) колес 32. Блок 16 управления приводом выдает управляющий сигнал, такой как команда скорости, на приводной двигатель 33 колеса, так чтобы отклонение было равно 0, и выполняет управление с обратной связью скоростью (включая направление вращения) колес 32, так что корпус 30 контрольного устройства автономно перемещается по заданному маршруту движения.
Хотя это не показано, на тележке 31 установлена батарея, выступающая в качестве источника питания.
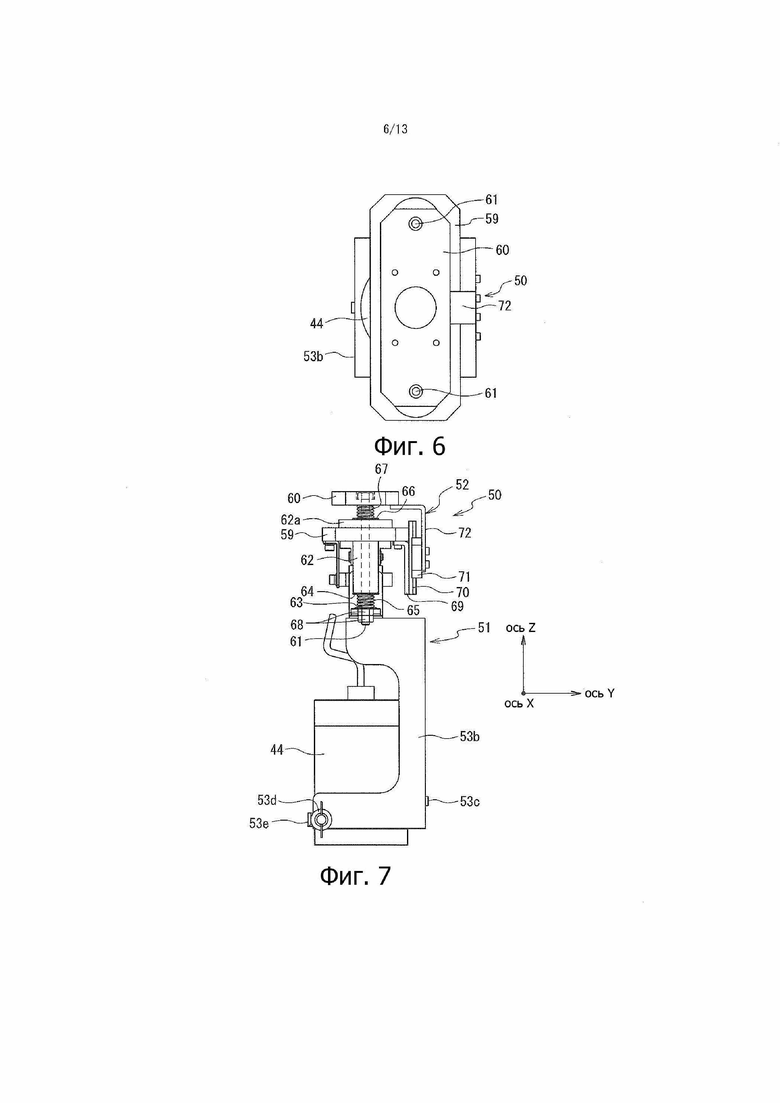
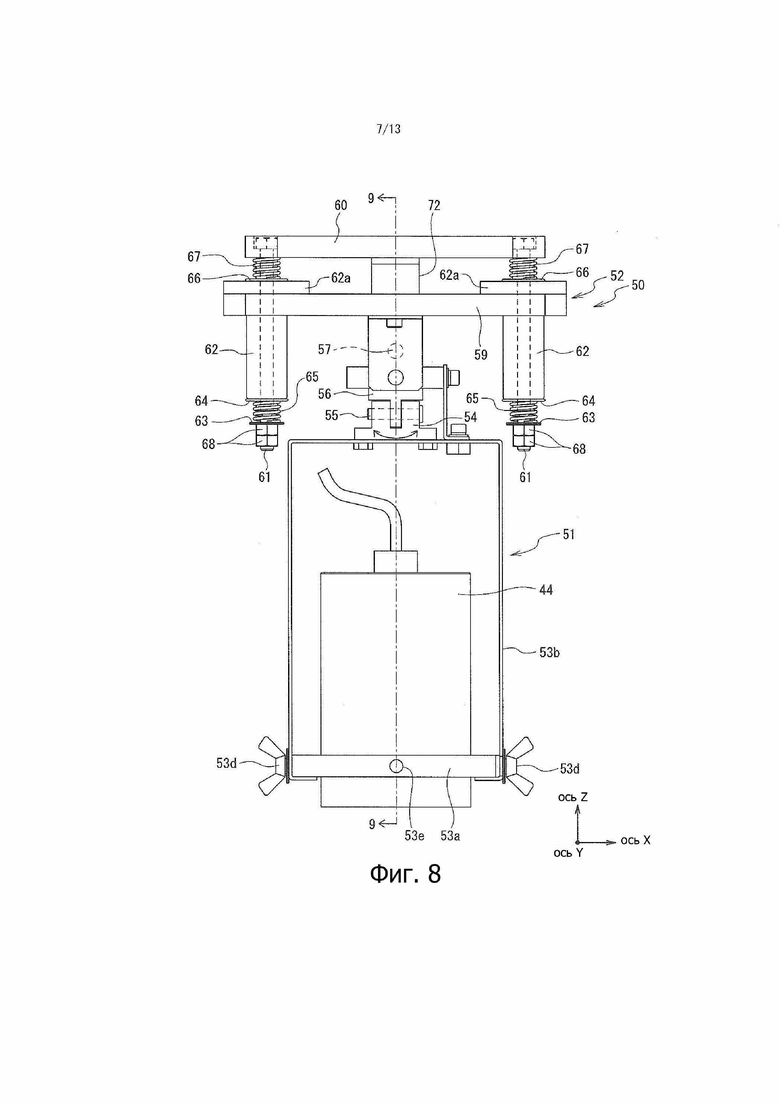
Далее со ссылкой на фиг. 6-10 описан следящий механизм 50, заставляющий каждую дефектоскопическую головку 44 следовать за неровностью поверхности Sa стального листа S.
Здесь неровность поверхности Sa стального листа S означает не только случай, когда поверхность Sa стального листа S имеет неровность, но и все случаи, когда поверхность Sa стального листа S является неровной, включая также случай, когда поверхность Sa стального листа S имеет волнистость.
Следящий механизм 50 включает в себя механизм 51 удержания датчика, удерживающий дефектоскопическую головку 44, выступающую в качестве датчика контроля, и механизм 52 регулировки нагрузки, регулирующий нагрузку, прикладываемую к поверхности Sa стального листа S дефектоскопической головкой 44, удерживаемой удерживающим механизмом 51 датчика.
Механизм 51 удержания датчика включает в себя плоский листовой держатель 53a, удерживающий дефектоскопическую головку 44, окружая дефектоскопическую головку 44 по окружности, как показано на фиг. 8. Как показано на фиг. 9, дефектоскопическая головка 44 вставлена в сквозное отверстие 53f, сформированное в центре держателя 53a, и дефектоскопическую головку 44 прижимают с внешней периферии винтовым элементом 53e для удержания ее держателем 53a. Механизм 51 удержания датчика также включает в себя элемент 53b удерживающего датчик каркаса, фиксирующий держатель 53a, удерживающий дефектоскопическую головку 44 и окружающий дефектоскопическую головку 44 по периметру. Держатель 53a прикреплен к элементу 53b удерживающего датчик каркаса болтом 53c и барашковым болтом 53d.
Как показано на фиг. 8 и фиг. 9, первый опорный элемент 54 прикреплен к верхней поверхности элемента 53b удерживающего датчик каркаса, и первый опорный элемент 54 поддерживают с возможностью вращения вокруг первого шарнира 55 относительно второго опорного элемента 56. Первый шарнир 55 проходит в направлении оси X, как показано на фиг. 8 и фиг. 9. Более конкретно, элемент 53b удерживающего датчик каркаса, удерживающий дефектоскопическую головку 44, выполнен с возможностью вращения вокруг оси X. Ось X проходит параллельно и в прямом и обратном (по ширине) направлении относительно поверхности Sa стального листа S.
Как показано на фиг. 9, второй опорный элемент 56 поддерживают с возможностью вращения вокруг второго шарнира 57 относительно третьего опорного элемента 58. Второй шарнир 57 проходит в направлении оси Y, как показано на фиг. 8 и фиг. 9. Более конкретно, элемент 53b удерживающего датчик каркаса, удерживающий дефектоскопическую головку 44, выполнен с возможностью вращения вокруг оси Y. Ось Y проходит в правом и левом (продольном) направлении параллельно поверхности Sa стального листа S и перпендикулярно оси X.
В некоторых случаях регулируют и вращение вокруг оси X, и вращение вокруг оси Y элемента 53b удерживающего датчик каркаса. Рассматривая эти случаи, на фиг. 7-9 показаны элементы, регулирующие вращение вокруг оси X и вращение вокруг оси Y элемента 53b удерживающего датчик каркаса.
Как показано на фиг. 9, третий опорный элемент 58 прикреплен к нижней поверхности нижнего плоского листа 59, имеющего заданную толщину листа и проходящего в правом и левом направлении, а также в прямом и обратном направлении. Концевая часть в правом и левом направлении нижнего плоского листа 59 прикреплена с помощью крепежной пластины 69 и направляющего элемента 70, проходящих в направлении оси Z. Над нижними плоскими листами 59 выполнены верхние плоские листы 60, имеющие заданную толщину листа и проходящие в правом и левом направлении, а также в прямом и обратном направлении. Как показано на фиг. 3, верхние плоские листы 60 прикреплены к нижним поверхностям первых листовых элементов 40, выступающих от концов в правом и левом направлении тележки 31. К нижним поверхностям верхних плоских листов 60 прикреплены части 72 крепежных пластин, каждая из которых прикреплена с помощью ползунка 71 на конце. Ползунок 71 выполнен с возможностью перемещения вдоль направляющего элемента 70, прикрепленного к нижнему плоскому листу 59. Более конкретно, ползунок 71 прикреплен к верхнему плоскому листу 60, прикрепленному к первому листовому элементу 40, прикрепленному к тележке 31, и поэтому нижний плоский лист 59 перемещается вверх и вниз в направлении, в котором проходит направляющий элемент 70. Следовательно, элемент 53b удерживающего датчик каркаса, удерживающий дефектоскопическую головку 44, выполнен с возможностью перемещения вверх и вниз вдоль оси Z, проходящей перпендикулярно (вверх и вниз) поверхности Sa стального листа S.
Далее, механизм 52 регулировки нагрузки регулирует нагрузку, прилагаемую к поверхности Sa стального листа S дефектоскопической головкой 44, удерживаемой механизмом 51 удержания датчика. Как описано выше, элемент 53b удерживающего датчик каркаса, удерживающий дефектоскопическую головку 44, перемещают вверх и вниз вдоль оси Z, проходящей перпендикулярно (вверх и вниз) поверхности Sa стального листа S. Следовательно, если на элемент 53b удерживающего датчик каркаса не оказывают нагрузки, то собственный вес всей конфигурации до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса, воздействует на поверхность Sa стального листа S. Когда собственный вес всей конфигурации до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса, воздействует на поверхность Sa стального листа S, нагрузка при обнаружении дефектов дефектоскопической головкой 44 чрезмерно велика, что затрудняет дефектоскопию. Поэтому, в этом варианте осуществления механизм 52 регулировки нагрузки регулирует нагрузку, прилагаемую к поверхности Sa стального листа S дефектоскопической головкой 44.
В механизме 52 регулировки нагрузки втулки 62, каждая из которых включает в себя фланец 62а, расположенный на одном конце полой трубчатой части, запрессованы и закреплены вблизи обоих концов в прямом и обратном направлении нижнего плоского листа 59, так что фланец 62а находится в контакте с верхней поверхностью нижнего плоского листа 59, а полая трубчатая часть вставлена через нижний плоский лист 59 и выступает вниз из нижнего плоского листа 59, как показано на фиг. 8. Вал 61, вставленный через каждую втулку 62, прикреплен к верхней плоской пластине 60. Рядом с нижним концом каждого вала 61 выполнена часть с охватываемой резьбой, и несколько гаек 68 для регулировки нагрузки навинчивают на часть с охватываемой резьбой. Металлическая шайба 63 расположена над каждой гайкой 68, причем металлическая шайба 64 расположена под каждой втулкой 62, а спиральная пружина 65 сжатия расположена так, чтобы окружать каждый вал 61 между обеими металлическими шайбами 63, 64. Винтовая пружина 65 сжатия толкает нижний плоский лист 59, то есть всю конфигурацию до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса, вверх через втулку 62. С другой стороны, металлическая шайба 66 расположена над фланцем 62a втулки 62, а спиральная пружина 67 сжатия расположена так, чтобы окружать вал 61 между металлической шайбой 66 и нижней поверхностью верхнего плоского листа 60. Винтовая пружина 67 сжатия толкает нижний плоский лист 59, то есть всю конфигурацию до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса, вниз через втулку 62. Регулируя усилие отталкивания спиральной пружиной 65 сжатия и усилие отталкивания спиральной пружиной 67 сжатия, регулируют нагрузку, прикладываемую к поверхности Sa стального листа S всей конфигурацией вплоть до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса.
Обычно нагрузку регулируют таким образом, чтобы значение, полученное путем вычитания силы нажатия, оказываемой спиральной пружиной 67 сжатия, из силы нажатия вверх, оказываемой спиральной пружиной 65 сжатия, было положительным. Таким образом, всю конфигурацию вплоть до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса, подталкивают вверх, так что вычитают собственный вес всей конфигурации до нижнего плоского листа 59, включая дефектоскопическую головку 44 и элемент 53b удерживающего датчик каркаса, воздействующий на поверхность Sa стального листа S.
Таким образом, регулируют нагрузку, прилагаемую к поверхности Sa стального листа S дефектоскопической головкой 44.
Как описано выше, следящий механизм 50 включает в себя механизм 51 удержания датчика, удерживающий дефектоскопическую головку 44, выступающую в качестве датчика контроля, и механизм 52 регулировки нагрузки, регулирующий нагрузку, прикладываемую к поверхности Sa стального листа S дефектоскопической головкой 44, удерживаемой удерживающим механизмом 51 датчика. Механизм 51 удержания датчика поворачивается вокруг оси X, проходящей параллельно поверхности Sa стального листа S, и оси Y, проходящей в направлении, параллельном поверхности Sa стального листа S и перпендикулярном оси X, и перемещается вверх и вниз вдоль оси Z, проходящей перпендикулярно поверхности Sa стального листа S.
Таким образом, как показано на фиг. 10, когда дефектоскопическая головка 44 сканирует поверхность Sa стального листа S (перемещается по ней), дефектоскопическая головка 44, удерживаемая механизмом 51 удержания датчика, поворачивается вокруг оси X и оси Y в состоянии, когда к поверхности Sa стального листа S прикладывают заданную нагрузку в соответствии с неровностью поверхности Sa стального листа S. Кроме того, дефектоскопическая головка 44 может перемещаться вверх и вниз вдоль оси Z, и, таким образом, дефектоскопическая головка 44 может отслеживать неровность поверхности Sa стального листа S с соответствующей силой прижатия.
Далее описаны устройства 80 подачи воды. Корпус 30 контрольного устройства проверяет стальной лист S на наличие внутренних дефектов стального листа S и поверхностных дефектов задней поверхности стального листа S с помощью ультразвуковой дефектоскопии и, следовательно, на поверхности (контрольной поверхности) Sa стального листа S необходимо наличие воды в качестве среды для прохождения ультразвуковых волн. Чтобы распылить эту воду на поверхность Sa стального листа S, подвижное контрольное устройство 20 включает в себя устройства 80 подачи воды, подающие воду W, необходимую для контроля, на поверхность Sa стального листа S, как показано на фиг. 1 и фиг. 13.
Устройства 80 подачи воды выполнены отдельно от корпуса 30 контрольного устройства. В этом варианте осуществления, как показано на фиг. 1, пара устройств 80 подачи воды, обращенных друг к другу, установлена на торцевых поверхностях на длинных сторонах стального листа S, имеющего прямоугольную форму.
Каждое устройство 80 подачи воды включает в себя сопло 81, подающее воду W на поверхность Sa стального листа S, как показано на фиг. 1 и фиг. 13. Сопло 81 включает в себя плоскую форсунку, и вода W распыляют из сопла 81 для распределения в форме веера.
В данном случае сопло 81 прикреплено фиксирующим элементом 82a к крепежной пластине 82, имеющей форму прямоугольного плоского листа, прикрепленной к крепежному основанию 83 магнитного типа, так что верхняя поверхность находится заподлицо с крепежным основанием 83, при этом крепежное основание 83 прикреплено с возможностью отсоединения к торцевой поверхности стального листа S так, что верхняя поверхность находится заподлицо с поверхностью Sa стального листа S. Сопло 81 установлено на предварительно заданном расстоянии от торцевой поверхности стального листа S так, чтобы конец сопла 81 не упирался в дефектоскопическую головку 44, которая переместилась к стороне торцевой поверхности стального листа S, как показано на фиг. 1 и фиг. 13.
Шланг 84 подачи воды соединен с каждым соплом 81, и два шланга 84 подачи воды соединены со шлангом 86, соединенным с источником воды (не показан) с помощью соединения 85.
Когда воду W подают от источника воды к соплам 81 через шланг 86 и шланги подачи воды 84, то воду W распыляют из сопел 81 в форме веера и подают на поверхность Sa стального листа S через верхнюю поверхность крепежной пластины 82 и верхнюю поверхность крепежного основания 83. Таким образом, воду W распыляют на поверхность Sa стального листа S.
Как описано выше, в подвижном контрольном устройстве 20 в соответствии с этим вариантом осуществления устройства 80 подачи воды, подающие воду W, необходимую для осуществления контроля, на поверхность Sa стального листа S, выступающего в качестве объекта контроля, устанавливают отдельно от корпуса 30 контрольного устройства, и, следовательно, сам корпус 30 контрольного устройства становится меньше по размеру и весу, так что может быть получено подвижное контрольное устройство 20, реализующее значительное уменьшение размера/уменьшение веса. В устройстве, в котором резервуар для воды установлен в корпусе 30 контрольного устройства, необходимо снова подавать воду W в резервуар для воды, когда вода W будет израсходована. Однако в подвижном контрольном устройстве 20 в соответствии с этим вариантом осуществления устранено опасение израсходовать воду.
С другой стороны, когда воду W подают на поверхность Sa стального листа S из устройств 80 подачи воды, выполненных отдельно от корпуса 30 контрольного устройства, вода не может быть равномерно распылена на поверхность Sa стального листа S в зависимости от состояния поверхности Sa стального листа S, что в некоторых случаях затрудняет проверку стального листа S на наличие дефектов с помощью ультразвуковой дефектоскопии. Например, если поверхность Sa (поверхность контроля) стального листа S слегка наклонена, или если поверхность Sa имеет небольшую волнистость, неровность и т.п., то возникает неравномерность образования водяной пленки на поверхности Sa, так что водная пленка в некоторых случаях недостаточна для дефектоскопических головок 44. В этом случае измерение выполняют таким образом, что обнаруживают дефект, даже если в некоторых случаях дефекты внутри стального листа S отсутствуют (псевдодетектирование), и поэтому воду необходимо обязательно подавать к частям дефектоскопических головок 44.
Чтобы решить эту проблему, в этом варианте осуществления на корпусе 30 контрольного устройства установлен лист 73 регулировки потока, как показано на фиг. 1 и фиг. 3-5.
Лист 73 регулирования потока установлен с помощью крепежного элемента 74 листа регулирования потока на нижней поверхности тележки 31 так, что он выступает из тележки 31 в направлении движения (назад, вниз на фиг.4) на пути проверки, по которому перемещают корпус 30 контрольного устройства, как показано на фиг. 3-5.
Корпус 30 контрольного устройства продвигают к задней стороне тележки 31 по пути проверки и продвигают к передней стороне тележки 31 по пути перемещения, который описан ниже.
Крепежный элемент 74 листа регулирования потока включает в себя правую и левую опорные ножки 74a, проходящие вниз от нижней поверхности тележки 31, и дугообразную крепежную листовую деталь 74b, прикрепленную к задним концам обеих опорных ножек 74a так, чтобы соединить их между собой, и имеющую выступающую дугообразную заднюю сторону.
Как показано на фиг. 4, лист 73 регулирования потока имеет первую дугообразную поверхность 73a и вторую дугообразную поверхность 73b, имеющую немного меньший диаметр, чем диаметр первой дугообразной поверхности 73a, имеет форму дуги, сформированную в заданную толщину листа, и прикреплен к задней поверхности дугообразной крепежной листовой детали 74b, так что первая дугообразная поверхность 73a выступает в направлении продвижения (нижняя сторона и задняя сторона на фиг. 4) по пути проверки корпуса 30 контрольного устройства. Лист 73 регулирования потока прикреплен к дугообразной крепежной листовой детали 74b так, чтобы образовывать зазор, чтобы между листом 73 регулирования потока и поверхностью Sa стального листа S образовывалась водная пленка.
Как показано на фиг. 11, лист 73 регулирования потока выталкивает воду W, подаваемую на поверхность Sa стального листа S, из устройств 80 подачи воды, в направлении продвижения и образует линии потока для подачи воды между дефектоскопическими головками 44 и поверхностью Sa стального листа S одновременно с перемещением корпуса 30 контрольного устройства (на фиг. 11 корпус 30 контрольного устройства перемещают вверх (назад) по пути проверки, описанному ниже, как показано толстой стрелкой).
Лист 73 регулирования потока выталкивает воду W, подаваемую на поверхность Sa стального листа S из устройств 80 подачи воды, в направлении продвижения одновременно с перемещением корпуса 30 контрольного устройства (перемещение по пути проверки). Таким образом, при ультразвуковой дефектоскопии посредством корпуса 30 контрольного устройства воду W можно равномерно подавать даже в те места, где поверхность Sa (контрольная поверхность) стального листа S слегка наклонена или поверхность Sa имеет небольшую волнистость, неровность, или тому подобное, чтобы воду можно было равномерно распылить по поверхности Sa стального листа S.
Лист 73 регулирования потока образует линии потока для подачи воды между дефектоскопическими головками 44 и поверхностью Sa стального листа S одновременно с перемещением корпуса 30 контрольного устройства. Следовательно, при ультразвуковой дефектоскопии с помощью корпуса 30 контрольного устройства воду W, необходимую для контроля, можно эффективно подавать между дефектоскопическими головками 44 и поверхностью Sa стального листа S.
Таким образом, в подвижном контрольном устройстве 20 в соответствии с этим вариантом осуществления можно избежать измерения, при котором будет обнаружен дефект даже при отсутствии дефектов внутри стального листа S (псевдообнаружение), а сам корпус 30 контрольного устройства может быть уменьшен по размеру и весу, так что можно добиться значительного уменьшения размера/веса, не влияя на качество контроля стального листа S.
Как показано на фиг. 12, лист 73 регулирования потока может иметь треугольную форму, и лист регулирования потока может быть расположен так, чтобы вершина выступала в направлении продвижения (проверки) (верхняя сторона на фиг. 12) корпуса контрольного устройства.
Однако в этом случае линии потока для подачи воды между дефектоскопическими головками 44 и поверхностью Sa стального листа S формируют одновременно с перемещением корпуса 30 контрольного устройства, но функцию выталкивания подаваемой воды W на поверхность Sa стального листа S из устройств 80 подачи воды в направлении продвижения выполняют немного хуже. Следовательно, при ультразвуковой дефектоскопии посредством корпуса 30 контрольного устройства в некоторых случаях вода W не может быть равномерно подана в те места, где поверхность Sa (контрольная поверхность) стального листа S слегка наклонена или поверхность Sa имеет небольшую волнистость, неровность, или тому подобное.
Следовательно, как показано на фиг. 11, предпочтительно, чтобы лист 73 регулирования потока был сформирован в форме дуги и был размещен так, чтобы первая дугообразная поверхность (поверхность дуги) 73a выступала в направлении продвижения корпуса 30 контрольного устройства.
Далее со ссылкой на фиг. 15 и фиг. 16 будет описан способ подвижного контроля с использованием подвижного контрольного устройства 20, показанного на фиг. 1. На фиг. 15 приведен вид, поясняющий схему перемещения корпуса подвижного контрольного устройства при детектировании дефектов внутри стального листа. На фиг. 16 приведен вид, показывающий пример схемы проверки в соответствии с JIS G0801: Ультразвуковой контроль стальных листов для сосудов под давлением, при котором движущийся корпус контрольного устройства движется по схеме движения, показанной на фиг. 15 для обнаружения дефектов внутри стального листа.
Сначала, при подвижном контроле стального листа S с использованием подвижного контрольного устройства 20 воду W подают на поверхность Sa стального листа S, выступающего в качестве объекта контроля, из устройств 80 подачи воды, так что воду W равномерно распыляют на поверхность Sa стального листа S. Подачу воды W устройствами 80 подачи воды выполняют постоянно во время контроля стального листа S.
Затем корпус 30 контрольного устройства подвижного контрольного устройства 20 перемещают по поверхности Sa стального листа S в соответствии со схемой перемещения, показанной на фиг. 15, для обнаружения дефектов внутри стального листа S.
При этом блок 13 расчета текущего положения бортового компьютера 36, установленного в корпусе 30 контрольного устройства, вычисляет текущие положения навигационных приемников 12 на основе информации, принятой навигационными приемниками 12. Блок 14 вычисления отклонения положения вычисляет отклонение текущего положения от целевого положения контроля на основе текущих положений навигационных приемников 12, рассчитанного блоком 13 расчета текущего положения, и целевого положения контроля, полученного от блока 15 настройки/оценки. Блок 16 управления приводом выдает управляющий сигнал, такой как команда скорости, на приводной двигатель 33 колеса, так чтобы отклонение, вычисленное блоком 14 вычисления отклонения положения, было равно 0, и выполняет управление с обратной связью скоростью (включая направление вращения) колес 32, так что корпус 30 контрольного устройства автономно перемещается по заданному маршруту движения.
В данном случае целевой маршрут перемещения корпуса 30 контрольного устройства, то есть схема перемещения корпуса контрольного устройства, является таким, как показано на фиг. 15. Во-первых, поверхность Sa (контрольную поверхность) стального листа S, выступающего в качестве объекта контроля, виртуально разделяют на переднюю половину и заднюю половину с центральной линией CL, проходящей по ширине стального листа S по центру.
Затем в передней половине корпус 30 контрольного устройства повторяет путь проверки и путь перемещения, описанные ниже, от одной торцевой стороны в продольном направлении стального листа S (левой торцевой стороны стального листа S на фиг. 15) до другой торцевой стороны в продольном направлении стального листа S (правой торцевой стороны стального листа S на фиг.15), тем самым детектируя дефекты внутри стального листа S.
Здесь, в передней половине, корпус 30 контрольного устройства начинает движение из положения, в котором центр, если смотреть на плоскости, расположен в точке P1, где дефектоскопические головки 44 расположены на центральной линии CL, при этом в качестве направления продвижения выступает направление в сторону задней стороны тележки 31, и одновременно с этим дефектоскопические головки 44 перемещают по ширине стального листа S, детектируя дефекты. Затем корпус 30 контрольного устройства достигает положения, в котором центр, если смотреть на плоскости, находится в точке P2, где дефектоскопические головки 44 расположены на боковой кромке стального листа S, и затем останавливается. В этом варианте осуществления перемещение корпуса 30 контрольного устройства из точки P1 в точку P2 называют путем проверки. Перемещение корпуса 30 контрольного устройства по пути проверки представляет собой прямолинейное движение, при котором правому и левому колесам 32 задают одинаковую скорость вращения.
После этого корпус 30 контрольного устройства вращает каждое колесо 32 в обратном направлении, задавая разные скорости вращения правому и левому колесам 32, так что корпус 30 контрольного устройства перемещается из положения, в котором центр, если смотреть на плоскости, расположен в точке P2, где дефектоскопические головки 44 расположены на боковой кромке стального листа S, при этом в качестве направления продвижения выступает направление в сторону передней части тележки 31, достигает положения, в котором центр, если смотреть на плоскости, находится в точке P3, где дефектоскопические головки 44 расположены на центральной линии CL по ширине стального листа S, а затем останавливается. Точка P1 и точка P3 разделены одним шагом D в продольном направлении стального листа S. В настоящем варианте осуществления перемещение корпуса 30 контрольного устройства из точки P2 в точку P3 называют путем перемещения. На этом пути перемещения одновременно выполняют дефектоскопию с помощью дефектоскопических головок 44, но данные контроля стирают в блоке 15 настройки/оценки, описанном ниже. Перемещение корпуса 30 контрольного устройства по пути перемещения представляет собой криволинейное движение, при котором правому и левому колесам 32 задают различные скорости вращения.
После этого в передней половине корпус 30 контрольного устройства повторяет путь проверки и путь перемещения до другой торцевой стороны в продольном направлении стального листа S, тем самым завершая проверку в передней половине.
Затем, когда проверка передней половины завершена, корпус 30 контрольного устройства поворачивает правое и левое колеса 32 вперед и назад, чтобы выполнить разворот на 180°. Таким образом, дефектоскопические головки 44 направлены в противоположном направлении по ширине стального листа S.
Затем в задней половине корпус 30 контрольного устройства повторяет путь проверки и путь перемещения, аналогичные таким путям в передней половине проверки, от другой торцевой стороны в продольном направлении стального листа S (правой торцевой стороны стального листа S на фиг. 15) до первой торцевой стороны в продольном направлении стального листа S (левой торцевой стороны стального листа S на фиг.15), тем самым детектируя дефекты внутри стального листа S.
Таким образом, выполняют дефектоскопию внутри стального листа S с шагом D в продольном направлении стального листа S, как в примере схемы проверки в соответствии с JIS G0801: Ультразвуковой контроль стальных листов для сосудов под давлением, показанном на фиг. 16.
Как показано на фиг. 2, данные контроля, полученные с помощью дефектоскопических головок 44, передают для оценки в блок 15 настройки/оценки бортового компьютера 36 посредством корпуса 43 ультразвукового дефектоскопа и платы 37 ввода-вывода.
Как описано выше, подвижное контрольное устройство 20 в соответствии с настоящим вариантом осуществления включает в себя корпус 30 контрольного устройства, проверяющий стальной лист S на наличие дефектов при перемещении по поверхности Sa стального листа S, выступающего в качестве объекта контроля, и устройства 80 подачи воды, выполненные отдельно от корпуса 30 контрольного устройства и подающие воду W, необходимую для контроля, на поверхность Sa стального листа S.
Таким образом, сам корпус 30 контрольного устройства уменьшается по размеру и весу, и, таким образом, может быть получено подвижное контрольное устройство 20, способное реализовать значительное уменьшение размера/уменьшение веса. В устройстве, в котором резервуар для воды установлен в корпусе 30 контрольного устройства, необходимо снова подавать воду W в резервуар для воды, когда вода W будет израсходована. Однако в подвижном контрольном устройстве 20 в соответствии с этим вариантом осуществления устранено опасение израсходовать воду.
На корпусе 30 контрольного устройства также установлен лист 73 регулирования потока, выталкивающий воду W, подаваемую на поверхность Sa стального листа S из устройств 80 подачи воды, в направлении продвижения и формирующий линии потока для подачи воды W между дефектоскопическими головками 44, выступающими в качестве датчиков контроля, проверяющих стальной лист S на наличие дефектов, и поверхностью Sa стального листа S одновременно с перемещением корпуса 30 контрольного устройства (перемещением по пути проверки).
Таким образом, при ультразвуковой дефектоскопии посредством корпуса 30 контрольного устройства воду W можно равномерно подавать даже в те места, где поверхность Sa (контрольная поверхность) стального листа S слегка наклонена или поверхность Sa имеет небольшую волнистость, неровность, или тому подобное, чтобы воду можно было равномерно распылить по поверхности Sa стального листа S. Лист 73 регулирования потока образует линии потока для подачи воды между дефектоскопическими головками 44 и поверхностью Sa стального листа S одновременно с перемещением корпуса 30 контрольного устройства. Следовательно, при ультразвуковой дефектоскопии с помощью корпуса 30 контрольного устройства воду W, необходимую для контроля, можно эффективно подавать между дефектоскопическими головками 44 и поверхностью Sa стального листа S.
Таким образом, в подвижном контрольном устройстве 20 в соответствии с этим вариантом осуществления можно избежать измерения, при котором будет обнаружен дефект даже при отсутствии дефектов внутри стального листа S (псевдообнаружение), а сам корпус 30 контрольного устройства может быть уменьшен по размеру и весу, так что можно добиться значительного уменьшения размера/веса, не влияя на качество контроля стального листа S.
Лист 73 регулирования потока выполнен в форме дуги, имеющей первую дугообразную поверхность 73a, и установлен так, что первая дугообразная поверхность 73a выступает в направлении продвижения по пути проверки корпуса 30 контрольного устройства.
Таким образом, лист 73 регулирования потока может выталкивать воду W, подаваемую на поверхность Sa стального листа S из устройств 80 подачи воды, в направлении продвижения и соответственно формировать поток для подачи воды W между дефектоскопическими головками 44, проверяющими стальной лист S на наличие дефектов, и поверхностью Sa стального листа S одновременно с перемещением корпуса 30 контрольного устройства.
Кроме того, в соответствии с подвижным контрольным устройством 20 в соответствии с этим вариантом осуществления, корпус 30 контрольного устройства включает в себя следящий механизм 50, заставляющий дефектоскопические головки 44, выступающие в качестве датчиков контроля, следовать за неровностью поверхности Sa стального листа S, выступающего в качестве объекта контроля.
Таким образом, когда дефектоскопические головки 44 сканируют поверхность Sa стального листа S (перемещаются по ней), дефектоскопические головки 44 могут следовать за неровностью поверхности Sa стального листа S и соответствующим образом проверять стальной лист S на наличие дефектов, независимо от неровности поверхности Sa стального листа S.
Следящий механизм 50 включает в себя механизм 51 удержания датчика, удерживающий дефектоскопическую головку 44, выступающую в качестве датчика контроля, и механизм 52 регулировки нагрузки, регулирующий нагрузку, прикладываемую к поверхности Sa стального листа S дефектоскопической головкой 44, удерживаемой удерживающим механизмом 51 датчика. Механизм 51 удержания датчика поворачивается вокруг оси X, проходящей параллельно поверхности Sa стального листа S, и оси Y, проходящей в направлении, параллельном поверхности Sa стального листа S и перпендикулярном оси X, и перемещается вверх и вниз вдоль оси Z, проходящей перпендикулярно поверхности Sa стального листа S.
Таким образом, как показано на фиг. 10, когда дефектоскопические головки 44 сканируют поверхность Sa стального листа S (перемещаются по ней), дефектоскопические головки 44, удерживаемые механизмами 51 удержания датчика, поворачиваются вокруг оси X и оси Y в состоянии, когда к поверхности Sa стального листа S прикладывают заданную нагрузку в соответствии с неровностью поверхности Sa стального листа S. Кроме того, дефектоскопическая головка 44 может перемещаться вверх и вниз вдоль оси Z, и дефектоскопическая головка 44 может отслеживать неровность поверхности Sa стального листа S с соответствующей силой прижатия.
Кроме того, в соответствии со способом подвижного контроля в соответствии с этим вариантом осуществления, стальной лист S, выступающий в качестве объекта контроля, проверяют на наличие дефектов с использованием вышеописанного подвижного контрольного устройства 20, и, следовательно, сам корпус 30 контрольного устройства уменьшается по размеру и весу, так что стальной лист S, выступающий в качестве объекта контроля, может быть проверен на наличие дефектов с помощью подвижного контрольного устройства, способного реализовать значительное уменьшение размера/веса без ущерба для качества контроля стального листа S.
Стальной лист S в качестве стального материала изготавливают с выполнением этапа проверки с применением способа подвижного контроля.
Выше описаны варианты осуществления настоящего изобретения, но настоящее изобретение не ограничено ими и может быть различным образом изменено или модифицировано.
Например, объект контроля, который необходимо проверить подвижным устройством контрольным 20, не ограничен стальным листом S.
Проверка стального листа S на наличие дефектов с помощью подвижного контрольного устройства 20 также может включать в себя проверку стального листа S на все дефекты, включая внутренние дефекты и поверхностные дефекты со стороны передней поверхности и стороны задней поверхности стального листа S, не ограничиваясь проверкой стального листа S на наличие внутренних и поверхностных дефектов задней поверхности с помощью ультразвуковой дефектоскопии.
Корпус 30 контрольного устройства не ограничен корпусом, имеющим конструкцию, показанную на фиг. 1 и фиг. 3-5, и может представлять собой любой корпус, который проверяет стальной лист S на наличие дефектов при перемещении по поверхности Sa стального листа S, выступающего в качестве объекта контроля, и на котором установлен лист 73 регулировки потока. Например, колеса 32 не ограничены двумя колесами, и может иметься три или четыре колеса.
Лист 73 регулирования потока не ограничен формой дуги, имеющей первую дугообразную поверхность, и может представлять собой любой лист, выталкивающий воду W, подаваемую на поверхность Sa стального листа S из устройств 80 подачи воды в направлении продвижения, и формирующий линии потока для подачи воды W между дефектоскопическими головками 44, выступающими в качестве датчиков контроля, и поверхностью Sa стального листа S одновременно с перемещением корпуса 30 контрольного устройства.
Лист 73 регулирования потока может быть установлен в тележке 31 путем изменения формы таким образом, чтобы воду W, подаваемую на поверхность Sa стального листа S из устройств 80 подачи воды, выталкивать наружу в направлении продвижения, и образовывать линии потока для подачи воды W между дефектоскопическими головками 44, выступающими в качестве датчиков контроля, и поверхностью Sa стального листа S одновременно не только с перемещением корпуса 30 контрольного устройства по пути проверки, но и с перемещением корпуса 30 контрольного устройства по пути перемещения.
Дугообразная форма листа 73 регулировки потока может иметь первую дугообразную поверхность 73a и не обязательно может иметь вторую дугообразную поверхность 73b.
Лист 73 регулирования потока может иметь треугольную форму. В этом случае лист 73 регулирования потока предпочтительно располагают так, чтобы вершина выступала в направлении продвижения на пути проверки корпуса 30 контрольного устройства.
Следящий механизм 50 не ограничен механизмом, имеющим механизм 51 удержания датчика и механизм 52 регулировки нагрузки. Механизм 51 удержания датчика удерживает дефектоскопическую головку 44, выступающую в качестве датчика контроля, поворачивается вокруг оси X, проходящей параллельно поверхности Sa стального листа S, и оси Y, проходящей в направлении, параллельном поверхности Sa стального листа S и перпендикулярном оси X, и перемещается вверх и вниз вдоль оси Z, проходящей перпендикулярно поверхности Sa стального листа S. Механизм 52 регулировки нагрузки регулирует нагрузку, прилагаемую дефектоскопической головкой 44, удерживаемой механизмом 51 удержания датчика, к поверхности Sa стального листа S.
Например, как показано на фиг. 17, следящий механизм 50 может включать в себя привод 91, измеритель расстояния 92 и устройство 93 управления приводом. Привод 91 перемещается вверх и вниз по дефектоскопической головке 44, выступающей в качестве датчика контроля, вдоль оси Z, проходящей перпендикулярно поверхности Sa стального листа S, выступающего в качестве объекта контроля. Измеритель 92 расстояния измеряет расстояние δ вдоль оси Z между дефектоскопической головкой 44 и поверхностью Sa стального листа S. Устройство 93 управления приводом управляет приводом 91 так, чтобы перемещать дефектоскопическую головку 44 вверх и вниз в соответствии с вышеописанным расстоянием δ, измеренным измерителем 92 расстояния для регулировки вышеописанного расстояния δ. На фиг. 17, измеритель 92 расстояния прикреплен к верхней поверхности дефектоскопической головки 44, и измеритель 92 расстояния измеряет высоту h между верхней поверхностью дефектоскопической головки 44 и поверхностью Sa стального листа S. Поскольку высота hh дефектоскопической головки 44 известна заранее, измеритель 92 расстояния измеряет высоту h между верхней поверхностью дефектоскопической головки 44 и поверхностью Sa стального листа S, а затем вычитает высоту hh дефектоскопической головки 44 из измеренной высоты h для вычисления расстояния δ вдоль оси Z между дефектоскопической головкой 44 и поверхностью Sa стального листа S.
Это позволяет следящему механизму 50 активно и надлежащим образом заставлять дефектоскопическую головку 44 следовать за неровностью поверхности Sa стального листа S.
Пара устройств 80 подачи воды установлена на каждой из торцевых поверхностей на длинных обращенных друг к другу сторонах стального листа S, имеющего прямоугольную форму, но их количество для установки может составлять одно, три или более. Устройство 80 подачи воды может быть установлено в любом положении относительно стального листа S, лишь бы воду W можно было подавать на поверхность Sa стального листа S.
Устройство 80 подачи воды также может быть модифицировано, как показано на фиг. 14А, 14Б. На фиг. 14A и 14B показана модификация устройства 80 подачи воды, причем на фиг. 14A показан вид сбоку, а фиг. 14B – вид в перспективе.
Сопло 81 устройства 80 подачи воды, показанное на фиг. 13, описанное выше, прикреплено с возможностью отсоединения к торцевой поверхности стального листа S с помощью крепежного основания 83 магнитного типа. В этом случае устройство 80 подачи воды неизбежно устанавливают в положении около торцевой поверхности стального листа S, и, в зависимости от формы стального листа S, устройство 80 подачи воды не может быть установлено.
В отличие от этого устройство 80 подачи воды в соответствии с модификацией, показанной на фиг. 14A, 14B, включает в себя два типа: устройство 80 подачи воды для листов большой толщины и устройство 80 подачи воды для листов малой толщины. Устройство 80 подачи воды для листов большой толщины поддерживают в верхней части стержневой опоры 88, выполненной на подставке 87, размещенной на поверхности F пола, а устройство 80 подачи воды для листов небольшой толщины поддерживают в нижней части опоры 88.
Сопло 81, соединенное с концом шланга 84 для подачи воды в каждом устройстве 80 подачи воды, поддерживают с помощью опорного зажима 89 с возможностью перемещения вверх и вниз относительно опоры 88 (направление Y указано стрелкой на фиг. 14A), так что установочная высота сопла 81 может быть изменена в соответствии с высотой поверхности Sa стального листа S. Кроме того, сопло 81 поддерживают с помощью опорного зажима 89 с возможностью поворота в горизонтальном направлении относительно опоры 88 (направление X указано стрелкой на фиг. 14B), так что направление сопла 81 может быть изменено. Более конкретно, сопло 81 в каждом устройстве 80 подачи воды снабжено опорным зажимом 89. Каждое сопло 81 затем перемещают в направлении вверх и вниз относительно опоры 88, так чтобы установочная высота каждого сопла 81 находилась на одном уровне с поверхностью Sa стального листа S, и одновременно с этим каждое сопло 81 поворачивают относительно опоры 88 таким образом, чтобы направление сопла 81 находилось в требуемом положении, а затем опорный зажим 89 затягивают в этом состоянии, чтобы поддерживать каждое сопло 81.
Таким образом, каждое сопло 81 поддерживают с помощью опоры 88, при этом установочная высота и направление отрегулированы относительно поверхности Sa стального листа S.
В соответствии с устройством 80 подачи воды этой модификации, каждое сопло 81 поддерживают с помощью опоры 88, выполненной на подставке 87, размещенной на поверхности F. Следовательно, каждое сопло 81 может быть расположено при необходимости вокруг стального листа S, не ограничиваясь торцевыми поверхностями стального листа S. Каждое сопло 81 поддерживают с помощью опоры 88, при этом установочная высота и направление отрегулированы относительно поверхности Sa стального листа S. В результате имеется преимущество, заключающееся в том, что каждое сопло 81 иногда может быть преимущественно размещено в том месте, где вода для дефектоскопии может высохнуть в зависимости от характеристик поверхности стального листа S и наклона стального листа S, что обеспечивает более стабильное и надежное детектирование дефектов.
Каждое сопло 81 в устройстве 80 подачи воды в соответствии с модификацией включает в себя элемент 90a регулирования расхода, регулирующий расход воды W, подаваемой из каждого сопла 81. Следовательно, элемент 90a регулирования расхода может регулировать площадь поперечного сечения канала для подачи воды в каждом сопле 81, чтобы регулировать расход воды W, подаваемой на поверхность Sa стального листа S из каждого сопла 81. Как показано на фиг. 14A, 14B, каждое сопло 81 снабжено открывающей заглушкой 90b. Когда воду W подают на поверхность Sa стального листа S из каждого сопла 81, открывающая заглушка 90b может быть открыта после того, как скорость потока будет отрегулирована элементом 90a регулирования расхода.
В устройстве 80 подачи воды в соответствии с модификацией, показанной на фиг. 14A, 14B, устройства 80 подачи воды двух типов, а именно устройство 80 подачи воды для листов большой толщины и устройство 80 подачи воды для листов малой толщины, поддерживают с помощью опоры 88, но настоящее изобретение не ограничено этим, и в нем могут поддерживать устройство 80 подачи воды одного типа или могут поддерживать устройства 80 подачи воды нескольких (двух типов или более) типов. Количество подставок 87, каждая из которых содержит опору 88, не ограничено одной. Может быть подготовлено две или более подставок 87, и каждая опора 88 может поддерживать устройство 80 подачи воды.
Количество устанавливаемых устройств 80 подачи воды предпочтительно определяют в соответствии с площадью поверхности стального листа S, на который будут подавать воду W. Таким образом, детектирование дефектов может быть выполнено соответствующим образом в соответствии с площадью поверхности стального листа S.
Примеры
Стальной лист, имеющий искусственные дефекты (○, Δ, □), проверяли с помощью подвижного контрольного устройства 20, показанного на фиг. 1, выступающего в качестве подвижного контрольного устройства в соответствии с примерами. Соответствующая карта проверки показана на фиг. 18. Карта проверки была создана путем связывания положения корпуса 30 контрольного устройства с данными проверки в этом положении.
Положения и формы искусственных дефектов (○, Δ, □), представленных на стальном листе, были точно известны заранее, и, таким образом, можно было подтвердить, что проверка с помощью подвижного контрольного устройства в соответствии с примерами имела достаточную точность.
Масса обычных подвижных контрольных устройств (подвижных контрольных устройств, имеющих конфигурацию, аналогичную показанной в PTL 1 или PTL 2) составляет около 80 кг (превышает 100 кг при заполнении водой), потому что в них предусмотрен резервуар для воды, и, следовательно, обычные подвижные контрольные устройства были очень тяжелыми. Следовательно, для перемещения подвижных контрольных устройств между стальными листами использовали подъемник или подобное, и, таким образом, оставалось пространство для усовершенствования.
В отличие от этого, в подвижном контрольном устройстве в соответствии с примерами устройства 80 подачи воды были выполнены отдельно от корпуса 30 контрольного устройства, а приводной механизм был усовершенствован (четырехколесный привод/рулевое управление всеми колесами → двухколесный привод/без рулевого управления). Следовательно, масса самого корпуса 30 контрольного устройства была уменьшена примерно до 20 кг, и в то же время можно было уменьшить размер. Это сделало возможным ручную транспортировку, что значительно повысило удобство обращения с корпусом 30 контрольного устройства. Кроме того, устройства 80 подачи воды являются очень легкими и могут быть вручную установлены на стальном листе для каждой проверки стального листа, и, таким образом, удобство обращения с ними не имеет значения.
Список ссылочных позиций
1 система контроля
10 система измерения внутреннего положения
11 навигационный передатчик
12 навигационный приемник
13 блок расчета текущего положения
14 блок вычисления отклонения положения
15 блок настройки/оценки
16 блок управления приводом
20 подвижное контрольное устройство
30 корпус подвижного контрольного устройства
31 тележка
32 колеса (привод)
32a вал вращения
32b первые шестерни с пересекающимися осями
33 приводной двигатель колеса
33a выходной вал вращения
33b вторые шестерни с пересекающимися осями
34 колесо (способное вращаться в любом направлении)
35 блок управления
36 бортовой компьютер
37 плата ввода-вывода
38 первая приподнятая часть
39 вторая приподнятая часть
40 первый листовой элемент
41 второй листовой элемент
42 третий листовой элемент
43 корпус ультразвукового дефектоскопа
44 дефектоскопическая головка (датчик контроля)
50 следящий механизм
51 механизм удержания датчика
52 механизм регулировки нагрузки
53a держатель
53b элемент рамы удерживающего датчик каркаса
53c болт
53d барашковый болт
53e винтовой элемент
53f сквозное отверстие
54 первый опорный элемент
55 первый шарнир
56 второй опорный элемент
57 второй шарнир
58 третий опорный элемент
59 нижний плоский лист
60 верхний плоский лист
61 вал
62 втулка
62а фланец
63 металлическая шайба
64 металлическая шайба
65 спиральная пружина сжатия
66 металлическая шайба
67 спиральная пружина сжатия
68 гайка
69 крепежная пластина
70 направляющий элемент
71 ползун
72 крепежная листовая деталь
73 лист регулирования потока
73a первая дугообразная поверхность (дугообразная поверхность)
73b вторая дугообразная поверхность
74 крепежный элемент листа регулирования потока
74a опорная ножка
74b дугообразная крепежная листовая деталь
80 устройство подачи воды
81 сопло
82 крепежная пластина
82a фиксирующий элемент
83 крепежное основание
84 шланг подачи воды
85 соединение
86 шланг
87 подставка
88 опора
89 опорный зажим
90a элемент регулировки расхода
90b открывающая заглушка
91 привод
92 измеритель расстояния
93 устройство управления приводом
S стальной лист (объект контроля)
Sa поверхность
W вода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДВИЖНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ, СПОСОБ КОНТРОЛЯ С ПЕРЕМЕЩЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МАТЕРИАЛА | 2020 |
|
RU2780149C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПРОВЕРКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН, СПОСОБ ПРОВЕРКИ И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2020 |
|
RU2772682C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕСТИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ПОТОКОВ РАССЕЯНИЯ | 2015 |
|
RU2644026C1 |
| Способ комплексной диагностики рельсов | 2017 |
|
RU2642687C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
| Многофункциональный автономный роботизированный комплекс диагностики и контроля верхнего строения пути и элементов железнодорожной инфраструктуры | 2020 |
|
RU2733907C1 |
| Измерительный модуль дефектоскопа и его следящее шасси | 2022 |
|
RU2778492C1 |
| МОБИЛЬНЫЙ КОМПЛЕКС ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ | 2007 |
|
RU2371340C2 |
| СПОСОБ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ | 2013 |
|
RU2521095C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2015 |
|
RU2586090C1 |
Использование: для контроля дефектов. Сущность изобретения заключается в том, что подвижное контрольное устройство на наличие дефектов содержит корпус подвижного контрольного устройства, выполненный с возможностью проверки объекта контроля на наличие дефекта при перемещении по поверхности объекта контроля и устройство подачи воды, выполненное отдельно от корпуса подвижного контрольного устройства и выполненное с возможностью подачи воды, необходимой для проверки, на поверхность объекта контроля, причем на корпусе подвижного контрольного устройства расположен лист регулировки потока, выполненный с возможностью выталкивания воды, подаваемой на поверхность объекта контроля от устройства подачи воды, в направлении перемещения и формирования линии потока для подачи воды между датчиком контроля, выполненным с возможностью проверки объекта контроля на наличие дефектов, и поверхностью объекта контроля одновременно с перемещением корпуса подвижного контрольного устройства. Технический результат: уменьшение размера/веса подвижного контрольного устройства без негативного влияния на характеристики контроля. 3 н. и 8 з.п. ф-лы, 19 ил.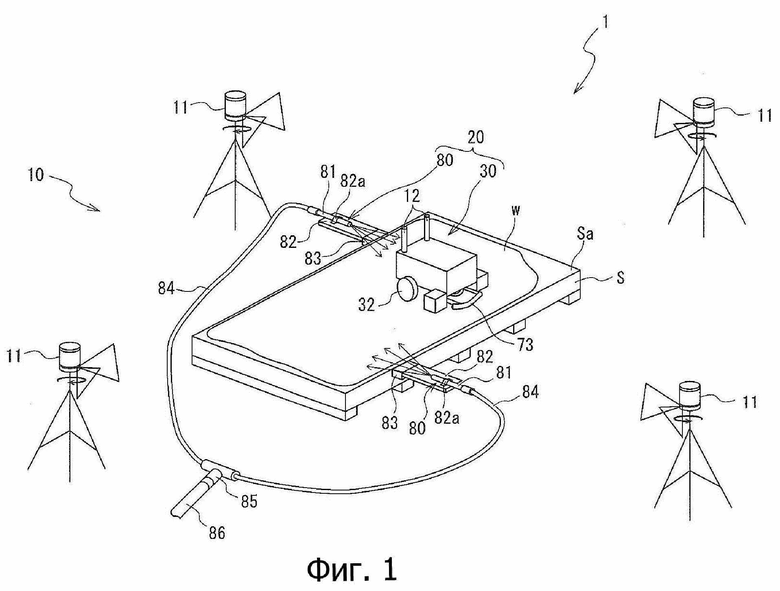
1. Подвижное контрольное устройство на наличие дефектов, содержащее:
корпус подвижного контрольного устройства, выполненный с возможностью проверки объекта контроля на наличие дефекта при перемещении по поверхности объекта контроля; и
устройство подачи воды, выполненное отдельно от корпуса подвижного контрольного устройства и выполненное с возможностью подачи воды, необходимой для проверки, на поверхность объекта контроля, причем
на корпусе подвижного контрольного устройства расположен лист регулировки потока, выполненный с возможностью выталкивания воды, подаваемой на поверхность объекта контроля от устройства подачи воды, в направлении перемещения и формирования линии потока для подачи воды между датчиком контроля, выполненным с возможностью проверки объекта контроля на наличие дефектов, и поверхностью объекта контроля одновременно с перемещением корпуса подвижного контрольного устройства.
2. Устройство по п. 1, в котором лист регулирования потока выполнен в форме дуги, имеющей дугообразную поверхность, или лист регулирования потока выполнен в форме треугольника и расположен так, что поверхность дуги или вершина треугольника выступает в направлении продвижения на пути проверки корпуса подвижного контрольного устройства.
3. Устройство по п. 1 или 2, в котором корпус подвижного контрольного устройства содержит следящий механизм, выполненный с возможностью отслеживания датчиком контроля неровностей поверхности объекта контроля.
4. Устройство по п. 3, в котором следящий механизм содержит:
механизм удержания датчика, выполненный с возможностью удержания датчика контроля, поворота вокруг оси X, проходящей параллельно поверхности объекта контроля, и оси Y, проходящей в направлении, параллельном поверхности объекта контроля и перпендикулярном оси X, и перемещения вверх и вниз вдоль оси Z, проходящей перпендикулярно поверхности объекта контроля; и
механизм регулировки нагрузки, выполненный с возможностью регулировки нагрузки, прилагаемой к поверхности объекта контроля датчиком контроля, удерживаемым механизмом удержания датчика.
5. Устройство по п. 3, в котором следящий механизм содержит:
привод, выполненный с возможностью перемещения вверх и вниз датчика контроля вдоль оси Z, проходящей перпендикулярно поверхности объекта контроля;
измеритель расстояния, выполненный с возможностью измерения расстояния вдоль оси Z между датчиком контроля и поверхностью объекта контроля; и
устройство управления приводом, выполненное с возможностью управления приводом так, чтобы перемещать вверх и вниз датчик контроля в соответствии с расстоянием вдоль оси Z между датчиком контроля и поверхностью объекта контроля, измеренным измерителем расстояния, для регулировки расстояния вдоль оси Z между датчиком контроля и поверхностью объекта контроля.
6. Устройство по любому из пп. 1-5, в котором устройство подачи воды включает в себя сопло, соединенное с концом шланга подачи воды и выполненное с возможностью подачи воды на поверхность объекта контроля.
7. Устройство по п. 6, в котором сопло установлено с возможностью его перемещения вверх и вниз относительно опоры, установленной на подставке, размещенной на поверхности пола, таким образом, что высоту установки сопла можно менять в соответствии с высотой поверхности объекта контроля, и установлено с возможностью его вращения в горизонтальном направлении вращения относительно опоры таким образом, чтобы можно было менять направление сопла.
8. Устройство по п. 6 или 7, в котором сопло включает в себя элемент регулировки расхода, выполненный с возможностью регулирования расхода воды, подаваемой из сопла.
9. Устройство по любому из пп. 1-8, в котором количество установленных устройств подачи воды зависит от площади поверхности объекта контроля, на который подают воду.
10. Способ подвижного контроля на наличие дефектов, включающий проверку объекта контроля на наличие дефекта с использованием подвижного контрольного устройства на наличие дефектов по любому из пп. 1-9.
11. Способ изготовления стального материала, включающий этап проверки, на котором осуществляют способ подвижного контроля на наличие дефектов по п. 10.
| JPS 5363087 A, 06.06.1978 | |||
| JP 2014089173 A, 15.05.2014 | |||
| JP 2015194491 A, 05.11.2015 | |||
| GB 1114835 A, 22.05.1968 | |||
| Подшипниковый узел вала вентилятора | 1982 |
|
SU1060816A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВ | 2008 |
|
RU2376596C2 |

