Изобретение относится к обработке металлов давлением, а именно к способам изготовления оболочечных деталей из листовых заготовок глубокой вытяжкой и может быть использован в различных отраслях машиностроения.
Известен способ листовой штамповки оболочечных деталей из листового металла, при котором воздействуют на одну поверхность заготовки жесткой матрицей, а на другую деформирующимся пластичным металлом, с последующим разглаживанием пластичного металл принявшего форму внутренней поверхности детали до плоского состояния (1). Известный способ, обладает рядом преимуществ по сравнению с известными способами листовой штамповки за счет повышения коэффициента использования металла, применения прессов одинарного действия для реализации процесса, а за счет прижатия заготовки к матрице пластичным металлом предотвращается складкообразование. Кроме того, при деформировании заготовки возникают радиальные напряжений подпора со стороны деформирующегося пластичного металла при перемещении его по поверхности деформируемой заготовки. Однако в известном способе предусмотрено первоначальная штамповка плоской заготовки, а затем приведение пластичного металла в исходное состояние, разглаживанием его плоским разглаживателем, что приводит к увеличению трудоемкости и к увеличению энергозатрат.
Наиболее близким техническим решением является выбранный нами в качестве прототипа способ штамповки-вытяжки оболочечных листовых деталей пластичной средой, при котором между матрицами размещают пакет состоящий из пластичного элемента с плоскими дисковыми заготовками, расположенными с двух сторон пластичного элемента, на торцах которых размещают подпорный эластичный элемент, воздействуя на заготовки, одновременно с деформированием пластичного металла деформируют эластичный элемент, который создает торцовое давление и полезные силы, направленные к оси пластичного металла (2).
Известный способ позволяет создать полезные силы торцового давления и поверхностные силы трения. Применение трехслойной заготовки позволяет одновременно штамповать две заготовки. Однако увеличение размеров детали приводит к техническим сложностям установки трехслойного пакета и размещения по торцу последнего эластичного элемента.
Для решения поставленной задачи в известном способе штамповки-вытяжки оболочечных листовых деталей деформируют матрицами пластичную среду выполненную в виде шайбы, совместно с заготовками, расположенными по торцам шайбы,, при этом пластичную среду располагают внутри контейнера, цилиндрическую поверхность шайбы выполняют равной внутренней поверхности контейнера, на верхнем основании шайбы располагают верхнюю заготовку, а нижнюю заготовку располагают на нижней матрице, смазку заготовок осуществляют дифференцировано, поверхности заготовок обращенные к матрицам смазывают полностью, центральные поверхности заготовок соответствующие очку матриц, обращенные к пластичной шайбе обезжиривают, а периферийные поверхности заготовок обращенные к пластичной шайбе смазывают, после формообразования заготовок с восстановлением первоначальную формы пластичной шайбы.
Предложенное техническое решение позволяет создавать дополнительный радиальный подпор в торец заготовок от деформирующегося пластичного металла, а также обеспечивает проскальзывание фланцевой части заготовок относительно пластичного металла, что позволяет штамповать пластичные алюминиевые сплавы. Предложенный способ позволяет одновременно штамповать две заготовки и снизить трудоемкость.
Сущность технического решения поясняется чертежом, где показаны:
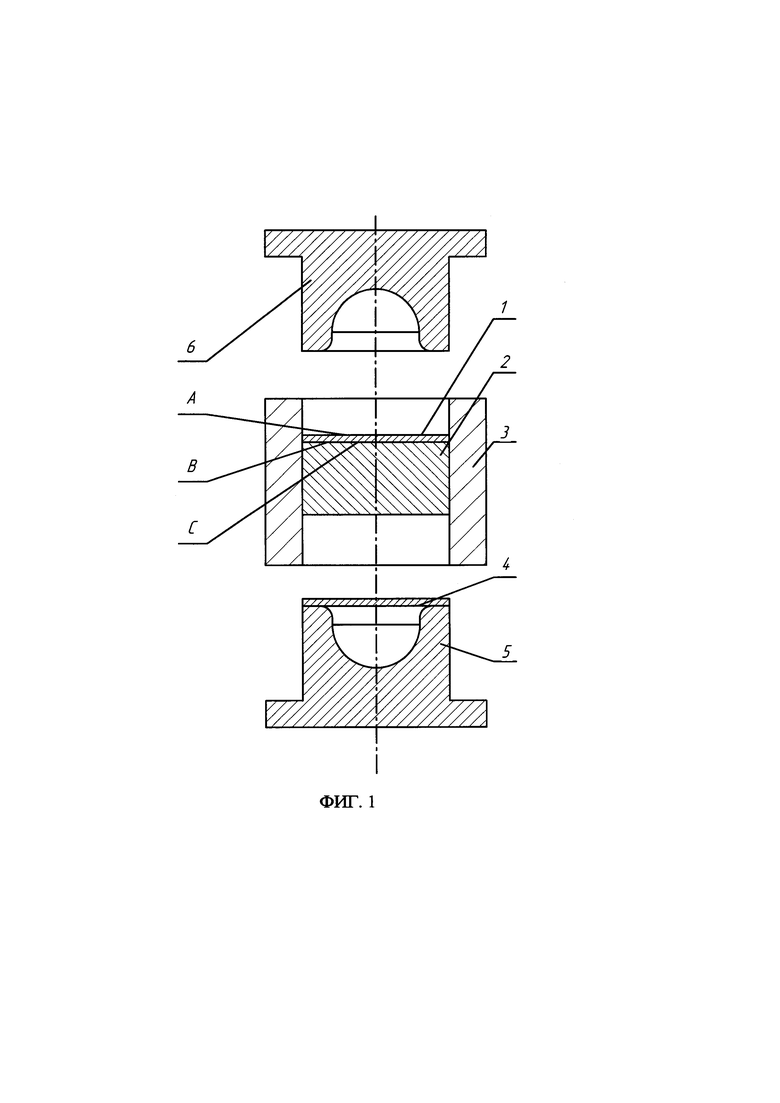
- на фиг. 1 - исходное положение устройства для осуществления способа;
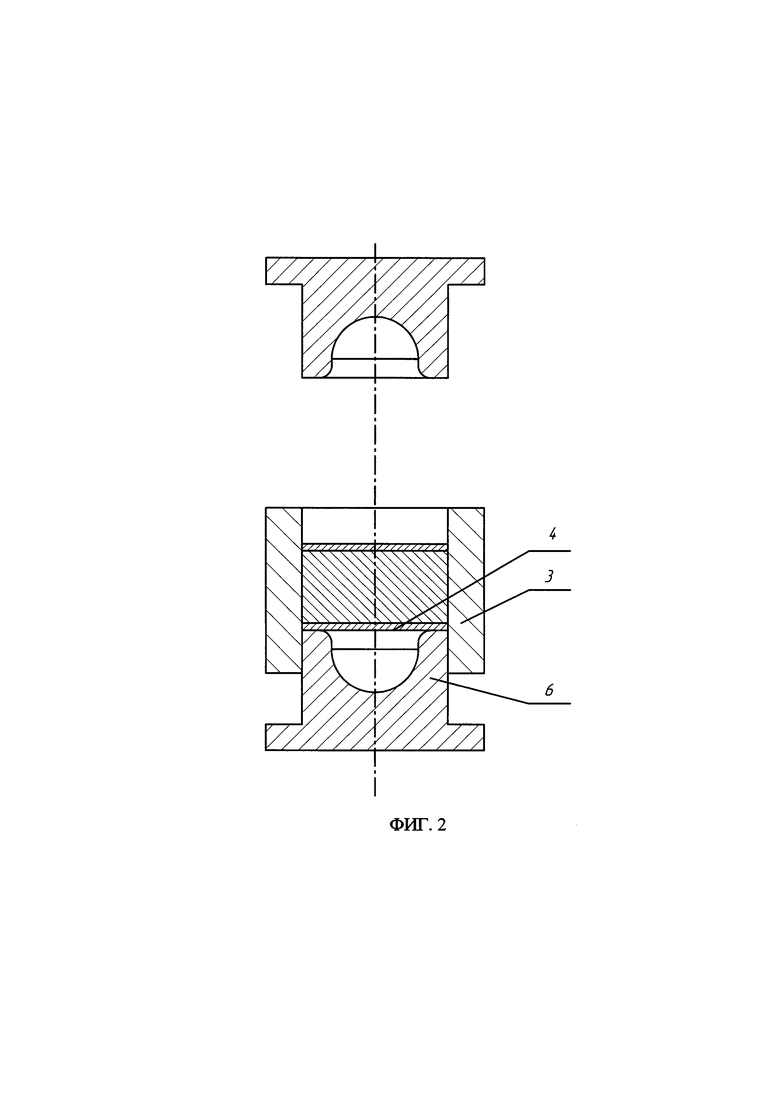
- на фиг. 2 - положение устройства перед опусканием верхней матрицы;
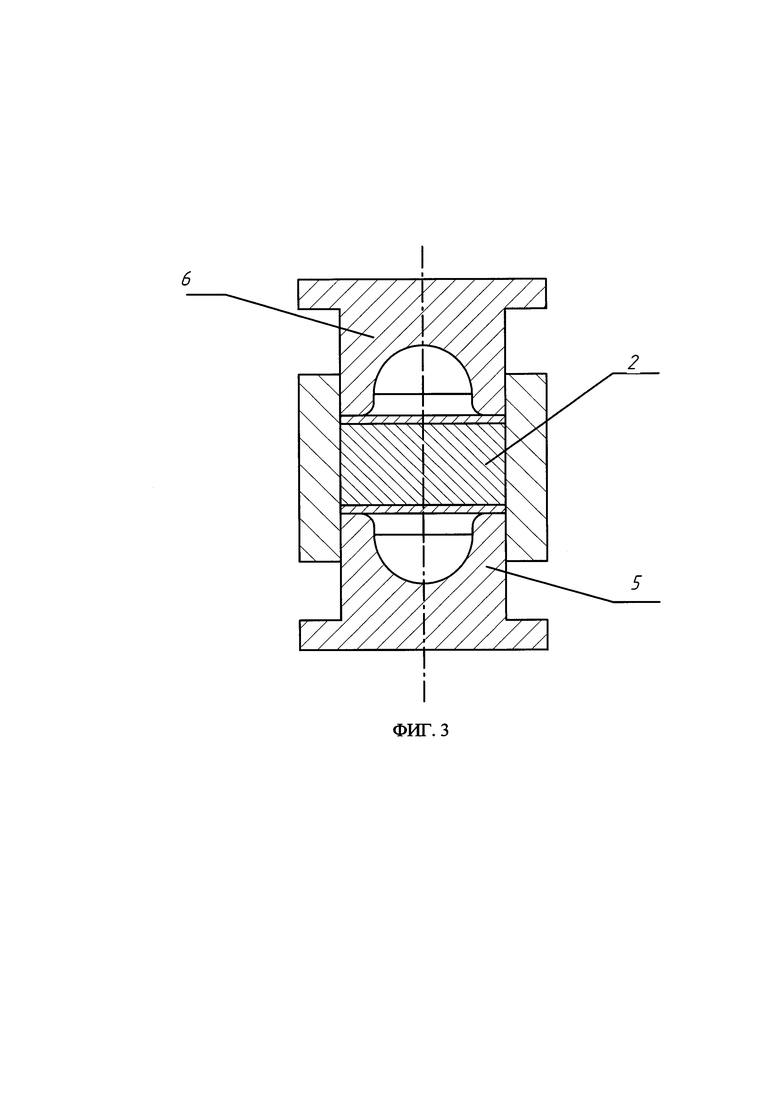
- на фиг. 3 - положение устройства в сомкнутом состоянии;
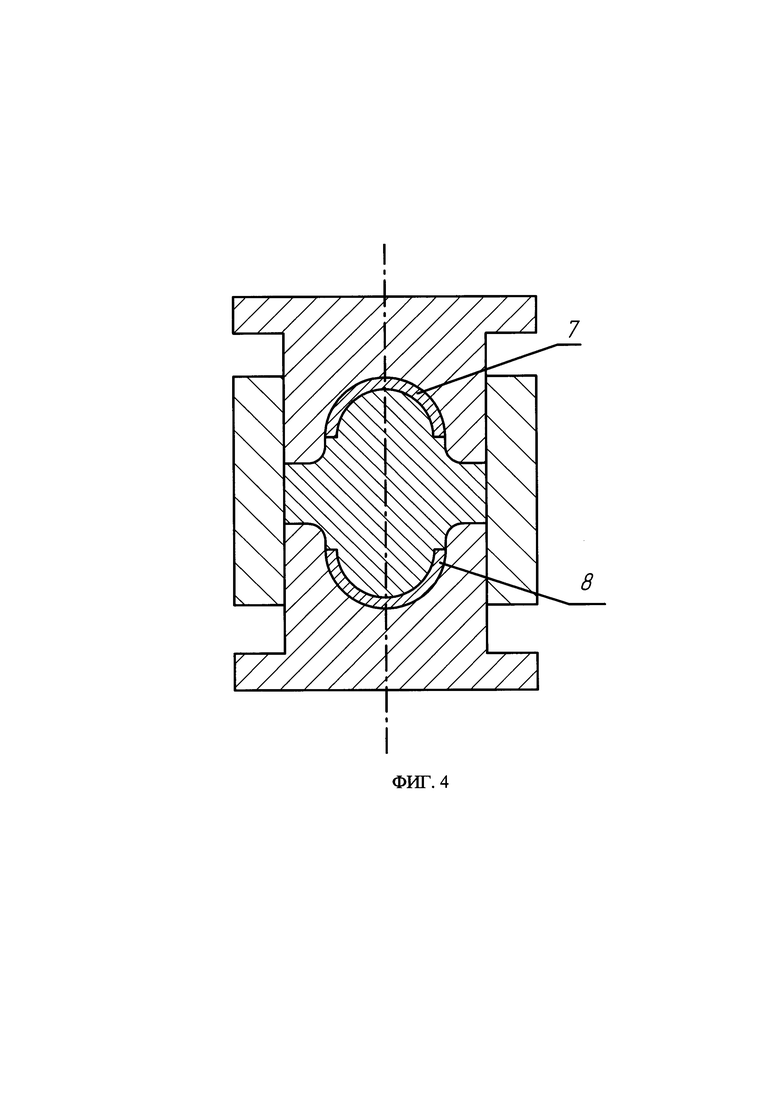
- на фиг. 4 - окончание процесса штамповки заготовок;
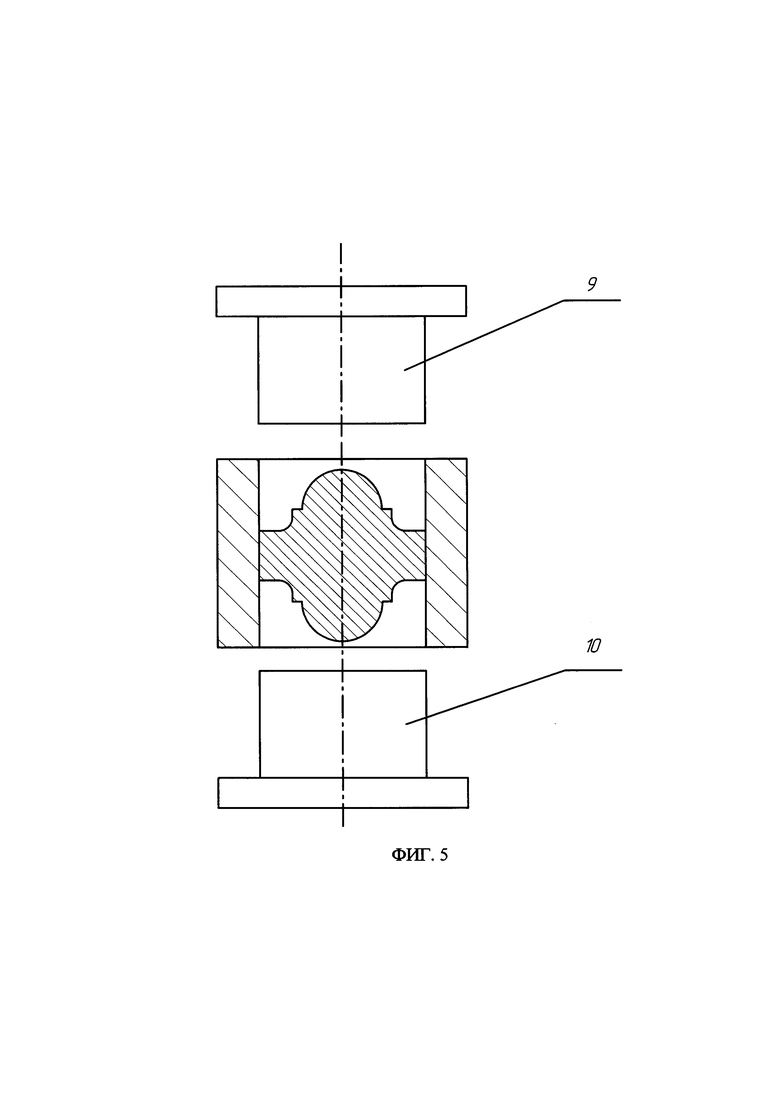
- на фиг. 5 - восстановление исходного состояния пластичной шайбы.
Согласно предложенному способу штамповки-вытяжки оболочечных листовых деталей пластичной средой процесс штамповки осуществляется следующим образом.
Плоскую заготовку 1 устанавливают в устройство для штамповки пластичным металлом на плоскую торцевую поверхность пластичного металла 2 (свинца), который предварительно размещают в контейнере 3. Свинец имеет форму шайбы, (см. фиг. 1). Вторая заготовка 4 располагается на нижней матрице 5, которая располагается на столе пресса. В исходном положении верхняя жесткая матрица 6 располагается на ползуне пресса (который условно не показан). В начальный момент штамповки матрица 6 находится в крайне верхнем положении.
Перед началом рабочего цикла контейнер 3 опускается вниз, обеспечивая соприкосновение нижнего основания пластичной шайбы 2 с нижней заготовкой 4, расположенной на нижней матрице 5 (см. фиг. 2). Перемещение верхней матрицы 6 в направлении заготовки 1, размещенной на верхнем плоском торце пластичной шайбы 2 приводит к соприкосновению матрицы 6 с заготовкой 1 (см. фиг. 3). Дальнейшее перемещение верхней матрицы 6 при рабочем ходе пресса приводит к возникновению внутреннего давления в свинцовой шайбе 2, которая заперта между верхней заготовкой 1 и нижней заготовкой 4. Это приводит к деформации свинца 2, который начинает в свою очередь деформирует заготовки 1 и 4 вдавливая их в рабочие полости матриц 5 и 6 до тех пор, пока заготовки полностью не примут форму рабочих полостей матриц, (см. фиг. 4). После окончания штамповки верхнюю матрицу 6 поднимают вверх, удаляют верхнюю деталь 7, затем поднимают контейнер 3 вверх и извлекают нижнюю деталь 8. После чего разглаживателями 9 и 10 восстанавливают первоначальную форму свинца и устройство готово к следующему циклу штамповки (см. фиг. 5). Для исключения защемления плоской фланцевой части заготовок перед штамповкой на них наносят дифференцировано смазку. Поверхности заготовок 1 и 4, которые обращены к матрицам 5 и 6, полностью смазывают. Поверхности фланцевых частей заготовок соприкасающихся со свинцом и совпадающие по протяженности с заходными частями матриц также смазывают. Центральные части заготовок со стороны свинца обезжиривают. Такая дифференцированная смазка создает полезные силы втягивающие заготовки в матрицы, так и обеспечивает предотвращение защемления и проскальзывание фланцев заготовок относительно свинца и заходных частей матриц, что особенно актуально при штамповки пластичных алюминиевых сплавов, типа АД1.
Для примера реализации способа штамповки-вытяжки оболочечных листовых деталей пластичной средой рассмотрим штамповку полусферической оболочки диаметром 200 мм, толщиной 1,5 мм. Диаметр заготовки с учетом припуска на обрезку принимаем равным 300 мм. Устанавливаем нижнюю заготовку 4 на нижнюю матрицу 5, расположенную на столе пресса. Верхнюю заготовку 4 располагаем на верхнем торце свинца 2, который расположен в контейнере 3, внутренний диаметр которого соответствует диаметру пластичной шайбы и равен 300 мм. Поверхности заготовок 1 и 4 смазываем дифференцировано. На поверхности заготовок, которые будут обращены к матрицам 5 и 6 наносим смазку. На поверхности фланцевой части заготовок, которые обращены к свинцу, наносим смазку по кольцу, наружный диаметр которого равен 300 мм, а внутренний равен диаметру очка матриц - 200 мм. Центральную часть заготовок 1 и 4 диаметром 200 мм., а также центральную часть свинца обезжириваем. В процессе штамповки первоначально опускают контейнер вниз, до тех пор, пока свинец не соприкоснется с нижней заготовкой 4. После чего верхнюю матрицу 6 опускают до соприкосновения с верхней заготовкой 1. Дальнейшее опускание верхней матрицы 6 при рабочем ходе пресса приводит к деформированию свинца 2, который в свою очередь деформирует заготовки, вдавливая их в рабочие полости матриц. В связи с нанесением смазки на периферийных участках заготовок создается благоприятные условия обеспечивающие проскальзывание фланца заготовок между свинцом и матрицами, исключается его защемление и расплющивание. А отсутствие смазки в центральной части между свинцом и заготовками создает дополнительные поверхностные полезные силы, вталкивающие заготовки в матрицы. По окончании штамповки заготовок и вывода матриц из контейнера отштампованные детали извлекаются, и разглаживателями восстанавливается первоначальная форма свинца.
Таким образом, предлагаемое техническое решение позволяет штамповать одновременно две заготовки из пластичного алюминиевого сплава, без защемления фланцевой части заготовок.
1. Способ штамповки-вытяжки изделий из листового металла: А.с. №1365469 СССР / Е.С. Сизов, Бабурин М.А. и др. 1987 B21D 22/10.
2. Штамповка - вытяжка листовых деталей пластичным металлом / М.А. Бабурин [и др.] // Интенсификация вытяжного производства полых деталей из листового металла; в 5-и частях. Пермь: изд-во Западно-Уральского отделения Академии естественных наук РФ, 1995. Ч. 1. 239 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНОЙ СРЕДОЙ | 2019 |
|
RU2710616C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2118219C1 |
| Устройство для глубокой электрогидроимпульсной вытяжки тонколистовых металлов | 2018 |
|
RU2696117C1 |
| УСТРОЙСТВО ДЛЯ УДАРНОЙ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2102175C1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ С ПОДОГРЕВОМ | 2001 |
|
RU2205718C2 |
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| Устройство для штамповки полых деталей из листовых заготовок | 1983 |
|
SU1143490A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении оболочечных деталей из листовых заготовок глубокой вытяжкой. Посредством матриц деформируют пластичную среду в виде шайбы совместно с двумя заготовками. Пластичную среду располагают внутри контейнера. На верхнем основании шайбы размещают верхнюю заготовку. Нижнюю заготовку располагают на нижней матрице. Производят смазку заготовок дифференцированно. Поверхности заготовок, обращенные к матрицам, смазывают полностью. Центральные поверхности заготовок, соответствующие очку матриц и обращенные к пластичной шайбе, обезжиривают. Периферийные поверхности заготовок, обращенные к пластичной шайбе, смазывают. После формообразования заготовок восстанавливают первоначальную форму пластичной шайбы. В результате обеспечивается возможность одновременно штамповать две заготовки из пластичного алюминиевого сплава без защемления их фланцевой части. 5 ил., 1 пр.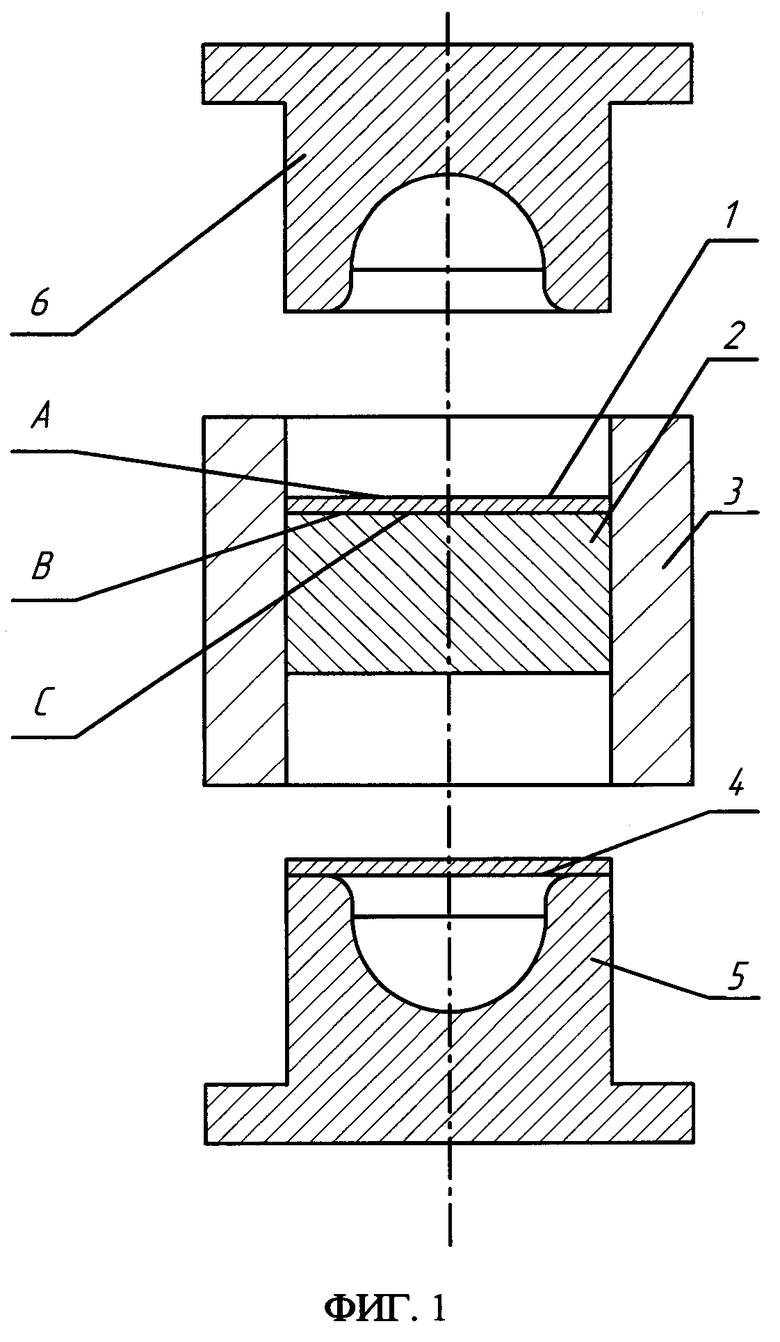
Способ штамповки-вытяжки оболочковых деталей пластичным металлом – свинцом, в котором деформируют матрицами пластичную среду, выполненную в виде шайбы, совместно с заготовками, расположенными по торцам шайбы, при этом пластичную среду располагают внутри контейнера, цилиндрическую поверхность шайбы выполняют равной внутренней поверхности контейнера, на верхнем основании шайбы располагают верхнюю заготовку, а нижнюю заготовку располагают на нижней матрице, смазку заготовок осуществляют дифференцированно, поверхности заготовок, обращенные к матрицам, смазывают полностью, центральные поверхности заготовок, соответствующие очку матриц, обращенные к пластичной шайбе, обезжиривают, а периферийные поверхности заготовок, обращенные к пластичной шайбе, смазывают, после формообразования заготовок с восстановлением первоначальной формы пластичной шайбы.
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНОЙ СРЕДОЙ | 2019 |
|
RU2710616C1 |
| SU 1191143 A1, 15.11.1985 | |||
| 0 |
|
SU172265A1 | |
| US 3774430 A1, 27.11.1973 | |||
| US 1424406 A, 01.08.1922. | |||

