ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к медицинской технике, а именно к пожизненно имплантируемым эндолюминальным протезам. Более конкретно, настоящее изобретение относится к саморасширяющимся металлическим стентам, выполненным из материала с памятью формы, а также к их изготовлению.
УРОВЕНЬ ТЕХНИКИ
[002] Стент - это эндолюминальный протез, имеющий преимущественно трубчатую конструкцию и имплантируемый в кровеносный сосуд. Чаще всего стенты имплантируют в кровеносные сосуды, имеющие участки в месте стенозов или аневризмы. Как правило, стент доставляют к месту имплантации транслюминально, то есть с помощью так называемых «минимально инвазивных методов». Во время доставки стент находится внутри катетера и имеет радиально сжатую конфигурацию. При имплантации стент переходит из радиально сжатой конфигурации в радиально расширенную конфигурацию. Этот переход осуществляется либо за счет саморасширения стента, выполненного из материала с памятью формы, либо за счет действия баллонного катетера. При расширении стент закрепляется на стенке кровеносного сосуда за счет радиального усилия, обеспечиваемого трубчатой конструкцией стента и свойствами материала, из которого изготовлен стент. Со временем материал стента обрастает эндотелиальными клетками пациента, что дополнительно фиксирует стент на месте имплантации. В некоторых случаях стенты содержат дополнительные фиксирующие элементы, которые снижают риск миграции имплантированного стента, например: US 20200197197 A1, опубл.: 25.06.2020, МПК: A61F 2/04, A61F 2/848, A61F 2/88, A61F 2/90; US 9675473 B2, опубл.: 13.06.2017, МПК: A61F 2/82, A61F 2/848, A61F 2/915. Однако дополнительные элементы стента, входящие в зацепление со стенкой сосуда увеличивают риск травматизации пациента.
[003] Стенты должны быть достаточно гибкими, чтобы, во-первых, проходить через извилистые участки сосудов при доставке стента через катетер, во-вторых, чтобы их можно было имплантировать в изогнутые участки кровеносных сосудов, и в третьих, чтобы обеспечивать свободное движение кровеносного сосуда в процессе жизнедеятельности пациента. Для увеличения гибкости стенты могут быть сплетены из проволоки (US 20200214858 A1, опубл.: 09.07.2020, МПК: A61F 2/88, A61F 2/90; US 20190254691 A1; опубл.: 22.08.2019, МПК: А61В 17/221, A61F 2/01, A61F 2/88, A61F 2/91). Однако изготовление стента из проволоки усложняет процесс производства.
[004] Для повышения износостойкости стента существует решение, включающее формирование сквозных отверстий в элементах конструкции стента с целью уменьшить количество точек концентрации напряжения (ЕР 1858445 В1, опубл.: 14.09.2016, МПК: A61F 2/915). Однако формирование указанных отверстий требует тщательных расчетов для каждого варианта размерного ряда, что значительно усложняет производство стента.
[005] Несмотря на большое количество представленных на рынке стентов, имеется необходимость в разработке надежного стента, простого с точки зрения производства и применения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[006] Задачей настоящего изобретения является создание надежно имплантируемого саморасширяющегося стента, со сниженной травмоопасностью для пациента и повышенной износостоойкостью, простого в использовании и производстве.
[007] Данная задача решается заявляемым изобретением за счет достижения такого технического результата, как обеспечение возможности транслюминальной доставки к месту лечения, низкой травмоопасности для сосудов пациента, надежная фиксация стента в месте имплантации, равномерное контролируемое расширение стента при имплантации.
[008] Заявленный технический результат достигается за счет оптимальной конструкции заявленного стента, а также за счет способа его производства.
[009] Стент имеет продольную ось и поперечную ось и содержит трубчатую сетчатую структуру. Стент выполнен с возможностью радиального сжатия и радиального расширения. В радиально расширенной конфигурации стент характеризуется диаметром, называемым номинальным диаметром.
[0010] Трубчатая сетчатая структура состоит из множества корон. Корона представляет собой синусоидное кольцо, которое образовано первыми вершинами и вторыми вершинами, соединенными между собой распорками. На концах трубчатой сетчатой структуры - на крайних коронах - расположены держатели, в которых закреплены рентгеноконтрастные маркеры. Рентгеноконтрастные маркеры позволяют визуализировать стент в теле пациента во время доставки и имплантации, что значительно упрощает использование стента.
[0011] Соседние короны соединены перемычками таким образом, что первые вершины одной короны соединены со вторыми вершинами другой короны. Каждая перемычка имеет преимущественно прямую форму и проходит под углом по отношению к продольной оси стента. Преимущественно, но необязательно указанный угол может составлять от приблизительно 40° до приблизительно 60°. То, что перемычки проходят под углом к продольной оси стента обеспечивает хорошую гибкость стента в сжатой конфигурации и в расширенной конфигурации. Это позволяет доставлять стент к труднодоступным местам через извилистую сосудистую сеть пациента, а также обеспечивает отличные динамические характеристики стента при эксплуатации.
[0012] Надежная фиксация стента в месте имплантации достигается за счет радиальной жесткости, обеспечивающей достаточное радиальное усилие, которое стент оказывает на стенки сосуда при имплантации. Радиальная жесткость обеспечивается оптимально подобранными шириной, толщиной и длиной распорок. Кроме того, радиальная жесткость стента зависит от количества вершин и, соответственно, распорок в коронах.
[0013] Надежная фиксация стента в месте имплантации достигается еще и за счет низкой металлонасыщенности стента, которая способствует быстрому зарастанию стента эндотелиальными клетками. Низкая металлонасыщенность стента обеспечивается количеством перемычек, соединяющих соседние короны, простой прямой формой перемычек, либо указанными параметрами распорок, что обуславливает варианты стентов, приведенные в независимых пунктах формулы настоящего изобретения, относящихся к устройству.
[0014] Риск травматизации сосудов пациента заявленным стентом снижается за счет того, что при переходе из сжатой конфигурации в расширенную конфигурацию, каждая корона принимает заранее заданную цилиндрическую форму. То есть отдельные элементы короны, например, вершины, не выпирают наружу за пределы цилиндрической поверхности, которые образуют распорки короны. Сохранение цилиндрической формы корон определяется тем, что в расширенной конфигурации распорки образуют в области вершин определенный угол, который может составлять от приблизительно 35° до приблизительно 60°. В стентах с разным номинальным диаметром указанный угол достигается за счет разного расстояние между вершинами и разного соотношения ширины и длины распорок. Сохранение цилиндрической формы корон определяется соотношением номинального диаметра стента и количества вершин, а также соотношением длины, толщины и ширины распорок.
[0015] При использовании стента, важно чтобы он равномерно расширялся до ожидаемого диаметра во время имплантации. Этому может помешать неконтролируемое зацепление элементов стента при переходе в сжатую конфигурацию. Оптимально подобранное количество перемычек, соединяющих соседние короны, и указанный ранее угол, который образуют распорки в области вершин, снижают риск такого зацепления и упрощают использование стента.
[0016] В предпочтительном варианте реализации стент выполнен симметричным относительно поперечной оси. При этом стент может иметь первую и вторую концевые секции и центральную секцию, которые могут отличаться количеством перемычек, соединяющих соседние короны, и/или формой корон. В предпочтительном варианте реализации концевые секции и центральная секция идентичны друг другу по структуре. Симметрия структуры стента относительно поперечной оси исключает возможность неправильной ориентации стента при размещении в системе доставки и, соответственно, при имплантации. Кроме того, симметричность стента увеличивает его износостойкость.
[0017] Износостойкость стента также повышается за счет равномерной толщины элементов распорок, вершин и перемычек, а также за счет плавности переходов между элементами.
[0018] Способ изготовления стента включает следующие этапы. Сначала с помощью лазерной резки из металлической трубки изготавливают трубчатую сетчатую структуру, включающую распорки, вершины, перемычки и держатели рентгеноконтрастных маркеров.
[0019] Затем трубчатую сетчатую структуру подвергают термической обработке, включающей нагрев до первой температуры (температуры отжига), которая может составлять от приблизительно 450°С до приблизительно 540°С, инкубацию при указанной температуре преимущественно от приблизительно 5 мин до приблизительно 50 мин и резкое охлаждение до второй температуры, которая может составлять 20-200°С. Указанная термическая обработка позволяет задать стенту желаемую форму и определяет температуру, при которой стент возвращается к этой форме. В частности, благодаря описанной термической обработке короны стента сохраняют заданную цилиндрическую форму при переходе в расширенную конфигурацию в теле пациента. Кроме того, описанная термическая обработка вносит существенный вклад в достижение стентом необходимой радиальной жесткости.
[0020] В одном варианте реализации после термической обработки проводят пескоструйную обработку. В другом варианте реализации этап пескоструйной обработки опускают.
[0021] Затем проводят химическое травление и электрополировку трубчатой сетчатой структуры. Эти этапы позволяют получить максимально гладкую поверхность стента, а также добиться равномерной толщины элементов стента и плавности переходов между ними.
[0022] Затем закрепляют рентгеноконтрастные маркеры в держателях. В предпочтительном варианте реализации маркеры запрессовывают в держателях.
[0023] Заявленный способ производства позволяет получить стент с гладкой поверхностью и повышенной износостойкостью, что снижает риск травматизации сосудов пациента при имплантации, а также риск воспаления сосуда, вызванного механической поломкой стента при эксплуатации.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
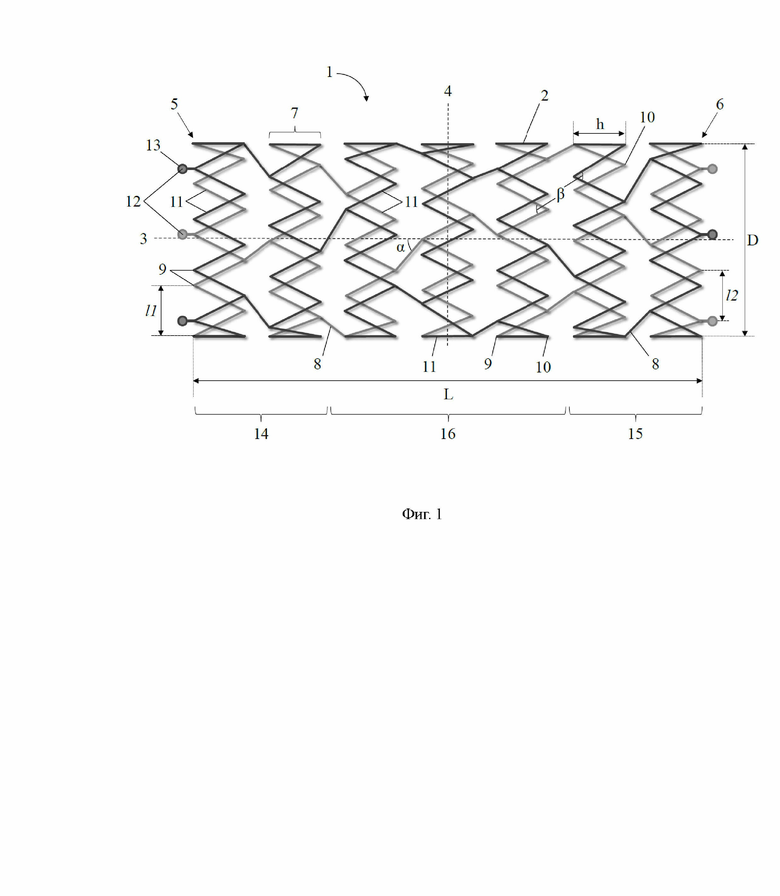
[0024] На Фиг. 1 показан цилиндрический стент в расширенной конфигурации.
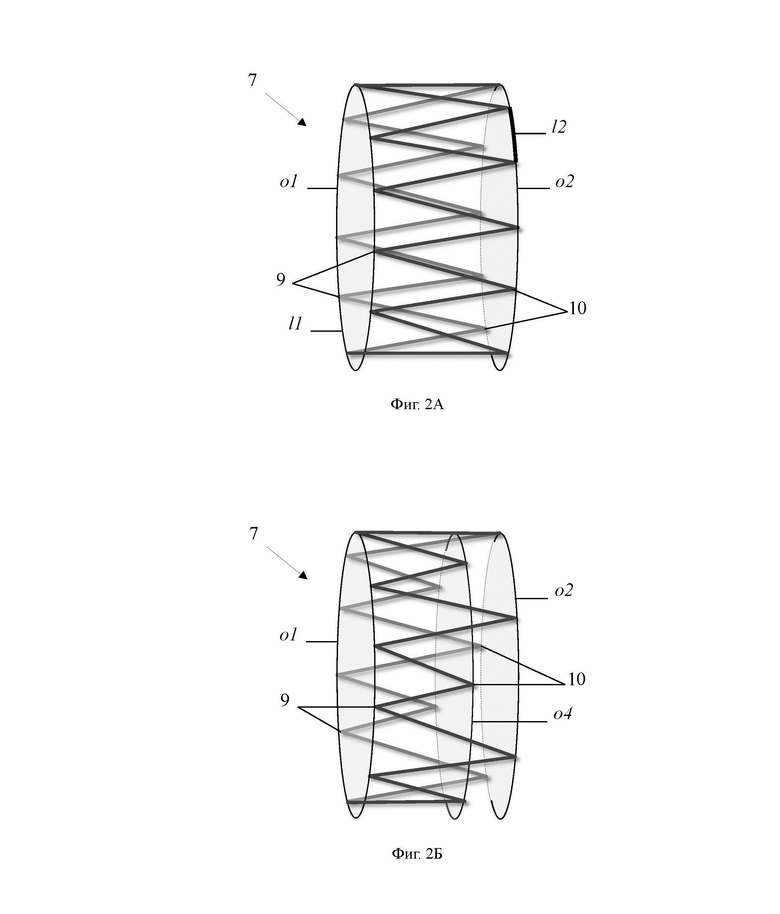
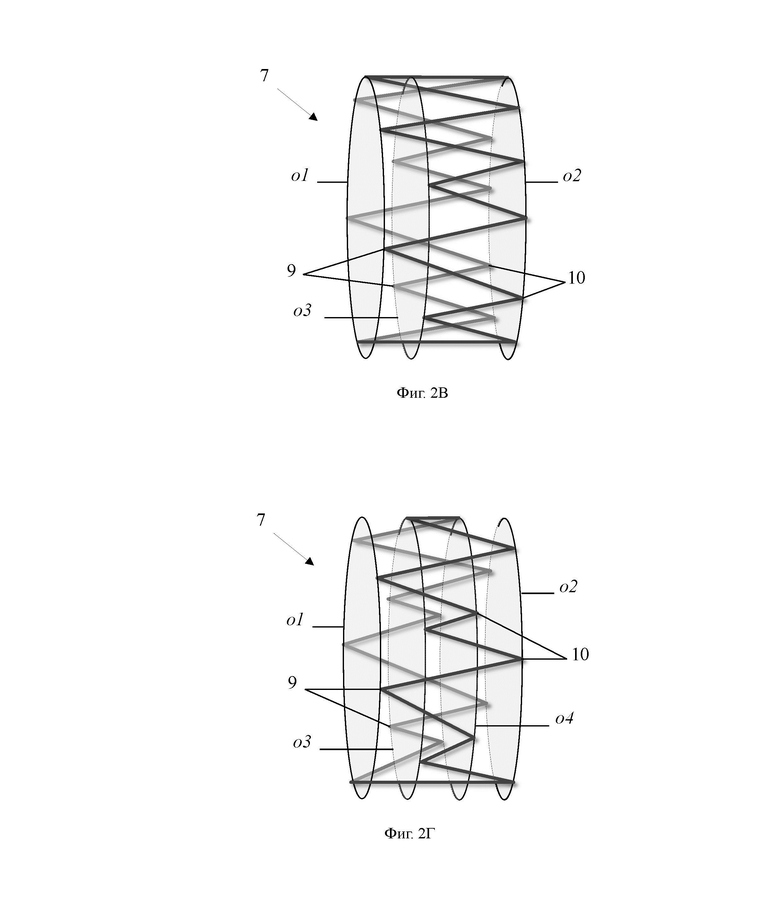
[0025] На Фиг. 2А-Г показаны разные формы корон.
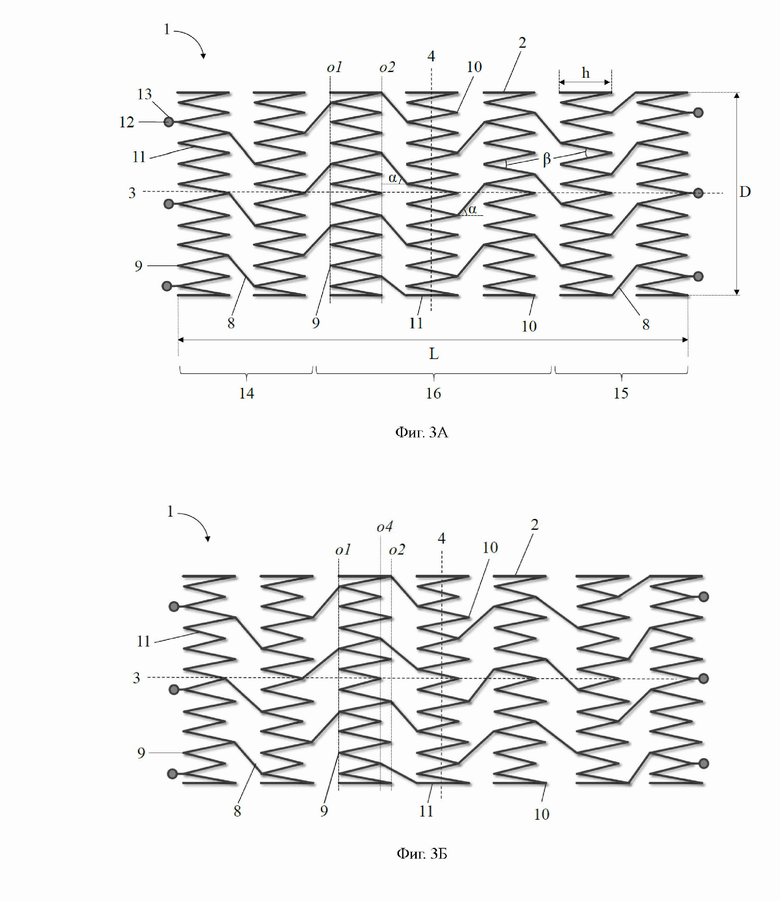
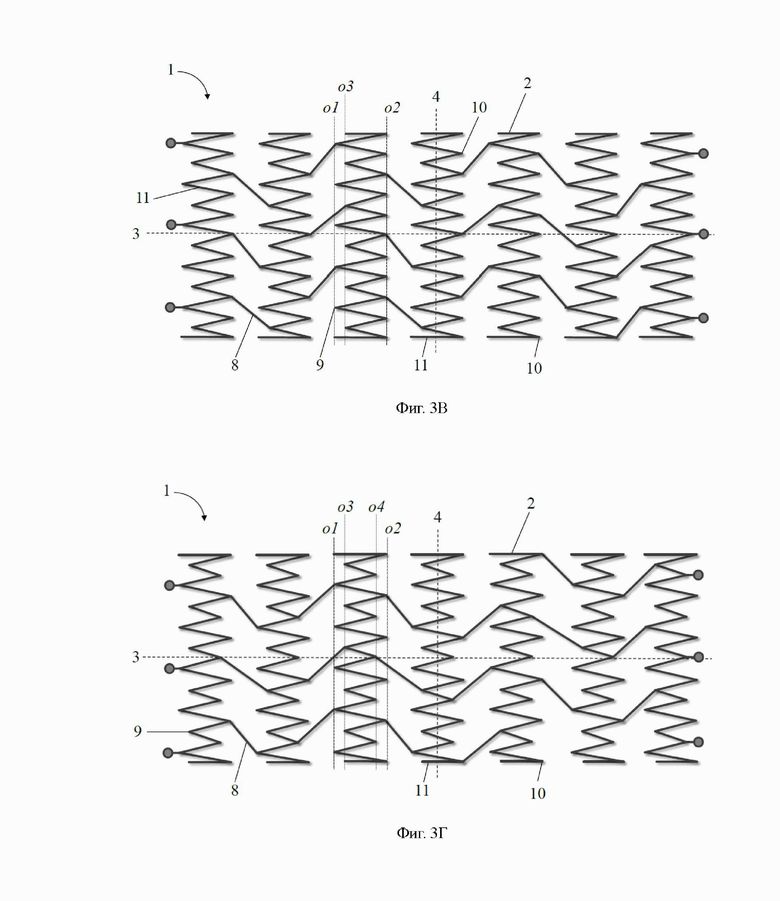
[0026] На Фиг. 3А-Г показаны примеры стентов с коронами разной формы.
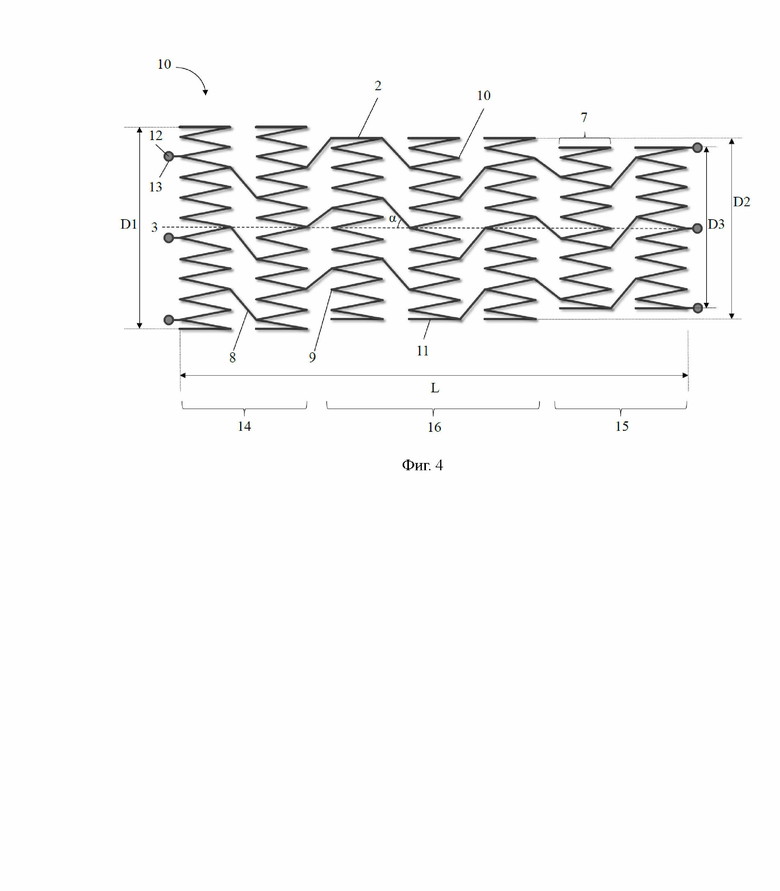
[0027] На Фиг. 4 показан конический стент в расширенной конфигурации.
[0028] На Фиг. 5А-Д представлены результаты измерения радиальной жесткости стентов.
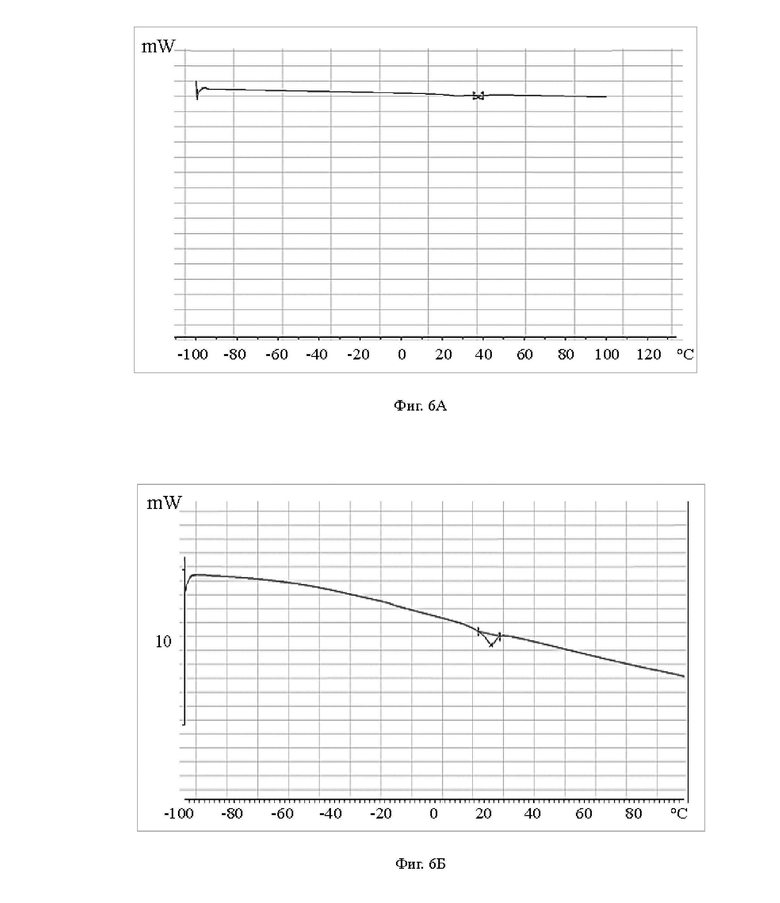
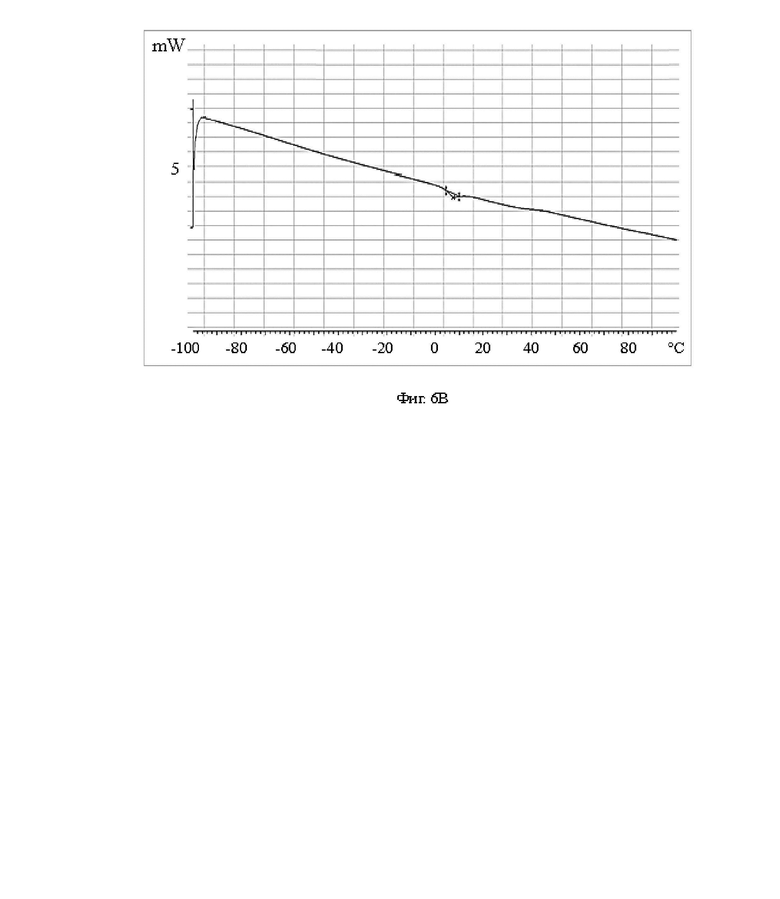
[0029] На Фиг. 6А-В представлены результаты исследования влияния температуры отжига на температуру сохранения стентом формы.
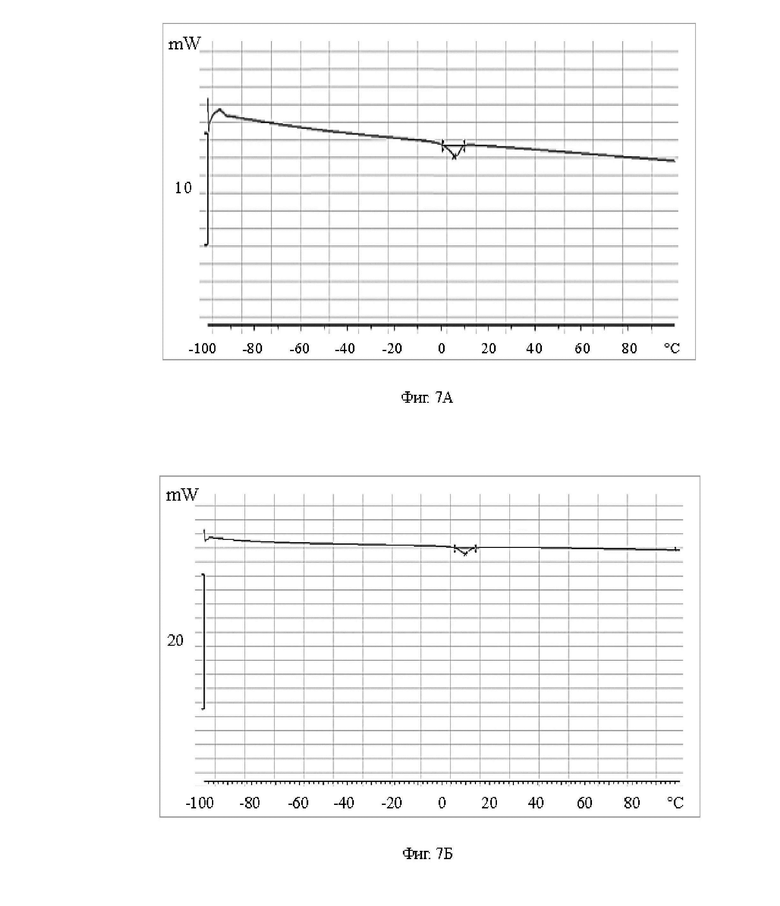
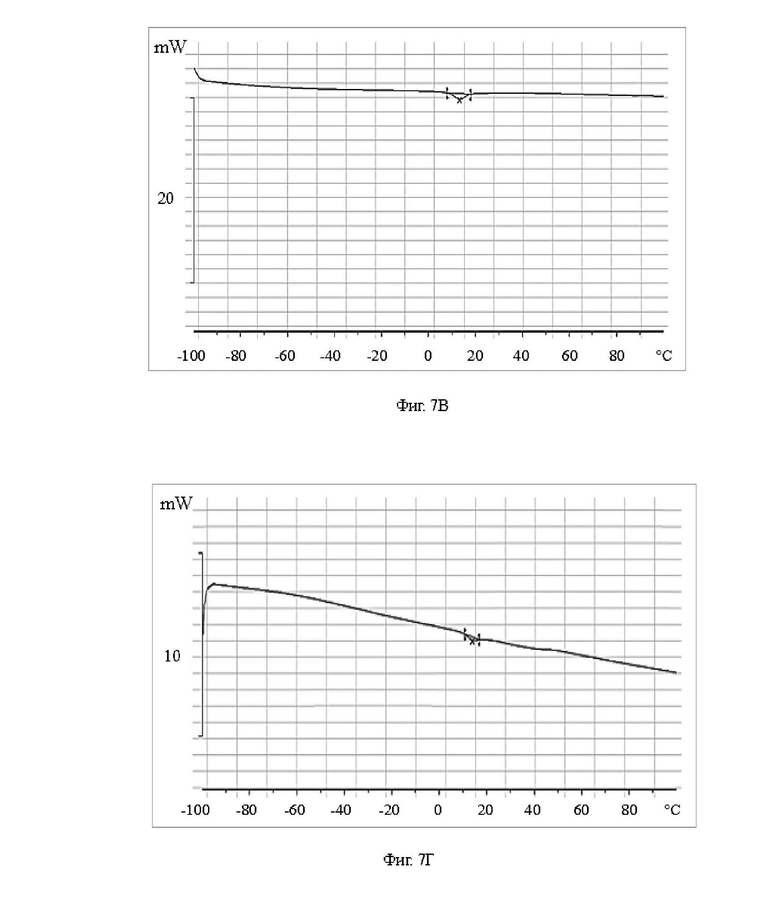
[0030] На Фиг. 7А-Г представлены результаты исследования влияния времени отжига на температуру сохранения стентом формы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0031] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту, очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[0032] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[0033] Периферический стент согласно настоящему изобретению является пожизненно имплантируемым саморасширяющимся металлическим стентом, подходящим для транскатетерной доставки к месту имплантации. Заявленный стент может быть использован в различных кровеносных сосудах млекопитающих, в том числе, человека.
[0034] Стент 1 содержит открытую с двух сторон трубчатую сетчатую структуру 2 и обладает способностью к радиальному сжатию и радиальному расширению. На Фиг. 1 для примера показан стент 1 в расширенной конфигурации, характеризующейся номинальным диаметром D.
[0035] Стент 1 имеет продольную ось 3, поперечную ось 4, а также первый конец 5 и второй конец 6. Трубчатая сетчатая структура состоит из множества корон 7, соединенных между собой перемычками 8. Корона 7 представляет собой синусоидное кольцо, образованное первыми вершинами 9 и вторыми вершинами 10, которые соединены между собой распорками 11. Такая форма корон 7 позволяет им сжиматься при переходе стента 1 в сжатую конфигурацию для доставки и расширяться при переходе в расширенную конфигурацию при имплантации.
[0036] Ширина распорок 11, измеряемая по внешней поверхности стента 1, может составлять от 0,065 мм до 0,14 мм. Толщина распорок 11, измеряемая от внутренней поверхности стента 1 к внешней поверхности стента 1, может составлять 0,15-0,25 мм. Длина распорок 11 может составлять от 1,4 мм до 2,7 мм. Указанное сочетание ширины, толщины и длины распорок 11 в сильной степени обусловливает оптимальную радиальную жесткость стента 1, может составлять от 0,015 Н/мм до 0,35 Н/мм. Радиальная жесткость стента 1 обеспечивает его фиксацию внутри сосуда после имплантации. Надежная фиксация препятствует миграции стента 1, что снижает риск повреждения сосудистой сети пациента, а также риск рестеноза в исходном месте лечения.
[0037] Радиальная жесткость стента 1 также зависит от количества вершин и, соответственно, распорок 11, в коронах 7. Так, количество первых вершин 9, равное количеству вторых вершин 10, может варьировать от 9 до 18. При этом чем меньше количество вершин, тем выше радиальное жесткость стента 1, и наоборот.
[0038] Указанное сочетание ширины, толщины и длины распорок 11 обеспечивает низкую металлонасыщенность стента 1. Под металлонасыщенностью понимается соотношение площади внешней поверхности стента (непосредственно металла) к площади сосуда, которую огораживает стент. В заявленном стенте 1 металлонасыщенность не превышает 20%. Низкая металлонасыщенность способствует быстрому зарастанию стента 1 эндотелиальными клетками, что дополнительно увеличивает надежность фиксации стента 1 в месте имплантации.
[0039] Соседние короны 7 соединены перемычками 8 таким образом, что первые вершины 9 одной короны 7 соединены со вторыми вершинами 10 другой короны 7. При этом первые вершины 9 одной короны 7 могут быть смещены относительно вторых вершин 10 соседней короны 7 по окружности. Перемычки 8 расположены равномерно по окружности. При этом не каждая первая вершина 9 одной короны 7 и не каждая вторая вершина 10 другой короны 7 участвуют в соединении корон 7. Известны стенты, в которых каждая вершина каждой короны соединена с вершиной соседней короны (US 10744012 B2, опубл.: 18.08.2020, МПК: A61F 2/915, A61F 2/04, А61М 1/36; US 8685079 B2, опубл.: 01.04.2014, МПК: A61F 2/86; A61F 2/82; US 9445926 B2, опубл.: 20.09.2016, МПК: A61F 2/06, A61F 2/90, A61F 2/91, A61F 2/915, A61F 2/00, A61F 2/84, A61F 2/958; US 20190192322 A1, опубл.: 27.06.2019, МПК: A61F 2/88, A61F 2/915). Такое соединение соседних корон увеличивает радиальную жесткость стента. Однако при этом снижается гибкость стента, увеличивается его металлонасыщенность и может увеличиваться профиль доставки. В заявленном стенте 1 количество перемычек 8, соединяющих соседние короны 7, меньше количества первых вершин 9 (или вторых вершин 10) в каждой короне 7. Это способствует достижению описанной далее гибкости стента 1, а также низкой металлонасыщенности стента 1.
[0040] Ширина перемычек 8 может составлять от 0,06 мм до 0,15 мм. При этом расстояние между соседними коронами 7 может составлять от 0,2 мм до 0,7 мм. Перемычки 8 образуют с продольной осью 3 стента 1 угол а, который может составлять от приблизительно 40° до приблизительно 60°. Указанный диапазон угла а обеспечивает оптимальное расположение вершин корон 7 друг относительно друга, а также оптимальное расстояние между коронами 7. При угле а менее 40° в сжатой конфигурации короны 7 могут «налезать» друг на друга. При угле а более 60° перемычки 8 будут слишком длинными, что может снизить усталостную прочность стента 1, а также увеличить диаметр стента 1 в сжатой конфигурации.
[0041] При этом перемычки 8, соединяющие одну корону 7 с первой соседней короной 7, могут отклоняться от продольной оси 3 стента 1 в одну сторону по окружности, а перемычки, соединяющие ту же самую корону 7 со второй соседней короной 7, могут отклоняться от продольной оси 3 стента 1 в другую сторону по окружности. Угол а обеспечивает такую гибкость стента 1, что в расширенной конфигурации стент 1 выдерживает изгиб 90° на калибре диаметром, равным номинальному диаметру D, без образования излома или уменьшения просвета более чем на 50% от номинального диаметра D. Указанная гибкость позволяет доставлять стент 1 через извилистую сосудистую сеть пациента и имплантировать стент 1 в месте изгиба сосуда, а также позволяет стенту 1 после имплантации сжиматься и изгибаться в сосуде пациента, не теряя формы.
[0042] Перемычки 8 имеют преимущественно прямую форму без излишних изгибов и завитков. Известны стенты, включающие перемычки сложной изогнутой формы (US 8657871 B2, опубл.: 25.02.2014, МПК: A61F 2/06, A61F 2/91, A61F 2/915, A61F 2/82; US 9675480 B2, опубл.: 13.06.2017, МПК: A61F 2/06, A61F 2/90, A61F 2/91, A61F 2/915; US 20200405516 A1, опубл.: 31.12.2020, МПК: A61F 2/90, A61F 2/915). Сложная изогнутая форма перемычек обеспечивает определенную гибкость стента при сохранении радиальной жесткости. Однако сложная изогутая форма перемычек может увеличивать металлонасыщенность стента, усложнять производство и увеличивать профиль доставки. Напротив, простая прямая форма перемычек 8 снижает металлонасыщенность стента 1.
[0043] Соотношение длины и ширины распорок, а также количество перемычек, соединяющих соседние короны, обеспечивают оптимальный с клинической точки зрения просвет ячеек. Чем больше просвет ячеек, тем больше так называемый пролапс стенки сосуда и наоборот.
[0044] Стент 1 имеет длину L, которая может составлять от приблизительно 20 мм до приблизительно 200 мм. В зависимости от длины L стента 1 меняется количество корон 7, образующих трубчатую сетчатую структур, длина распорок 11 и длина перемычек 8. Так, количество корон 7 может варьировать от 7 до 100. При этом высота h корон 7 может составлять от приблизительно 1,5 мм до приблизительно 3 мм. Длина перемычек 8 может составлять от приблизительно 0,5 мм до приблизительно 1 мм.
[0045] В радиально сжатой конфигурации стент 1 может быть помещен в систему доставки, которая характеризуется диаметром, называемым профилем доставки. Для заявленного стента 1 профиль доставки не превышает 2.1 мм, что обеспечивает возможность доставки стента 1 к месту имплантации через узкие сосуды. При этом номинальный диаметр D может составлять от приблизительно 5 мм до приблизительно 12 мм. Сохранение небольшого профиля доставки при значительном варьировании номинального диаметра D (более чем в два раза) достигается за счет оптимального соотношения номинального диаметра D и количества вершин в короне 7, длины и ширины распорок 11. Чем больше номинальный диаметр D, тем больше количество вершин в коронах 7. При этом расстояние  между первыми вершинами 9 и расстояние
между первыми вершинами 9 и расстояние  между вторыми вершинами 10 по окружности в расширенной конфигурации может составлять от приблизительно 1,3 мм до приблизительно 2,5 мм. Соотношение ширины и длины распорок 11 может находиться в пределах 0,02-0,09, предпочтительно 0,03-0,08.
между вторыми вершинами 10 по окружности в расширенной конфигурации может составлять от приблизительно 1,3 мм до приблизительно 2,5 мм. Соотношение ширины и длины распорок 11 может находиться в пределах 0,02-0,09, предпочтительно 0,03-0,08.
[0046] Соотношение номинального диаметра D и количества первых вершин 9 (или количества вторых вершин 10), а также соотношение длины, толщины и ширины распорок 11 определяют угол β, который в распорки 11 образуют в области первых вершин 9 и вторых вершин 10. Соотношение номинального диаметра D к количеству первых вершин 9 (или количества вторых вершин 10) может составлять от приблизительно 0,3 до приблизительно 1,3, предпочтительно 0,4-0,8. В расширенной конфигурации угол β составляет от приблизительно 35° до приблизительно 60°. Угол β играет ключевую роль в контролируемом расширении стента 1 при имплантации, а именно в том, что при переходе из сжатой конфигурации в расширенную конфигурацию, каждая корона 7 принимает заранее заданную цилиндрическую форму. То есть при расширении стент 1 не становится похожим на «ежа» вершины не выпирают наружу, распорки не заламываются и не изгибаются за пределы цилиндрической поверхности короны 7. Контролируемое расширение стента 1 значительно снижает риск травматизации сосудов пациента при имплантации.
[0047] Также важно, чтобы при переходе в сжатую конфигурацию, элементы конструкции стента 1 первые вершины 9 и вторые вершины 10, распорки 11 и перемычки 8 не входили друг с другом в зацепление, которое может препятствовать правильному расширению стента 1 при имплантации. Ключевую роль в правильном сжатии без зацеплений играет оптимальное количество перемычек 8, соединяющих соседние короны 7, и указанный выше угол β. Число перемычек 8 варьирует в зависимости от количества вершин в короне 7 и может составлять от 3 до 6.
[0048] Короны 7 выполнены из материала с памятью формы, включающего, например, но не ограничиваясь этим, никель, титан, кобальт, хром, молибден, нержавеющую сталь, или из любого другого материала, обладающего определенной эластичностью для обеспечения радиального сжатия и расширения стента 1. В предпочтительном варианте осуществления, короны 7 выполнены из сплава никелид титана, известного как нитинол.
[0049] На первом конце 5 стента 1 и на втором конце 6 стента 1 располагаются рентгеноконтрастные маркеры 12, которые позволяют правильно и быстро позиционировать стент во время имплантации. Маркеры представляют собой фрагменты рентгеноконтрастного материала, закрепленные в специальных держателях 13. Держатели 13 составляют единое целое с трубчатой сетчатой структурой и представляют собой лопаткообразные удлинения, отходящие от первых вершин 9 на первом конце 5 стента 1 и от вторых вершин 10 на втором конце 6 стента 1. На свободном конце каждый держатель 13 имеет отверстие, в котором закрепляется маркер 12. Маркер 12 может быть приклеен, приварен или припаян к держателю 13. В предпочтительном варианте реализации маркер 12 закреплен в держателе 13 с помощью пресса. Маркеры 12 могут быть изготовлены из любого биосовместимого рентгеноконтрастного материала, такого как платина, иридий, палладий, золото, вольфрам, висмут, барий или их комбинации. В предпочтительном варианте реализации маркеры 12 выполнены из тантала. На каждом конце стента 1 может располагаться от 3 до 6 держателей 13, в каждом из которых закреплен один рентгеноконтрастный маркер 12.
[0050] Стент 1 может иметь первую концевую секцию 14 и вторую концевую секцию 15 и центральную секцию 16. В предпочтительном варианте реализации все секции идентичны друг другу по структуре: состоят из одинаковых корон 7, соединенных одинаковым количеством перемычек 8. Такая конструкция стента 1 упрощает процесс его производства.
[0051] В другом варианте реализации первая концевая секция 14 и вторая концевая секция 15 имеют идентичную друг другу структуру, а центральная секция 16 по структуре отличается от первой и второй концевых секций количеством перемычек 8 и/или формой корон 7.
[0052] В предпочтительном варианте реализации в пределах одной короны 7 все распорки 11 могут иметь одинаковую длину, как показано на Фиг. 2А и Фиг. 3А. В результате все первые вершины 9 этой короны 7 выровнены вдоль окружности о1, а все вторые вершины 10 этой короны 7 выровнены вдоль окружности о2.
[0053] В другом варианте реализации распорки 11 в пределах одной короны 7 имеют две разных длины. При этом все первые вершины 9 выровнены вдоль окружности о1, одна часть вторых вершин 10 выровнена вдоль окружности о2, а другая часть вторых вершин 10 выровнена вдоль окружности o4 (Фиг. 2Б и Фиг. 3Б). Или все вторые вершины 10 выровнены вдоль окружности о2, одна часть первых вершин 9 выровнена вдоль окружности о1, а другая часть первых вершин 9 выровнена вдоль окружности o3 (Фиг. 2В и Фиг. 3В).
[0054] В еще одном варианте реализации (Фиг. 2Г и Фиг. 3Г) вдоль окружности о1 выровнена одна часть первых вершин 9, а другая часть первых вершин 9 выровнена вдоль окружности o3. При этом одна часть вторых вершин 10 выровнена вдоль окружности о2, а другая часть вторых вершин 10 выровнена вдоль окружности о4.
[0055] При всем разнообразии возможных форм корон 7 в предпочтительном варианте реализации стент 1 выполнен симметричным относительно поперечной оси 4. При этом все короны 1 в расширенной конфигурации имеют приблизительно одинаковый диаметр, а стент 1 имеет в целом цилиндрическую форму. При этом перемычки 8 лежат приблизительно в одной плоскости с распорками 11 и вершинами корон 7. Такой цилиндрический стент 1 подходит для решения большого количества клинических задач, связанных со стентированием. При этом симметрия структуры стента 1 относительно поперечной оси 4 исключает возможность неправильной ориентации стента 1 при размещении в системе доставки и, соответственно, при имплантации.
[0056] В другом варианте реализации стент 10 в расширенной конфигурации имеет в целом конусную форму (Фиг. 4). При этом каждая корона 7 имеет цилиндрическую форму. Но между собой все или некоторые короны 7 отличаются друг от друга по диаметру. Так, одна или несколько корон 7 могут иметь номинальный диаметр D1, другая корона 7 или несколько корон 7 могут иметь номинальный диаметр D2, еще одна корона 7 или несколько корон 7 могут иметь номинальный диаметр D3 и т.д. При этом все или некоторые перемычки 8 расположены под углом к цилиндрической поверхности каждой короны 7. Конусные стенты 10 подходят для имплантации в кровеносные сосуды, имеющие конусное строение, например, сонные артерии. Это позволяет охватить дополнительный круг врачебных задач.
Способ изготовления
[0057] Способ изготовления заявленного стента 1 включает несколько этапов. На первом этапе методом лазерной резки из металлической трубки изготавливают сетчатую трубчатую конструкцию 2, включающую короны 7, перемычки 8 и держатели 13. При этом все элементы стента 1 - распорки 11, первые вершины 9, вторые вершины 10, перемычки 8 и держатели 13 - являются остаточными элементами трубки. Лазерную резку производят в автоматическом режиме по специальной программе, созданной на основе чертежа. Изготовление стента 1 методом лазерной резки упрощает производство по сравнению с плетением стента 1 из проволоки.
[0058] Затем полученную трубчатую сетчатую структуру 2 постепенно расширяют для придания расширенной конфигурации, характеризующейся заданным номинальным диаметром D.
[0059] Полученную расширенную трубчатую сетчатую структуру 2 подвергают термической обработке. Этот этап называется отжигом стента. Трубчатую сетчатую структуру 2 нагревают до первой температуры (температуры отжига), которая может составлять от приблизительно 450°С до приблизительно 540°С. Затем трубчатую сетчатую структуру 2 выдерживают при указанной температуре отжига от приблизительно 5 мин до приблизительно 50 мин, после чего охлаждают до второй температуры за 1-10 секунд. Вторая температура может составлять от 20°С до 200°С. Термическая обработка изменяет температуру, при которой стент 1 восстанавливает форму: чем выше первая температура, тем меньше температура при которой стент 1 восстанавливает заданную форму, и наоборот. Кроме того, указанная термическая обработка повышает радиальную жесткость стента 1. В экспериментах с варьированием первой температуры наблюдается следующая закономерность: чем выше первая температура, тем выше радиальная жесткость стента. При необходимости термическую обработку повторяют неоднократно, до тех пор, пока трубчатая сетчатая структура 2 не приобретет желаемую форму и заданный номинальный диаметр D. B одном варианте реализации после термической обработки проводят пескоструйную обработку трубчатой сетчатой структуры 2. Этот этап позволяет удалить с поверхности трубчатой сетчатой структуры 2 оплавленные части, имеющие вид «шариков» или зазубрин. В другом варианте реализации этап пескоструйной обработки опускают для упрощения процесса производства.
[0060] Затем трубчатую сетчатую структуру 2 подвергают химическому травлению в смеси кислот и поверхностно-активных веществ. В предпочтительном варианте реализации кислоты представляют собой плавиковую и азотную кислоты. Химическое травление дополнительно очищает поверхность трубчатой сетчатой структуры 2 от оксидного слоя и песка.
[0061] Затем трубчатую сетчатую структуру 2 подвергают электрополировке в среде, включающей спирт и кислоту. При этом может использоваться, например, метиловый спирт, изопропиловый спирт или бутиловый спирт, серная кислота, метилсерная кислота, метансульфокислота. Кислота обеспечивает электропроводность указанной смеси.
[0062] Этот этап придает поверхности трубчатой сетчатой структуры 2 максимальную гладкость.
[0063] Затем закрепляют рентгеноконтрастные маркеры 12 в держателях 13. Для этого шарообразный фрагмент рентгеноконтрастного материала располагают в отверстии держателя 13. В одном варианте реализации рентгеноконтрастный маркер 12 приваривают к держателю 13 методом лазерной сварки. В другом варианте реализации рентгеноконтрастный маркер 12 припаивают к держателю 13. Еще в одном варианте реализации рентгеноконтрастный маркер 12 приклеивают к держателю 13 с помощью любого подходящего биосовместимого клея. В предпочтительном варианте реализации шарообразный фрагмент рентгеноконтрастного материала сплющивают при помощи пресса, закрепляя рентгеноконтрастный маркер 12 в держателе 13 методом запрессовки. Такой метод закрепления рентгеноконтрастного маркера 12 в держателе 13 упрощает процесс производства стента 1.
[0064] Заявленный способ производства позволяет получить стент 1 с гладкой поверхностью и плавными переходами между элементами, а также добиться равномерной толщины элементов стента 1. При этом толщина стента в любой точке отличается от средней толщины по всему стенту не более чем на 25%. Указанные параметры повышают износостойкость стента 1. Это снижает риск травматизации сосудов пациента при имплантации, а также риск воспаления сосуда, вызванного механической поломкой стента при эксплуатации.
ОПИСАНИЕ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0065] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки испрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
[0066] Пример 1. Измерение радиальной жесткости стента.
[0067] В данном примере исследовали радиальную жесткость цилиндрических стентов, имеющих параметры, указанные в Таблице 1.
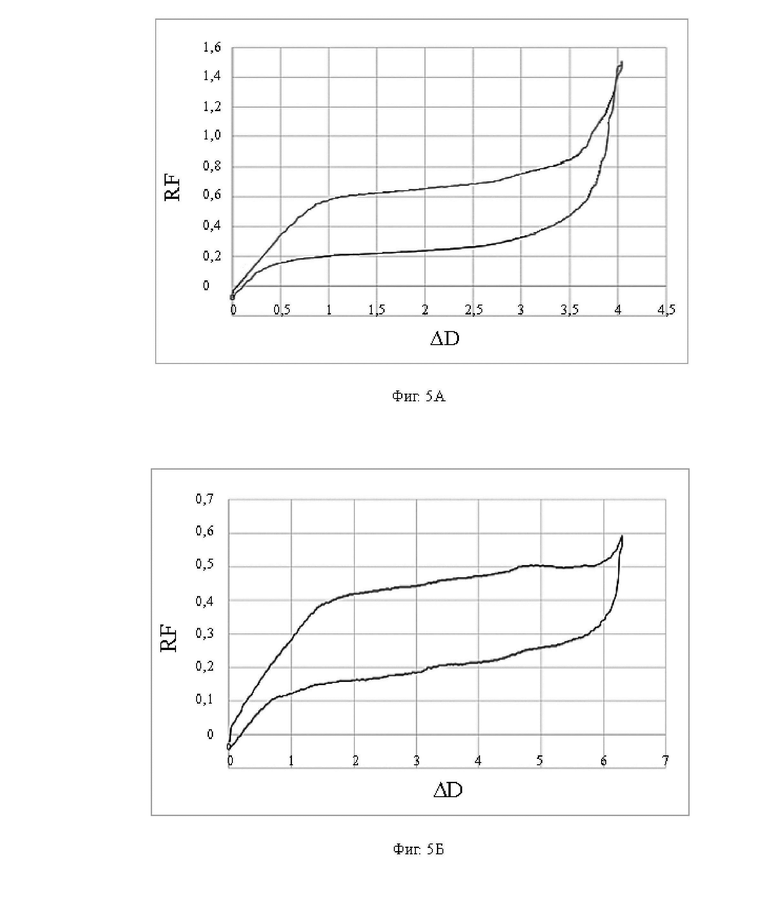
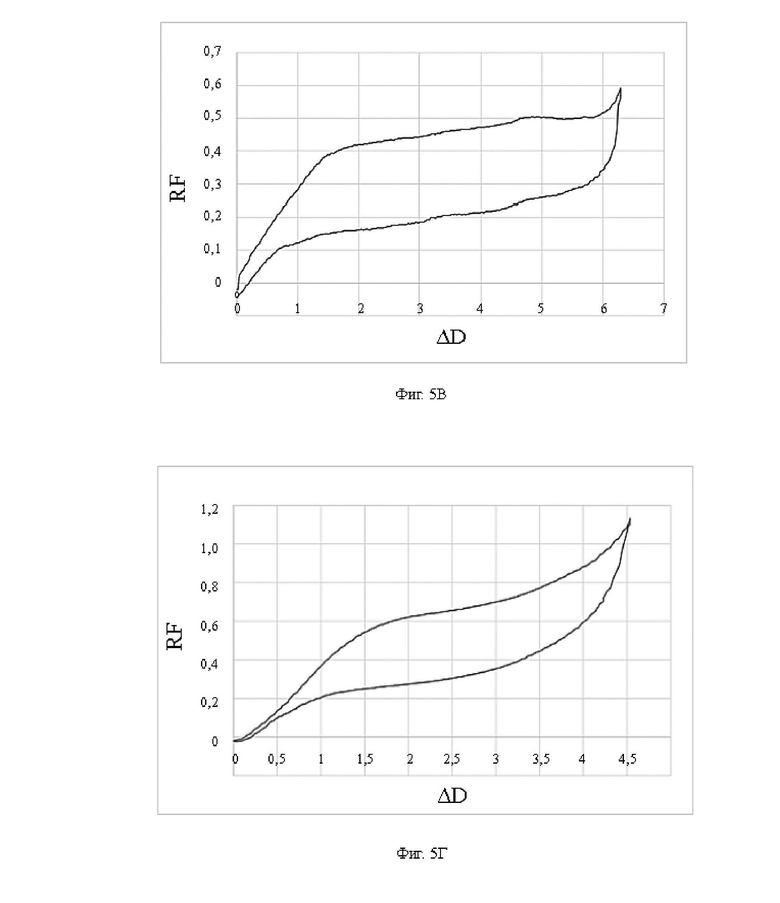
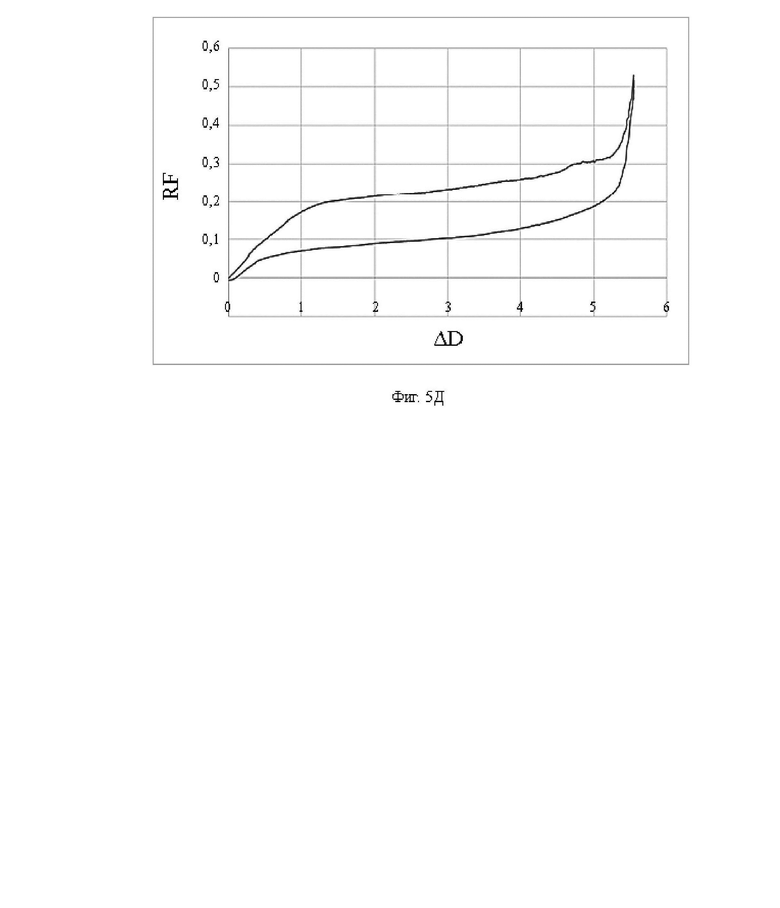
[0068] Измерение радиальной жесткости стентов выполняли с использованием моторизованного тест-стенда Mark - 10 ESM301L и штангенциркуля ШЦЦ-1-150 (пр-во «Калиброн»). Стент помещали в тестер, сжимали в радиальном направлении, а затем разжимали. Во время сжатия и расширения фиксировали радиальную жесткость. Измерения проводили при 37°С, что соответствует температуре тела человека. На Фиг. 5А-Д представлены графики, иллюстрирующие изменения радиальной силы в зависимости от степени сжатия каркаса. По оси абсцисс указано линейное изменение диаметра стента ΔD (мм). По оси ординат указана радиальная жесткость RF (Н/мм). На каждой из Фиг. 5А-Д верхняя кривая отражает радиальную жесткость при сжатии стента, а нижняя кривая - при расширении стента. На Фиг. 5А представлены результаты измерений для стента №1, на Фиг. 5Б - для стента №2, на Фиг. 5В - для стента №3, на Фиг. 5Г - для стента №4, на Фиг. 5Д - для стента №5.
[0069] Радиальная жесткость определяется на участке нижней кривой при ΔD, составляющему 1-3 мм. Это соответствует неполному расширению стента до диаметра, который на 1-3 мм меньше номинального диаметра. Результаты измерений указывают на то, что при 37°С все исследованные стенты обладают заявленной радиальной жесткостью от 0,015 Н/мм до 0,3 Н/мм.
[0070] Пример 2. Исследование влияния температуры отжига на температуру восстановления формы стента.
[0071] В данном примере посредством дифференциальной сканирующей калориметрии (DSC) исследовали, как величина первой температуры (температуры отжига) повлияет на температуру фазового перехода в нитиноле, из которого выполнен стент. Исследование проводили на образцах стентов, представляющих собой две короны, соединенные перемычками. Образцы стентов инкубировали 60 мин при температуре отжига в соляной печи на четырех формовочных оснастках с последовательным расширением от приблизительно 6 мм до приблизительно 20 мм. Формовочные оснастки представляют собой металлические цилиндры разного диаметра.
[0072] После отжига от каждого образца стента отрезали фрагмент нитинола, из которого выполнен образец, и помещали его в калориметр DSC3 (Mettler Toledo). Там фрагмент нитинола охлаждали до -100°С, а затем нагревали до +100°С. При этом фиксировали поглощение тепла указанным фрагментом. Результаты исследования представлены в Таблице 2 и на Фиг. 6А-В. По оси абсцисс отмечена температура фрагмента нитинола. По оси ординат отмечена мощность тепловыделения образцом нитинола при фазовых переходах во время процессов охлаждения/нагрева (mW). Из представленных данных можно сделать два вывода. Во-первых, чем выше температура отжига, тем ниже температура фазового перехода. Во-вторых, при всех указанных температурах отжига температура фазового перехода составляет приблизительно 37°С или меньше. Это означает, что стенты, обработанные при указанных температурах, способны расширяться и принимать заданную форму при температуре человеческого тела.

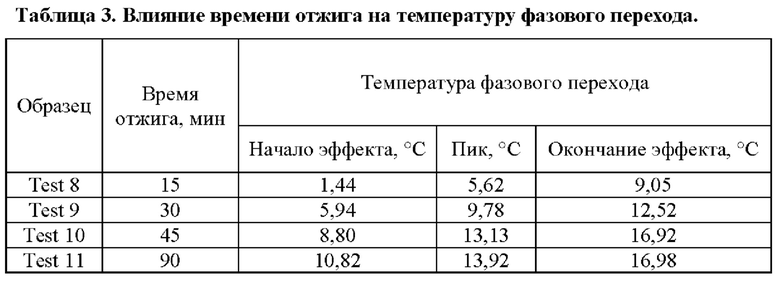
[0073] Пример 3. Исследование влияния времени отжига на температуру восстановления формы стента.
[0074] В данном примере посредством дифференциальной сканирующей калориметрии (DSC) исследовали, как время отжига влияет на температуру фазового перехода в нитиноле, из которого выполнен стент. Эксперимент выполнен аналогично тому, как описано в Примере 2, за тем исключением, что температура отжига для всех образцов стента была одинаковая и составляла +540°С. При этом варьировали время отжига, как указано в Таблице 3. Результаты исследования представлены в Таблице 3 и на Фиг. 7А-Г. Обозначения осей те же, что и в Примере 2. Из представленных данных видно, что с увеличением времени отжига растет температура фазового перехода. Но самое важное, что при всех указанных длительностях отжига температура фазового перехода не превышает +20°С. Это означает, что стенты, термически обработанные указанным образом, способны расширяться и принимать заданную форму при температуре человеческого тела.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стент внутрисосудистый (варианты) | 2022 |
|
RU2818475C2 |
| ВНУТРИСОСУДИСТЫЙ СТЕНТ (ВАРИАНТЫ) | 2022 |
|
RU2824284C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИТИНОЛОВОГО КАРКАСА ВНУТРИОРГАННОГО МЕДИЦИНСКОГО ИЗДЕЛИЯ | 2023 |
|
RU2824282C1 |
| ЭНДОЛЮМИНАЛЬНЫЙ ПРОТЕЗ И СПОСОБЫ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2736747C1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ПОТОКА | 2009 |
|
RU2506912C2 |
| СТЕНТ | 2010 |
|
RU2566225C2 |
| СПИРАЛЬНЫЙ ГИБРИДНЫЙ СТЕНТ | 2014 |
|
RU2637619C2 |
| ПРОТЕЗ КЛАПАНА СЕРДЦА (ВАРИАНТЫ) | 2020 |
|
RU2737577C1 |
| СТЕНТЫ | 2019 |
|
RU2787460C2 |
| СТЕНТ | 2020 |
|
RU2801654C2 |
Изобретение относится к медицинской технике, а именно к пожизненно имплантируемым эндолюминальным протезам, более конкретно, настоящее изобретение относится к саморасширяющимся металлическим стентам, выполненным из материала с памятью формы, а также к их изготовлению. Стент периферический, имеющий продольную ось и поперечную ось, выполненный с возможностью перехода из сжатой конфигурации в расширенную конфигурацию, содержит трубчатую сетчатую структуру. Трубчатая сетчатая структура включает короны, каждая из которых содержит первые вершины и вторые вершины, соединенные распорками в синусоидное кольцо. Соседние короны соединены между собой 3-6 перемычками. Короны выполнены из материала с памятью формы, включающего никель и титан. Толщина в любой точке трубчатой сетчатой структуры отличается от средней толщины всей трубчатой сетчатой структуры не более чем на 25%. Трубчатая сетчатая структура включает держатели, в которых закреплены рентгеноконтрастные маркеры. Способ изготовления вышеописанного стента включает следующие этапы: методом лазерной резки изготавливают трубчатую сетчатую структуру, включающую короны, перемычки и держатели рентгеноконтрастных маркеров; трубчатую сетчатую структуру подвергают термической обработке, включающей нагрев трубчатой сетчатой структуры до температуры отжига, составляющей от 450°С до 540°С, инкубацию трубчатой сетчатой структуры при первой температуре и охлаждение трубчатой сетчатой структуры до второй температуры; трубчатую сетчатую структуру подвергают химическому травлению в среде, включающей смесь кислот; трубчатую сетчатую структуру подвергают электрополировке; закрепляют рентгеноконтрастные маркеры в держателях. Технический результат - обеспечение возможности транслюминальной доставки к месту лечения, низкой травмоопасности для сосудов пациента, надежная фиксация стента в месте имплантации, равномерное контролируемое расширение стента при имплантации. 2 н. и 13 з.п. ф-лы, 22 ил., 3 табл.
1. Стент периферический, имеющий продольную ось и поперечную ось,
выполненный с возможностью перехода из сжатой конфигурации в расширенную конфигурацию,
содержащий трубчатую сетчатую структуру, включающую короны, каждая из которых содержит первые вершины и вторые вершины, соединенные распорками в синусоидное кольцо;
при этом соседние короны соединены между собой 3-6 перемычками,
при этом короны выполнены из материала с памятью формы, включающего никель и титан;
при этом толщина в любой точке трубчатой сетчатой структуры отличается от средней толщины всей трубчатой сетчатой структуры не более чем на 25%;
при этом трубчатая сетчатая структура включает держатели, в которых закреплены рентгеноконтрастные маркеры.
2. Стент по п. 1, в котором ширина распорок составляет от 0,065 мм до 0,14 мм, а длина распорок составляет от 1,4 мм до 2,7 мм.
3. Стент по п. 2, в котором толщина распорок составляет от 0,15 мм до 0,25 мм.
4. Стент по п. 1, в котором не каждая первая вершина и не каждая вторая вершина участвуют в соединении соседних корон.
5. Стент по п. 1, в котором перемычки образуют с продольной осью стента угол, составляющий от 40° до 60°.
6. Стент по п. 1, в котором в расширенной конфигурации распорки в области вершин образуют угол, составляющий от 35° до 60°.
7. Стент по п. 1, выполненный симметричным относительно поперечной оси.
8. Способ изготовления стента по п. 1, включающий следующие этапы:
• методом лазерной резки изготавливают трубчатую сетчатую структуру, включающую короны, перемычки и держатели рентгеноконтрастных маркеров;
• трубчатую сетчатую структуру подвергают термической обработке, включающей нагрев трубчатой сетчатой структуры до температуры отжига, составляющей от 450°С до 540°С, инкубацию трубчатой сетчатой структуры при первой температуре и охлаждение трубчатой сетчатой структуры до второй температуры;
• трубчатую сетчатую структуру подвергают химическому травлению в среде, включающей смесь кислот;
• трубчатую сетчатую структуру подвергают электрополировке;
• закрепляют рентгеноконтрастные маркеры в держателях.
9. Способ по п. 8, в котором трубчатую сетчатую структуру инкубируют при температуре отжига в течение от 5 мин до 50 мин.
10. Способ по п. 8, в котором вторая температура составляет от 20°С до 200°С.
11. Способ по п. 8, в котором трубчатую сетчатую структуру подвергают термической обработке более одного раза.
12. Способ по п. 8, в котором трубчатую сетчатую структуру дополнительно подвергают пескоструйной обработке.
13. Способ по п. 8, где химическое травление проводят в среде, включающей плавиковую кислоту, азотную кислоту и поверхностно-активные вещества.
14. Способ по п. 8, где электрополировку проводят в среде, включающей спирт и, по меньшей мере, одну кислоту.
15. Способ по п. 8, где рентгеноконтрастные маркеры закрепляют в держателях при помощи пресса.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНТА | 1997 |
|
RU2209094C2 |
| US 10744012 B2, 18.08.2020 | |||
| US 10092425 B2, 09.10.2018 | |||
| US 8398916 B2, 19.03.2013. | |||

