Изобретение относится к области обработки металла давлением, в частности к листовой штамповке, и может быть использовано в самолето-, судостроении и других отраслях машиностроении при изготовлении полых листовых деталей сложной формы.
Известен способ формообразования изделий из листовой металла давлением со стороны деформирующего материала, при котором листовая заготовка принимает форму матрицы под действием деформирующего материала, в качестве которого может быть использована эластичная среда (например, резина) [1].
Недостатком этого способа является то, что давление со стороны деформируемого материала, достаточное для штамповки центральной части заготовки, оказывается недостаточным для предотвращения складкообразования материала во фланцевой части заготовки.
Наиболее близким техническим решением к данному изобретению является способ штамповки-вытяжки изделий из листового металла, при котором жесткой матрицей воздействуют на листовую заготовку, расположенную в контейнере над деформирующимся материалом [2].
Недостатки этого способа заключаются в необходимости осуществления двухкратного силового воздействия на деформирующийся материал для изготовления одного изделия, а также в повышенном расходе металла на изготовление изделий.
Технический результат, достигаемый при использовании предложенного технического решения, заключается, во-первых, в повышении производительности штамповки полых листовых изделий за счет устранения операции по разглаживанию деформирующегося металла и исключения операции по обрезке фланца заготовки, во-вторых, в расширении технологических возможностей штамповки деталей сложных форм за счет устранения застойной ("мертвой") зоны пластичного металла в надфланцевой части заготовки и, в-третьих, в повышении КИМ за счет устранения фестонообразования во фланце при вытяжке изделия.
Достижению отмеченного технического результата способствует то, что в способе штамповки-вытяжки изделий из листового металла, при котором на листовую заготовку, расположенную в контейнере над деформирующимся материалом, воздействуют жесткой матрицей, в качестве деформирующегося материала используют пакет листовых заготовок с высотой его загрузочной части Hзагр. в пределах от одного до полутора диаметров заготовки D0, а формообразование листовой заготовки в изделие сопровождают воздействием на боковую поверхность пакета заготовок контактов давлением со стороны внутренней стенки контейнера в зоне его сужения на высоте сужения Hсуж не менее одного диаметра D0 с изменением исходного диаметра заготовки D0 до требуемого диаметра фланцевой части Dфл, причем угол наклона образующей боковой конической поверхности к ее оси в зоне сужения контейнера и высоту пакета устанавливают согласно зависимостям
Hзагр + Hсуж = (2,0 - 2,5) D0;
где
Hзагр - высота пакета заготовок;
Hсуж. - высота сужения контейнера;
D0 - исходный диаметр заготовки;
Dфл.н - наружный диаметр фланца изделия;
α - угол наклона образующей конической поверхности контейнера к его оси.
Указанные особенности предложения представляют собой его отличия от прототипа и обуславливают новизну предложения. Эти отличия являются существенными, поскольку именно они обеспечивают создание положительного эффекта, отраженного в цели предложения, и отсутствуют в известных технических решениях с таким же эффектом.
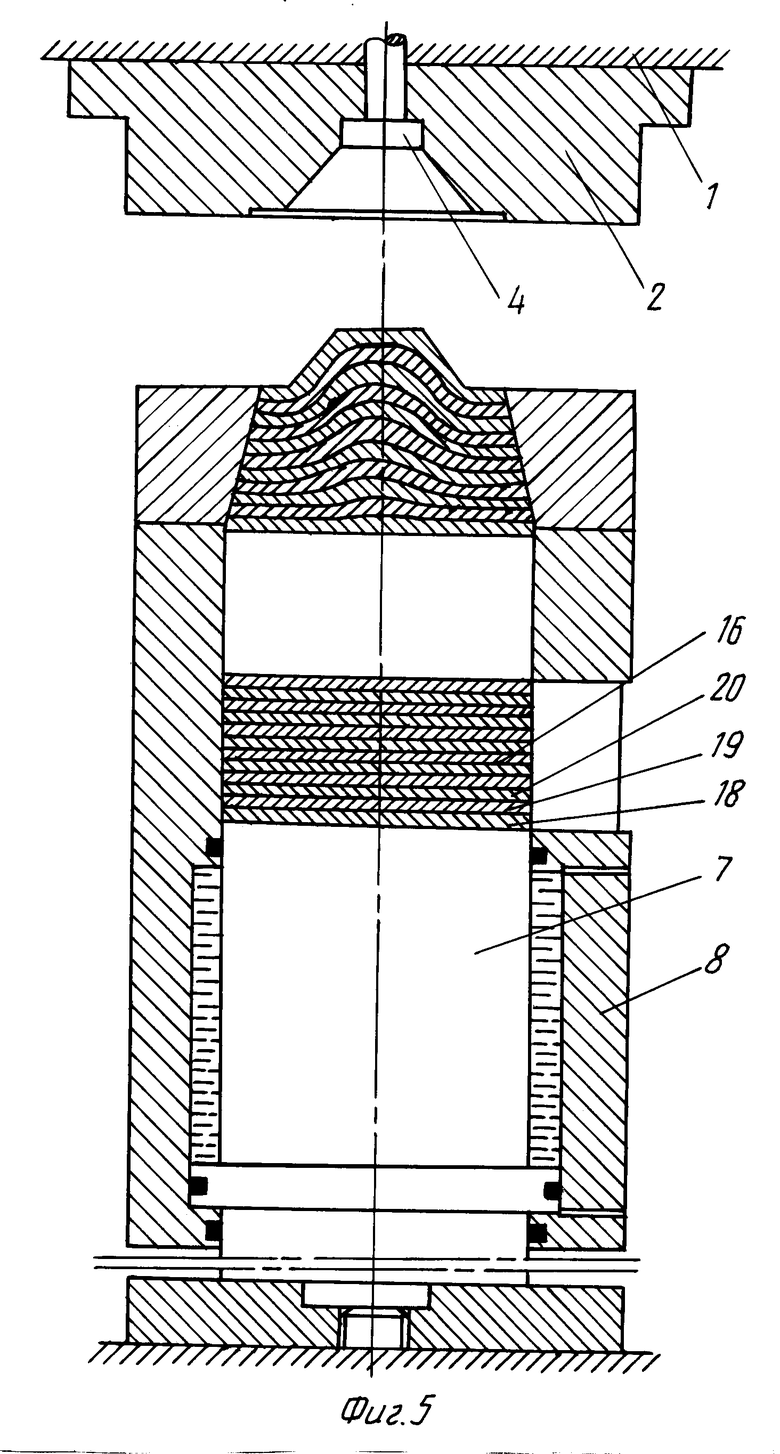
На чертеже изображена схема осуществления способа штамповки-вытяжки изделия из листового металла, где показано: на фиг.1 - положение в момент штамповки-вытяжки изделия после загружения контейнера полым пакетом заготовок; на фиг. 2 - положение после штамповки изделия и перед удалением его из матрицы; на фиг.3 - положение в момент окончания штамповки загруженного пакета заготовок; на фиг. 4 - положение перед загрузкой пакета заготовок в устройство; на фиг.5 - положение после загрузки пакета заготовок в устройство.
Предлагаемый способ осуществляется в устройстве, включающем в себя следующие основные детали:
- установленную на верхнем неподвижном столе пресса 1 матрицу 2 с выталкивателем 3, приводимым в действие штоком 4 (привод выталкивателя условно не показан);
- закрепленный на нижнем приводном столе пресса 5 при помощи основания 6 шток-пуансон 7 с гидроцилиндром-контейнером 8, верхняя часть которого служит контейнером для размещения пакета заготовок, причем на верхнем торце гидроцилиндра-контейнера 8 установлен подпорный элемент 9 в виде обоймы с внутренней конической поверхностью 10.
Уплотнение полостей 11 и 12 гидроцилиндра обеспечивается резиновыми кольцами 13. В гидроцилиндре 8 образовано загрузочное окно 14 для загрузки полости 15 гидроцилиндра-контейнера 8 пакетом заготовок 16, который при помощи манипулятора 17 (условно не показан) перемещается к зоне загрузки устройства, после чего пакет 16, состоящий из заготовок 18, 19, 20... при помощи толкателя 21 (условно не показан) перемещается в загрузочную полость 15 на торцевую поверхность 22 поршня-пуансона 7 (см. фиг.4 и 5).
Деформируемым заготовкам в подпорном элементе 9 и отштампованному изделию присвоены соответственно позиции 23, 24, 25 и 26.
Предлагаемый способ реализуют следующим образом. Заготовки 18, 19, 20... (разделенные пленкой и смазкой), собранные в загрузочный пакет 16 высотой Hзагр = (1,0-1,5)D0 (где D0 - диаметр заготовок в пакете), помещают в гидроцилиндр-контейнер 8 и устанавливают на поршень-пуансон 7 (см. фиг.4 и 5), в результате чего при рабочем ходе пресса его стол 5 поднимается вверх, обеспечивая сначала соприкосновение плоских участков матрицы 2 и подпорного элемента 9; затем подъем загрузочного пакета до соприкосновения его с пакетом штампуемых заготовок 23, 24, 25...; при создании требуемого усилия сжатия обоих пакетов заготовок самая верхняя заготовка принимает форму изделия 26 (см. фиг.1).
Формообразование детали 26 осуществляется при создании противодавления стравливания жидкости (из полости 12 гидроцилиндра 8), величину которого задают достаточным для того, чтобы не происходило раскрытие стыка по плоским участкам матрицы 2 и подпорного элемента 9. Обратный ход пресса сопровождается опусканием стола пресса 5 с нижней частью устройства на высоту H1, достаточную для удаления отштампованной детали 26 из рабочей зоны устройства, которая выталкивается из матрицы 2 выталкивателем 3 (см. фиг.2).
После этого осуществляются следующие циклы штамповки деталей до тех пор, пока поршень-пуансон 7 на займет положение согласно фиг.3, при котором весь загрузочный пакет заготовок вошел в подпорный элемент 9, и необходимо осуществлять загрузку в устройство следующего пакета заготовок. Для этого опускают стол пресса 5 в крайнее нижнее положение и путем подачи жидкости под давлением в полость 12 поднимают гидроцилиндр-контейнер 8 в крайнее верхнее положение (см. фиг.4), в результате чего нижняя площадка загрузочного окна 14 устанавливается на высоте H от подвижного стола пресса 5. После этого с манипулятора 17 (на котором предварительно установлены заготовки 18, 19, 20..., собранные в пакет 16) обеспечивают вталкивание пакета 16 высотою Hзагр в загрузочную полость 15 гидроцилиндра-контейнера 8 при помощи толкателя 21 (см. фиг.4).
В дальнейшем осуществляется штамповка следующей партии деталей с использованием вновь загруженного пакета заготовок.
Наибольшая высота Hзагр пакета 16 из заготовок 18, 19, 20..., с пленками и смазкой в гидроцилиндре-контейнере 8 должна быть не более полуторного диаметра пакета заготовок D0, т.е. Hзагр.мах. = 1,5 D0 (где D0 - диаметр заготовки 18, 19, 20. . .), так как при больших значениях Hзагр усилие со стороны ползуна пресса для формообразования деталей посредством деформирующейся среды будет существенно возрастать из-за роста сил трения между пакетом заготовок 16 и стенкой гидроцилиндра-контейнера 8. Использование же пакета заготовок 16 высотой Hмин = D0 приводит к снижению производительности штамповки из-за частой загрузки устройства пакетами заготовок 16.
Следовательно, пакет заготовок с пленками и смазкой для дозаправки устройства должен быть по высоте Hзагр не менее одного D0 и не более полутора диаметров заготовок D0, т.е. Hзагр = (1,0-1,5)D0.
С тем, чтобы в первоначально закладываемом в гидроцилиндр-контейнер 8 в деформируемых заготовках 23, 24, 25... при перемещении в подпорном элементе 9 по формообразующей поверхности 10 штамповка изделий 26 согласно матрице 2 осуществлялась без складкообразования штампуемого материала необходимо, чтобы высота Hсуж пакета заготовок 23, 24, 25... в подпорном элементе 9 была не меньше исходного диаметра D0 заготовок, т.е. Hсуж≥ D0.
Полная высота пакета заготовок HΣ после загрузки в устройство с учетом высоты пакета заготовок Hсуж по формуле (2) в зоне сужения гидроцилиндра-контейнера 8 и высоты загрузочного пакета заготовок Hзагр по формуле (1) будет:
При этом αсуж - угол наклона образующей конической поверхности пакета заготовок к оси этого пакета согласно фиг.2 устанавливают из следующего соотношения:
Усилие пресса Pш при штамповке-вытяжке изделий по предложенному способу устанавливается из условия создания контактных давлений qk на боковой поверхности пакета заготовок 23, 24, 25... (в зоне сужения контейнера) и на поверхности фланцевой части изделия в пределах от одного до двух пределов прочности σв штампуемого материала, т.е. qк = (1-2) σв. Следовательно:
Пример осуществления способа.
Для штамповки-вытяжки конической детали из сплава DDIM (σв= 7 кгс/мм2) с наружным и внутренним диаметрами фланца Dфл.н=250 мм и Dфл.вн.=150 мм и диаметром донной части изделия Dдна = 50 мм при наклоне стенки изделия β = 45° и при толщине стенки S0 = 5 мм из условия равенства площади заготовки и изделия имеем:
откуда
Согласно формуле (1) устанавливаем полную высоту пакета заготовок HΣ :
Hсуж. = D0 = 285 мм; Hзагр. = 1,5•D0=428 мм; HΣ = 2,5Do= 713 мм.
Количество заготовок m, загружаемых в устройство для осуществления способа при исходной толщине заготовки S0 =5 мм составляет
Усилие пресса Pш, потребное для штамповки конических изделий заданной формы составляет
Таким образом, для осуществления предложенного способа установлены размеры пакетов заготовок и силовые параметры оборудования для изготовления деталей заданной формы.
Разработанный способ штамповки-вытяжки полых изделий из листового металла опробирован в лабораторных условиях при изготовлении конических деталей из заготовок диаметром D0= 30 мм и толщиной S0= 0,5 мм т.е. рассмотренная в примере деталь практически выполнена в масштабе 1:10.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2115504C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ | 1994 |
|
RU2108183C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2001 |
|
RU2209702C2 |
| Способ штамповки-вытяжки оболочечных листовых деталей пластичной средой | 2022 |
|
RU2786498C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2003 |
|
RU2240532C1 |
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
Изобретение относится к листовой штамповке и может быть использовано в самолето-, судостроении и в других отраслях машиностроения при изготовлении листовых изделий сложных форм. Согласно способу штамповки-вытяжки изделий из листового материала, осуществляемому путем воздействия жесткой матрицей на листовую заготовку, расположенную в контейнере над деформирующимся материалом, в качестве деформирующегося материала используют пакет листовых заготовок с высотой его загрузочной части Hзагр от одного до полутора диаметров заготовки Dо. Формирование полого изделия осуществляют контактным давлением на боковую поверхность пакета заготовок со стороны внутренней стенки контейнера, в зоне его сужения на высоте Hсуж с величиной не менее диаметра заготовки Dо. При этом происходит изменение наружного диаметра заготовки от Dо до диаметра фланцевой части изделия Dфл, причем полную высоту пакета заготовок ΗΣ и угол наклона образующей конической поверхности пакета заготовок в зоне сужения контейнера αсуж принимают согласно зависимостям
где αсуж - угол наклона боковой поверхности пакета заготовок к его оси в зоне сужения; Dо - исходный диаметр заготовки; Dфл.н. - наружный диаметр фланца заготовки; Hзагр. - высота пакета заготовок в зоне загрузки контейнера; HΣ - полная высота пакета заготовок. Hсуж - высота пакета заготовок в зоне сужения. 5 ил.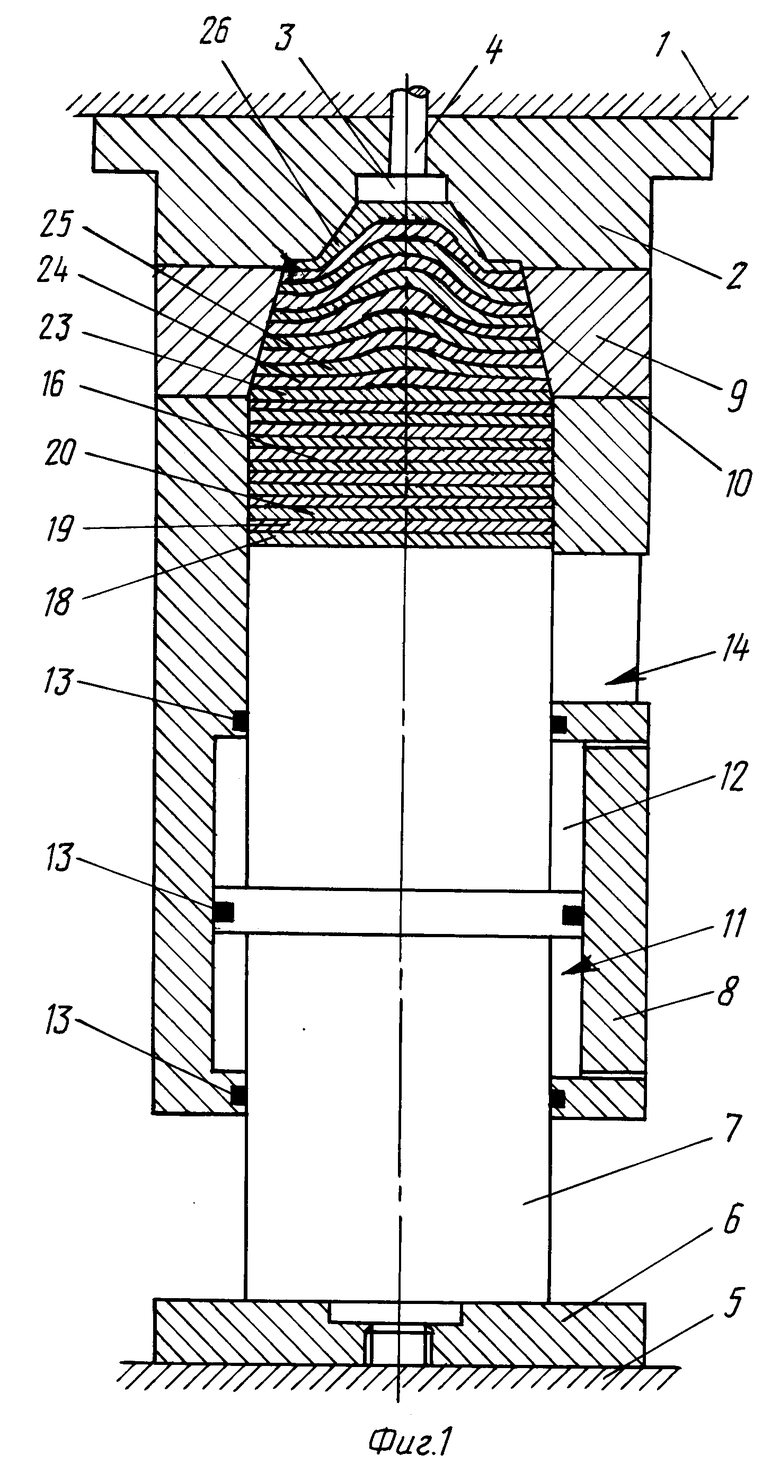
\ \ \1 Способ штамповки-вытяжки изделий из листового металла, включающий воздействие жесткой матрицей на листовую заготовку, расположенную в контейнере над деформирующимся материалом, отличающийся тем, что в качестве деформирующегося материала используют пакет листовых заготовок высотой Н<Mv>загр<D>, равной от одного до полутора диаметров D<Mv>о<D> заготовки, а формирование полого изделия осуществляют проталкиванием пакета листовых заготовок в сужающуюся часть контейнера, воздействуя со стороны ее внутренней поверхности контактным давлением на боковую поверхность пакета и изменяя при этом диаметр D<Mv>о<D> заготовки до диаметра, равного диаметру фланцевой части изделия D<Mv>фл<D>, при этом высоту сужающейся части контейнера Н<Mv>суж<D> устанавливают равной не менее диаметра D<Mv>о<D> заготовки, а угол $$$ конусности сужающейся части контейнера выбирают из выражения \\\6 $$$ \ \ \ 1 причем полная высота находящегося в контейнере пакета заготовок составляет \\\6 $$$
| SU, авторское свидетельство, 1174727 А, B 21 D 22/10, 1985 | |||
| SU, авторское свидетельство, 172265, B 21 D 22/20, 1965. |
