Изобретение относится к электрохимическому способу нанесения покрытий на изделия из алюминия и его сплавов.
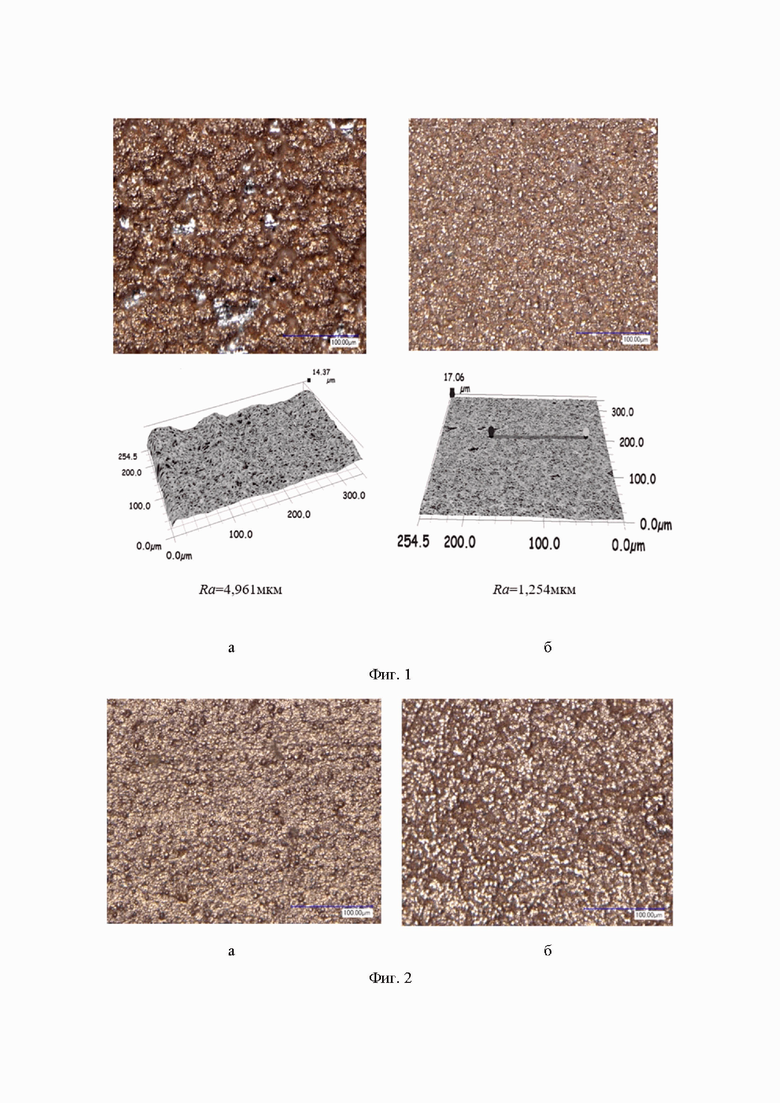
Для нанесения на алюминий и его сплавы медных гальванических покрытий с высокой степенью адгезии их с основой используется операция предварительного анодирования в смеси серной и ортофосфорной кислот с добавкой бифторида аммония, после чего наносят слой меди из стандартного сернокислого электролита меднения [1]. Однако полученное покрытие имеет скрытые дефекты, не видимые при визуальном осмотре, заключающиеся в непрокрытии медью не только поверхности, но и пор пленки (фиг.1а).
Целью предлагаемого изобретения является подбор добавки для сернокислого электролита меднения для устранения скрытых дефектов и получения качественных медных гальванопокрытий мелкокристаллической структуры на деталях из любых типов алюминиевых сплавов.
Для этих целей в последнее время предлагается применять добавки различных азокрасителей. Они обладают высокими адсорбционными свойствами в кислой среде, как к оксидной пленке алюминиевых сплавов [2, 3], так и к поверхности растущего медного покрытия, что способствует получению качественных покрытий. Так, согласно [4], для улучшения структуры осадка в сульфатно-спиртовый электролит меднения рекомендовано вводить ПАВ (ОС-20) и ряд кислотных и основных органических красителей. Недостаток электролита заключается в большом количестве компонентов в его составе и только при соблюдении определенной технологии их введения. Это резко ограничивает использование данного электролита, особенно в массовом производстве.
Наиболее близким по составу к предлагаемому является электролит следующего состава (г/л) [5]
С целью улучшения качества покрытия дополнительно в электролит вводят комбинацию
Процесс ведут при плотности тока 1-2А/дм2
Введение МКР в электролит привело не только к получению мелкокристаллической структуры покрытия, но и к значительному снижению микрошероховатости покрытия и повышению его коррозионной стойкости. Однако высокая стоимость этой добавки и не растворимость его в воде заставляет искать другие соединения этого класса.
В качестве такого соединения нами была выбрана добавка этого же класса нитрозо-р-соль (НРС), которая растворима в воде и имеет низкую себестоимостью по сравнению с метиловым красным.
Технический результат - получение высококачественных медных гальванопокрытий с улучшенными физико-химическими характеристиками.
Технический результат достигается тем, что в электролит нанесения медного гальванического покрытия на детали из алюминия и его сплавов, состоящий из
вводится добавка ряда диазосоединений нитрозо-р-соль, получая электролит следующего состава:
при этом процесс проводят при катодной плотности тока 3-4,5А/дм2.
Покрытие, осажденное из такого электролита, обладает мелкокристаллической структуры с высокой степенью адгезии с основой, сглаженным микропрофилем и равномерным по толщине по всей омедненной поверхности.
В состав электролита сернокислого меднения вводится добавка НРС в количестве 0,2-0,25 г/л. Меднение проводят в электролите следующего состава, г/л
Процесс проводят при комнатной температуре и катодной плотности тока 3-5 А/дм2.
После предварительной подготовки на деталь наносят медное покрытие из предложенного электролита. Толщина медного покрытия составляет 10 мкм. Фиг. 1 - Микроструктура и микропрофиль медного покрытия на сплаве АД1М (х1000) из стандартного сернокислого электролита (а) и электролита с добавкой НРС (б) при jк=1,5 А/дм2.
Также меднение проводили в сернокислом электролите с добавкой НРС при плотностях тока 3 и 4,5 А/дм2. Микроструктура покрытий представлена на фиг. 2 а,б (Микроструктура медного покрытия на сплаве АД1М (х1000) из сернокислого электролита с добавкой НРС, осажденного при jк=3А/дм2 (а) и jк=4,5А/дм2 (б); δ=10мкм). При таких плотностях тока структура покрытия была мелкокристаллической и без внутренних дефектов. Применение повышенных плотностей тока позволит в значительной мере сократить технологическое время нанесения толстых слоев меди по сравнению со стандартным сернокислым электролитом, в котором интервал рабочих плотностей тока равен 1-2 А/дм2.
Следует отметит, что такие плотности тока в стандартном сульфатно-спиртовом растворе и в растворе с добавкой МКР применять не рекомендуется вследствие появления пригаров и ухудшения качества покрытия.
Высокая рассеивающая способность электролита (60-68%) позволяет наносить медное покрытие без дефектов даже на детали сложного профиля.
При исследовании способности к пайке было установлено, что коэффициент растекаемости припоя ПОС-61 на медном покрытии, осажденном из сернокислого электролита несколько ниже, чем из электролита с добавкой НРС. Лучшее растекание припоя наблюдается на покрытии, осажденное из электролита с добавкой НРС при повышенных плотностях тока.
Были исследованы физико-химические характеристики полученного покрытия. Из-за более мелкого зерна в покрытиях, осажденных в электролитах с НРС, микротвердость по сравнению со стандартным раствором на исследованных нами анодированных алюминиевых сплавах в среднем возрастала. Его микротвердость составляет 288 МПа. Для сравнения эта величина для покрытия, нанесенного из сернокислого электролита, составляет 230 МПа.
Внутренние напряжения растяжения при добавлении НРС практически не меняются и остаются в пределах 18-20 МПа.
Адгезию нанесенного покрытия проверяли различными методами (изменения температуры, термоудара, изгиба). При этом отслоения покрытия не наблюдалось. Высокая степень адгезии проявлялась и при нахождении деталей в течение длительного времени при температурах от -65°С до 230°С.
Источники информации
1. Девяткина Т.И., Яровая Е.И., Рогожин В.В., Маркова Т.В., Михаленко М.Г. Анодное оксидирование сложнопрофильных деталей из алюминия и его сплавов с последующим электроосаждением медных покрытий// Журнал прикладной химии.- 2014.- т.87.- №1.- С.58-65.
2. Колесников В.А., Ильин В.И., Колесников А.В. Электрофлотация в очистке сточных вод от нефтепродуктов, красителей, ПАВ, лигандов и биологических загрязнений. Обзор. Теоретические основы химической технологии. 2019. т.53. №2. С.205-228.
3. Иванов В.М., Цепков М.Г., Фигуровская В.Н. Оптические, цветометрические и кислотно-основные характеристики метилового оранжевого// Вестник Московского университета.- М. 2010.-Серия 2: Химия, т 51, №6 - С. 445-449.
4. А.с. 819226 СССР, МПК С25 D 3/38. Электролит блестящего меднения / Вячеславов П.М., Гинзбург О.Ф., Буркат Г.К., и др.(СССР).; правообладатель Ленинградский технологический институт; заявлено 16.08.1977; опубл. 07.04.1981, Бюл. 13.
5. Белов Д.В., Максимов М.В., Беляев С.Н., Девяткина Т.И., Геворгян Г.А. Влияние азосоединения на структуру и механические свойства медного покрытия, осажденного на оксидированные сплавы алюминия. Перспективные материалы. 2021. №6. С. 40-59. DOI:10.30791/1028-978Х-2021-6-40-59.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ АНОДИРОВАНИЯ И МЕДНЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2588702C2 |
| ЭЛЕКТРОЛИТ ДЛЯ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ ПЕРЕД НАНЕСЕНИЕМ МЕДНЫХ ГАЛЬВАНОПОКРЫТИЙ | 2013 |
|
RU2529328C1 |
| СПОСОБ НАНЕСЕНИЯ МЕДНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2471020C1 |
| Способ получения композиционного электрохимического покрытия на основе меди с добавлением частиц электроэрозионной свинцовой бронзы | 2021 |
|
RU2780609C1 |
| Композиция для электрохимического меднения сквозных отверстий печатных плат | 2023 |
|
RU2817024C1 |
| ЭЛЕКТРОЛИТ ДЛЯ МЕДНЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2094543C1 |
| ЭЛЕКТРОЛИТ И СПОСОБ ОСАЖДЕНИЯ МЕДИ НА ТОНКИЙ ПРОВОДЯЩИЙ ПОДСЛОЙ НА ПОВЕРХНОСТИ КРЕМНИЕВЫХ ПЛАСТИН | 2012 |
|
RU2510631C1 |
| Способ нанесения никелевых покрытий на алюминиевые сплавы | 2017 |
|
RU2661695C1 |
| Способ нанесения гальванических покрытий медью | 2022 |
|
RU2779419C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ МЕДНЕНИЕМ | 2013 |
|
RU2549037C2 |
Изобретение относится к области гальванотехники и может быть использовано в машиностроении и радиоэлектронной промышленности. Электролит содержит, г/л: CuSO4⋅5H2O 190-200; H2SO4 50-70; нитрозо-р-соль (НРС) 0,2-0,25; вода остальное. Технический результат - получение высококачественных медных гальванопокрытий с улучшенными физико-химическими характеристиками. 2 ил.
Электролит для нанесения медного гальванического покрытия на анодированные детали из алюминия и его сплавов, включающий CuSO4⋅5H2O, H2SO4 и воду, отличающийся тем, что он содержит добавку ряда диазосоединений нитрозо-р-соль (НРС) и состоит из следующего состава, г/л:
| Белов Д.В | |||
| и др | |||
| Влияние азосоединения на структуру и механические свойства медного покрытия, осажденного на оксидированные сплавы алюминия | |||
| Перспективные материалы | |||
| Способ регенерирования сульфо-кислот, употребленных при гидролизе жиров | 1924 |
|
SU2021A1 |
| СПОСОБ МЕДНЕНИЯ АЛЮМИНИЯ | 2002 |
|
RU2214483C1 |
| ЭЛЕКТРОЛИТ АНОДИРОВАНИЯ И МЕДНЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2588702C2 |
| Способ получения фасонных металлических изделий | 1933 |
|
SU34147A1 |

