Изобретение относится к аддитивным технологиям, а именно к изготовлению корпуса наружного камеры сгорания малоразмерной газотурбинной установки (МГТУ) технологией прямого лазерного выращивания (ПЛВ) металлического порошка 12Х18Н10Т с последующими операциями механической обработки.
Традиционно корпуса камеры сгорания изготавливают из колец путем их предварительной раскатки с последующей сваркой и механической обработкой. Процесс раскатки колец является длительным, дорогостоящим, трудоемким и требует предельной точности и соблюдения технологических требований.
Работоспособность колец определяется уровнями их кратковременной прочности, ползучести, усталости. Эти эксплуатационные характеристики непосредственно зависят от структурного состояния, которое формируется при горячей обработке металлов давлением. При использовании технологии раскатки колец методом выдавливания наблюдается существенная структурная неоднородность, что приводит к большой неравномерности механических свойств.
В настоящее время применяется схема изготовления бесшовных кольцевых профилей раскаткой из кованой заготовки. Получение тонкостенных колец сложной формы с высокими фланцами при раскатке в одном калибре требует заготовок с высоким очагом деформации, что создает условие неравномерного истечения в очаге и получения разнозернистой структуры. При указанном способе коэффициент использования металла очень низок, он не превышает 0,2. Для получения тонкостенных фланцевых кольцевых профилей с однородной структурой и высокими механическими свойствами используется многокалиберная раскатка колец путем последовательного многопереходного оформления профиля. При рассмотрении процесса формообразования кольцевых профилей авиационных двигателей особое внимание уделяется напряженно-деформированному состоянию и формированию структуры. Эти параметры определяют высокие уровни механических свойств металла. Для повышения ресурса и надежности двигателей необходимо обеспечить прочность и однородность металла деформируемых заготовок. Высокая прочность и однородность металла раскатных колец обуславливается механизмом деформации металла, находящегося в зоне валков.
Разработка оптимальных режимов производства бесшовных экономичных и высококачественных кольцевых профилей для деталей МГТУ имеет актуальное значение и требует решения ряда вопросов, как по технологии, так и по металловедению.
Известен способ изготовления крупногабаритного сложноконтурного кольцевого изделия из жаропрочного сплава на никелевой основе (патент РФ № 2741046, МПК В21К 21/06, C22F 1/10, опубл. 22.01.2021). Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных сложноконтурных кольцевых изделий из жаропрочных сплавов на никелевой основе ЭП708, в частности корпуса турбины. Получают кольцевую заготовку путем осадки и последующей прошивки слитка вакуумного дугового переплава диаметром 500 мм. Из кольцевой заготовки горячей раскаткой за 3-5 циклов получают кольцо прямоугольного сечения. Каждый цикл включает методический нагрев и раскатку. После первого цикла осуществляют отжиг заготовки. Затем после горячей штамповки производят профильную раскатку заготовки и термическую обработку. Недостатком указанного способа является невозможность предотвращения трещинообразования в процессе обработки.
Известен «Способ изготовления цельнокатаных колец из жаропрочных никелевых сплавов» (патент РФ № 2349410, В21Н 1/06, C22F 1/10, опубл. 2007), включающий изготовление кованой кольцевой заготовки, ее нагрев, горячую раскатку в условиях, близких к изотермическим, и последующую термическую обработку полученного в результате раскатки кольца. Недостатком указанного способа является невозможность его применения для изготовления крупногабаритных и сложнопрофильных изделий.
Наиболее экономичным и высокопроизводительным методом получения сложно профильных заготовок кожухов камер сгорания является метод послойного лазерного выращивания.
Наиболее близким аналогом является способ изготовления высокоточной заготовки из порошка титанового сплава (патент РФ № 2709694, МПК В23К 26/342, В23К 26/60, B22F 3/105, С23С 4/12, С23С 4/18, B33Y 10/00, опубл. 2709694). Способ изготовления высокоточной заготовки из порошка титанового сплава, включающий послойное выращивание заготовки на установке прямого лазерного выращивания с использованием данных 3D-модели заготовки в программном обеспечении или внесенных оператором данных программы вручную с пульта оператора, фокусировку лазерного излучения в герметичной рабочей камере в зоне обработки порошка с помощью оптической системы лазерной головки, подачу порошка в зону воздействия лазерного излучения и послойное наплавление слоев заготовки из порошка посредством перемещения осциллированного лазерного излучения, отличающийся тем, что послойное наплавление слоев заготовки из порошка ведут в заполненной аргоном до избыточного давления герметичной рабочей камере, при этом лазерное излучение осциллируют с помощью модуля колебаний, встроенного в лазерную головку, с частотой 300-1000 Гц и амплитудой 0,5-5 мм, причем мощность лазерного излучения изменяют программно по точкам в диапазоне 0,3-5 кВт и обеспечивают линейную скорость перемещения осциллированного лазерного излучения в диапазоне 5-50 мм/с.
Недостатком способа является недостижение требуемой структуры и механических свойств для изделий энергоустановок за счет высокой толщины валиков, из-за которых наблюдается высокая шероховатость выращенных изделий, а также возможность появления таких дефектов как несплошности в виде рыхлоты, пор и спаев.
Технический результат заключается в увеличении механических характеристик изделий (800 МПа), улучшении шероховатости материала (Ra 1.6), обеспечении допуска кольцевых заготовок на диметре до 1000 мм, достигаемых за счет применения комплексной технологии прямого лазерного выращивания из металлического порошка 12Х18Н10Т.
Технический результат достигается за счет того, что согласно способу получения корпуса наружного камеры сгорания МГТУ из металлического порошка 12Х18Н10Т, включающему технологию прямого лазерного выращивания и последующую механическую обработку заготовок, формируется требуемая микроструктура, обеспечивающая механические свойства.
Механическая прочность деталей из металлических порошков нержавеющей стали, полученных методами аддитивных технологий, существенно зависит от размеров и морфологии зерен, а также геометрии и параметров образования наплавочного валика. Мелкозернистой микроструктуре в материале, получаемом при аддитивном производстве, соответствует более высокая твердость и предел прочности на растяжение по сравнению с деталями, получаемыми методами литья. Для обеспечения повышенных механических свойств в отливках используют технологию направленной кристаллизации. При изготовлении заготовки корпуса наружного камеры сгорания МГТУ на базе прямого лазерного выращивания из металлического порошка 12Х18Н10Т для обеспечения повышенных механических свойств за счет улучшения микроструктуры был применен метод оптимизации технологических режимов.
Установлено, что прямое лазерное выращивание образцов из сплава 12Х18Н10Т приводит к формированию структуры с каплевидными границами размером 200×100 мкм, через которые проходят очень мелкие субзерна. При фиксировании мощности лазерного излучения на уровне 1000-1200 Вт и изменении скорости сканирования структура образцов изменяется. При скорости менее 20 мм/с структура представляет собой турбулентные завихрения, которые сосредоточены внутри области каплевидной формы, формирующиеся сканирующим лазерным лучом. Увеличение скорости сканирования до 20 мм/с приводит к практически полному исчезновению турбулентной составляющей.
На фигуре 1 представлена макроструктура образцов из 12Х18Н10Т, полученных по технологии ПЛВ.
Прямое лазерное выращивание образцов из металлического порошка 12Х18Н10Т приводит к формированию структуры с ГЦК-решеткой с каплевидными границами.
Прямое лазерное выращивание образцов из металлического порошка 12Х18Н10Т осуществлялось при следующих режимах: диаметр пятна: 2-2,5 мм, ширина валика: 1,8-2,2 мм, мощность: 1000-1300 Вт, скорость: 15-22 мм/с, смещение по ширине: 1,33 мм, смещение по высоте: 0,6 мм, расходы порошка: первый валик - 13,6 г/мин; внутренние валики - 10,8 г/мин; последний валик - 12,8 г/мин; КЗП =85%, КЗУ =10.
Было изготовлено 6 образцов размерами 120x20x10 мм по следующим технологическим режимам ПЛВ (по 2 образца на каждый режим):
I режим: диаметр пятна: 2 мм, ширина валика: 1,8 мм, мощность: 1000 Вт, скорость: 15 мм/с,
II режим: диаметр пятна: 2 мм, ширина валика: 2,0 мм, мощность: 1200 Вт, скорость: 20 мм/с,
III режим: диаметр пятна: 2,5 мм, ширина валика: 2,2 мм, мощность: 1300 Вт, скорость: 22 мм/с.
Максимальный размер пор в образцах составил до 0,012 мм.
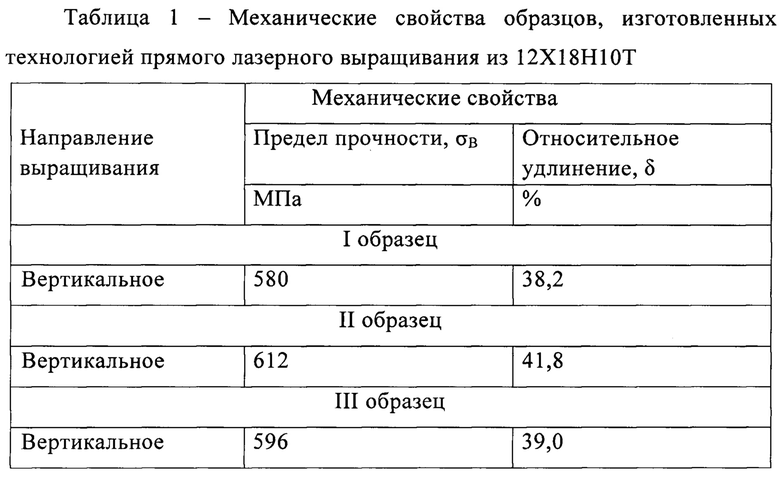
Результаты испытаний механических свойств образцов, изготовленных предлагаемым способом, представлены в таблице 1.
На фигуре 2 представлены образцы, выращенные по технологии ПЛВ.
На фигуре 3 показаны выращенный образец корпуса наружного камеры сгорания на оптимальных режимах прямого лазерного выращивания.
Для механической обработки применяли токарную операцию подрезки торца, чистовой обточки наружной поверхности и расточка отверстия  312+0,052 мм на длину 4,5 мм.
312+0,052 мм на длину 4,5 мм.
Таким образом, предлагаемый способ позволяет изготавливать функциональные заготовки корпусов камер сгорания МГТУ с достаточным уровнем механических свойств - 612 МПа и шероховатости Ra1.6.
В результате этого применение предлагаемого способа изготовления корпуса наружного камеры сгорания малоразмерной газотурбинной установки (МГТУ) позволит повысить ресурс, снизить затраты на изготовление технологической оснастки, сократить время изготовления подобных деталей в несколько раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения кожухов камеры сгорания индустриальных двигателей с применением комплексной технологии прямого лазерного выращивания | 2023 |
|
RU2830597C1 |
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| Способ получения пресс-формы для запрессовки стержневых моделей методом селективного лазерного сплавления металлического порошка нержавеющей стали | 2023 |
|
RU2831287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ ТИПА АК | 2018 |
|
RU2695856C1 |
| Способ изготовления детали типа шлиц-шарнир методом селективного лазерного сплавления металлического порошка титанового сплава | 2023 |
|
RU2825235C1 |
| СПОСОБ ПОВЫШЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ СТАЛИ АБ2-1 ПРИ ОСУЩЕСТВЛЕНИИ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2019 |
|
RU2724210C1 |
| Малоразмерная газотурбинная установка | 2024 |
|
RU2819326C1 |
| ГРАДИЕНТНЫЙ МАТЕРИАЛ ДЛЯ СОЕДИНЕНИЯ ТИТАНОВОГО СПЛАВА BT1-0 С НЕРЖАВЕЮЩЕЙ СТАЛЬЮ 316L МЕТОДОМ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ | 2022 |
|
RU2800900C1 |
| СПОСОБ АДДИТИВНОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2022 |
|
RU2800693C1 |
| Способ изготовления полого диска газотурбинного двигателя | 2018 |
|
RU2672989C1 |
Изобретение относится к области аддитивных технологий, в частности, к способу изготовления корпуса наружного камеры сгорания малоразмерной газотурбинной установки (МГТУ). Деталь изготавливают из порошка нержавеющей стали 12Х18Н10Т путем прямого лазерного выращивания при диаметре пятна 2-2,5 мм, ширине валика 1,8-2,2 мм, мощности 1000-1300 Вт, скорости 15-22 мм/с, смещении по ширине 1,33 мм, смещении по высоте 0,6 мм и расходе порошка на первый валик 13,6 г/мин, на внутренние валики - 10,8 г/мин, на последний валик - 12,8 г/мин. Затем проводят токарную обработку, включающую подрезку торца, чистовую обточку наружной поверхности и расточку отверстия  312+0,052 мм на длину 4,5 мм. Обеспечивается получение изделия с прочностью 612 МПа и шероховатостью Ra1.6. 3 ил., 1 табл.
312+0,052 мм на длину 4,5 мм. Обеспечивается получение изделия с прочностью 612 МПа и шероховатостью Ra1.6. 3 ил., 1 табл. 
Способ получения корпуса наружного камеры сгорания малоразмерной газотурбинной установки (МГТУ), включающий технологию прямого лазерного выращивания металлического порошка, отличающийся тем, что в качестве металлического порошка используют металлический порошок стали 12Х18Н10Т, осуществляют прямое лазерное выращивание с образованием наплавочных валиков при следующих режимах: диаметр пятна 2-2,5 мм, ширина валика 1,8-2,2 мм, мощность 1000-1300 Вт, скорость 15-22 мм/с, смещение по ширине 1,33 мм, смещение по высоте 0,6 мм, расход порошка на первый валик 13,6 г/мин, расход порошка на внутренние валики 10,8 г/мин, расход порошка на последний валик 12,8 г/мин, после чего проводят токарную обработку, включающую подрезку торца, чистовую обточку наружной поверхности и расточку отверстия  312+0,052 мм на длину 4,5 мм с обеспечением шероховатости Ra1.6 и прочности материала 612 МПа.
312+0,052 мм на длину 4,5 мм с обеспечением шероховатости Ra1.6 и прочности материала 612 МПа.
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
| Способ изготовления машинных компонентов с помощью аддитивного производства | 2015 |
|
RU2725893C2 |
| Способ получения деталей из жаропрочных никелевых сплавов, включающий технологию селективного лазерного сплавления и термическую обработку | 2018 |
|
RU2674685C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА TINI С ПРОГНОЗИРУЕМЫМИ СВОЙСТВАМИ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2021 |
|
RU2772811C1 |
| US 2022062995 A1, 03.03.2022 | |||
| US 2022001449 A1, 06.01.2022. | |||

