Изобретение относится к отделочной абразивной обработке деталей и может быть использовано в приборот- строенйи, машиностроении и других отраслях промышленности для центробеж- ногр полировання, шлифования, зачистка заусенцев и подготовки под гальванопокрытие деталей из металлов и пластмасс.
Целью изобретения является повышение производительности и качества обработки путем циклического изменения степени уплотнения рабочей загрузки и устранения в ней застойных зон.
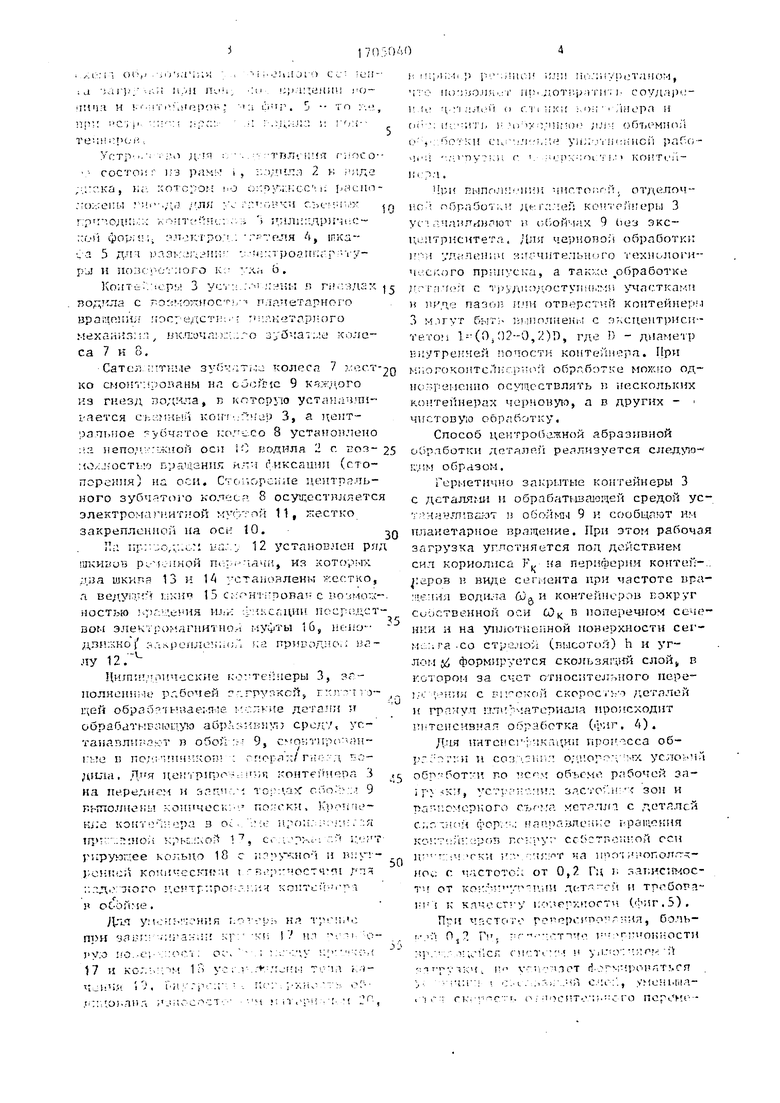
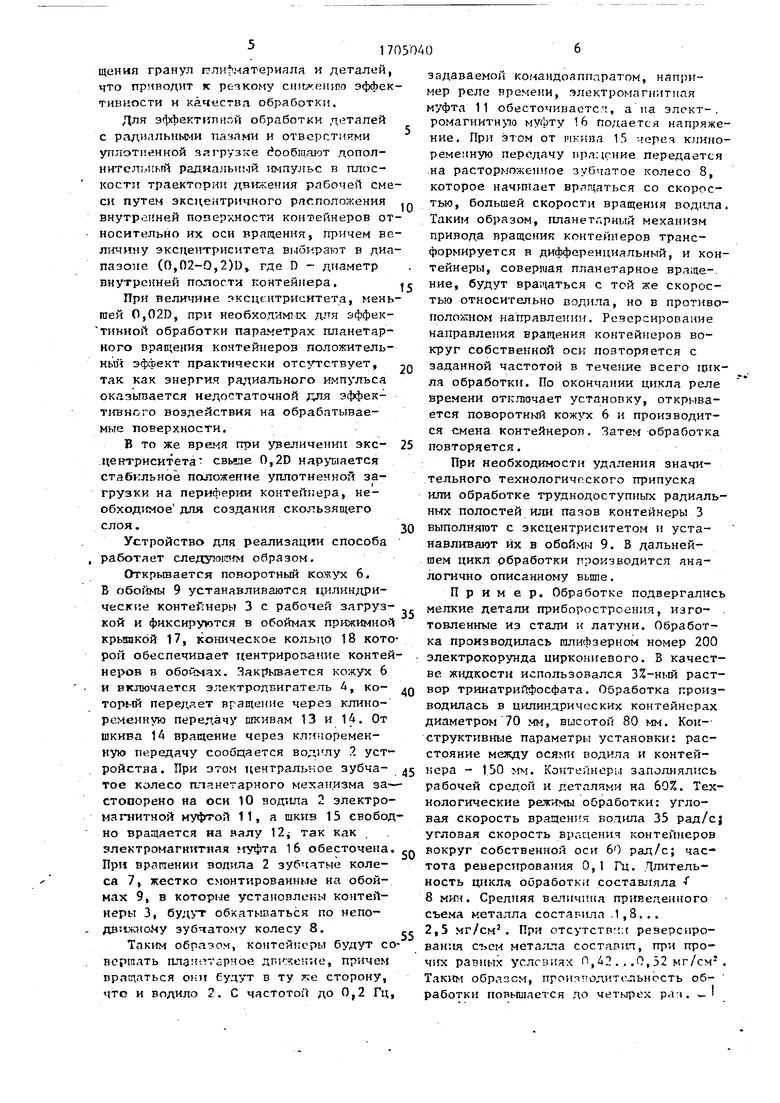
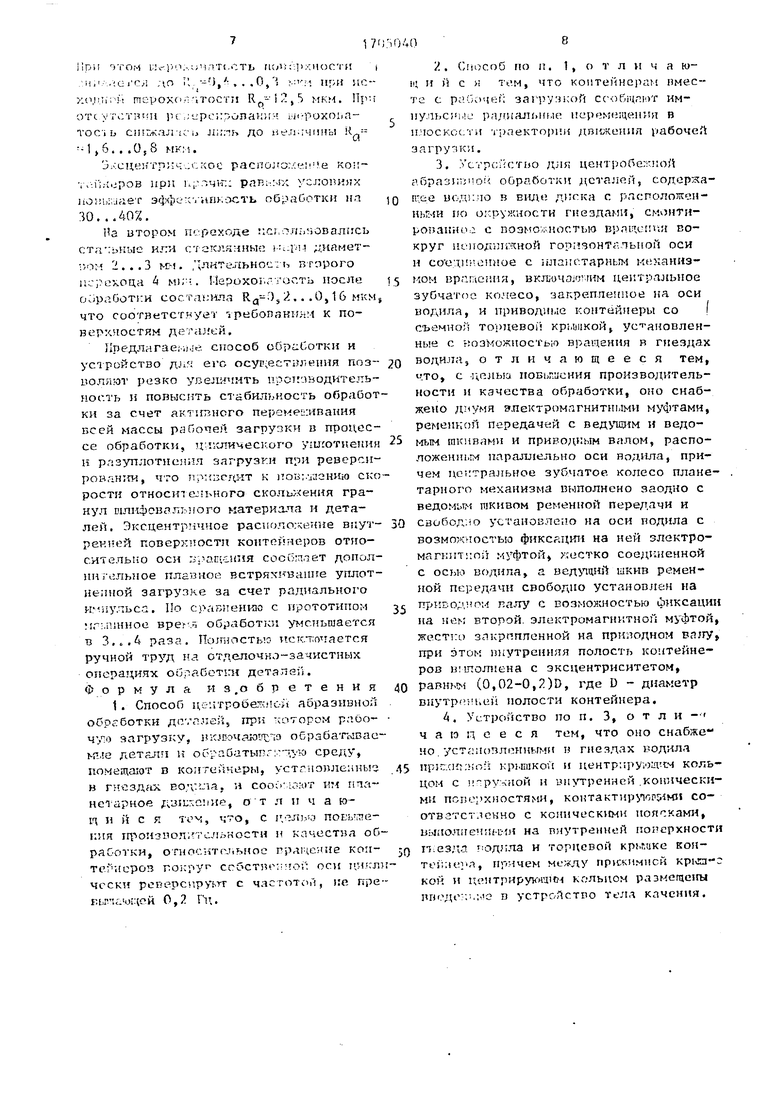
На фиг. 1 показан обеим эпд устройства для дсуществления способа; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез В-Б фпг.1; на фиг.4 «%
yie:i oa,i , л)чач;1« ; a ли ру мл; H..VII ГК Л,
-м ;..j:i;.ji-o ec- iL H:t хранении roчмч.ч и ь .мтейнерок: ч;; фнр. 5 - то ;.-.,
5
i Щ.п:-.ц j р Г;;пи-н малнуротаном, что ..:т предотврати-; i- соударе- n u- длчалом о tvn UKH ;. o;; г Лнера и ()(: п:: лггь И ;vni;юе ДЛЧ объемной )ОТКИ С,Л ;Л ,Л« уплотненной рГ.Г.Очгн ллл - лл; г. . лорх- хн:1;- i.t KOHTeii- H. pa.
Чрн выполнении чистог.г Г;, отделоч- но ; обработан деталей контейнеры 3 ус ч лчаипингчот н обоймах 9 (ез эксцентриситета. Для черновой обработки удалении значительного технологи-- чесг.ого припуска, а. та к/:: ч обработке Ko;iT-e:-.--.ep: 3 .:л1 J:-UM л гнездах 15 дгта кмт с т удиидостуиш.гмп летками
пр;: е:; р. ;.ра;. re .iHi pcjH ;
Устр ..ч ; ДЛЯ :
.- состой г из рамь1 ;:.::г.ка, и;- :;оторог;
:-.;.UMJ;:: ;: г .:;
. - : ТПЛ-. fiiOCO i , 2 к ияде
О .KCC1 . i: 1п-)С11П:;o:-.:eiibi гли-,дгт /шя ;. -.- г:л:п чн c.bff-vi-. x гр г-тод::;.::: кочтг-лпсл .: . : i ;шлп::,гфнч(:с ;;ой фор;;: злотл ро;.: А, шка- Са 5 ДД-1 разк;зг; нг,- ::л :;троаип;-р--гу- p-j и по:к:уч;г:юго к;- ул 6.
10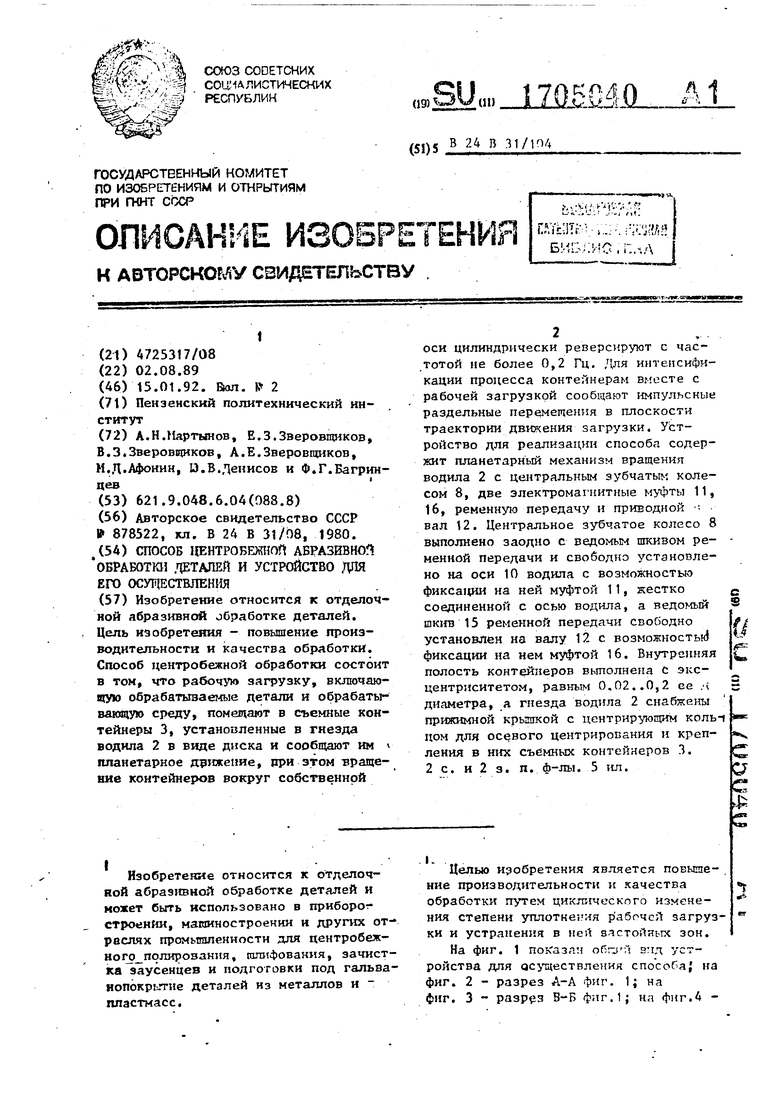
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной абразивной обработки деталей | 1990 |
|
SU1761446A1 |
| Способ обработки деталей и устройство для его осуществления | 1988 |
|
SU1627382A1 |
| Способ измельчения материалов в центробежной планетарной мельнице | 2020 |
|
RU2760394C1 |
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
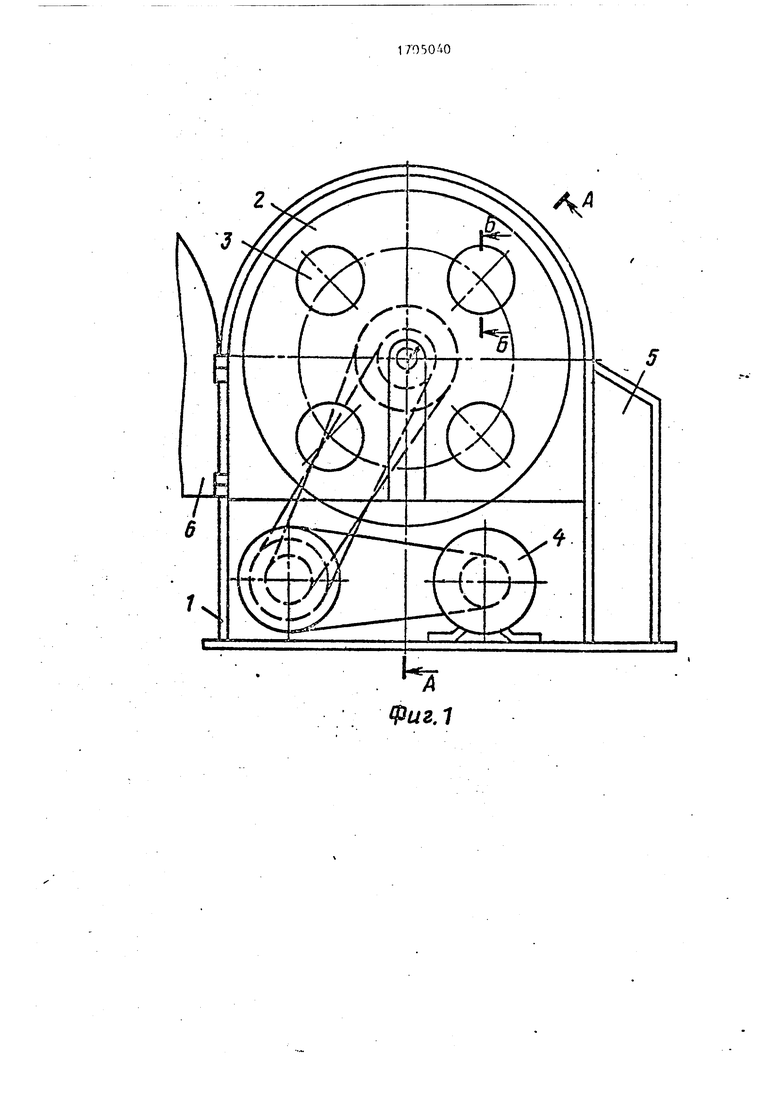

Изобретение относится к отделочной абразивной обработке деталей. Цель изобретения - повышение производительности и качества обработки. Способ центробежной обработки состоит в том, что рабочую загрузку, включающую обрабатываемые детали и обрабатывающую среду, помещают в съемные контейнеры 3, установленные в гнезда водила 2 в виде диска и сообщают им планетарное движение, при этом вращение контейнеров вокруг собственной оси цилиндрически реверсируют с частотой не более 0,2 Гц. Для интенсификации процесса контейнерам вместе с рабочей загрузкой сообщают импульсные раздельные перемещения в плоскости траектории движения загрузки. Устройство для реализации способа содержит планетарный механизм вращения водила 2 с центральным зубчатым колесом 8, две электромагнитные муфты 11, 16, ременную передачу и приводной вал 12. Центральное зубчатое колесо 8 выполнено заодно с ведомым шкивом ременной передачи и свободно установлено на оси 10 водила с возможностью фиксации на ней муфтой 11, жестко соединенной с осью водила, а ведомый шкив 15 ременной передачи свободно установлен на валу 12 с возможность фиксации на нем муфтой 16. Внутренняя полость контейнеров выполнена С эксцентриситетом, равным 0,02..0,2 ее .( диаметра, а гнезда водила 2 снабжены прижимной крышкой с центрирующим кольт цом для осевого центрирования и крепления в них съемных контейнеров 3. 2с. и 2 з. п. ф-лы.5 нл. § U Ј
водила с ло:-:чо-тнос н/-5 планетарног о
BpaniHIDtif .ЧОСГеДСТ : : Т1;1.Нв7арНОГО
механизм:; х ысшочшо-М.-о зубчат :ле колеса 7 к 8.
Сате:лллтные зубч/;-,, колеса 7 J.-.CT ко смонтированы на с-Зонме 9 каждого из гказд по,, в которую устаначш i-ается ськмиый .;лчар 3, а центральное убчатое колесо 8 установлено непо; ,:----:жнои оси 10 водила 2 с. поз- :u5/:j-остью вра Л.ания и;:-; (.иксашш (сто- порення) на оси. Стог.орсние центрального зубчатого колеса 8 осуществляетс электромагнитной мубтой 11, жестко закрепленной на оси 10.
прлиодло:: lui.vy 12 установлен ря
ШКИВиВ PL-MC-ННОЙ П(:Т:-; ЛаЧН, ИЗ КОТОРЫХ
д;за шккг.з 13 и 14 установлены жестко, а ведущий икня 15 с;-:онт;:рован с HO-JMOVXностью ;,рг: л ения ш,и фиксации посра,цст вом электромагнитной муфты 16, непо-- дпп:кко( ял ропл1л;;| ;Л ка грнводно.; налу 12.и
Циггмндрпческие р;олте;: 1еры 3, заполненные рабочей г-.групксй, гллллго- цей обраб чннае:-. колкие детали и обрабатывающую абр -.унвя Л} среду, ус- танапли ают в обой :г 9, смо.нт1фрл;ш и под: нпннкоп : гг сра;:/ гн -:-:--д во- . Для нентр гро-;л :мп конте: гнепа 3 на переднем и запт.- то:л, . 9 выполнены конпчоск;.-. поиски, Кр.т-тгпе- кке сра з oi..-..Ј .:-. тгртл.лмнон крьс.:хо I7, c.M, pXc-L .- цент Г .фумпее кольцо 18 с ;.руу;ноч и в:;у-г- рением коническт и i в рлчостч-ш длч ..лд..г-31ого r,.-.:--.ii4 коптен- i p-i Р оОойме.
;V умой;. иония r.o-ivuh на тргмио при уяш:- --.-: ган;1:г кгл -кн IV на -vu- o- j V;o no..er--:::oc i : ос-, - л -:---:лу ку- -сс-л 17 и кольл М 1В ус;-.г-..-f.л:л{1- точа ;, чончя i . Гну :р /:;л . гилл ;.-/; ;к- .. яллоьанл ; jiioc --T . - м «; iVepi: м п,
0
а
5
0
н ииде пззоп пли отверстий контейнер;. 3 млгут быть г;ь;лолненг.1 с .чксцептриси- тетом (О, П2--0,2)D, где D - диаметр внутренней полости контейнера. При ь5;;огоконтсЛ1 :г. обработке можмо од нолрепенно осутдсствлять п нескольких контейнерах черновую, а в других - чн ст о в ую о 6 р а б о т к у.
Способ центробежной абразивной обработки деталей реализуется следую- iiV.M образом.
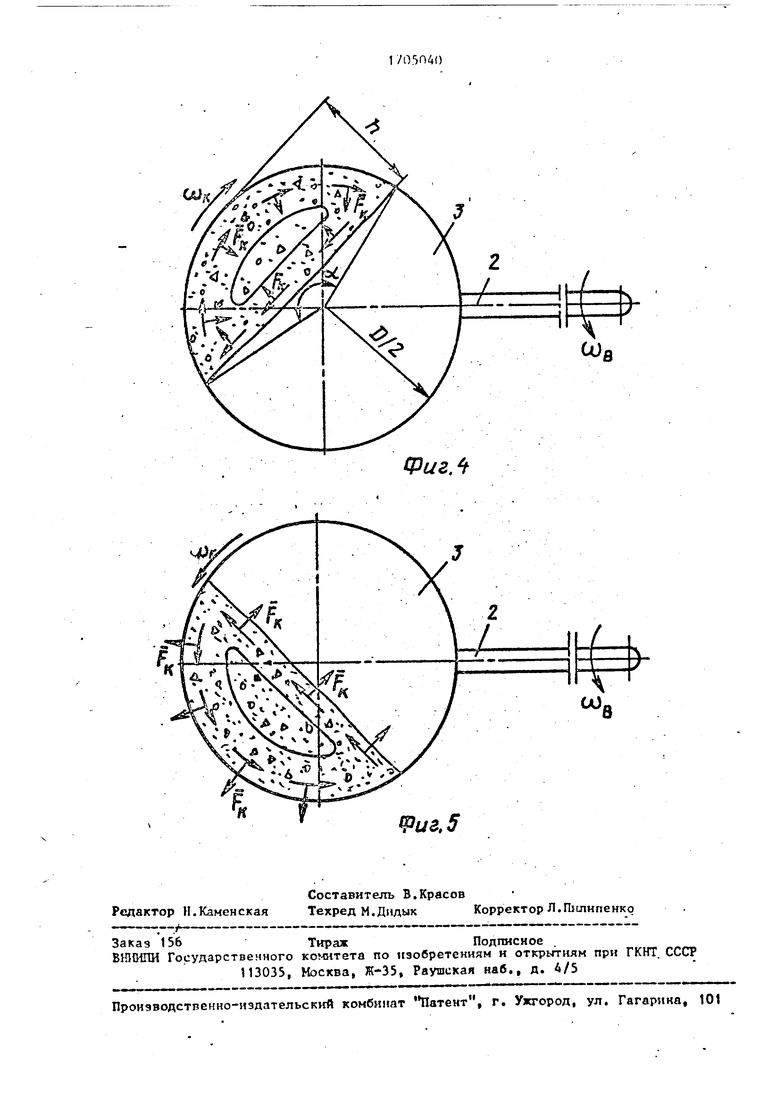
Герметично закрытые контейнеры 3 с деталями и обрабатывающей средой устанавливают в обоймы 9 и сообщают им планетарное вращение. При этом рабочая загрузка уплотняется под действием сил кориолнса FK на периферии контен-.. j:apoB в виде сегмента при частоте вра- :;,елня водила й)& и контейнеров вокруг собственной оси СОК в поперечном сечении и на уплотненной поверхности сег- м лга-со страной (высотой) h и углом « формируется скользяг;™ слой, в котором за счет относительного пере- 1. с в; гокой скоростью деталей и грат-гул пли -материала происходит интенсивная обработка (фиг. 4).
Для ннтенсгфчкацин процесса об- рг; :пг::н и соз лнпл однор- л услоьма г,о испм объеме рабочей за- Г устр;л;ллнл застолш-ч зон и par-гюморкого c/bf . a MCTP-MJCI с деталей с;.г,-,нон напразленкс иращокия ко :-;лл1ке;юв пскруг ссбствопной оси тки H:V.- .iwf ял про-; и; опол - - HOv; с. частотой от 0,2 Гц ь заг.нспмос- ти от коллл -ур-инн н тробора- л; s к кпчесгт-у полерхкогтн (фпг.5).
При частого ге рроипо глил, больь-. Л Os . г-г. Л--П Ге 1: : МП 0 5НОСТН
..- , -H :.TI-M . н у,1.:лул-;;пм-и r- -r fpy IKM., i . d O - MponaTscn . -J-. i. i г.. i. л.,. п ело: ., уменьша- ,,-: гк-т- с.. ( л осптол;.-с го першие51705040щення гранул пли материала и деталей,
з .н
что приводит к резкому снижению эффективности и качества обработки.
Для эффективной обработки деталей с радиальными пазами и отверстиями уплотненной загрузке Сообщают дополнительный радиальный импульс в плоскости траектории движения рабочей смеси путем эксцентричного расположения )П внутренней поверхности контейнеров относительно их оси вращения, причем величину эксцентриситета выбирают в диапазоне (0,02-Q,2)D, где D - диаметр внутренней полости контейнера.jr
При величине эксцентриситета, меньшей 0,02D, при необходимых для эффекивной обработки параметрах планетарного вращения контейнеров положительный эффект практически отсутствует, так как энергия радиального импульса оказывается недостаточной для эффективного воздействия на обрабатываемые поверхности.
В то же время при увеличении эксцентриситета свьвле 0,2D нарушается стабильное положение уплотненной загрузки на периферии контейнера, необходимое для создания скользящего слоя.
Устройство для реализации способа работает следующим образом.
Открывается поворотный кожух 6. В обоймы 9 устанавливаются цилиндрические контейнеры 3 с рабочей загрузкой и фиксируются в обоймах прижимной крышкой 17, коническое кольцо 18 которой обеспечизает центрирование контейнеров в обоймах. Закрывается кожух 6 и включается электродвигатель 4, который передает вращение через клино- ременную передачу шкивам 13 и 14. От шкива 14 вращение через клнноремен- иую передачу сообщается водилу 2 уст20
25
30
40
35
тое колесо планетарного механизма за- стопорено на оси 10 водила 2 электромагнитной муфтой 11, а шкив 15 свободно вращается на валу 12j так как .
50
ройства. При этом центральное зубча- д$ нера - 150 мм. Контейнер;, заполнялись
рабочей средой и деталями на 60%. Технологические режимы обработки: угловая скорость вращения водила 35 рад/сj угловая скорость вращения контейнеров вокруг собственной оси 60 рад/с; частота реверсирования 0,1 Гц. Длительность цикла обработки составляла f 8 мин. Средняя величина приведенного съема металла составила .1,8... 2,5 мг/сма. При отсутствии реверсирования съем металла составит, при прочих разных условиях 0,42 ... .0,52 мг/см . Таким образом, производительность об- работки повышается до четырех рам. -
электромагнитная «гуфта 16 обесточена. При вранении водила 2 зубчатые колеса 7, жестко смонтированный на обоймах 9, в которые установлены контейнеры 3, будут обкатываться по непо- дв исночЧу зубчатому колесу 8.
Таким образом, контейнеры будут совершать планетарное движение, причем вращаться они будут в ту ке сторону, что и водило 2. С частотой до 0,2 Гц,
55
0
задаваемой командоапплратом, например реле времени, электромагнитная муфта 11 обесточивается, а на ЭЛРКТ-, ромагнитную муфту 16 подается напряжение. При этом от шкива 15 через клино- ременную передачу врацение передается .на расторможенное зубчатое колесо 8, которое начинает вращаться со скоростью, большей скорости вращения водила.
П r
0
5
0
0
Таким образом, планетарный механизм привода вращения контейнеров трансформируется в дифференциальный, и контейнеры, совершая планетарное враще-. ние, будут вращаться с той же скоростью относительно водила, но в противоположном направлении. Реверсирование направления вращения контейнеров вокруг собственной оси повторяется с заданной частотой в течение всего цикла обработки. По окончании цикла реле времени отключает установку, открывается поворотный кожух 6 и производится смена контейнеров. Затем обработка повторяется.
При необходимости удаления значительного технологического припуска или обработке труднодоступных радиальных полостей или пазов контейнеры 3 выполняют с эксцентриситетом и устанавливают их в обоймы 9. В дальнейшем цикл обработки производится аналогично описанному выше.
Пример. Обработке подвергались 5 мелкие детали приборостроения, изго- . товлениые из стали к латуни. Обработка производилась галифзерном номер 200 электрокорунда циркониевого. В качестве жидкости использовался 3%-ный раствор тринатрийфосфата. Обработка производилась в цилиндрических контейнерах диаметром 70 мм, высотой 80 мм. Конструктивные параметры установки: расстояние между осями водила и контей50
55
17 ) i040
iipH ТГОМ 1;К-.рО:-л;Ча Г(.СТЪ HOV;;: ;iiOCTH| ..Hi ...; С i C ДО il - ),/- , . . 0,4 ;.:VM при , терохол-.тостп R0-I2,5 мкм. При
щ т , н
OTC утотвми ii. лфспроланн- ил-рохоъа- Toc ib cinr ajricij л;;ль до нел;;чмны 1О -1,6.. .0,8 мкм.
Злсцектрнч..ское pacnoJto.Y.eii se коп- .чоров при .,4t-n; paR;-. -ix условиях попытает эффективность обработки на 30...40%.
На втором переходе использовались статькые. или стеклянные диаметром 2...3 мм. Длительность второго перехода 4 м);ч. Перохоьлтоеть после обработки состакиля )s2.. .0,16 мкм что соответствует требованиям к поверхностям деталей.
Предлагаемые способ обработки и
устройство для его осуществления поз- 20 водила, отличающееся тем,
БОЛЯЮТ резко увеличить производительность и повысить стабильность обработки за счет активного перемешивания всей массы рабочей, загрузки в процесчто, с целыа иовьгасния производительности и качества обработки, оно снабжено длумя электромагнитными муфтами, ременной передачей с ведущим и ведосе обработки, циклического ушготкения 5 мым шкивами и приводным валом, распон разуплотнения загрузки при реверсировании, что прнисдит к )7ов;. лению скорости отност ельного скольжения гранул шлифовального материала и деталей . Эксцентричное расположение внутренней поверхности контейнеров относительно оси вращения сосб:плет допол- ннгельное плавное встряхивание уплотненной загрузке за счет радиального импульса. Но сравнению с прототипом 1,-:.ашное врег-я обработки у 1сньшается в З...А раза. Полностью пск.т.очается ручной труд на отделочнл-зачистиых операциях обработки детален. Формула из.обретения 1. Способ центробежной абразивной обработки детплей, при котором рабочую загрузку, jiKJCo4 Jotrtr;o обрзба ПхШае- t-FJ.e детали и обрабатыпг:.:-лую среду, помещают в контейнеры, устгновлеиные в гнездах вод-.гла. и сооймлют им та неа арное д-ли-епне, от л и ч а юЩ ННСЯ ТОМ, ЧТО, С Г.ЛЬ О ПОЕЫГПепня гфонзполитсльностн и качества обработки, относительное прл чение коп- теГ Нсроз г окру г- ссбст«г;;чой оси циклически реверсчруьтт с члстотс н, не пре- ки .. о;чой 0,2 Гц.
плоскости траектории движения рабочей загрузки.
что, с целыа иовьгасния производительности и качества обработки, оно снабжено длумя электромагнитными муфтами, ременной передачей с ведущим и ведоложенным параллельно оси водила, причем центральное зубчатое колесо планетарного механизма выполнено заодно с ведомым шкивом ременной передачи и свободно установлено на оси водила с возможностью фиксации на ней электромагнитной муфтой кестко соединенной с осью водила, а ведущий шкив ременной передачи свободно установлен на
приводном палу с возможностью фиксации на нем второй, электромагнитной муфтой, жестко зпкрппленной на приходном ватту, при этом внутренняя полость контейнеров выполнена с эксцентриситетом,
равным (0,02-0,.)D, где D - диаметр внутренней полости контейнера.
npur.uo. Hofs крышкой и центр-.фумии кольцом с нпручной и внутренней.коническими поверхностями, контактирующими со- отвзтстленно с коническими поясками, выполненными на внутренней поверхности
п;ездл г;одз;ла и торцевой крмике кон- Toiiiieya, причем между ripicsuMiicft Kpi1n- кой и центрирующим кольцом размещены введо:; ,;- е в устройство Тс-лл качения.
(A/.t
/
А - А ri г
f 4
i
П
И iiLjO П,;.- ,л ,, .-,; i«-;|
Фиг. 2
И-
У
/-f у.- .-.;«1в.л-..-. ----- цсдсд-угзг. - - -« tj3V--i, , .rj « /ч- f ..v,/22, 1у7Я 7.ШХ1J 1 i
j I Г ;л. ч; ч / X -T - vi7r -; t / 4 x / Л
v.;f Tfc:r с - .:. ;s-;-crr .
0
w
x .
/ A . i . к
/; i kK u3 I и
И
fc&
ъ
ft
Ч
I
/л r.; .7.. {%..%зр:-..г.;,
Jv xK,..-...-.-.-./..-.,X, ---,-7
a.:. --- J X
;-;-- J/x / //A ) iZ//Z :::-::-::a..-:. .,
t....... ..-. i-c- i 4--
//
Ј-5
У
1
fc&
Ч
Фиг.З
E
к
to
s
ФигЛ
со
в
Фиг, 5
| Устройство для центробежной обработки поверхности деталей | 1980 |
|
SU878522A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
