Настоящее изобретение относится к устройству для сжигания газа, выходящего из электрической дуговой печи, для предварительного нагрева металлолома, поступающего в указанную печь, и связанному с этим устройством способу.
Системы непрерывной подачи металлолома в электрическую дуговую печь (ЭДП) для производства стали, такие как, например, CONSTEEL®, являются объектами все повышающегося интереса.
Система непрерывной подачи металлолома в электрическую дуговую печь, совмещенная с системой предварительного нагрева металлолома, поступающего в саму печь, обеспечивает уменьшение времени обработки металлолома в ЭДП, а также уменьшение теплопотребления ЭДП, т.е. тепла, поступающего в виде электрической или химической энергии.
В структурном процессе систем, таких как CONSTEEL®, который является утвердившимся процессом, загрузочный туннель металлолома в печь или камера предварительного нагрева находятся при пониженном давлении относительно окружающей среды, действуя как труба, перемещая горячие газы, образованные в ЭДП, на металлолом.
Металлолом тем самым подвергается предварительному нагреву благодаря как теплу, непосредственно переданного от этих горячих газов металлолому, так и теплу, образованному от дожигания газа, выходящего из печи.
Для предварительного нагрева металлолома, таким образом, возможно использовать преимущества, в качестве дополнительного источника энергии, сжигания оставшегося моноксида углерода, выходящего из ЭДП.
В настоящее время, в утвердившемся процессе непрерывных систем подачи металлолома в ЭДП, для получения энергии от моноксида углерода используют систему введения поддерживающего горение вещества (воздуха), в которой предусмотрены по меньшей мере один вентилятор и система воздуховодов, по которой воздух поступает вдоль крыши и распределяется по всей длине загрузочного туннеля металлолома в ЭДП.
Вентиляторы, предназначенные для введения поддерживающего горение вещества управляются кислородным датчиком (или датчиком моноксида углерода), который размещают в нижней части загрузочного туннеля, около области загрузки холодного металлолома в загрузочный туннель.
В зависимости от типа датчика датчик определяет либо отсутствие моноксида углерода, либо наличие кислорода в этой области канала загрузки металлолома в печь. Отсутствие моноксида углерода (или наличие кислорода) означает, что реакции горения полностью завершены и уже привели к выделению максимально возможного тепла.
Тем не менее, системы этого типа имеют значительные недостатки, связанные с очень сложным циклом отклика. В реальности такая система характеризуется не мгновенным откликом и, в результате этого, медленностью выполнения необходимых настроек самой системы для оптимизации подачи поддерживающего горение вещества как функции полученных результатов.
На самом деле, если, например, управляющий датчик выявляет необходимость впрыскивания поддерживающего горение вещества, то цикл отклика предусматривает открытие проходов для впуска воздуха, включение вентиляторов для перемещения воздуха в воздуховоды, по которым воздух проходит вдоль крыши туннеля, и распределение воздуха вдоль всей длины загрузочного туннеля или канала подачи металлолома в ЭДП.
Время, необходимое для выполнения этих действий, значительное и уменьшает общую эффективность всей системы.
Кроме неоптимального времени отклика, еще одним недостатком системы, в соответствии с уровнем техники, являются высокие производственные издержки и эксплуатационные затраты (обслуживание и возможные поломки), принимая во внимание большое число механических элементов (вентиляторов, воздуховодов, затворов), которые подвержены поломке.
Система предварительного нагрева в соответствии с уровнем техники, более того, предусматривает дополнительное устройство, называемое «Динамическим Уплотнением». Динамическое Уплотнение является вентиляторной системой с переменной мощностью, управляемой датчиками давления, которая удаляет воздух в местах подачи металлолома в загрузочном туннеле и которая, следовательно, предотвращает неконтролируемое поступление воздуха сверху металлолома и через него. Этот элемент системы является дорогостоящим, сложным в исполнении, его сложно откалибровать и им сложно управлять. Более того, наличие вытяжного вентилятора в зоне подачи металлолома загрузочного туннеля приводит к внедрению пыли в окружающую зону из металлолома или из самой легкой части извести, добавленной к загрузочному материалу, подаваемому в печь.
Главной целью настоящего изобретения является, следовательно, решение вышеуказанных недостатков простым, экономичным и в особенности эффективным образом.
Специальной целью изобретения является выполнение устройства для сжигания газа, выходящего из электрической дуговой печи для предварительного нагрева металлолома, поступающего в указанную печь, а также реализация связанного с этим устройством способа, который к тому же обеспечивает большую чистоту рабочего места.
Принимая во внимание вышеуказанные цели, предметом настоящего изобретения является устройство для сжигания газа, выходящего из электрической дуговой печи, для предварительного нагрева металлолома, поступающего в указанную печь, отличающееся тем, что предусмотрено средство введения поддерживающего горение вещества в камеру предварительного нагрева или в загрузочный туннель для металлолома, имеющий участок ввода металлолома, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок нагрева и участок выгрузки металлолома в печь, причем указанное средство введения поддерживающего горение вещества содержит по меньшей мере одно отверстие, выполненное с возможностью регулировки и расположенное в загрузочном туннеле, а указанное устройство содержит средство, или ряд средств, типа механического уплотнения, расположенное во входной части или на участке ввода металлолома в загрузочный туннель или в камеру предварительного нагрева.
Еще одним предметом изобретения является способ сжигания газа, выходящего из электрической дуговой печи, для предварительного нагрева загрузочного материала сталеварной печи, поступающего в указанную печь, включающий следующие этапы:
- загрузку загрузочного материала или металлолома, предназначенного для поступления в указанную печь, в протяженную камеру предварительного нагрева или в загрузочный туннель, содержащий последовательно участок ввода металлолома, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок предварительного нагрева и участок выгрузки металлолома в печь;
- предварительный нагрев металлолома путем теплопередачи от горячих газов, покидающих печь, которые проходят через металлолом и поверх него внутри указанной камеры; и
- предварительный нагрев металлолома посредством тепла, выделенного в результате сгорания внутри камеры несожженного моноксида углерода, выходящего из печи;
при этом указанный способ отличается тем, что введение поддерживающего горение вещества осуществляют посредством средства введения поддерживающего горение вещества, содержащего по меньшей мере одно отверстие, выполненное с возможностью регулировки и расположенное на участке ввода металлолома в печь, и механическое средство, не имеющее возможности автономного перемещения, выполненное для уменьшения входа воздуха в участок ввода металлолома в загрузочном туннеле или в камере предварительного нагрева.
В частности, указанные отверстия, выполненные с возможностью регулировки, располагают на крыше загрузочного туннеля около печи, а более точно, на участке ввода металлолома в печь или на участке выгрузки металлолома.
Предпочтительно, средство введения поддерживающего горение вещества в устройство в соответствии с настоящим изобретением, содержащего по меньшей мере одно отверстие, выполненное с возможностью регулировки и расположенное в загрузочном туннеле, состоит из по меньшей мере одной щели с переменным раскрытием, расположенной на участке ввода металлолома в печь или на участке выгрузки металлолома, причем такое отверстие соединено с централизованной системой управления и перемещения.
Такая централизованная система управления и перемещения получает сигнал от датчика, который может быть либо датчиком кислорода, либо датчиком моноксида углерода.
Как было указано выше, средство введения поддерживающего горение вещества (предпочтительно воздуха), расположенное на участке ввода металлолома в печь или на участке выгрузки металлолома, может входить в состав усовершенствованного, упрощенного и дешевого устройства, посредством которого уменьшается ввод поддерживающего горение вещества на участке ввода металлолома в загрузочный туннель и, одновременно, уменьшается выпуск пыли в окружающую среду.
Такое усовершенствованное и упрощенное устройство, которое уменьшает неконтролируемое введение поддерживающего горение вещества в туннель и улучшает воздействие на окружающую среду на рабочем месте и соответствует средству механического уплотнения устройства, выполненного в соответствии с настоящим изобретением, расположенному на участке ввода металлолома в загрузочный туннель.
Средство механического уплотнения, установленное на участке ввода металлолома в загрузочный туннель, образовано посредством по меньшей мере одного резинового или металлического затвора.
В частности, средство механического уплотнения, установленное на участке ввода металлолома в загрузочный туннель, образовано посредством затворов в количестве от нуля до пяти, расположенных во входной части, или холодной части, на участке ввода металлолома в камеру предварительного нагрева, посредством затворов в количестве от нуля до пяти, расположенных в промежуточной части на участке ввода металлолома в камеру предварительного нагрева, и посредством затворов в количестве от нуля до пяти, расположенных в выходной части, или самой теплой части, на участке ввода металлолома в камеру предварительного нагрева.
Кроме того, затворы во входной части, или холодной части, на участке ввода металлолома в камеру предварительного нагрева являются тонкими и гибкими или пальцевидными, выполненными из резины или металла, т.е. либо гибкими трубками, либо тонкими расположенными сбоку пластинами.
Затворы в промежуточной части на участке ввода металлолома в камеру предварительного нагрева выполнены из металлических листов с тонкими расположенными сбоку пластинами, тогда как затворы в выходной части, или самой теплой части, на участке ввода металлолома в камеру предварительного нагрева выполнены из массивных железных панелей, шарнирно прикрепленных к верхней неподвижной конструкции канала.
На самом деле, в такой самой внутренней части загрузочного канала или туннеля, затворы непосредственно подвержены действию потока горячих газов, выходящих из печи, и теплу, излученному от печи и от самой теплой части загрузочного канала.
Такое механическое средство обеспечивает существенное уменьшение потока воздуха, делая наличие «Динамического Уплотнения» избыточным.
Все эти решения по существу обеспечивают прохождение по краю металлолома, уменьшая общий поток воздуха в канале. Отсутствие вентилятора, который всасывает непосредственно из металлолома, устраняет проблему загрязнений окружающей среды пылью, имеющейся на металлоломе (накопленной в отвалах на открытом воздухе), а также самими легкими составляющими присадок к металлолому.
Существенное преимущество системы в соответствии с настоящим изобретением состоит в существенном уменьшении времени отклика, так чтобы обеспечить получение отклика в реальном времени и существенное улучшение характеристик воздействия технологического участка на окружающую среду.
Дополнительным преимуществом системы в соответствии с настоящим изобретением состоит в большей простоте, поскольку различные затворы и вентиляторы, предусмотренные в системах, выполненных в соответствии с существующим уровнем техники, устранены.
Устройство и способ в соответствии с настоящим изобретением имеют дополнительное значительное практическое преимущество (по отношению как к первоначальным вложениям и эксплуатационным затратам, так и к относящимся к приспособленности к техническому обслуживанию), поскольку они также обеспечивают исключение «Динамического Уплотнения» из системы непрерывного предварительного нагрева металлолома.
Устройство, выполненное в соответствии с настоящим изобретением, которое обеспечивает исключение такого элемента, является, следовательно, преимущественно менее обременительным (в переводе на стоимость оборудования, эксплуатационные затраты и стоимость технического обслуживания), более простым и надежным, чем традиционное устройство, выполненное с «Динамическим Уплотнением».
Решение согласно настоящему изобретению, более того, имеет преимущество улучшенного и целевого управления поддерживающим горение веществом (например, воздуха) для того, чтобы завершить сгорание горючих веществ, присутствующих в металлоломе. Все это улучшает как эффективность технологической линии (в пересчете на качество и удельную стоимость (на тонну) конечного продукта), так и его воздействие на окружающую среду, как на уровне предприятия, так и глобальных выбросов в атмосферу.
Предметом настоящего изобретения также является способ очистки стали, включающий:
- непрерывный предварительный разогрев загрузочного материала;
- подачу указанного материала, содержащего железо, непосредственно восстановленное железо или их шихту, в электрическую дуговую печь для плавления и очистки;
- подачу в ванну компонентов, формирующих шлак, для производства стали;
- введение в печь карбонизирующих компонентов для производства стали;
- резистивный нагрев посредством электродов для плавления загрузочного материала и образования внутри печи ванны с расплавленным металлом со слоем расплавленного шлака на указанной ванне;
- поддержание указанного шлака в пенообразном состоянии во время производства стали;
- подачу в указанную печь металлических компонентов, формирующих шлак, и карбонизирующих компонентов;
- поддержание максимальной мощности в печи во все время загрузки, плавления и очистки;
- прерывистый выпуск металла, поддерживающее жидкое зеркало расплавленного металла внутри кожуха печи, причем указанное жидкое зеркало примерно имеет вес, равный от 10 до 30% веса до выпуска металла; при этом указанный способ отличается тем, что этап предварительного нагрева расплавленного материала, в свою очередь, включает следующие этапы:
- загрузку загрузочного материала или металлолома, предназначенного для поступления в указанную печь, в протяженную камеру предварительного нагрева или в загрузочный туннель, содержащую последовательно участок ввода металлолома, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок предварительного нагрева и участок выгрузки металлолома в печь;
- предварительный нагрев металлолома путем теплопередачи от горячих газов, покидающих печь, которые проходят через и поверх металлолома внутри указанной камеры;
- и предварительный нагрев металлолома посредством тепла, выделенного в результате сгорания внутри камеры несожженного моноксида углерода, выходящего из печи;
при этом указанный способ отличается тем, что:
введение поддерживающего горение вещества осуществляют посредством средства введения поддерживающего горение вещества, содержащего по меньшей мере одно отверстие, выполненное с возможностью регулировки и расположенное на участке ввода металлолома в печь, и механическое средство, не имеющее возможности автономного перемещения, выполненное для уменьшения входа воздуха в участок ввода металлолома в загрузочном туннеле или в камере предварительного нагрева.
Предметом настоящего изобретения является также устройство для очистки стали, содержащее:
- электрическую дуговую печь для производства стали, предназначенную для плавления и очистки загрузочного металла внутри указанной печи;
- электроды, проходящие внутрь указанной печи на такое расстояние, что они расположены ниже уровня шлака в ванне расплавленного материала, находящегося в ванне;
- средство подачи, соединенное с указанной печью для введения загрузочного материала внутрь указанной печи без необходимости вынимать электроды;
- средство послевоспламенения, выполненное для взаимодействия со средством подачи для предварительного разогрева загрузочного материала внутри указанного средства подачи;
- средство измерения и управления подачей загрузочного материала или металлолома, содержащее автоматическое средство управления подачей загрузочного материала или металлолома, и измерительное средство для добавленного загрузочного материала, согласованное со средством автоматического управления;
- средство механического уплотнения, расположенное на участке ввода загрузочного материала в средство подачи;
- средство впрыскивания газа, сообщающееся с указанной печью сверху и/или снизу обычного уровня расплавленного металла в ванне; и
- средство наклонения указанной печи для выполнения шлакоотделения и выпуска металла, причем указанное средство выпуска металла расположено таким образом, что указанный наклон указанной печи в состоянии поддерживать зеркало расплавленного жидкого материала внутри указанной ванны, причем указанное зеркало имеет вес, примерно равный от 10 до 30% веса до выпуска металла.
Структурные и функциональные характеристики настоящего изобретения и его преимущества относительно предшествующего уровня техники будут более понятны и очевидны из следующего описания, выполненного со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 является вертикальным разрезом варианта выполнения устройства в соответствии с настоящим изобретением;
Фиг.2 является видом сверху устройства, изображенного на Фиг.1;
Фиг.3 является вертикальным разрезом устройства, изображенного на Фиг.1, в соответствии с настоящим изобретением.
Со ссылкой на чертежи в целом и на Фиг.1 в частности показан вариант выполнения устройства, выполненного в соответствии с настоящим изобретением, где электрическая дуговая печь 10 для производства стали имеет протяженную камеру предварительного нагрева или туннель 12, предпочтительно вибрационный канал, для подачи как металлического, так и неметаллического загрузочного материала в печь.
Печь 10, представленная как трехфазная электрическая печь, может также в альтернативном случае быть печью постоянного тока, плазменной печью или индукционной печью.
Камера предварительного нагрева или туннель 12 содержит протяженную опорную конструкцию 14, закрытую соответствующим протяженным кожухом, предпочтительно покрытым огнеупорным материалом.
Туннель предварительного нагрева или камера 12 содержит средство 18 механического уплотнения, расположенное с конца подачи загрузочного материала, при этом начиная с указанного конца туннель предварительного нагрева или камера последовательно содержит вход или участок 21 ввода загрузочного материала, содержащий уплотнительную систему 18 для предотвращения неконтролируемого поступления воздуха в туннель, одну или несколько зон 24 нагрева и участок 26 выгрузки загрузочного материала.
Печь 10 имеет выходное отверстие 28 для выпуска газов.
Участок выгрузки загрузочного материала туннеля предварительного нагрева установлен на соединительную вагонетку 30 для совершения аксиальных телескопических перемещений во взаимодействии с отверстием 28 печи, которая эффективно и герметично соединяет неподвижный туннель или камеру 12 с печью 10, которая может быть наклонена.
Соединительная вагонетка подает металлолом из туннеля предварительного нагрева или камеры в печь, в нужную зону внутри печи.
Соединительная вагонетка предпочтительно установлена на рельсах 32.
Газы, выпускаемые из печи 10, обогащенные моноксидом углерода и имеющие температуру в целом около 1300°С, поступают в камеру 12 нагрева металлолома (которая находится под пониженным давлением за счет дымохода 42) через отверстие 28 выгрузки загрузочного материала.
Газы, выпускаемые из печи, обеспечивают нагрев загрузочного материала в камере предварительного нагрева двумя основными способами: посредством значительного тепла, которым обладает сам газ (который проходит через металлолом) и посредством сгорания несгоревшего моноксида углерода, имеющегося в выпускаемых из печи газах.
Участок 24 нагрева снабжен одним или несколькими отверстиями 34, выполненными с возможностью регулировки, расположенными в загрузочном туннеле в области участка 26 вблизи зоны подачи в печь предварительно нагретого металлолома, при этом отверстие 34 соединено с централизованной системой (38, показана на Фиг.2) управления.
Сгорание моноксида углерода, выходящего из печи (химическая реакция между горючим веществом - моноксидом углерода и поддерживающим горение веществом - например, воздухом) обеспечивается, поддерживается и сохраняется благодаря температуре газов (до 1300°С), которая в любом случае превосходит точку воспламенения.
Переменное раскрытие щели (щелей) 34 (а в общем случае и впрыскивание поддерживающего горение вещества) регулируется блоком управления технологической линии в (прямой или обратной) пропорции к сигналу, полученному от датчика (40) моноксида углерода или кислорода.
Датчик 40 моноксида углерода или кислорода расположен либо в выходном участке, либо все еще в зоне 24, но близко к выходному дымоходу 42 (как показано на Фиг.2).
Этот датчик 40 контролирует ввод воздуха через средство введения, содержащее отверстие 34, выполненное с возможностью переменного раскрытия, обеспечивающее быстрое изменение рабочих условий в ответ на изменение состава выпускаемых из печи газов.
Кислородный датчик 40, который также может быть газоанализатором нескольких газов, производит регулировку средства введения поддерживающего горение вещества на уровне сгорания в камере 12.
Небольшое количество воздуха поступает в герметичную зону 21, чтобы предотвратить неконтролируемое поступление воздуха в туннель 12 через средство 18 механического уплотнения.
Загрузка металлолома поступает в камеру предварительного нагрева на ленте конвейера через запорный элемент 18 механического уплотнения.
Средство обработки выпускаемых газов и всасывания предварительно нагретых газов соединено с камерой 12 посредством прохода 42 вблизи запорного элемента 18 механического уплотнения чуть выше него.
Область охраны изобретения определена приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установка для его осуществления | 1986 |
|
SU1493114A3 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ И СПОСОБ НЕПРЕРЫВНОГО ПОДОГРЕВА, ПЛАВЛЕНИЯ, РАФИНИРОВАНИЯ И РАЗЛИВКИ СТАЛИ | 2000 |
|
RU2224027C2 |
| ОБОРУДОВАНИЕ ДЛЯ ИЗМЕРЕНИЯ И КОНТРОЛЯ ЗАГРУЗОЧНОГО МАТЕРИАЛА, ВВОДИМОГО В ПЕЧЬ | 2019 |
|
RU2787926C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПОДАЧИ ЗАГРУЗОЧНОГО МАТЕРИАЛА ИЛИ МЕТАЛЛОЛОМА В ЭЛЕКТРИЧЕСКУЮ ДУГОВУЮ ПЕЧЬ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2006 |
|
RU2417346C2 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2009 |
|
RU2495941C2 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2023965C1 |
| РЕГЕНЕРАТИВНАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ И СПОСОБ ЕЕ РАБОТЫ | 1993 |
|
RU2107667C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| Способ выплавки стали в электродуговой печи | 2015 |
|
RU2610975C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2576277C2 |

Изобретение относится к области металлургии, в частности к производству стали. Устройство производства стали содержит средство для предварительного нагрева загрузочного материала и металлолома, поступающих в электрическую дуговую печь. Указанное средство содержит участок введения поддерживающего горение вещества в камеру предварительного нагрева или в загрузочный туннель для загрузочного материала и металлолома. Кроме того, оно содержит уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок нагрева и участок выгрузки загрузочного материала и металлолома в печь. Указанное средство введения поддерживающего горение вещества содержит по меньшей мере одно отверстие, выполненное с возможностью регулировки и расположенное в загрузочном туннеле. Устройство содержит также средство или ряд средств, типа механического уплотнения, не имеющего возможности автономного перемещения, расположенное во входной части или на участке ввода загрузочного материала и металлолома в загрузочный туннель или в камеру предварительного нагрева. Использование изобретения обеспечивает уменьшение неконтролируемого введения поддерживающего горение вещества в загрузочный туннель и выпуск пыли в окружающую среду. 4 н. и 6 з.п. ф-лы, 3 ил.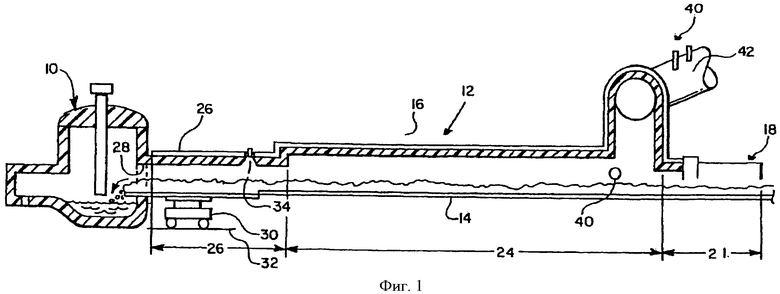
1. Устройство для предварительного нагрева загрузочного материала и металлолома, поступающих в электрическую дуговую печь для производства стали, содержащее камеру предварительного нагрева или загрузочный туннель, имеющий участок ввода загрузочного материала и металлолома, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок нагрева и участок выгрузки загрузочного материала и металлолома в печь, связанный с дымоходом для выпуска газов, отличающееся тем, что оно содержит средство введения поддерживающего горение воздуха в указанную камеру предварительного нагрева или в загрузочный туннель, причем указанное средство имеет по меньшей мере одно отверстие, выполненное с возможностью регулировки, расположенное в загрузочном туннеле и представляющее собой по меньшей мере одну щель с переменным раскрытием, расположенную на участке ввода загрузочного материала и металлолома в печь или на участке их выгрузки, причем указанное отверстие соединено с централизованной системой управления, вход которой соединен с датчиками кислорода или моноксида углерода, расположенными в указанном дымоходе или рядом с ним, и которая регулирует в пропорции к сигналу, полученному от указанных датчиков, ввод поддерживающего горение воздуха путем управления переменным раскрытием указанных щелей, при этом устройство содержит средство или ряд средств механического уплотнения, расположенное во входной части или на участке ввода загрузочного материала и металлолома в загрузочный туннель или в камеру предварительного нагрева, содержащее по меньшей мере один металлический или резиновый затвор во входной части или на участке ввода загрузочного материала и металлоллома в камеру предварительного нагрева или в загрузочный туннель, при этом указанный дымоход для выпуска газов расположен вблизи и выше указанных средств механического уплотнения.
2. Устройство по п.1, отличающееся тем, что указанное отверстие предусмотрено на крыше загрузочного туннеля около печи.
3. Устройство по п.1, отличающееся тем, что средство механического уплотнения содержит до пяти затворов, расположенных во входной, или холодной, части, на участке ввода загрузочного материала и металлолома в камеру предварительного нагрева, до пяти затворов, расположенных в промежуточной части на участке ввода загрузочного материала и металлолома в камеру предварительного нагрева, и до пяти затворов, расположенных в выходной, или самой теплой, части, на участке ввода загрузочного материала и металлолома в камеру предварительного нагрева.
4. Устройство по п.3, отличающееся тем, что затворы во входной, или холодной, части, на участке ввода загрузочного материала и металлолома в камеру предварительного нагрева выполнены из резины, или металла в виде гибких трубок, или тонких расположенных сбоку пластин.
5. Устройство по п.3, отличающееся тем, что затворы в промежуточной части на участке ввода загрузочного материала и металлолома в камеру предварительного нагрева выполнены из металлических листов с тонкими расположенными сбоку пластинами.
6. Устройство по п.3, отличающееся тем, что затворы в выходной, или самой теплой, части, на участке ввода загрузочного материала и металлолома в камеру предварительного нагрева выполнены из массивных железных панелей, шарнирно прикрепленных к верхней неподвижной конструкции камеры предварительного нагрева или загрузочного туннеля.
7. Устройство по п.1, отличающееся тем, что средство механического уплотнения составляет единое целое со средством динамического закрытия или динамическим уплотнением.
8. Способ предварительного нагрева загрузочного материала и металлолома, поступающих в электрическую дуговую печь для производства стали, включающий загрузку загрузочного материала и металлолома, предназначенных для поступления в печь, в камеру предварительного нагрева или в загрузочный туннель, содержащий последовательно участок ввода, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок нагрева и участок выгрузки загрузочного материала и металлолома в печь, связанный с дымоходом для выпуска газов, предварительный нагрев загрузочного материала и металлолома путем теплопередачи от горячих газов, покидающих печь, которые проходят через и поверх загрузочного материала и металлолома внутри указанной камеры, и предварительный нагрев загрузочного материала и металлолома посредством тепла, выделенного в результате сгорания внутри камеры несожженного моноксида углерода, выходящего из печи, отличающийся тем, что осуществляют введение поддерживающего горение воздуха посредством средства введения поддерживающего горение воздуха, содержащего по меньшей мере одно отверстие, выполненное с возможностью регулировки и представляющее собой по меньшей мере одну щель с переменным раскрытием, расположенную на участке ввода загрузочного материала и металлолома в печь или на участке их выгрузки, причем отверстие соединяют с централизованной системой управления, вход которой соединен с датчиками кислорода или моноксида углерода, расположенными в указанном дымоходе или рядом с ним, и которая регулирует в пропорции к сигналу, полученному от указанных датчиков, ввод поддерживающего горение воздуха путем управления переменным раскрытием указанных щелей, и располагают средства механического уплотнения, содержащие по меньшей мере один металлический или резиновый затвор во входной части или на участке ввода загрузочного материала и металлолома в загрузочный туннель или в камеру предварительного нагрева для уменьшения входа воздуха в участок ввода загрузочного материала в загрузочном туннеле или в камере предварительного нагрева, при этом указанный дымоход для выпуска газов располагают вблизи и выше указанных средств механического уплотнения.
9. Способ производства стали в электрической дуговой печи, включающий непрерывный предварительный нагрев загрузочного материала и металлолома, подачу указанного материала, содержащего железо, непосредственно восстановленное железо или их шихту, в электрическую дуговую печь, подачу в печь компонентов, формирующих шлак, и карбонизирующих компонентов, резистивный нагрев посредством электродов для плавления загрузочного материала и металлолома и образования внутри печи ванны с расплавленным металлом со слоем шлака на ванне, поддержание указанного шлака в пенообразном состоянии во время производства стали, поддержание максимальной мощности в печи во все время загрузки и плавления, прерывистый выпуск металла, поддерживающий жидкое зеркало расплавленного металла внутри печи, весом от 10 до 30% веса до выпуска металла, при этом предварительный нагрев загрузочного материала и металлолома включает загрузку загрузочного материала и металлолома, предназначенных для поступления в указанную печь, в протяженную камеру предварительного нагрева или в загрузочный туннель, содержащую последовательно участок ввода загрузочного материала и металлолома, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок нагрева и участок выгрузки загрузочного материала и металлолома в печь, который связан с дымоходом для выпуска газов, предварительный нагрев загрузочного материала и металлолома путем теплопередачи от горячих газов, покидающих печь, которые проходят через и поверх загрузочного материала и металлолома внутри указанной камеры, и предварительный нагрев загрузочного материала и металлолома посредством тепла, выделенного в результате сгорания внутри камеры несожженного моноксида углерода, выходящего из печи, отличающийся тем, что осуществляют введение поддерживающего горение воздуха посредством средства введения поддерживающего горение воздуха, содержащего по меньшей мере одно отверстие, выполненное с возможностью регулировки, расположенное на участке ввода загрузочного материала и металлолома в печь или на участке их выгрузки и представляющее собой по меньшей мере одну щель с переменным раскрытием, расположенную на участке ввода загрузочного материала и металлолома в печь или на участке их выгрузки, причем отверстие соединяют с централизованной системой управления, вход которой соединен с датчиками кислорода или моноксида углерода, расположенными в указанном дымоходе или рядом с ним, и которая регулирует в пропорции к сигналу, полученному от указанных датчиков, ввод поддерживающего горение воздуха путем управления переменным раскрытием указанных щелей, и располагают средства механического уплотнения, содержащие по меньшей мере один металлический или резиновый затвор, во входной части или на участке ввода загрузочного материала и металлолома в загрузочный туннель или в камеру предварительного нагрева, для уменьшения входа воздуха в участок ввода загрузочного материала и металлолома в загрузочном туннеле или в камере предварительного нагрева, при этом указанный дымоход для выпуска газов располагают вблизи и выше указанных средств механического уплотнения.
10. Устройство производства стали в электрической дуговой печи, содержащее электрическую дуговую печь для производства стали, предназначенную для плавления и очистки загрузочного металла внутри указанной печи, электроды, проходящие внутрь указанной печи на расстояние, расположенное ниже уровня шлака в ванне расплавленного металла, средство подачи, соединенное с указанной печью для введения загрузочного материала и металлолома внутрь указанной печи без необходимости вынимать электроды, средство дожигания, выполненное для взаимодействия со средством подачи для предварительного нагрева загрузочного материала и металлолома внутри указанного средства подачи, средство измерения и управления подачей загрузочного материала и металлолома, содержащее автоматическое средство управления подачей загрузочного материала и металлолома, и измерительное средство для добавленного загрузочного материала, согласованное со средством автоматического управления, средство механического уплотнения, расположенное на участке ввода загрузочного материала и металлолома в средство подачи, средство впрыскивания газа, сообщающееся с указанной печью сверху и/или снизу обычного уровня расплавленного металла в ванне, и средство наклона указанной печи для выполнения шлакоотделения и выпуска металла, причем указанное средство выпуска металла расположено таким образом, что указанный наклон печи в состоянии поддерживать зеркало расплавленного жидкого материала внутри указанной ванны весом от 10 до 30% веса до выпуска металла, при этом указанное средство подачи содержит камеру предварительного нагрева или загрузочный туннель, имеющий участок ввода загрузочного материала и металлолома, уплотняющий участок для предотвращения неконтролируемого поступления воздуха в туннель, участок нагрева и участок выгрузки загрузочного материала и металлолома в печь, связанный с дымоходом для выпуска газов, указанное средство дожигания содержит средство введения поддерживающего горения воздуха, содержащее по меньшей мере одно отверстие, выполненное с возможностью регулировки, расположенное на участке ввода загрузочного материала и металлолома в печь или на участке их выгрузки и представляющее собой по меньшей мере одну щель с переменным раскрытием, расположенную на участке ввода загрузочного материала и металлолома в печь или на участке их выгрузки, причем отверстие соединяют с централизованной системой управления, вход которой соединен с датчиками кислорода или моноксида углерода, расположенными в указанном дымоходе или рядом с ним, и которая регулирует в пропорции к сигналу, полученному от указанных датчиков, ввод поддерживающего горение воздуха путем управления переменным раскрытием указанных щелей, а средство механического уплотнения содержит по меньшей мере один металлический или резиновый затвор во входной части или на участке ввода загрузочного материала и металлолома в загрузочный туннель или в камеру предварительного нагрева для уменьшения входа воздуха в участок ввода загрузочного материала и металлолома в загрузочном туннеле или в камере предварительного нагрева, при этом указанный дымоход для выпуска газов расположен вблизи и выше указанных средств механического уплотнения.
| US 2001055739 A1, 27.12.2001 | |||
| US 2002088102 A1, 11.07.2002 | |||
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| Способ переплава мелкокускового скрапа | 1977 |
|
SU707972A1 |

