Изобретение относится к области гальванотехники и может быть использовано для антикоррозионной защиты монтажных сварных швов в условиях строительной площадки путём электролитического нанесения цинкового покрытия на локальные участки металлических поверхностей.
Большинство металлических несущих конструкций, таких как колонны, стропильные и подстропильные балки и фермы, имеют заводскую антикоррозионную защиту, которая может быть повреждена при сваривании в процессе монтажа. Поэтому в условиях строительной площадки после монтажа необходимо защищать от коррозии сварные швы металлических конструкций.
Известно устройство для нанесения электролитических покрытий (патент RU 2533476 от 25.12.12). Устройство имеет тампон из диэлектрического материала и анод, помещенный в электролит. Тампон и анод размещены внутри диэлектрического химически стойкого корпуса. Также в корпусе имеется источник тока в виде аккумуляторной батареи, отрицательный полюс которого выведен из корпуса на проводе с зажимом на конце для соединения с обрабатываемой поверхностью. В тампон, пропитанный электролитом, с одной стороны вставлен анод, соединенный с положительным полюсом источника тока, а с другой стороны - стержень из адсорбирующего материала, пропитанный электролитом, свободный конец которого соединен с покрываемым участком обрабатываемой поверхности. В качестве источника тока используется гальванический элемент (например, батарея или аккумулятор), напряжение которого выбирается исходя из требуемой плотности тока. Данное устройство принято за прототип.
Общими признаками, присущими прототипу и заявляемому техническому решению, являются источник постоянного тока, рукоятка, состоящая из корпуса, представляющего собой ёмкость для электролита, анода, выполненного из цинка, диэлектрического тампона; корпус рукоятки выполнен из диэлектрического химически стойкого материала и имеет форму, удобную для обхвата кистью руки; положительный полюс источника постоянного тока соединен с анодом.
Недостатками известного устройства являются:
- низкая эффективность и скорость нанесения покрытия, обусловленные отсутствием регулировки плотности тока;
- малое время бесперебойной работы, т.к. ёмкость источника тока мала в связи с ограниченным габаритом гальванического элемента;
- габариты устройства в зависимости от размера источника тока могут доставить неудобства при нанесении покрытия в труднодоступных местах.
Задачей изобретения является создание удобного в эксплуатации мобильного устройства для электролитического нанесения цинкового покрытия на металлическую поверхность с большим временем бесперебойной работы, высокой скоростью нанесения покрытия при уменьшении его массогабаритных характеристик.
Поставленная задача была решена за счет того, что в известном устройстве для электролитического нанесения цинкового покрытия на металлическую поверхность, содержащем источник постоянного тока, рукоятку, состоящую из корпуса, представляющего собой ёмкость для электролита, анода, выполненного из цинка, диэлектрического тампона, при этом корпус рукоятки выполнен из диэлектрического химически стойкого материала и имеет форму, удобную для обхвата кистью руки, положительный полюс источника постоянного тока соединен с анодом, согласно изобретению источник тока вынесен в отдельный корпус, снабженный нагрузочными резисторами и тумблерами для выбора режимов работы, отрицательный полюс источника тока подключен к нагрузочным резисторам, выводы которых выведены на гибком проводе с зажимом на конце, предназначенным для соединения с обрабатываемой поверхностью, положительный полюс источника постоянного тока соединен с анодом посредством гибкого провода, при этом анод расположен на конце рукоятки, вне её корпуса и имеет сквозное отверстие, а в корпусе рукоятки размещен поршень.
Признаки заявляемого технического решения, отличительные от прототипа, - источник тока вынесен в отдельный корпус; корпус с источником тока снабжен нагрузочными резисторами и тумблерами для выбора режимов работы; отрицательный полюс источника тока подключен к нагрузочным резисторам; выводы нагрузочных резисторов выведены на гибком проводе с зажимом на конце, предназначенным для соединения с обрабатываемой поверхностью; положительный полюс источника постоянного тока соединен с анодом посредством гибкого провода; в корпусе рукоятки размещен поршень; анод расположен на конце рукоятки, вне её корпуса и имеет сквозное отверстие.
Соединение положительного полюса источника постоянного тока с анодом посредством гибкого провода позволит вынести источник постоянного тока в отдельный корпус, что, в свою очередь, даёт возможность использовать источник тока различных габаритов увеличенной ёмкости. Корпус с источником тока можно расположить на поясе рабочего. Такая конструкция устройства позволяет уменьшить габариты рукоятки, увеличить объём электролита, находящегося в корпусе рукоятки.
Наличие подвижного поршня в корпусе рукоятки позволяет осуществлять необходимую подачу электролита через сквозное отверстие анода к диэлектрическому тампону и предотвращать утечку электролита из ёмкости, когда устройство не используется.
Подключение отрицательного полюса источника тока к двум нагрузочным резисторам, выводы которых выведены на гибком проводе с зажимом на конце, предназначенным для соединения с обрабатываемой поверхностью, обеспечит изменение тока в цепи, а также плотности тока. За выбор подключения нагрузочного резистора отвечают два тумблера, расположенных на корпусе источника тока.
Наличие на корпусе двух тумблеров для выбора режимов работы позволит увеличить степень адгезии покрытия первых слоёв цинка на первом режиме и увеличить скорость нанесения последующих слоёв на втором режиме. Благодаря этому достигается заявленный технический результат: увеличение скорости нанесения покрытия, увеличение времени бесперебойной работы устройства, а также уменьшение массогабаритных характеристик рукоятки для удобства нанесения покрытия.
Заявителю неизвестно использование в науке и технике отличительных признаков устройства для электролитического нанесения цинкового покрытия с достижением указанного технического результата.
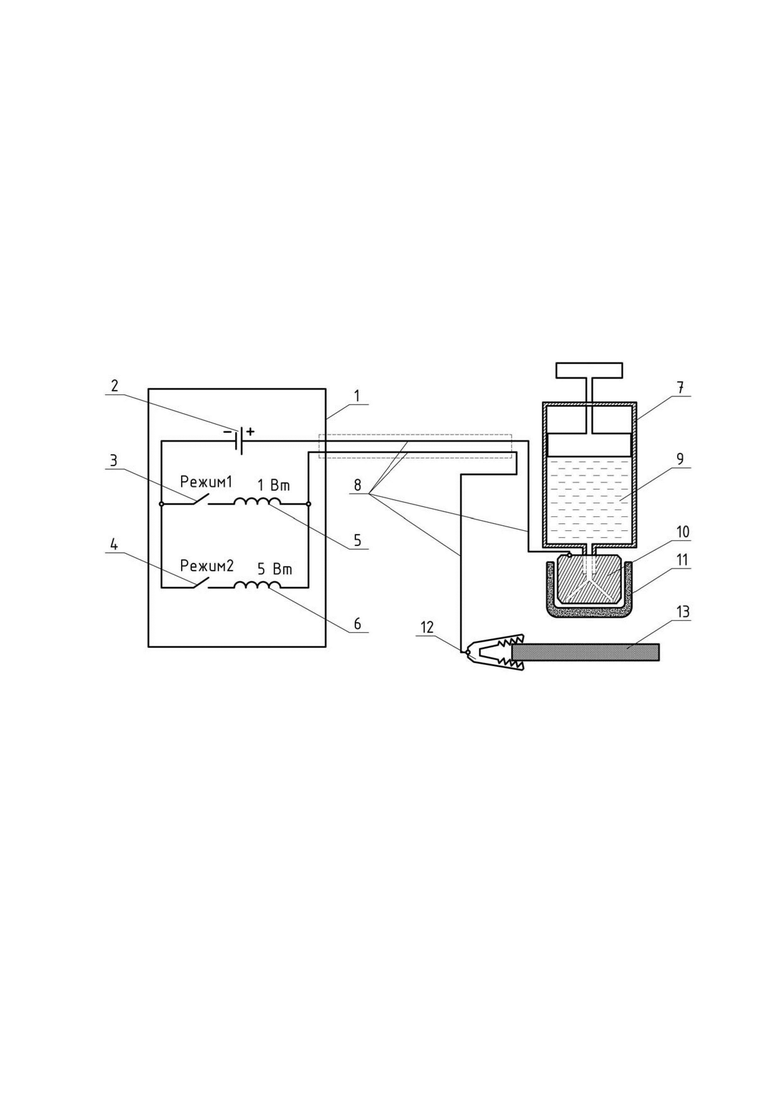
На чертеже представлен общий вид устройства и способ его подключения.
Заявленное мобильное устройство (чертеж) имеет отдельный корпус 1 с источником постоянного тока 2, напряжением 11,1 В, также на корпусе имеются два тумблера для выбора режимов работы 3 и 4, а именно для выбора силы тока в цепи 0,09 А и 0,45 А соответственно. В корпусе 1 расположены нагрузочные резисторы для цепи 5 и 6, по 1 Вт и 5 Вт соответственно. От корпуса 1 источника тока 2 до корпуса рукоятки 7 устройства проходит гибкий многожильный медный провод 8. Рукоятка состоит из следующих элементов: корпуса 7, представляющего собой ёмкость с поршнем для электролита 9, наконечника 10, который является анодом, выполненного из цинка и имеющего сквозное отверстие; диэлектрического тампона 11. Корпус рукоятки 7 выполнен из диэлектрического химически стойкого материала (например, полиэтилена) и имеет форму, удобную для обхвата кистью руки. С помощью поршня происходит подача электролита сквозь отверстия наконечника 10 к диэлектрическому тампону 11. Также от рукоятки выходит гибкий провод 8, на конце которого имеется зажим 12. С помощью данного зажима 12 провод 8 электрически соединен с обрабатываемой поверхностью 13, поэтому катодом в электрической цепи является сама обрабатываемая поверхность 13. Электролитом выступает раствор хлорида цинка.
Работа устройства для нанесения цинкового покрытия на сварочный шов осуществляется следующим образом.
Примером выступает металлическая пластина со сварочным швом. Перед началом использования устройства необходимо произвести подготовку данной металлической пластины, а именно: чистку после сварочных работ, обезжиривание. Далее необходимо заправить ёмкость рукоятки 7 электролитом 9 - раствором хлорида цинка. С помощью зажима 12 произвести надежный контакт с обрабатываемой поверхностью 13. Посредством подвижного поршня, находящегося в ёмкости 7, необходимо подавать электролит до обильного смачивания тампона 11. Устройство готово для нанесения цинкового покрытия.
Цинкование с помощью мобильного устройства происходит в два этапа. Первый этап подразумевает нанесение цинкового покрытия на первом режиме работы устройства. Это необходимо для качественной адгезии первого слоя цинка к металлу, при малом токе осаждение цинка происходит медленнее. На корпусе 1 источника тока 2 необходимо включить первый режим работы устройства, тем самым ток в цепи при замыкании составит 0,09 А. Нанесение происходит посредством круговых движений рукояткой с небольшим прижимом наконечника 10 к поверхности сварного шва. С учетом площади контакта наконечника 10 с поверхностью плотность тока на первом режиме составляет 2,90 А/дм2. Когда цвет металлической пластины изменился и стал светло-серого оттенка, отличного от металла, можно переходить к нанесению цинка на втором режиме (ток в цепи 0,45А, плотность тока 14,50 А/дм2). Также круговыми движениями наносятся последующие слои цинка. По завершению необходимо нейтрализовать остатки хлорида цинка раствором гидрокарбоната натрия.
В результате получен серебристо-серого с голубоватым оттенком цвета слой цинка средней толщиной 35 мкм на площади 1 см2 за 20 секунд. Время бесперебойной работы устройства с источником постоянного тока ёмкостью 3600 мАч на втором режиме работы устройства составляет 8 часов.
Экспериментальные испытания показали, что по сравнению с известным устройством, принятым за прототип, достигается увеличение скорости нанесения покрытия, увеличение времени бесперебойной работы устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2533476C2 |
| Способ электролитического нанесенияпОКРыТия HA пОлОСу и уСТРОйСТВОдля ОСущЕСТВлЕНия СпОСОбА | 1978 |
|
SU802408A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ ИСТОЧНИК ТОКА И ЭЛЕКТРОННОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ ЧУВСТВИТЕЛЬНЫЙ К ВЛАЖНОСТИ КОМПОНЕНТ | 1992 |
|
RU2119702C1 |
| Катод для моделирования процесса электрохимического натирания покрытий на поверхности зубчатых колес | 1988 |
|
SU1595948A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ПРОЦЕСС И АППАРАТ ДЛЯ ОЧИСТКИ И/ИЛИ ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ТЕХНОЛОГИИ ЭЛЕКТРОПЛАЗМЫ | 2000 |
|
RU2213811C1 |
| СПОСОБ КАТОДНОЙ ЗАЩИТЫ РАБОЧЕГО КОЛЕСА С ЛОПАСТЯМИ ТУРБИНЫ ГИДРОАГРЕГАТА ОТ КОРРОЗИОННЫХ И КАВИТАЦИОННЫХ РАЗРУШЕНИЙ | 2014 |
|
RU2596514C2 |
| Дополнительный анод для цинкования внутренних поверхностей изделий | 1935 |
|
SU47886A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2020 |
|
RU2739927C1 |
Изобретение относится к области гальванотехники и может быть использовано для антикоррозионной защиты монтажных сварных швов в условиях строительной площадки путём электролитического нанесения цинкового покрытия на локальные участки металлических поверхностей. Устройство содержит источник постоянного тока, рукоятку, состоящую из корпуса, представляющего собой ёмкость для электролита, анода, выполненного из цинка, диэлектрического тампона, при этом корпус рукоятки выполнен из диэлектрического химически стойкого материала и имеет форму, удобную для обхвата кистью руки. Положительный полюс источника постоянного тока соединен с анодом, при этом источник тока вынесен в отдельный корпус, снабженный нагрузочными резисторами и тумблерами для выбора режимов работы, отрицательный полюс источника тока подключен к нагрузочным резисторам, выводы которых выведены на гибком проводе с зажимом на конце, предназначенным для соединения с обрабатываемой поверхностью, положительный полюс источника постоянного тока соединен с анодом посредством гибкого провода, при этом анод расположен на конце рукоятки, вне её корпуса и имеет сквозное отверстие, а в корпусе рукоятки размещен поршень. Технический результат: повышение скорости нанесения покрытия и времени бесперебойной работы устройства. 1 ил.
Устройство для электролитического нанесения цинкового покрытия на металлическую поверхность, содержащее источник постоянного тока, рукоятку, состоящую из корпуса, представляющего собой ёмкость для электролита, анода, выполненного из цинка, диэлектрического тампона, при этом корпус рукоятки выполнен из диэлектрического химически стойкого материала и имеет форму, удобную для обхвата кистью руки, положительный полюс источника постоянного тока соединен с анодом, отличающееся тем, что источник тока вынесен в отдельный корпус, снабженный нагрузочными резисторами и тумблерами для выбора режимов работы, отрицательный полюс источника тока подключен к нагрузочным резисторам, выводы которых выведены на гибком проводе с зажимом на конце, предназначенным для соединения с обрабатываемой поверхностью, положительный полюс источника постоянного тока соединен с анодом посредством гибкого провода, при этом анод расположен на конце рукоятки, вне её корпуса и имеет сквозное отверстие, а в корпусе рукоятки размещен поршень.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2533476C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОСРЕДСТВОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2005 |
|
RU2292410C1 |
| Анод для нанесения покрытий методом электролитического натирания | 1977 |
|
SU685727A1 |
| JP 0063238295 A, 04.10.1988. | |||

