Изобретение относится к акустическому виду неразрушающего контроля и может быть использовано при контроле локальных участков железнодорожных рельсов по показаниям мобильных и съемных средств дефектоскопии, при периодическом осмотре рельсовых путей, а также при планировании работ по восстановлению профиля головки рельса.
В процессе эксплуатации рельсового пути головка рельсов претерпевает значительные нагрузки. Именно здесь развивается до 70% от всех обнаруживаемых поверхностных и внутренних дефектов. На поверхности катания головки могут образоваться микротрещины и неровности, являющиеся источниками развития опасных продольных и поперечных трещин. Действующей нормативной документацией [1, 2] поперечные трещины (кодов 21, 24, 26 и др.) в головке относят к наиболее опасным дефектам, которые могут привести к внезапному хрупкому излому рельса под движущимся подвижным составом. В то же время продольные трещины на глубине до 8 мм от поверхности катания, как правило, развиваются длительный период и могут быть устранены в плановом порядке. Поэтому оценка неразрушающими способами конфигурации и параметров внутренних дефектов в головке рельсов является актуальной задачей.
В процессе эксплуатации рельсового пути износ поверхности катания головки рельсов может достигать до 10 мм с нарушением первоначального профиля. С целью своевременного исключения (удаления) поверхностных микротрещин - источника многих внутренних дефектов, а также для восстановления первоначального профиля производят периодическое шлифование головки рельсов в пути с помощью рельсошлифовальных поездов. Получение информации о профиле головки рельса требует привлечения способов и устройств, основанных на механических, вихретоковых и оптоэлектронных принципах [3-7].
Учитывая актуальность вопросов оценки дефектов и профиля головки рельсов, предложено несколько технических решений, базирующихся на использовании ультразвуковых (УЗ) колебаний. Недостатками известных технических решений [8-12], является низкая точность и сложность проведения процедуры измерений. В основном это вызвано использованием поверхности катания рельсов в качестве плоскости ввода УЗ колебаний. При этом эхо-сигналы от многих трещин, залегающих вблизи поверхности катания головки рельса, попадают в зону нечувствительности («мертвую зону») УЗ контроля.
Возможными поверхностями ввода УЗ колебаний могли бы стать подголовочные поверхности головки рельса, которые не подвергаются воздействию колес подвижного состава и сохраняют свой первоначальный профиль во время эксплуатации рельсов в пути. Однако шероховатость (негладкость) этих поверхностей препятствует обеспечению стабильного ввода УЗ колебаний при сканировании (перемещении путем скольжения по поверхности) электроакустическими преобразователями (ЭАП). Таким образом, главной причиной игнорирования стабильных (неизнашиваемых) подголовочных граней головки рельсов для ввода/приема УЗ колебаний с целью обнаружения внутренних дефектов известными техническими решениями [9, 13, 14], является сложность обеспечения стабильного акустического контакта при перемещении (сканировании) путем скольжения ЭАП по этим поверхностям.
Наиболее близким техническим решением, принятым за прототип, является ультразвуковой способ оценки износа головки рельса и глубины залегания дефекта [15], заключающийся в установке излучающих ЭАП на подголовочные грани головки рельсов, а приемных преобразователей - на поверхность катания, зондировании головки рельсов, перемещении пар преобразователей по указанным поверхностям вдоль рельсов, обнаружении линии границ дефекта теневым методом, их совместном анализе и определении размера и местоположения дефекта, а также в измерении времени распространения УЗ сигнала и вычислении высоты головки рельса по линии зондирования. При обнаружении дефекта предусмотрен прием сигнала, отраженного от дефекта, измерении времени распространения УЗ сигнала и расчет глубины залегания дефекта в плоскости зондирования.
Недостатками известного технического решения являются низкая точность и производительность контроля, а также ограниченная область применения.
Задачей, на решение которой направлено заявляемое изобретение, является создание способа оценки конфигурации и размеров внутренних дефектов головки рельсов и одновременного измерения параметров профиля головки рельса ультразвуковым способом.
Технический результат изобретения заключается в повышении точности и производительности измерений параметров дефектов, и в расширении области применения способа контроля головки рельсов.
Технический результат обеспечивается тем, что в ультразвуковом способе оценки дефекта в головке рельсов и определения профиля поверхности катания, заключающемся в том, что в окрестности предполагаемого дефекта на поверхность катания и на обе подголовочные поверхности головки рельса устанавливают пары взаимонаправленных электроакустических преобразователей, перемещают их по указанным поверхностям вдоль головки рельса, зондируют головку рельса, для чего преобразователями с обеих подголовочных поверхностей излучают ультразвуковые сигналы и принимают их преобразователями на поверхности катания, фиксируют границы дефекта теневым методом, совместно анализируют их и определяют размеры и ориентацию дефекта, причем возбуждение и прием ультразвуковых колебаний проводят линейками пьезопластин, размещенных поперек головки рельса в роликовых преобразователях с упругой оболочкой, количество пьезопластин в линейках выбирают исходя из требуемой разрешающей способности, оценку внутреннего дефекта и вычисление профиля поверхности катания рельсов производят с учетом сигналов, полученных всеми приемными преобразователями.
Дополнительно определение времени распространения ультразвуковых колебаний в переходных слоях между излучателями/приемниками ультразвуковых колебаний и поверхностями головки рельса производят на головке рельса с известными размерами, и полученные значения времен используют при вычислении профиля поверхности катания рельсов и параметров дефектов.
Существенными отличиями заявляемого способа являются:
1. Осуществление ввода УЗ колебаний с помощью линеек пьезопластин, размещенных в роликовых преобразователях, обеспечивает более надежный и стабильный акустический контакт, особенно по подголовочной поверхности. В прототипе вопросы обеспечения акустического контакта на неровных поверхностях не рассматриваются. Сканирование с помощью систем скольжения преобразователей (в прототипе [15]) по неровным, шероховатым поверхностям неизбежно приводит к заметной флуктуации как сквозных сигналов на бездефектных участках головки рельса, так и амплитуд эхо-сигналов от возможных дефектов. При озвучивании предлагаемыми системами качения (роликами) обеспечивается стабильный и качественный акустический контакт даже на неровных поверхностях.
2. Одновременное озвучивание сечения головки рельса в нескольких плоскостях зондирования благодаря применению линеек пьезопластин, устанавливаемых на подголовочные поверхности и поверхность катания рельса, позволяет более достоверно и оперативно оценить внутренние дефекты и измерить профиль головки рельса. В прототипе предусмотрено озвучивание определенных сечений одиночными парами пьезопластин с каждой поверхности только по линии зондирования, что не обеспечивает необходимую информативность и достоверность контроля. В прототипе возможное сканирование поперек сечения головки рельса путем дискретного смещения пар ЭАП, резко снижает производительность контроля и ограничивает область применения, т.к. не позволяет получить корректную информацию о параметрах (профиле) поверхности катания головки рельса и размерах внутренних дефектов.
3. Измерение времени распространения УЗ сигналов производят с учетом задержек в переходных слоях (в акустической жидкости внутри ролика, в толще оболочки ролика и в слое контактной смазки) между излучателями/приемниками УЗ колебаний и поверхностями головки рельса, что позволяет получить более точные значения измеряемых параметров поверхности катания и глубины дефектов. В прототипе вопросы учета времен задержек УЗ колебаний в переходных слоях не рассматриваются.
4. Применение роликовых преобразователей, как показывает практика, требует на 30-50% меньше контактной смазки, чем при применении систем скольжения. Этот фактор особенно важен при контроле локальных участков рельсового пути по показаниям мобильных и съемных средств дефектоскопии, т.к. их проверяют в основном вручную и требуемый объем смазки входит в переносной комплект дефектоскописта.
Реализацию предлагаемого способа иллюстрируют следующие фиг.:
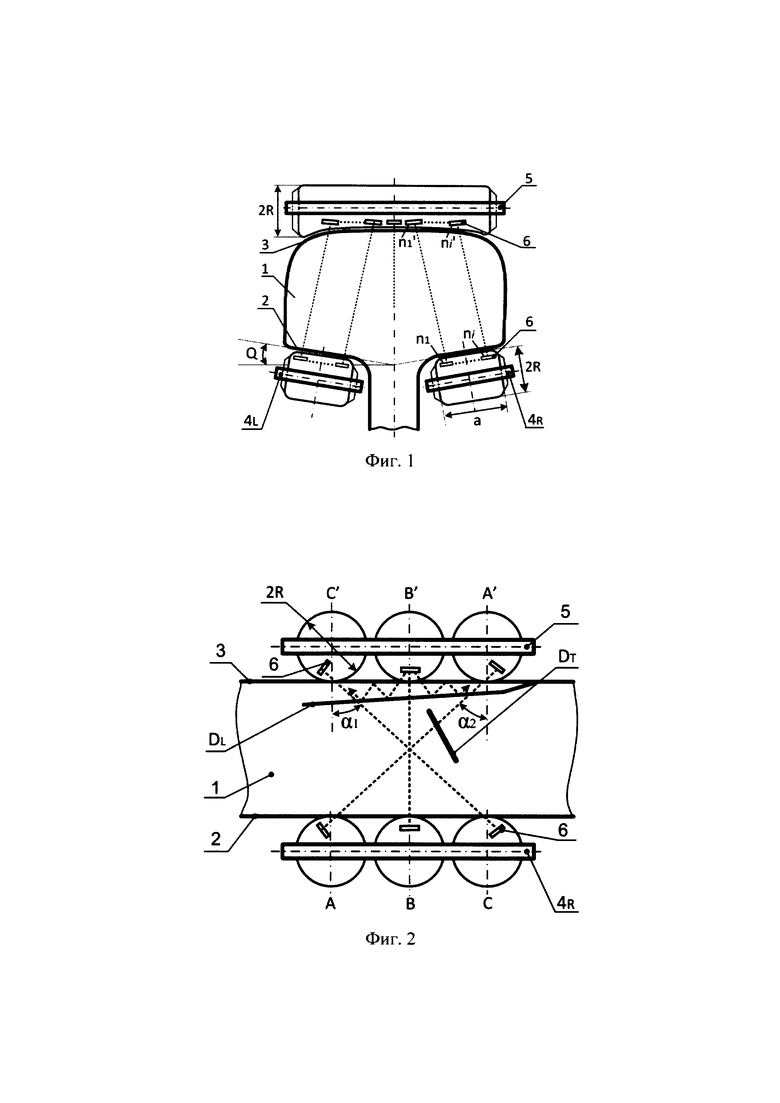
Фиг. 1 - Размещение роликовых преобразователей на контролируемом рельсе,
где:
1 - головка контролируемого рельса;
2 и 3 - подголовочные поверхности и поверхность катания головки рельса соответственно;
4L и 4R - каретки с роликовыми преобразователями на правой (Right) и левой (Left) подголовочных поверхностях головки рельса;
5 - каретка с роликовыми преобразователями на поверхности катания головки рельса;
6 - пьезопластины внутри роликовых преобразователей.
Фиг. 2 - Схемы контроля головки рельса при озвучивании участков рельса с продольной и поперечной внутренними трещинами (дефектами), где:
А, В и С и сонаправленные им С', В' и А' ролики с преобразователями на соответствующих поверхностях головки 1 рельса (показано в одном продольном сечении головки рельса);
Углы α1 и α2 - углы ввода УЗ колебаний в плоскости зондирования;
DL и DT - продольная или поперечная трещина внутри головки рельса.
Предлагаемый способ реализуется следующим образом. В зоне предполагаемого внутреннего дефекта на поверхность катания 3 и на подголовочных поверхностях 2 головки 1 рельса устанавливают каретки 4L, 4R и 5 с роликовыми преобразователями.
Роликовые преобразователи известны из уровня техники [16-20] и представляют собой вращающиеся на оси ролики (колеса малого размера), имеющие оболочку в виде эластичной мембраны и наполненные звукопроводящей жидкостью. Внутри ролика на оси его вращения закреплены электроакустические преобразователи (в данном случае линейка пьезопластин 6) для ввода/приема УЗ колебаний в рельс (и из рельса) через пятно контакта эластичной мембраны ролика с поверхностью рельса.
В заявляемом способе нижние подголовочные каретки 4L, 4R (например, в виде прямоугольных рамок) содержат не менее трех роликовых ЭАП (на фиг. 2 ролики А, В и С). Ширина а каждого ролика согласована с прямолинейным участком подголовочной поверхности (фиг. 1), а диаметр 2R - ограничен реализуемой схемой прозвучивания и конструктивными соображениями. Внутри ролика размещено i пьезопластин 6, осуществляющих ввод УЗ колебаний перпендикулярно (нормально) к подголовочным поверхностям относительно поперечного сечения головки рельса. В продольном сечении рельса один из роликов (на фиг. 2 ролик В) излучает УЗ колебании в перпендикулярном направлении, другие ролики под встречными наклонными углами +α и -α (на фиг. 2 ролики А и С). В общем случае значения этих углов могут отличаться друг от друга. Количество i пьезопластин 6 в каждом ролике определяется размером подголовочной поверхности в поперечном сечении и размером (диаметром) пьезопластин, выбираемых из требуемой разрешающей способности при оценке дефектного сечения.
Верхняя каретка 5 с роликовыми преобразователями С', В' и А' содержит линейку с пьезопластинами 6, направленными на соответствующие пластины нижних подголовочных роликов в каретках 4L и 4R, и содержит не менее N>2i+1 пьезопластин. Кроме пьезопластин nI-ni, сонаправленных с пьезопластинами в подголовочных роликах (фиг. 1). Дополнительно в роликах на поверхности катания могут быть установлены центральные разнонаправленные пьезопластины в зоне продольной оси головки рельса. Возможный вариант ориентации центральных пластин вдоль продольной оси рельса приведен на фиг. 1 и 2, где в центральном ролике В' (фиг. 2) установлена пластина, излучающая/принимающая в вертикальном направлении (вниз, или под углом 0 градусов), а по краям каретки (на фиг. 2 ролики А' и С') - пластины на этой же оси, направленные встречно под углами α. С помощью этих дополнительных пьезопластин 6, за счет многократных переотражений в поверхностном слое (между поверхностью катания 3 и продольной трещиной DL), удается более четко выявить трудно обнаруживаемые продольные трещины и расслоения головки рельсов, залегающие на малых глубинах. При наличии глубоко залегающей продольной трещины по временному положению эхо-сигналов от плоскости трещины можно определить ее глубину залегания.
Оценка внутреннего дефекта и определение его образа (продольная DL или поперечная трещина DT) происходит следующим образом. Прошедшие через металл головки 1 рельса УЗ колебания принимаются сонаправленными пьезопластинами в соответствующих роликах на поверхности катания рельса. На фиг. 2 ролик А, размещенный на подголовочной поверхности, излучает УЗ колебания через головку рельса, и они поступают на ролик А'. Излучаемые от ролика В УЗ колебания поступают на ролик В', а от ролика С - на С'. В процессе сканирования (вдоль рельса) головки рельса 1 системой из трех кареток 4R, 4L и 5 с роликовыми преобразователями производится послойное (в вертикально-наклонных плоскостях зондирования) прозвучивание сечения головки рельса. При этом контролируемый рельс выступает своеобразной направляющей для кареток.
Прижатие роликов к сканируемым поверхностям и обеспечение стабильного акустического контакта путем подачи контактирующей смазки (или геля для УЗ контроля) на сканируемые поверхности осуществляется специальным устройством (на фиг. не показано).
В процессе сканирования головки производится прокатывание систем роликов в каретках вдоль рельса. Внутренняя трещина любой ориентации (DL или DT) будет экранировать УЗ лучи, излучаемые от подголовочных роликов А, В и С. На линейках пьезопластин роликов С', В' и А' верхней каретки 5 будут последовательно уменьшаться (вплоть до полного исчезновения) уровень принимаемых сквозных сигналов. Координаты ослаблений сквозных сигналов по длине рельса фиксируются процессором УЗ дефектоскопа с учетом показаний датчика перемещения (на фиг. не показаны). По параметрам этих ослаблений, исходя из акустических и геометрических построений, известными способами [9 и 15] вычисляется профиль внутреннего дефекта головки рельса, который, при соответствующей обработке, может быть представлен виде 3D изображения на мониторе многоканального дефектоскопа с датчиком перемещения.
Для получения детального образа (очертания) внутреннего дефекта, прозвучивание головки 1 производится в нескольких взаимно параллельных продольно-наклонных плоскостях с помощью i пьезопластин, установленных в каждый ролик (см. фиг. 1). Благодаря наличию множества (N>2i+1) каналов, за одно сканирование (синхронный прокат кареток вдоль рельса) удается провести прозвучивание большей части сечения головки, что на практике достаточно для формирования однозначного вывода о наличии или отсутствии внутреннего дефекта, превышающего критический размер. По сравнению с прототипом данный результат не зависит от степени износа боковых поверхностей головки и обладает большей (в i раз,) производительностью.
Определение профиля поверхности катания рельсов производится перед или за дефектным сечением (на бездефектном участке), а при необходимости, на любом бездефектном участке рельсового пути.
При наличии сквозных сигналов на всех элементах линейки ролика В', измеряют их временные положения tскв i относительно моментов излучения и, по выражению
hгi=с[tскв i-(tпн+tпв)],
вычисляют фактическую высоту hгi головки и соответствующий профиль поверхности катания головки рельса с учетом положения сигналов на всех пьезопластинах 6 линейки в ролике, где:
tпн и tпв - времена задержек УЗ колебаний в конструкции роликов (суммарное время пробега по акустической жидкости в ролике, толщине оболочки ролика) и в контактирующей смазке;
с - скорость УЗ колебаний в металле рельсов (для продольных волн около 5900 м/с).
По полученным значениям высоты головки рельса в каждой плоскости зондирования, количество которых определяется количеством 2i сонаправленных пар пьезопластин 6 на подголовочных поверхностях 2 и поверхности катания 3, строится фактический профиль головки 1 рельса.
Контактная подголовочная поверхность массово применяемых рельсов типа Р65 составляет около 20 мм. При использовании промышленно выпускаемых пьезопластин диаметром 4 мм, в ролике В (центральный в каретке 4r и, аналогично, в каретке 4L) на акустической линейке можно разместить i (до 5 шт. ) рядом расположенных пластин 6 (фиг. 2). Для измерения фактического профиля головки рельса достаточно измерить временные положения сквозных импульсов на пьезопластинах акустической линейки ролика В', принимающих УЗ колебания от пьезопластин роликов В с обеих подголовочных поверхностей головки рельса (фиг. 1).
В данном примере в ходе реализации способа можно определить по 5 точек поверхности катания рельса с обеих сторон относительно продольной вертикальной оси рельса, по которым (всего 10 точек профиля) можно построить линию фактического профиля поверхности катания головки, что вполне достаточно для практики периодических эксплуатационных осмотров состояния рельсового пути.
При необходимости оценки профиля головки рельса вне зоны локальных дефектов, измерения производят, как правило (в зависимости от состояния головки), не чаще чем через каждые 25-100 м.
С помощью предлагаемого технического решения возможны описанным выше способом измерения глубины локальных пробоксовок на рельсах (от колес подвижных составов) и смятий (дефекты кода 46.3-4 по [2]) в зоне сварных стыков, что дополнительно расширяет область применения способа.
Предварительный учет времен tпн и tпв в переходных слоях осуществляется на фрагменте рельса с известными размерами головки (например, определенные с помощью механических измерителей) или на специально изготовленном образце. Возможное изменение толщины эластичной звукопроводящей оболочки (мембраны) роликов при прижатии их к поверхностям ввода УЗ колебаний при этом также учитывается, что дополнительно повышает точность измерения искомых параметров. Учет указанных параметров системы электроакустических преобразователей позволяет определять размеры высоты головки 1 рельса в измеряемых сечениях с требуемой точностью. Последующее определение степени износа головки производят относительно профиля нового рельса.
Таким образом, применение предлагаемого способа позволяет повысить точность и надежность измерений при оценке внутренних дефектов в головке рельсов и определении профиля поверхности катания рельсов. Способ многократно увеличивает производительность контроля и имеет расширенную область применения (оценка внутренних дефектов, определение фактического профиля поверхности катания и степени износа головки, а также определение глубины смятий и пробоксовок на поверхности). На основании полученной информации может быть принято обоснованное решение о целесообразности проведения ремонта участков рельсов или о периодическом наблюдении (мониторинге) за ростом дефектов до достижения ими критических размеров.
Источники информации
1. ГОСТ Р 51685-2013. Рельсы железнодорожные. Общие технические условия.
2. Инструкция "Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов". ОАО "РЖД" №2499 р от 23.10.2014.
3. RU 2162120.
4. RU 2204803.
5. RU 2513338.
6. RU 2489291.
7. RU 2708520.
8. JP 11337529.
9. RU 2340495.
10. RU 2613574.
11. RU 2545493.
12. RU 2060493.
13. US 2013/0152691.
14. ЕР 2277037.
15. RU 2466386.
16. RU 89235.
17. RU 2677124.
18. US 5419196.
19. RU 2611709.
20. RU 2504767.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ обнаружения дефектов в головке рельса | 2022 |
|
RU2783753C1 |
| Ультразвуковой способ определения параметров поверхности катания головки рельса и глубины залегания продольных трещин | 2022 |
|
RU2788475C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
| Устройство для ультразвукового контроля локальных участков рельсов | 2023 |
|
RU2813672C1 |
| СПОСОБ ОЦЕНКИ ДЕФЕКТА В ГОЛОВКЕ РЕЛЬСА | 2011 |
|
RU2466386C1 |
| Способ ультразвукового контроля локальных участков железнодорожных рельсов | 2023 |
|
RU2818035C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА РАБОЧЕЙ ВЫКРУЖКЕ ГОЛОВКИ РЕЛЬСА | 2013 |
|
RU2545493C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ГОЛОВКИ РЕЛЬСА | 2006 |
|
RU2308027C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ ПРОДОЛЬНЫХ ТРЕЩИН В ГОЛОВКЕ РЕЛЬСА | 2019 |
|
RU2712975C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА РАБОЧЕЙ ВЫКРУЖКЕ ГОЛОВКИ РЕЛЬСА | 2015 |
|
RU2613574C1 |
Использование: для оценки дефектов в головке рельсов и определения профиля поверхности катания. Сущность изобретения заключается в том, что в окрестности предполагаемого дефекта на поверхность катания и на обе подголовочные поверхности головки рельса устанавливают пары взаимонаправленных электроакустических преобразователей, перемещают их по указанным поверхностям вдоль головки рельса, зондируют головку рельса, для чего преобразователями с обеих подголовочных поверхностей излучают ультразвуковые сигналы и принимают их преобразователями на поверхности катания, фиксируют границы дефекта теневым методом, совместно анализируют их и определяют размеры и ориентацию дефекта, при этом возбуждение и прием ультразвуковых колебаний проводят линейками пьезопластин, размещенных поперек головки рельса в роликовых преобразователях с упругой оболочкой, количество пьезопластин в линейках выбирают исходя из требуемой разрешающей способности, оценку внутреннего дефекта и вычисление профиля поверхности катания рельсов производят с учетом сигналов, полученных всеми приемными преобразователями. Технический результат: повышение точности и производительности оценки дефектов в головке рельсов и определения профиля поверхности катания рельсов. 1 з.п. ф-лы, 2 ил.
1. Ультразвуковой способ оценки дефектов в головке рельсов и определения профиля поверхности катания, заключающийся в том, что в окрестности предполагаемого дефекта на поверхность катания и на обе подголовочные поверхности головки рельса устанавливают пары взаимонаправленных электроакустических преобразователей, перемещают их по указанным поверхностям вдоль головки рельса, зондируют головку рельса, для чего преобразователями с обеих подголовочных поверхностей излучают ультразвуковые сигналы и принимают их преобразователями на поверхности катания, фиксируют границы дефекта теневым методом, совместно анализируют их и определяют размеры и ориентацию дефекта, отличающийся тем, что возбуждение и прием ультразвуковых колебаний проводят линейками пьезопластин, размещенных поперек головки рельса в роликовых преобразователях с упругой оболочкой, количество пьезопластин в линейках выбирают исходя из требуемой разрешающей способности, оценку внутреннего дефекта и вычисление профиля поверхности катания рельсов производят с учетом сигналов, полученных всеми приемными преобразователями.
2. Ультразвуковой способ оценки дефектов в головке рельсов и определения профиля поверхности катания по п. 1, отличающийся тем, что определение времени распространения ультразвуковых колебаний в переходных слоях между излучателями/приемниками ультразвуковых колебаний и поверхностями головки рельса производят на головке рельса с известными размерами и полученные значения времен используют при вычислении профиля поверхности катания рельсов и параметров дефектов.
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ГОЛОВКИ РЕЛЬСА | 2006 |
|
RU2308027C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА РАБОЧЕЙ ВЫКРУЖКЕ ГОЛОВКИ РЕЛЬСА | 2015 |
|
RU2613574C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА РАБОЧЕЙ ВЫКРУЖКЕ ГОЛОВКИ РЕЛЬСА | 2013 |
|
RU2545493C1 |
| US 5020371 A, 04.06.1991 | |||
| US 4700574 A, 20.10.1987. | |||

