[0001] Область техники настоящего изобретения
[0002] Настоящее изобретение относится к способам аддитивного производства.
[0003] Уровень техники настоящего изобретения
[0004] Хорошо известно, что является затруднительным аддитивное производство с высокой скоростью и высоким разрешением с применением разработанных термопластических материалов. Аддитивное производство методом моделирования наплавлением (FDM) проложило свой путь в промышленное производство с применением разработанных полимеров, но страдает от низких скоростей для деталей высокого разрешения. Машины FDM, которые могут печатать значительно быстрее с применением более крупных экструзионных головок, улучшили решение проблемы скорости, но страдают вследствие деталей низкого разрешения. Аддитивное производство методом цифровой оптической обработки (DLP) с применением светоотверждаемых полимеров продемонстрировало значительные перспективы увеличения скорости производства с высоким разрешением, но страдает от чрезмерно высокой стоимости полимеров для промышленного производства, причем эти полимеры могут разлагаться под действием света. Во всех существующих технологиях аддитивного производства для полимеризации жидкости вводят энергию с применением лазеров, излучения, света и т. д.
[0005] Краткое раскрытие настоящего изобретения
[0006] Цель настоящего изобретения заключается в том, чтобы решить проблемы, возникающие на предшествующем уровне техники, посредством применения селективного охлаждения слоя расплавленного термопластического материала для получения деталей высокого разрешения с высокой скоростью. Настоящее изобретение отличается от предшествующего уровня техники тем, что энергию отводят от жидкого полимера для его затвердевания.
[0007] Согласно варианту осуществления настоящего изобретения последовательные слои нагретого расплавленного термопластического материала помещают в модельный лоток, где содержится или находится в контакте матрица теплообменных элементов, каждый из которых может селективно и независимо нагреваться и охлаждаться. В указанных элементах использован термоэлектрический эффект Пельтье для быстрого переключения между холодным и горячим режимами. Термоэлектрические спаи представляют собой один пример устройств, которые могут быть использованы в качестве указанных элементов. В промышленности эти спаи являются легкодоступными в форме небольших ячеек, площадь которых составляет 3 мм2. В настоящее время могут быть получены термоэлектрические «гранулы» с электронно-дырочными переходами, минимальный функциональный размер которых составляет доли миллиметра, и предполагают, что вскоре станут возможными тонкопленочные конструкции, в которых созданы термоэлектрические зоны, имеющие микронные размеры. Это позволит настоящему изобретению превзойти по разрешению наилучшие современные принтеры DLP.
[0008] На первой стадии способа согласно настоящему изобретению слой термопластического материала помещают в модельный лоток, и все элементы в матрице обеспечивают нагревание модельного лотка таким образом, чтобы расплавить слой термопластического материала, расположенного выше и находящегося в контакте с ними. Охлажденная плита затем опускается на расплавленный термопластический материал, создавая жидкую поверхность раздела между матрицей термоэлектрических элементов и плитой. Матрица термоэлектрических элементов затем осуществляет регулируемое охлаждение элементов только в местах изготовления детали. При этом термопластический материал охлаждается в селективных областях до тех пор, пока он не затвердевает с образованием первого слоя изготавливаемой детали, который приплавляется к охлажденной плите. Матрицу термоэлектрических элементов затем нагревают для плавления очень тонкого слоя охлажденного термопластического материала на нижней поверхности вновь затвердевшего первого слоя, охлажденного таким способом, и затвердевший первый слой отделяется от модельного лотка, когда плита поднимается, и лоток повторно наполняется жидким термопластическим материалом. На плите остается первый слой изготавливаемой детали. Плиту затем опускают на расплавленный слой термопластического материала, только на несколько более высоком уровне. Новый слой затем может быть образован на нижней поверхности предшествующего охлажденного слоя. Процесс послойного нанесения продолжается до тех пор, пока не будет получена готовая деталь.
[0009] Настоящее изобретение может быть использовано для изготовления изделий практически из любого материала, который переходит из жидкой фазы в твердую фазу, включая переход между водой и льдом.
[00010] Краткое описание фигур
[00011] В последующем описании предпочтительных вариантов осуществления настоящего изобретения содержатся ссылки на прилагаемые фигуры, где:
[00012] На фиг. 1 представлена горизонтальная проекция устройства согласно варианту осуществления настоящего изобретения.
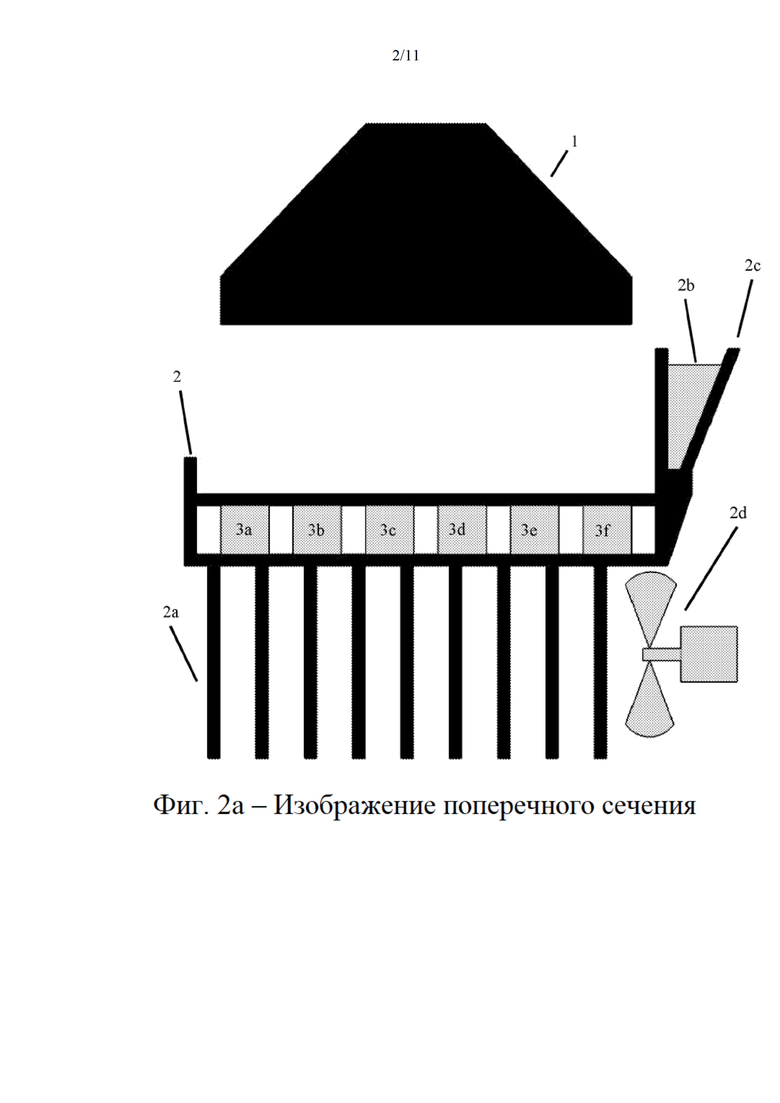
[00013] На фиг. 2a представлено изображение поперечного сечения устройства, представленного на фиг. 1.
[00014] На фиг. 2b представлен процесс нанесения покрытия согласно варианту осуществления настоящего изобретения, где модельный лоток наполнен объемом жидкого термопластического материала.
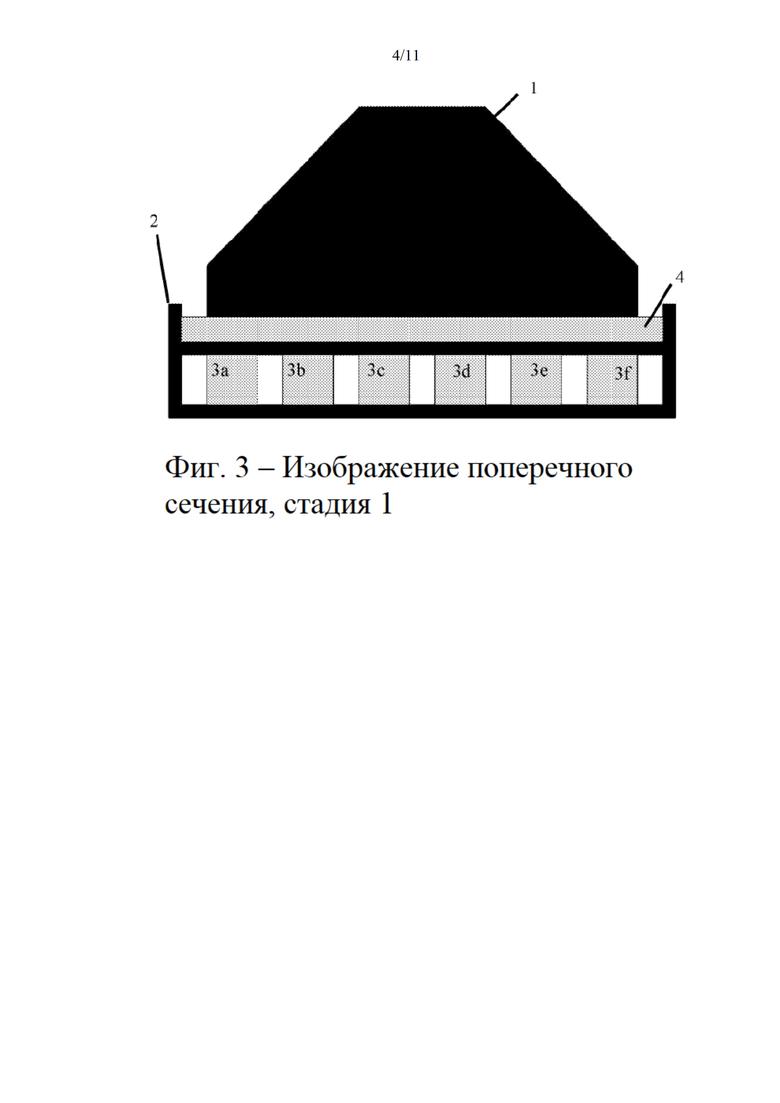
[00015] На фиг. 3 представляет изображение поперечного сечения устройства, представленного на фиг. 1 и 2, где модельный лоток наполнен пленкой расплавленного термопластического материала.
[00016] На фиг. 4 представлено изображение поперечного сечения устройства, представленного на фиг. 1-3, где части охлажденного и затвердевшего термопластического материала образуют первый слой детали.
[00017] На фиг. 5a представлено изображение поперечного сечения устройства, представленного на фиг. 1-4, где тонкий слой расплавленного термопластического материала на дне лотка допускает отделение первого затвердевшего слоя детали от модельного лотка, когда плита поднимается вверх.
[00018] На фиг. 5b представлен процесс повторного нанесения покрытия согласно варианту осуществления настоящего изобретения, где модельный лоток повторно наполняют объемом термопластического материала.
[00019] На фиг. 6 представляет изображение поперечного сечения устройства, представленного на фиг. 1-5, где плиту поднимают на дополнительную высоту, удерживая при этом первый слой детали, и модельный лоток повторно наполняют другим объемом жидкого термопластического материала для образования последующего слоя детали.
[00020] На фиг. 7 представлено изображение поперечного сечения устройства, представленного на фиг. 1-6, где части второго объема жидкого термопластического материала в модельном лотке охлаждаются и затвердевают с образованием второго слоя детали.
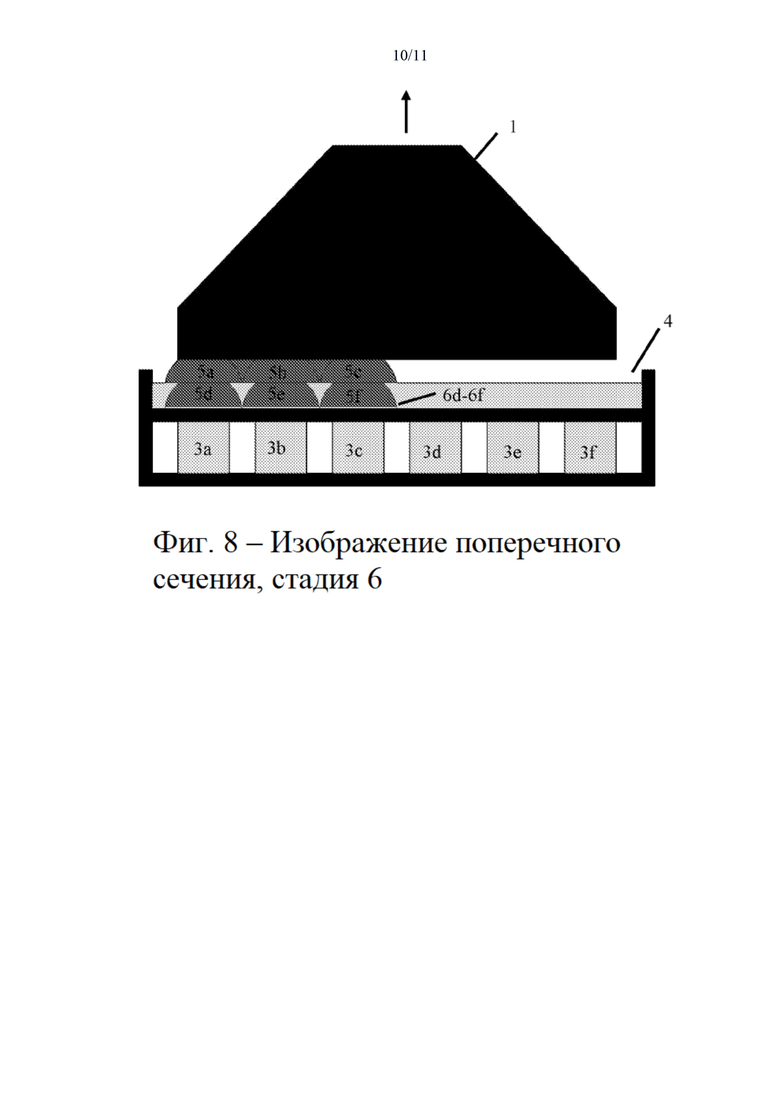
[00021] На фиг. 8 представлено изображение поперечного сечения устройства, представленного на фиг. 1-7, где тонкий слой расплавленного термопластического материала на дне лотка допускает отделение второго затвердевшего слоя детали от модельного лотка, когда плита поднимается вверх, причем верхняя поверхность второго слоя прикреплена к нижней поверхности первого слоя.
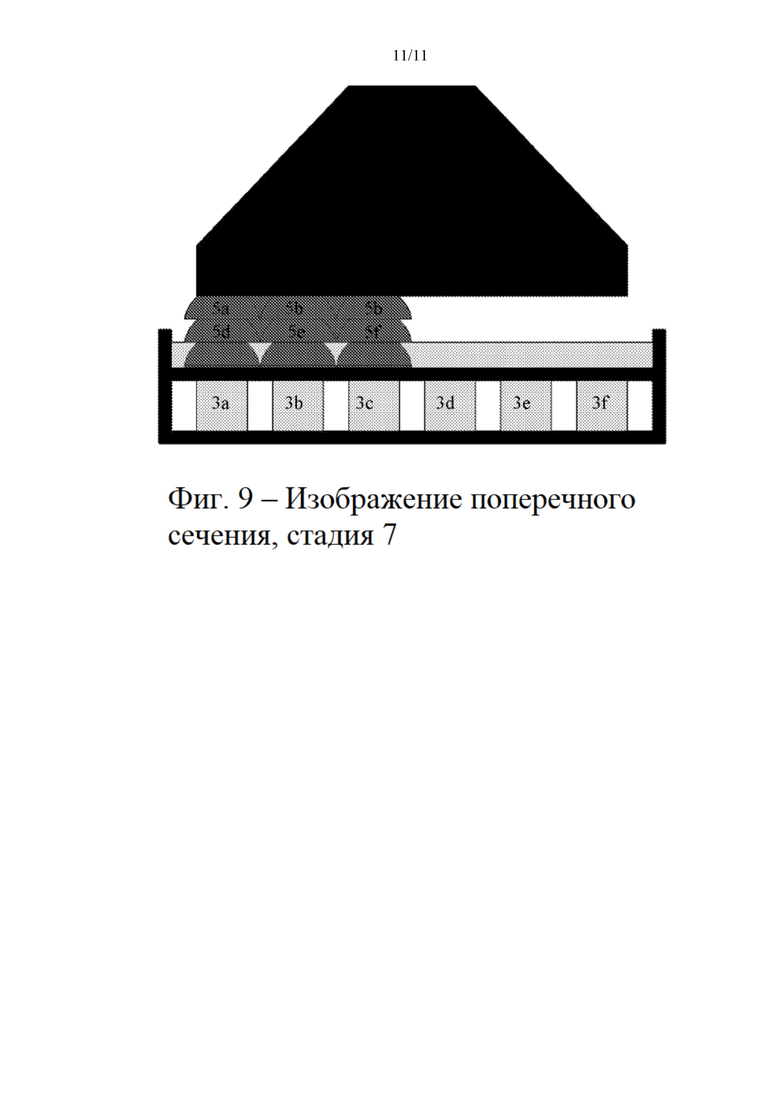
[00022] На фиг. 9 представлено изображение поперечного сечения устройства, представленного на фиг. 1-8, где модельный лоток наполнен третьим объемом расплавленного термопластического материала, селективно охлажденного с образованием третьего слоя детали.
[00023] Подробное раскрытие настоящего изобретения
[00024] На фиг. 1 и 2a представлены горизонтальная проекция и изображение поперечного сечения устройства согласно варианту осуществления настоящего изобретения, где плита 1 расположена над модельным лотком 2, имеющим основание, где содержится или находится в контакте матрица термоэлектрических спаев 3a-3n. Модельный лоток 2 также содержит теплоотвод 2a, который переносит тепло к термоэлектрическим спаям 3a-3n и от них посредством вентилятора 2d. Нагретый корпус 2b приспособления для повторного нанесения покрытия содержит запас расплавленного термопластического материала 2c. Плита 1 может подниматься и опускаться над модельным лотком на различных стадиях способа согласно настоящему изобретению.
[00025] На фиг. 2b представлен процесс повторного нанесения покрытия, где корпус 2b приспособления для повторного нанесения покрытия проходит через модельный лоток 2, нанося расплавленный термопластический материал 2c в форме тонкой пленки 4 на модельный лоток 2. Теплоотвод и вентилятор не представлены для упрощения изображения.
[00026] Рассмотрим фиг. 3, где представлена первая стадия способа согласно настоящему изобретению после наполнения модельного лотка пленкой расплавленного термопластического материала, представленного на фиг. 2b. Приспособление для повторного нанесения покрытия не представлено для упрощения изображения. Плиту 1 регулируют таким образом, что ее нижняя поверхность находится в контакте с верхней поверхностью пленки 4 термопластического материала. Пленку 4 термопластического материала равномерно нагревают посредством термоэлектрических спаев 3a-3f. Плиту 1 охлаждают до уровня или ниже температуры затвердевания термопластического материала.
[00027] На следующей стадии, представленной на фиг. 4, части пленки 4 термопластического материала продолжают нагревать до перехода в жидкого состояния посредством термоэлектрических спаев 3d-3f, в то время как другие части пленки 4 термопластического материала селективно охлаждают ниже температуры перехода в твердое состояние посредством термоэлектрических спаев 3a-3c. Образуются твердые зоны 5a-5c, и в результате этого осуществляется аддитивное изготовление первого слоя детали. Плита 1 продолжает охлаждаться до уровня или ниже температуры затвердевания термопластического материала.
[00028] Когда затвердевает первый слой изготавливаемой детали, всю матрицу термоэлектрических элементов включают для нагревания термопластического материала в целях создания тонкой жидкой зоны между затвердевшим первым слоем и дном модельного лотка, допуская отделение первого слоя от модельного лотка, когда охлажденная плита 1 поднимается вверх. Более конкретно, пленка 4 термопластического материала продолжает нагреваться до перехода в жидкое состояние посредством термоэлектрических спаев 3d-3f. Пленка 4 термопластического материала селективно нагревается выше температуры перехода в жидкое состояние посредством термоэлектрических спаев 3a-3c с созданием тонких жидких зон 6a-6c. При этом плита 1 начинает поднимать твердые зоны 5a-5c из жидкости в лотке 2. Плита 1 продолжает охлаждаться до уровня или ниже температуры затвердевания термопластического материала.
[00029] На фиг. 5b представлена стадия повторного нанесения покрытия, как на фиг. 2b, которая происходит между помещением каждого слоя для повторного наполнения модельного лотка, когда термопластический материал расходуется печатаемым предметом. Плита 1 поднимается, открывая корпус 2b приспособления для повторного нанесения покрытия. Корпус 2b приспособления для повторного нанесения покрытия перемещается через модельный лоток 2, осаждая расплавленный термопластический материал 2c в форме тонкой пленки 4 на модельный лоток 2 для замещения убыли жидкости в результате удаления затвердевших зон 5a-5c.
[00030] На следующей стадии, представленной на фиг. 6, плита 1 опускает твердые зоны 5a-5c на поверхность жидкости в лотке 2, и промежуточные зоны 5ab и 5bc затвердевают между твердыми зонами 5a-5c с образованием первого слоя детали, когда плита 1 продолжает охлаждаться до уровня или ниже температуры затвердевания термопластического материала. Пленка 4 термопластического материала продолжает нагреваться до перехода в жидкое состояние посредством термоэлектрических спаев 3a-3f.
[00031] Процесс затем повторяется, как представлено на фиг. 7. Различные термоэлектрические элементы в матрице включают для охлаждения жидкого термопластического материала, а другие элементы включают для нагревания жидкого термопластического материала согласно схеме изготовления производимой детали с получением второго слоя детали таким же образом, как был получен первый слой (фиг. 4).
[00032] Когда образуется/затвердевает второй/последующий слой детали, все термоэлектрические элементы матрицы включают для нагревания термопластического материала в модельном лотке с образованием тонкого слоя между нижней поверхностью второго/последующего слоя и модельным лотком таким образом, что плита может подниматься вместе с затвердевшими частями детали с созданием пространства для получения следующего слоя таким же образом, как в случае отделения первого слоя от модельного лотка (фиг. 5). Элементы 3a, 3b и 3c, которые охлаждались на фиг. 7, включают для нагревания в достаточной степени для образования тонких жидких зон 6d, 6e и 6f (фиг. 8), таким образом, что плита может подниматься от модельного лотка с созданием пространства для повторного наполнения лотка и образованием следующего слоя (см. фиг. 9). Происходит повторное нанесение покрытия для замещения убыли жидкого термопластического материала 4 вследствие удаления затвердевших зон 6a-6c.
[00033] Процесс продолжается до тех пор, пока деталь не будет содержать требуемое число слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА УСОВЕРШЕНСТВОВАННЫХ КОМПОЗИТНЫХ КОМПОНЕНТОВ | 2010 |
|
RU2533132C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2017 |
|
RU2766221C2 |
| СИСТЕМА УПРАВЛЕНИЯ ОХЛАЖДАЮЩИМ СРЕДСТВОМ И ПРОТИРОМ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2012 |
|
RU2559071C2 |
| СПОСОБ ОДНОНАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ ОТЛИВОК И СВЯЗАННОЕ С НИМ УСТРОЙСТВО | 2006 |
|
RU2569857C2 |
| ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ ЛИСТ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2008 |
|
RU2429936C2 |
| ПУЛЕНЕПРОБИВАЕМОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ИЗДЕЛИЯ | 2014 |
|
RU2645992C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЮЩИЙ МОДУЛЬ | 2013 |
|
RU2534445C1 |
| СПОСОБ УСТРАНЕНИЯ УСАДОЧНОЙ РАКОВИНЫ В ОТЛИВАЕМОМ СЛИТКЕ | 2011 |
|
RU2533221C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ПОД В СУЩНОСТИ ПОСТОЯННЫМ ДАВЛЕНИЕМ | 2012 |
|
RU2575905C2 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |







Изобретение относится к области аддитивного производства изделий. Технический результат заключается в повышении детализации при создании изделий посредством аддитивного производства. Технический результат достигается за счет нагревания слоя жидкого термопластического материала в модельном лотке, имеющем основание, где содержится или находится в контакте матрица теплообменных элементов, каждый из которых выполнен с возможностью независимого нагревания или охлаждения соответствующей области модельного лотка; помещения охлажденной плиты на поверхность жидкого термопластического материала с созданием жидкой поверхности раздела между матрицей теплообменных элементов и плитой; обеспечения охлаждения матрицей теплообменных элементов областей модельного лотка, соответствующих месту производства изделия, причем жидкий термопластический материал охлаждается и затвердевает в выбранных областях с образованием первого слоя изделия; обеспечения достаточного плавления матрицей теплообменных элементов тонкого слоя охлажденного и затвердевшего термопластического материала, что допускает его извлечение из модельного лотка, когда плита поднимается; повторного наполнения модельного лотка новым слоем жидкого термопластического материала; опускания плиты вместе с первым слоем изделия таким образом, что нижняя поверхность первого слоя изделия находится в контакте с новым слоем жидкого термопластического материала; повтора стадий до получения готового изделия. 2 н. и 3 з.п. ф-лы, 11 ил. 
1. Устройство для аддитивного производства, содержащее:
модельный лоток с матрицей теплообменных элементов, каждый из которых выполнен с возможностью независимого попеременного нагревания и охлаждения соответствующей области модельного лотка;
подвижную плиту, которая опускается и поднимается в модельный лоток;
нагретый корпус приспособления для повторного нанесения покрытия, установленный с возможностью перемещения между указанным модельным лотком и указанной подвижной плитой и выполненный с возможностью нанесения последовательно расположенных слоев термопластического материала на указанный модельный лоток;
указанные последовательно расположенные слои термопластического материала, поочередно затвердевающие посредством теплообменных элементов модельного лотка путем охлаждения указанного термопластического материала с образованием каждого слоя многослойной детали и затем частично расплавляющиеся путем нагрева указанного термопластического материала в достаточной степени для его извлечения из модельного лотка, когда выполненная с возможностью подниматься плита удаляется от модельного лотка.
2. Устройство для аддитивного производства по п. 1, в котором теплообменные элементы представляют собой термоэлектрические спаи.
3. Устройство для аддитивного производства по п. 1, в котором плита выполнена с возможностью нагревания или охлаждения.
4. Устройство для аддитивного производства по п. 1, дополнительно содержащее терморегулируемый корпус, окружающий модельный лоток и плиту.
5. Способ производства термопластического изделия, включающий:
a) нагревание слоя жидкого термопластического материала в модельном лотке, имеющем основание, где содержится или находится в контакте матрица теплообменных элементов, каждый из которых выполнен с возможностью независимого нагревания или охлаждения соответствующей области модельного лотка;
b) помещение охлажденной плиты на поверхность жидкого термопластического материала с созданием жидкой поверхности раздела между матрицей теплообменных элементов и плитой;
c) обеспечение охлаждения матрицей теплообменных элементов областей модельного лотка, соответствующих месту производства изделия, причем жидкий термопластический материал охлаждается и затвердевает в выбранных областях с образованием первого слоя изделия;
d) обеспечение достаточного плавления матрицей теплообменных элементов тонкого слоя охлажденного и затвердевшего термопластического материала, что допускает его извлечение из модельного лотка, когда плита поднимается;
e) повторно наполнение модельного лотка новым слоем жидкого термопластического материала;
f) опускание плиты вместе с первым слоем изделия таким образом, что нижняя поверхность первого слоя изделия находится в контакте с новым слоем жидкого термопластического материала;
повтор стадий (a)-(f) до получения готового изделия.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| 0 |
|
SU155702A1 |

