Изобретение относится к области металлургии, а именно к термомеханической обработке деталей из нержавеющей стали аустенитного класса и может быть использовано для получения высокопрочных и высоковязких крепежных изделий для котлостроения, высоконагруженных конструкций химической и энергетической промышленности.
Одним из приоритетных направлений повышения прочности с сохранением пластичности и высокой ударной вязкости коррозионностойких крепежных изделий является улучшение технологии термомеханической обработки нержавеющих сталей аустенитного класса за счет получения бимодальной структуры заготовки.
Известен способ термомеханической обработки метастабильной стали аустенитного класса, предназначенный для изготовления высоконагруженных деталей в машиностроении (RU №2598744, опубликован 24.06.2015). С целью получения субмикрокристаллической структуры стали способ включает нагрев листа из стали до температуры 1100°С, выдержку 1 час, охлаждение в воде, обработку холодом в жидком азоте, прокатку в несколько проходов с общей логарифмической степенью деформации e=0,1–0,2 с охлаждением в жидком азоте при -196 °С между проходами для формирования мартенсита деформации с объемной долей 55–75%, затем теплую деформацию при 400–700°С за один, или несколько проходов со степенью логарифмической деформации е≤0,5 и отжигу, длительностью от 200 с до 1 ч в интервале температур 600–800 °С с обеспечением формирования субмикрокристаллической структуры, содержащей аустенит до 95%.
Недостатком известного способа является использование большого количества операций обработки, а именно включает нагрев, прокатку, охлаждение в азоте, теплую деформацию и последующий отжиг, что усложняет и удорожает процесс. Кроме того, приведенные механические свойства стали 08Х18Н10Т: σB = 1115–1130 МПа, σ0.1 = 950–980 МПа, δ = 12–15 % и σB = 960–1020 МПа, σ0.1 = 795–870 МПа, δ = 14–24 %, не обладают высокими и стабильными показателями пластичности.
Известен способ получения заготовок сталей аустенитного класса с нанокристаллической структурой (RU №2488637, опубликован 27.07.2013). Способ изготовления заготовок стали аустенитного класса с нанокристаллической структурой заключается в том, что предварительно закаленную с температуры 1100 °С заготовку подвергают многократной изотермической ковке заготовки с последовательным изменением оси ориентации на 90° при постоянной температуре в интервале 500–650 °С и с минимальной истинной степенью деформации за одну осадку со скоростью деформации от 10-2 до 10-1 с-1, после достижения суммарной истинной степени деформации не менее 3 проводят отжиг заготовки при температуре выше температуры изотермической ковки на 50 °С в течение 1-5 ч.
Недостатком способа является низкие показатели прочностных свойств заготовок 08Х18Н10, а именно после термомеханической обработки в заявленном диапазоне 500–700 °С: σв = 570–680 МПа, σ0,2 = 485–640 МПа, в тоже время пластичность материала изменяется в широком диапазоне δ = 6–22 %, что приводит в целом к низкому комплексу механических свойств.
Известен способ получения заготовок сталей аустенитного класса (RU №2468093, опубликован 27.11.2012). Способ изготовления заготовок из стали аустенитного класса заключаются в том, что после многократной изотермической ковки заготовки с последовательным изменением оси ориентации на 90° проводят закалку заготовок с 1100 °С при температуре первой осадки, лежащей в интервале от 951 °С до 1050 °С, с понижением температуры деформации после каждой осадки на 80-150 °С, при скорости деформации от 10-2 до 10-1 с-1 с истинной степенью деформации за одну осадку не менее 0,4, а две последние осадки проводят при температуре, лежащей в интервале 601-650 °С, после чего проводят отжиг заготовок при температуре выше температуры двух последних осадок на 50 °С в течение 1-5 ч.
Недостатком способа получения заготовок является низкий комплекс механических свойств нержавеющей аустенитной стали 08Х18Н10 в пределах заявленных температурных диапазонах осадки заготовки, а именно σв = 620–580 МПа, σ0,2 = 580–410 МПа, δ = 8–14 %, а сама технология требует многократную изотермическую ковку, которая влечет дополнительные временные и энергетические затраты.
Наиболее близким является способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали (RU №2749815, опубликован 17.06.2021). Способ включает предварительную закалку, пластическую деформацию методом радиальной ковки при комнатной температуре с получением цилиндрической заготовки крепежного изделия и последующую термическую обработку. Предварительную закалку стали 08Х18Н10Т проводят при 1050°С, пластическую деформацию методом радиальной ковки проводят со степенью деформации 85–90% при комнатной температуре для обеспечения заданного диаметра заготовки крепежного изделия в виде шпильки, а в качестве последующей термической обработки осуществляют отжиг при 400–500°С в течение 1-2 часов с последующим охлаждением на воздухе с получением градиентной структуры заготовки крепежного изделия.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения:
- способ применяется для упрочнения цилиндрических заготовок из нержавеющей стали аустенитного класса типа 08Х18Н10Т;
- перед пластической деформацией осуществляется закалка нержавеющей аустенитной стали;
- пластическую деформацию осуществляют методом радиальной ковки со степенью деформации 85–90% при комнатной температуре;
- после пластической деформации проводят термическую обработку.
- охлаждение после термической обработки осуществляют на воздухе.
Недостатками известного способа являются получение нержавеющей аустенитной стали с низкими показателями пластичности и невысокими температурами эксплуатации материала заготовок изделий.
Технической задачей изобретения является расширение области применения упрочненных заготовок крепёжных изделий из нержавеющей стали аустенитного класса.
Технический результат заключается в повышении характеристик механических свойств, а именно пластических свойств с сохранением прочностных характеристик и высокой ударной вязкости цилиндрических заготовок из нержавеющих сталей аустенитного класса, а также расширение области применения при более высоких температурах эксплуатации материала, и, следовательно, изделий из него.
Поставленная задача упрочнения цилиндрических заготовок изделий, работающих при повышенных температурах, решена за счет того, что в известном способе проводят предварительную закалку, пластическую деформацию методом радиальной ковки при комнатной температуре и последующую термическую обработку, согласно изобретению заготовки из нержавеющих сталей аустенитного класса типа 08Х18Н10Т предварительно закаливают при 1050 °С на структуру аустенита, пластическую деформацию методом радиальной ковки осуществляют после закалки до 85-90 % степени деформации при комнатной температуре, обеспечивающей заданный диаметр заготовки, последующую термическую обработку осуществляют по режиму отжига при 600–650 °С в течение 1-2 часов с получением бимодальной структуры заготовки.
Признаки заявляемого технического решения, отличительные от прототипа:
- последеформационный отжиг при 600-650°С, т.е. в интервале температур обратного мартенситного превращения – между критическими точками АН и АК, что обеспечивает снижение деформационных остаточных напряжений, частичное развитие рекристаллизации структуры, повышение пластичности с сохранением на высоком уровне ударной вязкости и прочностных характеристик, уменьшение содержания ферромагнитной альфа-фазы, а также исчезновение градиента ее распределения. Помимо этого, температура эксплуатации термообработанного материала по таким режимам может достигать 500 °С после отжига 600 °С и 550 °С после отжига 650 °С, что делает данный материал пригодным для изделий котельной и других энергетических отраслей промышленности. Однако проведение отжига при 550 °С сопровождается получением хоть и более высоких характеристик прочности, но пластичность и ударная вязкость при этом находятся на более низком уровне. С другой стороны, отжиг при 700 °С сопровождается снижением как прочностных характеристик, так и ударной вязкости. Время выдержки в граничных условиях с прототипом, так как оно соответствует необходимому времени прогрева заготовки и развития всех необходимых процессов в стали.
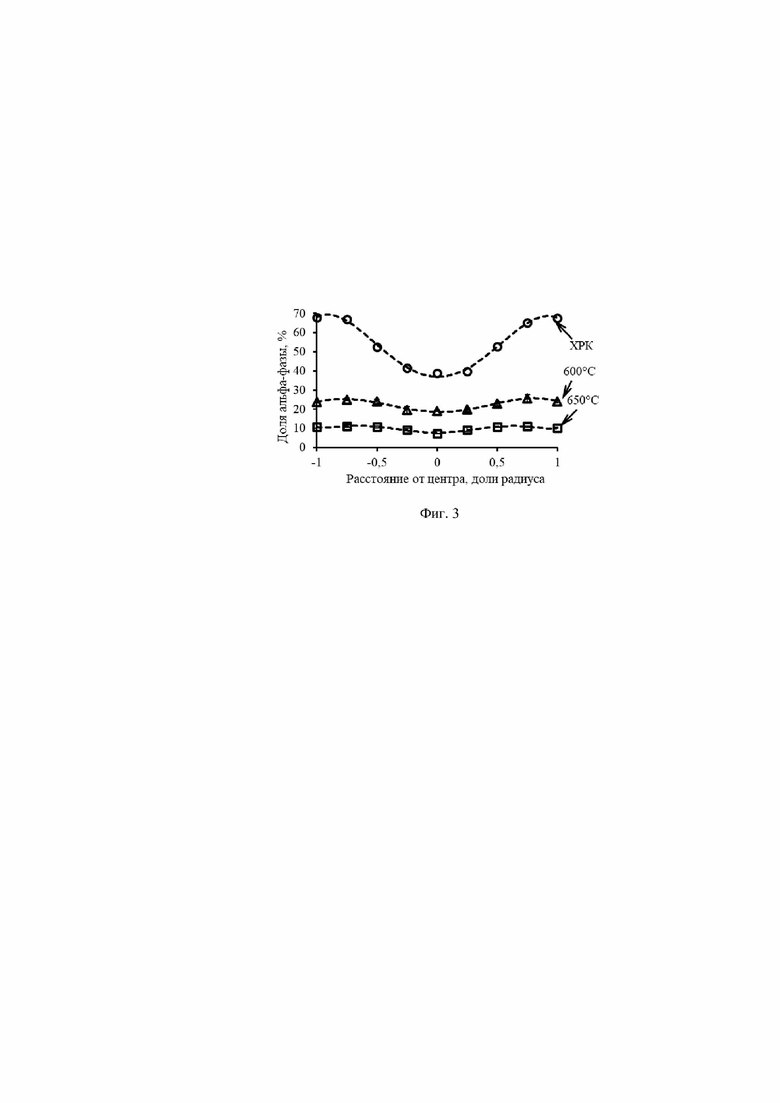
- бимодальная структура состоит из крупных аустенитных зерен размером ~3 мкм и конгломератов дисперсных аустенитных и мартенситных зерен размером ~0,3 мкм. Крупные аустенитные зерна при этом обеспечивают повышенную пластичность и ударную вязкость, а конгломераты дисперсных аустенитных и мартенситных зерен – повышенную прочность. Полученная структура заготовки в результате обладает выгодным сочетанием прочности, пластичности и ударной вязкости.
Отличительные признаки изобретения в совокупности с известными позволяют значительно повысить пластические свойства цилиндрических заготовок из нержавеющих сталей аустенитного класса: получить крепежные изделия класса прочности 10.9 после отжига при 650 °С и 12.9 после отжига при 600 °С по ГОСТ Р52627-2006 с уровнем временного сопротивления (σв) 1150-1210 МПа, предела текучести (σ0,2) 910-965 МПа, ударной вязкости (KCТ) от 1,00-1,25 МДж/м2, относительного удлинения (δ) 19-21 % и относительного сужения (ψ) 50-57%.
Предлагаемый способ поясняется рисунками, представленными на фиг.1–3:
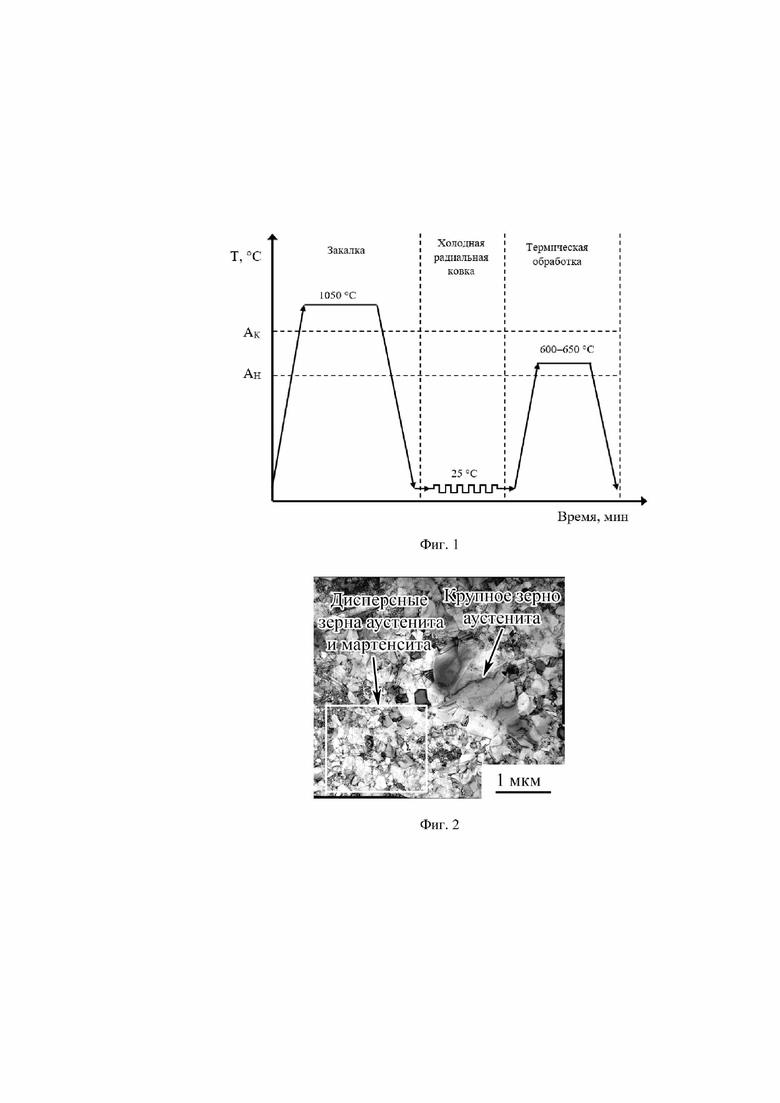
На фиг. 1 приведена схема заявленного способа упрочнения нержавеющей аустенитной стали 08Х18Н10Т.
На фиг. 2 представлена микроструктура нержавеющей аустенитной стали 08Х18Н10Т.
На фиг. 3 показано распределение альфа-фазы в поперечном сечении заготовки из нержавеющей аустенитной стали 08Х18Н10Т непосредственно после радиальной ковки (ХРК) со степенью 85-90% и после отжига при различных температурах.
Способ получения упрочненных цилиндрических заготовок из стали аустенитного класса осуществляется следующим образом.
С целью гомогенизации исходной заготовки и получения структуры метастабильного аустенита перед ковкой проводится закалка с 1050 °С. Далее проводят радиальную ковку на радиально-ковочной машине cо степенями 85-90% при комнатной температуре с использованием четырех радиально перемещающихся бойков с получением цилиндрического прутка необходимого диаметра. При этом радиальная ковка сопровождается получением градиентной структуры цилиндрической заготовки в радиальном направлении, упрочнения по всему сечению, в том числе за счет реализации деформационно-индуцированного мартенситного превращения, увеличения плотности дефектов кристаллического строения и формирования мелкозернистой структуры с размером зерна порядка 200 нм. Дальнейший отжиг стали 08Х18Н10Т после операции ковки проводят в интервале температур 600–650 °С в течение 1–2 часов с охлаждением на воздухе. Температурный интервал отжига находится между критическими точками АН и АК, что обеспечивает снижение деформационных остаточных напряжений, частичное развитие рекристаллизации структуры, уменьшение содержания ферромагнитной альфа-фазы, а также исчезновение градиента ее распределения. Развитие данных процессов приводит к получению высокой пластичности и ударной вязкости при высоких прочностных свойствах. При этом температура эксплуатации материала может достигать 500 °С после отжига 600 °С и 550 °С после отжига 650 °С, что делает данный материал пригодным для изделий котельной и других энергетических отраслей промышленности.
Проверка технического решения заявленного способа проведена с помощью экспериментальных исследований, в ходе которых получены данные о структуре и механических свойствах нержавеющей аустенитной стали 08Х18Н10Т для упрочнённых заготовок изделий. Определение временного сопротивления (σв, МПа), предела текучести (σ0,2, МПа), относительного удлинения (δ, %) и относительного сужения (ψ, %) проводили в соответствии с требованиями ГОСТ 1497–84 на пятикратных цилиндрических образцах типа III №7. Одноосное растяжение проводили на испытательной машине Instron 5882 при комнатной температуре со скоростью деформации 0,001 с-1. Ударную вязкость образцов с предварительно нанесенной усталостной трещиной (КСТ, МДж/м2) определяли в соответствии с ГОСТ 9454-78 на образцах типа 17 с использованием маятникового копра. Структурные исследования проводили на электронном микроскопе JEOL 2100 при ускоряющем напряжении 200 кВ. Распределение ферромагнитной α-фазы по сечению заготовки оценивали вихретоковым методом с использованием ферритометра FERRITSCOPE FMP30.
Механические свойства упрочненной по заявленному способу стали 08Х18Н10Т со значениями за пределами заявленного интервала температур термической обработки после деформации и по прототипу представлены в таблице 1.
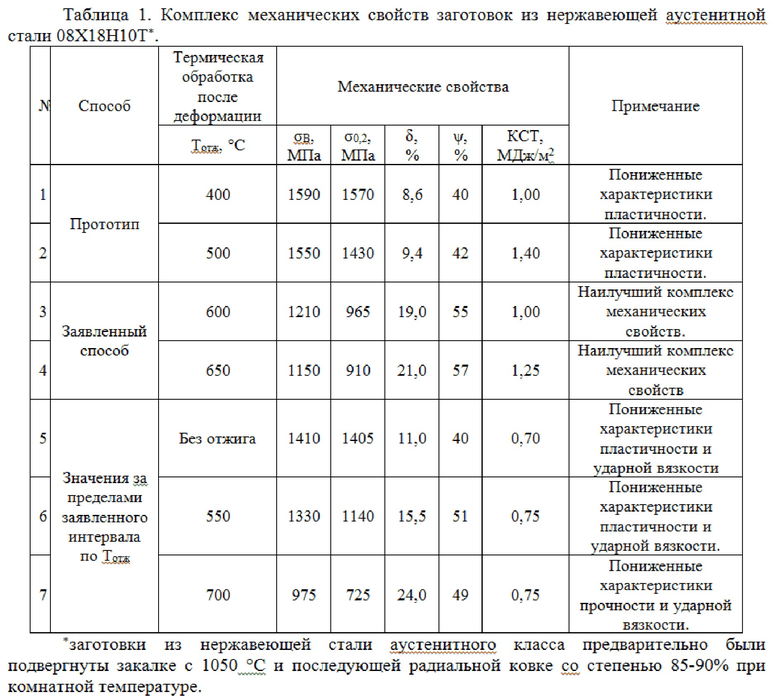
Пример 1 (таблица 1, п. 5). Образцы стали 08Х18Н10Т нагревали до 1050 °С с выдержкой 2 часа и охлаждением в воде. Радиальную ковку проводили на радиально-ковочной машине со степенями 85–90%. Отжиг аустенитной стали 08Х18Н10Т после радиальной ковки не проводили. В результате получены пониженные показатели ударной вязкости (КСТ = 0,70 МДж/м2) и пластичности (δ = 11 % и ψ = 40 %) несмотря на достаточно высокие показатели временного сопротивления (σв = 1410 МПа) и предела текучести (σ0,2 = 1405 МПа). В поперечном сечении наблюдается градиентное распределение ферромагнитной альфа-фазы (Фиг. 3).
Пример 2 (таблица 1, п. 6). Образцы стали 08Х18Н10Т нагревали до 1050 °С с выдержкой 2 часа и охлаждением в воде. Радиальную ковку проводили на радиально-ковочной машине со степенями 85–90%. Отжиг аустенитной стали 08Х18Н10Т после радиальной ковки проводили при температуре 550 °С в течение 1-2 часов. В результате получены пониженные показатели ударной вязкости (КСТ = 0,75 МДж/м2) и пластичности (δ = 15,5 % и ψ = 51 %) несмотря на высокие показатели временного сопротивления (σв = 1330 МПа) и предела текучести (σ0,2 = 1140 МПа).
Пример 3 (таблица 1, п. 3). Образцы стали 08Х18Н10Т нагревали до 1050 °С с выдержкой 2 часа и охлаждением в воде. Радиальную ковку проводили со степенями 85–90%. Отжиг стали 08Х18Н10Т после деформации проводили при 600 °С в течение 1-2 часов. В результате получен хороший уровень временного сопротивления (σв = 1211 МПа), предела текучести (σ0,2 = 965 МПа) и ударной вязкости (КСТ = 1,00 МДж/м2). При этом пластичность существенно возросла (δ = 19,0 % и ψ = 55 %). Дополнительно наблюдается снижение содержания альфа фазы по сечению до уровня 20-25 % (Фиг. 3). Данный комплекс механических свойств является достаточно высоким и соответствует крепежным изделиям класса прочности 12.9 по ГОСТ Р52627-2006.
Пример 4 (таблица 1, п. 4). Образцы стали 08Х18Н10Т нагревали до 1050 °С с выдержкой 2 часа и охлаждением в воде. Радиальную ковку проводили на радиально-ковочной машине со степенями 85–90%. Отжиг стали 08Х18Н10Т после радиальной ковки проводили при 650 °С в течение 1-2 часов. В результате получен хорошее сочетание временного сопротивления (σв = 1151 МПа), предела текучести (σ0,2 = 907 МПа), ударной вязкости (КСТ = 1,25 МДж/м2) и характеристик пластичности (δ = 21,0 % и ψ = 57 %). При этом наблюдается содержание альфа фазы по сечению на уровне 10 % (Фиг. 3). Структура при этом является бимодальной, т.е. состоит из крупных аустенитных зерен размером ~3 мкм и конгломератов дисперсных аустенитных и мартенситных зерен размером ~0,3 мкм (Фиг. 2). Данный комплекс механических свойств является достаточно высоким и соответствует крепежным изделиям класса прочности 10.9 по ГОСТ Р52627-2006.
Пример 5 (таблица 1, п. 7). Образцы стали 08Х18Н10Т нагревали до 1050 °С с выдержкой 2 часа и охлаждением в воде. Радиальную ковку проводили на радиально-ковочной машине со степенями 85–90%. Отжиг стали 08Х18Н10Т после деформации проводили при 700 °С в течение 1-2 часов. В результате получены пониженные показатели ударной вязкости (КСТ = 0,75 МДж/м2), временного сопротивления (σв = 975 МПа) и предела текучести (σ0,2 = 725 МПа). Пластичность при этом улучшилась (δ = 24,0 % и ψ = 49 %), но находится на уровне значений заявленного способа (таблица 1, п. 3, п. 4).
Преимущества заявленного способа относительно прототипа состоят в том, что заявленный способ позволяет:
1. Повысить пластичность упрочненных заготовок из нержавеющей стали аустенитного класса, с получением высоких показателей пластичности (δ, ψ) ударной вязкости (КСТ), временного сопротивления (σв) и предела текучести (σ0,2), то есть значительно улучшить комплекс механических свойств высоконагруженных крепежных изделий из метастабильной аустенитной нержавеющей стали 08Х18Н10Т с бимодальной структурой и получить изделия классов прочности 10.9 и 12.9 по ГОСТ Р52627-2006.
2. Получить изделие, обладающее коррозионной стойкостью и повышенной температурой эксплуатации, за счет использования нержавеющей стали аустенитного класса типа 08Х18Н10Т с последующим отжигом при 600-650 °С.
3. Расширить область применения нержавеющих сталей аустенитного класса, например, 08Х18Н10Т, с бимодальной структурой для изготовления высоконагруженных крепежных изделий эксплуатирующиеся при повышенных температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ получения цилиндрических заготовок из среднеэнтропийного сплава FeMnCoCrC | 2024 |
|
RU2833636C1 |
| Способ получения упрочненных заготовок из немагнитной коррозионностойкой аустенитной стали | 2022 |
|
RU2782370C1 |
| СПОСОБ УПРОЧНЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2532600C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| Способ обработки сталей аустенитно-мартенситного класса | 1990 |
|
SU1735390A1 |
| Способ обработки метастабильных аустенитных сталей методом интенсивной пластической деформации | 2015 |
|
RU2610196C1 |
| СПОСОБ УПРОЧНЕНИЯ АУСТЕНИТНОЙ НЕМАГНИТНОЙ СТАЛИ | 2009 |
|
RU2405840C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2012 |
|
RU2482197C1 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
Изобретение относится к способу получения упрочненных цилиндрических заготовок крепежных изделий из нержавеющей стали аустенитного класса. Способ включает предварительную закалку стали, пластическую деформацию методом радиальной ковки с получением прутковой заготовки и последующую термическую обработку в виде отжига. Предварительную закалку стали 08Х18Н10Т проводят при 1050°С, пластическую деформацию методом радиальной ковки проводят со степенью деформации 85–90% при комнатной температуре для обеспечения заданного диаметра прутковой заготовки, а в качестве последующей термической обработки применяли отжиг при 600–650°С в течение 1–2 часов с охлаждением на воздухе для получения бимодальной структуры. Технический результат заключается в увеличении пластичности и ударной вязкости без существенного снижения прочностных характеристик и в повышении эксплуатационных свойств упрочненных заготовок. 3 ил., 1 табл., 5 пр.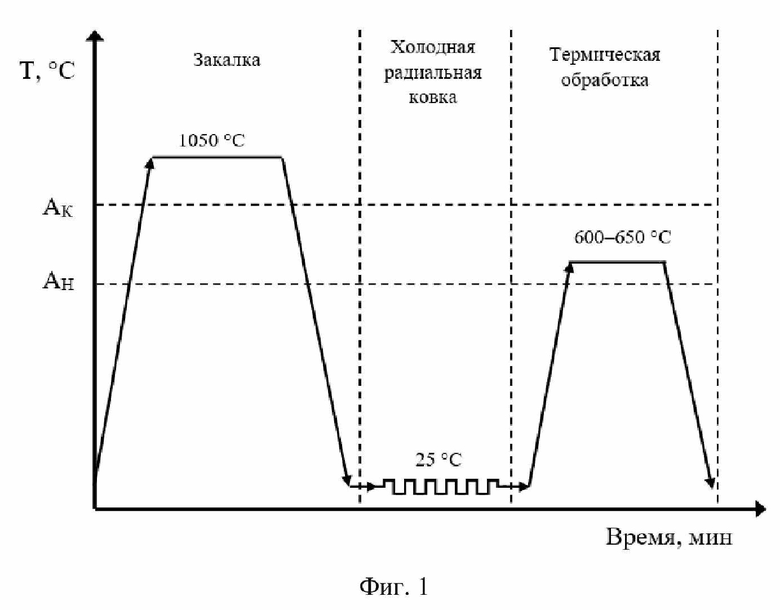
Способ получения упрочненных цилиндрических заготовок из нержавеющей стали аустенитного класса, включающий закалку стали 08Х18Н10Т от 1050 °С, холодную пластическую деформацию методом радиальной ковки до 85-90 % при комнатной температуре и последующую термическую обработку с охлаждением на воздухе, отличающийся тем, что последующую термическую обработку после деформации осуществляют по режиму отжига при 600-650 °С и выдержкой 1-2 часа с получением бимодальной структуры заготовки.
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СТАЛЕЙ АУСТЕНИТНОГО КЛАССА С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2011 |
|
RU2488637C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2011 |
|
RU2468093C1 |
| Способ обработки метастабильных аустенитных сталей методом интенсивной пластической деформации | 2015 |
|
RU2610196C1 |
| CN 108531817 B, 13.12.2019 | |||
| EP 264357 B1, 29.07.1992. | |||

