ОБЛАСТЬ ТЕХНИКИ
[0001] В настоящем документе описаны улучшенные способы изготовления компонентов с использованием аддитивного производства. Более конкретно, в описании предложен улучшенный способ изготовления тонкостенных пустотелых компонентов для сокращения времени производства, снижения расходов и уменьшения расходов материалов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Методы аддитивного производства были предложены в нескольких областях производства. Более конкретно, аддитивное производство было предложено для изготовления кольцевых или цилиндрических компонентов турбомашины, таких как, например, фланцы и корпуса секций компрессоров и турбин. Они представляют собой толстостенные и крупные элементы оборудования, которые должны выдерживать условия высоких внутренних давлений и высоких температур и которые также должны быть достаточно прочными для противостояния удару любой вращающейся лопатки, которая может сломаться внутри турбомашины. В публикации US 2018/0221958 описаны способы изготовления частей турбомашин с использованием гибридных технологий аддитивного производства.
[0003] Аддитивное производство предпочтительно для производства толстостенных внешних компонентов кольцевой формы турбомашин, поскольку методы аддитивного производства предоставляют большую геометрическую гибкость по сравнению с методами субтрактивного производства или методами литья. Аддитивное производство также может обеспечить сокращение расходов и гибкость за счет того, что изменения в процессе изготовления могут вноситься без необходимости в смене оснастки.
[0004] Однако аддитивное производство имеет некоторые ограничения в области производства тонкостенных компонентов, в основном из-за высоких термоиндуцированных напряжений и последующих деформаций, вызываемых процессом аддитивного производства.
[0005] Тонкостенные компоненты, такие как компоненты турбомашины, имеющие толщину стенки приблизительно или менее 10 мм, например приблизительно или менее 5 мм, обычно производят путем ковки, токарной вытяжки или сварки предварительно формованных листов. Основной проблемой в настоящее время является контроль допусков формы.
[0006] Таким образом, существует потребность в улучшении производства тонкостенных компонентов большого диаметра, таких как части турбомашин.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] В общем, в настоящем документе описан способ изготовления пустотелого компонента турбомашины, включающий этап последовательного изготовления путем аддитивного производства на подложке: первой концевой части полуфабриката компонента, причем указанная первая концевая часть сцеплена с подложкой за счет адгезии; промежуточного участка, примыкающего к первой концевой части; и второй концевой части, примыкающей к промежуточному участку. Способ дополнительно включает этап удаления по меньшей мере одной из указанных первой концевой части и второй концевой части. Удаляемые концевые части могут включать в себя элемент, не образующий часть готового изготавливаемого компонента, но который предназначен для уменьшения термоиндуцированных напряжений и деформаций в готовом компоненте. В некоторых вариантах осуществления удаляемая концевая часть может включать в себя элемент жесткости, например повышающий жесткость фланец. В других вариантах осуществления удаляемая концевая часть включает в себя дополнительную часть из металлического материала, в которой концентрируются термоиндуцированные деформации, так что реальный готовый компонент, получаемый после удаления концевой части, будет свободен или по существу свободен от деформаций.
[0008] А именно, в настоящем изобретении предлагается способ изготовления крупногабаритного тонкостенного компонента турбомашины, имеющего первый конец, промежуточный участок и второй конец, включающий: изготовление полуфабриката компонента путем аддитивного производства с использованием последовательного лазерного осаждения металлического порошка и формирования на подложке первой защитной концевой части полуфабриката, которая сцеплена с подложкой за счет адгезии, примыкающего к первой концевой части промежуточного участка и второй защитной концевой части, примыкающей к промежуточному участку; и удаление по меньшей мере одной из первой или второй защитных концевых частей с получением готового компонента турбомашины и обеспечением снижения его термоиндуцированной деформации. В частных вариантах осуществления способ дополнительно включает по меньшей мере один из следующих этапов: отделение компонента от подложки; механическая обработка подложки для получения готового компонента турбомашины. Промежуточный участок, изготовленный путем аддитивного производства, имеет окончательную форму промежуточного участка указанного компонента. Указанный этап удаления указанной по меньшей мере одной концевой части включает этап механической обработки одного из подложки, первой защитной концевой части и второй защитной концевой части с получением фланца на одном из первого конца и второго конца указанного компонента. Одна из первой защитной концевой части или второй защитной концевой части включает элемент жесткости, причем этап удаления по меньшей мере одной из первой защитной концевой части и второй защитной концевой части включает этап удаления элемента жесткости. Этап изготовления второй защитной концевой части включает этап формирования удаляемого защитного продолжения промежуточного участка, имеющего по меньшей мере сечение с переменным поперечным размером, предпочтительного конической части, с первым, меньшим, диаметром и вторым, большим, диаметром; причем первый, меньший, диаметр предпочтительно расположен проксимально к промежуточному участку, а указанный второй, больший, диаметр предпочтительно обращен от указанного промежуточного участка. Указанная по меньшей мере одна из первой защитной концевой части и второй защитной концевой части включает удаляемый элемент, выполненный с возможностью концентрирования в себе термоиндуцированных деформаций. Удаляемый элемент включает удаляемый фланец. По меньшей мере промежуточный участок компонента имеет толщину, составляющую от приблизительно 0,5 мм до приблизительно 5 мм и предпочтительно от приблизительно 1 мм до приблизительно 4 мм. Промежуточный участок имеет максимальный поперечный размер, составляющий от приблизительно 400 мм до приблизительно 3000 мм, предпочтительно от 500 мм до приблизительно 2000 мм. Этап изготовления путем аддитивного производства включает этап использования волоконного лазера в качестве источника энергии для плавления металлического порошка. Этап изготовления путем аддитивного производства включает этап использования лазерного источника, формирующего лазерное пятно с диаметром, составляющим от приблизительно 400 микрометров до приблизительно 700 микрометров, предпочтительно от приблизительно 500 микрометров до приблизительно 650 микрометров, в пределах которого интенсивность лазера является по существу постоянной и предпочтительно составляет от приблизительно 200 кВт/см2 до приблизительно 240 кВт/см2. Лазерный источник имеет параметр ВРР от приблизительно 5 мм*рад до приблизительно 40 мм*рад. Предлагается также способ изготовления крупногабаритного тонкостенного компонента турбомашины путем аддитивного производства с использованием трехмерной модели указанного компонента, имеющей по меньшей мере одну защитную концевую часть, содержащую удаляемый защитный элемент компонента, включающий: изготовление полуфабриката компонента на устройстве аддитивного производства с использованием трехмерной модели путем последовательного лазерного осаждения металлического порошка и формирования на подложке первой защитной концевой части полуфабриката, которая сцеплена с подложкой за счет адгезии, примыкающего к первой защитной концевой части промежуточного участка и второй защитной концевой части, примыкающей к промежуточному участку; причем по меньшей мере одна из указанных первой или второй концевых частей содержит удаляемый защитный элемент; и удаление по меньшей мере одной из первой или второй защитных концевых частей с получением готового компонента турбомашины и обеспечением снижения его термоиндуцированной деформации. Указанный способ может дополнительно включать этап обеспечения термоиндуцированной деформации в удаляемом защитном элементе при охлаждении компонента и удаления термодеформированного удаляемого защитного элемента из компонента после охлаждения. Также предлагается крупногабаритный тонкостенный компонент турбомашины, содержащий первый конец, промежуточный участок и второй конец, и изготовленный вышеописанными способами. Кроме того предлагается полуфабрикат для изготовления выше указанного крупногабаритного тонкостенного компонента турбомашины, содержащий первую защитную концевую часть, промежуточный участок и вторую защитную концевую часть, при этом по меньшей мере одна защитная концевая часть выполнена с возможностью удаления и снижения термоиндуцированной деформации готового компонента турбомашины. Дополнительные элементы и варианты осуществления способа в соответствии с настоящим описанием показаны в представленном ниже подробном описании.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0009] Более полную оценку описанных вариантов осуществления изобретения и многих сопутствующих ему преимуществ можно легко получить и лучше понять изобретение в ходе изучения следующего подробного описания, рассматриваемого в связи с сопровождающими его чертежами, причем:
на Фиг. 1 показана схема устройства лазерного порошкового осаждения металла;
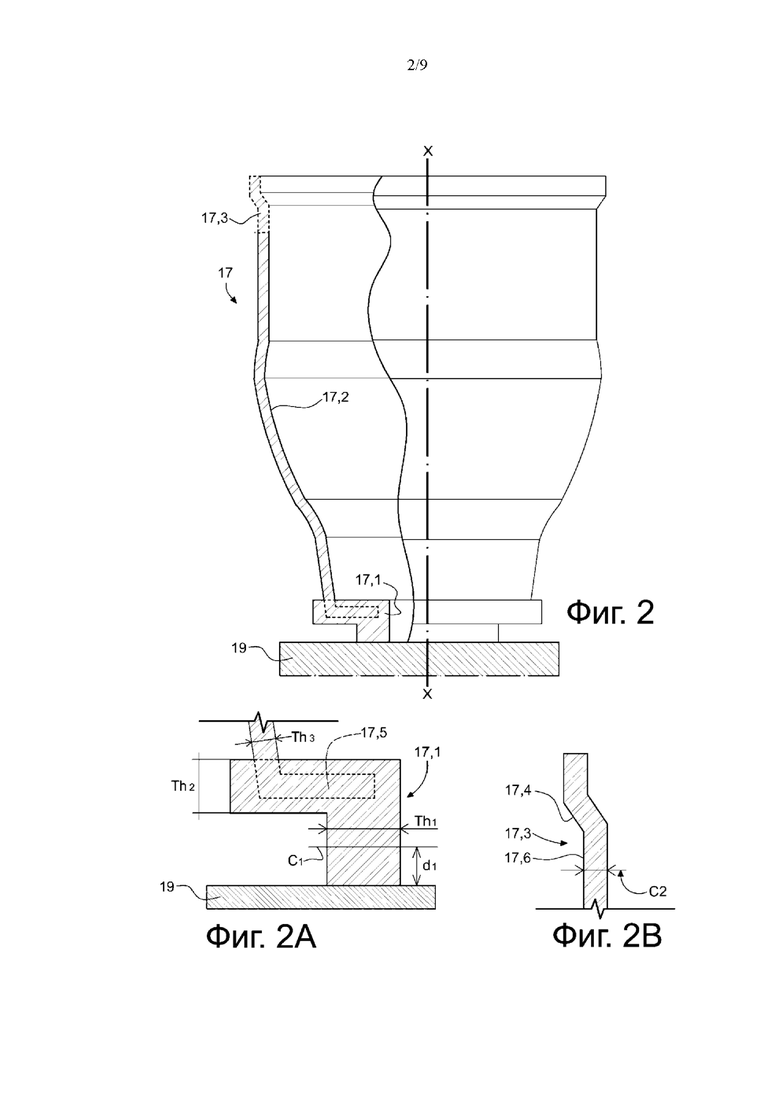
на Фиг. 2 показан вид в сечении полуфабриката компонента, изготовленного путем аддитивного производства в одном варианте осуществления;
на Фиг. 2А и 2В показаны в увеличенном виде концевые части полуфабриката компонента по Фиг. 2;
на Фиг. 3 показан вид в сечении компонента, полученного путем удаления концевых частей полуфабриката компонента по Фиг. 2;
на Фиг. 4 показан вид в сечении дополнительного варианта осуществления полуфабриката компонента, изготовленного путем аддитивного производства в дополнительном варианте осуществления;
на Фиг. 5 показан вид в сечении компонента, полученного путем удаления концевой части полуфабриката компонента по Фиг. 4;
на Фиг. 6, 7, 8, 9, 10, 11, 12, 13 и 14 приведены блок-схемы способов в соответствии с настоящим описанием; и
на Фиг. 15 и 16 приведены схематические виды в сечении соответственно цилиндрических и кольцевых камер сгорания и их соответствующих компонентов, которые могут быть изготовлены с использованием описанных в настоящем документе способов.
ПОДРОБНОЕ ОПИСАНИЕ
[0010] Для снижения расходов и сокращения времени производства, а также для достижения повышенной гибкости производства крупногабаритных тонкостенных компонентов турбомашины в описанном в настоящем документе способе предусмотрены этапы, направленные на снижение или избежание термоиндуцированных деформаций, таких как коробление, готового компонента, так что по завершении процедуры аддитивного производства можно получить компонент окончательной формы или практически окончательной формы.
[0011] Поскольку термоиндуцированные деформации концентрируются у одной или обеих концевых частей компонента, изготавливаемого методами аддитивного производства, в описанном в настоящем документе способе предусмотрено изготовление полуфабриката компонента, который включает в себя по меньшей мере одну концевую часть, которая будет с него удалена. Такую удаляемую защитную концевую часть можно разработать таким образом, чтобы недопустимые деформации, т.е. такие деформации, которые не могут присутствовать в готовом продукте, полностью локализовались в удаляемой защитной концевой части, которую удаляют при охлаждении компонента. В некоторых вариантах осуществления удаляемую защитную концевую часть выполняют с возможностью придания большей жесткости компоненту, так что термоиндуцированные деформации исключаются или существенно уменьшаются.
[0012] Для этого может быть подготовлена трехмерная модель готового компонента, которая включает в себя дополнительные элементы, которые будут удалены из готового компонента. Вкратце, может быть создана 3D-модель в системе автоматизированного проектирования (САПР-модель), которая включает в себя дополнительные удаляемые элементы на одном или обоих ее концах. Устройство аддитивного производства выполняет обработку под управлением компьютера с помощью САПР-модели, так что полученный в результате аддитивного производства готовый продукт включает в себя один или более удаляемых элементов, в которых концентрируются деформации, такие как коробление, усадка или иные термоиндуцированные деформации. При удалении этих частей можно получить компонент окончательной формы или практически окончательной формы.
[0013] Концентрирование провоцируемых термоиндуцированными напряжениями деформаций или артефактов в удаляемых защитных концевых частях позволяет изготавливать крупноразмерные и тонкостенные компоненты путем аддитивного производства.
[0014] Таким образом компоненты, которые в существующем уровне техники изготавливают путем сварки предварительно формованных листов или прямой токарной обработки из заготовок-полуфабриката, изготавливаемых путем ковки или токарной вытяжки, можно производить методами аддитивного производства с получением таких преимуществ, как сокращение затрат, сокращение сроков поставки, сокращение времени до испытания новых компонентов, а также уменьшение толщины компонентов.
[0015] Стандартными терминами, используемыми в промышленности для описания изготовления трехмерных (3D) объектов с использованием лазерного луча для спекания или плавления мелкодисперсного порошка, являются селективное лазерное спекание, прямое лазерное спекание, селективное лазерное плавление и прямое лазерное плавление. Например, в патенте США № 4,863,538 и патенте США № 5,460,758 описаны стандартные методы лазерного спекания. Более точно, спекание означает объединение (агломерацию) частиц порошка при температуре ниже точки плавления материала порошка, а плавление означает полное расплавление частиц порошка для получения сплошной однородной массы. Связанные с лазерным спеканием или лазерным плавлением физические процессы включают передачу тепла порошковому материалу и затем либо спекание, либо расплавление порошкового материала. В общем указанные выше процессы проводят на многоразовой или удаляемой защитной подложке. В указанных выше процессах традиционно платформу для построения компонента отделяют от сформированного компонента после окончания построения компонента.
[0016] В описанных в настоящем документе способах предпочтительно используют лазерное порошковое осаждение металла, за счет чего можно обеспечить более точную окончательную форму компонента, например, в некоторых вариантах осуществления, можно достичь высокого качества поверхности и низкой шероховатости поверхности без необходимости в полировке поверхности или иных дорогостоящих и продолжительных этапах конечной обработки.
[0017] На Фиг. 1 представлено схематическое изображение, показывающее пример устройства 1 лазерного порошкового осаждения металла для аддитивного производства. Устройство 1 включает стол 3 и головку 5. Стол 3 может быть выполнен с возможностью вращения вокруг оси вращения А-А, например, под воздействием электродвигателя 7. В некоторых вариантах осуществления стол 3 также может быть наклонен вокруг осей наклона, например горизонтальной оси, в соответствии со стрелкой В. Ось наклона В может представлять собой ось с числовым программным управлением.
[0018] Головка 5 включает источник 9 энергии, например, электроннолучевую пушку, источник плазмы или предпочтительно источник электромагнитного излучения. В особо преимущественных вариантах осуществления описанных в настоящем документе способов в качестве источников энергии используют лазеры. Головка 5 дополнительно включает сопло 11, соединенное с источником 13 подачи порошка, и источник защитного газа 15. Порошковый материал 52 подается через сопло 11 источником 13 подачи порошка. Порошок Р от источника 13 подачи порошка подается вместе с защитным газом G от источника защитного газа 15 через сопло 11. При подаче порошка через сопло 11 порошок расплавляется в плавильную каплю М под воздействием энергии от источника 9, например лазерного луча LB.
[0019] Производство компонента 17 может начинаться от подложки 19, которая может быть прикреплена к столу 3 таким образом, чтобы перемещаться вместе с ним в процессе производства.
[0020] Начиная от подложки 19, металлический порошок Р расплавляется в каплю М и затем затвердевает. Путем перемещения головки 5 и стола 3 относительно друг друга можно накладывать слои расплавленного порошка на подложку или на ранее затвердевшие участки.
[0021] Головку 5, стол 3 и подложку 19 или все вместе можно опустить и/или переместить для расплавления порошка Р на любой части подложки 19 и/или на ранее затвердевшем участке компонента 17 до тех пор, пока компонент 17 не будет полностью сформирован из множества осажденных слоев, состоящих из расплавленного порошка Р. Более конкретно, для производства аксиально симметричных компонентов 17 стол 3 и подложку 19 поддерживают во вращательном движении вокруг вертикальной оси А-А и головку 5 и стол 3 перемещают вдоль трех взаимно ортогональных осей X, Y, Z с использованием числового программного управления. Наклон с числовым программным управлением вокруг оси наклона, т.е. оси вращения, В, можно использовать для изготовления имеющих фланцы частей компонента 17. В некоторых вариантах осуществления может быть предусмотрено больше осей вращения с числовым программным управлением.
[0022] Описанный в настоящем документе способ может оказаться особенно полезным для производства тонкостенных аксиально симметричных компонентов турбомашины. Однако ряд тонкостенных компонентов турбомашин могут иметь пустотелую несимметричную форму. Это, в частности, характерно для так называемых переходных элементов цилиндрических камер сгорания газотурбинных двигателей, как будет описано далее. В описанном в настоящем документе способе также достигается ряд преимуществ для производства таких асимметрических компонентов. В этом случае производство потребует более сложных взаимных перемещений стола 3 и головки 5 устройства 1 аддитивного производства.
[0023] Источник 9 энергии и работающие с использованием числового программного управления оси X, Y, Z, В, а также электродвигатель 7 могут управляться компьютерной системой, показанной схематически как элемент 21, включая процессор и память. Компьютерная система 21 может определять заранее заданный путь для каждой расплавленной капли и затем формируемой из нее затвердевшей гранулы, и источник энергии 9 может обеспечивать облучение порошкового материала в соответствии с запрограммированным путем.
[0024] Указанный выше процесс аддитивного производства может работать под управлением компьютерной системы 21, выполняющей управляющую программу. В компьютерную систему 21 в качестве входных данных можно вводить трехмерную модель 23 для формируемого компонента 17. Например, трехмерную модель генерируют с использованием компьютерной программы автоматизированного проектирования (САПР). Компьютерная система 21 анализирует модель 23 и генерирует смещения по работающим с использованием числового программного управления осям X, Y, Z, В в соответствии с моделью 23 для производства компонента 17.
[0025] Описанный выше процесс аддитивного производства предполагает концентрацию энергии и создание больших градиентов температуры внутри формируемого компонента 17. В результате последующего затвердевания наложенных слоев обеспечивают термоиндуцированные напряжения в затвердевшем компоненте. Как правило, необходимы процессы снятия напряжений и процедуры постобработки. Геометрия компонента 17 должны быть такой, чтобы термоиндуцированные напряжения не приводили к деформации компонента, что привело бы к несоответствию формы компонента 17 с 3D-моделью. Термоиндуцированные напряжения и вызываемые ими деформации компонента после затвердевания представляют собой значительное препятствие для производства крупногабаритных тонкостенных компонентов, которые не могут противостоять большим термоиндуцированным напряжениям и подвергаются короблению или деформации.
[0026] В соответствии с описанным в настоящем документе способом предложен новый подход к аддитивному производству, в котором преодолеваются ограничения методов существующего уровня техники, причем аддитивное производство также можно использовать для изготовления тонкостенных компонентов большого диаметра с аксиально симметричной или несимметричной формой, таких как жаровые трубы камеры сгорания, компоненты кольцевых камер сгорания, переходные элементы или иные тонкостенные компоненты турбомашинного оборудования, в частности, компоненты турбомашинного оборудования, находящиеся внутри или вокруг пути горячего газа при сжигании.
[0027] В общих терминах 3D-модель, используемая для управления работой устройства 1 аддитивного производства, включает в себя части или элементы, которые не планируется включать в готовый компонент 17. Таким образом, эти части или элементы обеспечивают удаляемые защитные части компонента 17, т.е. части, которые будут удалены из готового компонента и которые разработаны таким образом, чтобы термоиндуцированные деформации концентрировались в них и удалялись от остальной части компонента. При таком подходе термоиндуцированные деформации будут локализоваться в удаляемых защитных частях, а не в самом изготавливаемом готовом компоненте.
[0028] В некоторых вариантах осуществления удаляемый защитный элемент может включать в себя часть большей толщины, которая не деформируется под воздействием термоиндуцированных напряжений, или часть, форма которой является такой, чтобы повысить жесткость и тем самым уменьшить термоиндуцированные деформации компонента или ограничить местоположение деформаций удаляемой частью полуфабриката компонента, формируемого устройством 1 аддитивного производства.
[0029] В некоторых вариантах осуществления удаляемая защитная часть добавляет вариации поперечных размеров пустотелого компонента. Вариации поперечных размеров оказывают на тонкостенную структуру компонента повышающий жесткость эффект. Например, аксиально симметричный элемент оборудования, имеющий по существу постоянный диаметр, легко подвержен термоиндуцированным деформациям. Обеспечение на нем концевой части конической формы, имеющей изменяющийся размер в диаметре, или в общем части с непостоянным диаметром придает структуре жесткость против коробления или иных термоиндуцированных деформаций. При охлаждении компонента коническая концевая часть может быть удалена. Аналогичного эффекта можно достичь также для несимметричного компонента. В общих терминах жесткость стенки относительно коробления или иных деформаций можно повысить путем формирования на ней переходной области, которая вводит скачкообразное изменение пространственных размеров.
[0030] Положение и размер удаляемых защитных частей или элементов таковы, что остаточные деформации в готовом компоненте пренебрежимо малы, т.е. находятся в пределах допусков на размеры и форму. При затвердевании полуфабриката компонента его удаляемые защитные элементы или части удаляют вместе со сконцентрированными в них термоиндуцированными деформациями.
[0031] На Фиг. 3 показан вид в сечении крупногабаритного тонкостенного компонента 17, например аксиально симметричного компонента камеры сгорания для газовой турбины. Компонент 17 по Фиг. 3 приведен исключительно в качестве примера. Специалисты в данной области поймут, что описываемый ниже подход к конструированию в отношении примера компонента 17 по Фиг. 3 можно использовать для производства широкого спектра различных аксиально симметричных или несимметричных компонентов.
[0032] Компонент 17 по Фиг. 3 получают путем аддитивного производства полуфабриката компонента, на обоих концах которого обеспечены удаляемые защитные части, и путем последующего удаления указанных удаляемых защитных частей. В качестве примера компонент 17 по Фиг. 3 имеет основное тело аксиально симметричной формы. Продольная ось компонента 17 указана как ось X-X. Компонент 17 на Фиг. 3 имеет первый конец 17А и второй конец 17В. Более конкретно, первый конец 17А включает фланец, обращенный радиально внутрь в направлении оси Х-Х, а второй конец 17 В оканчивает по существу цилиндрическую часть компонента 17, т.е. часть постоянного диаметра.
[0033] Готовый компонент 17 получают, начиная с 3D-модели в САПР компонента, которую используют в устройстве 1 аддитивного производства для формирования полуфабриката изготавливаемого изделия, включая удаляемые защитные концевые части, которые удаляют после охлаждения. На Фиг. 2 показан полуфабрикат компонента 17.
[0034] Поскольку на Фиг. 2 представлен полуфабрикат компонента 17, сформированный устройством 1 аддитивного производства под управлением компьютерной системы 21 с использованием 3D-модели 23, форма виртуальной 3D-модели совпадает с формой полуфабриката компонента 17, получаемого в конце процесса аддитивного производства, за исключением термоиндуцированных деформаций, которые появятся в затвердевшем полуфабрикате компонента. Таким образом, приведенное ниже описание формы полуфабриката компонента 17 применимо как к виртуальной 3D-модели компонента, так и к затвердевшему полуфабрикату компонента 17, сформированному устройством 1 аддитивного производства.
[0035] Полуфабрикат компонента 17, сформированный по 3D-модели 23, а также задаваемый такой моделью виртуальный компонент включают в себя первую концевую часть 17.1, промежуточный участок 17.2 и вторую концевую часть 17.3. Производство начинается с изготовления первой концевой части 17.1 на подложке 19. В показанном на Фиг. 2 примере осуществления первая концевая часть 17.1 имеет форму удаляемого защитного фланца. Как лучше видно на увеличенном чертеже на Фиг. 2А, первая концевая часть 17.1 имеет форму фланца с L-образным сечением. Как будет разъяснено далее, фланец будут подвергать механической обработке для формирования концевой части в форме фланца готового компонента. В некоторых вариантах осуществления значения толщины Th1, Th2 нескольких частей фланца превышают толщину Th3 промежуточного участка 17.2 компонента 17.
[0036] Вторая концевая часть 17.3 полуфабриката компонента 17 лучше показана на увеличенном чертеже на Фиг. 2 В. В примере осуществления, показанном на Фиг. 2, 2В, вторая концевая часть 17.3 включает в себя элемент жесткости, т.е. удаляемую защитную часть полуфабриката компонента, назначение которой состоит в повышении общей жесткости тонкостенного компонента и его устойчивости к термоиндуцированным деформациям. В варианте осуществления, показанном на Фиг. 2, 2В, элемент жесткости включает в себя повышающий жесткость конический фланец 17.4, который своим меньшим диаметром примыкает к промежуточному участку 17.3 компонента 17, а своим большим диаметром обращен от промежуточного участка 17.3 и образует свободный конец полуфабриката компонента 17, формируемого путем аддитивного производства на устройстве 1.
[0037] В общих терминах элемент жесткости может включать в себя часть стенки полуфабриката компонента с обеспечением плавного или предпочтительно скачкообразного измерения размеров компонента в сечении.
[0038] Обе концевые части 17.1 и 17.3 включают в себя или представляют собой удаляемые защитные элементы, т.е. те части, которые удаляют из полуфабриката продукта 17 по Фиг. 2 для получения готового компонента 17, как показано на Фиг. 3.
[0039] Более конкретно, после затвердевания и остывания полуфабрикат компонента 17 можно отделить от подложки 19 путем отрезания. Отрезание можно выполнить вдоль плоскости С1 через первую концевую часть 17.1, например, на расстоянии d1 от подложки 19 и параллельно ей, т.е. ортогонально к продольной оси X-X компонента 17. Поскольку готовый компонент 17 включает в себя тонкий фланец 17.5 на своем первом конце 17А, как показано на Фиг. 3, часть первой концевой части 17.1, которая остается после отрезания от подложки 19, удаляют путем механической обработки до получения конечного тонкого фланца 17.5.
[0040] Обеспеченные в процессе аддитивного производства первой части компонента 17 термоиндуцированные напряжения будут сконцентрированы в более толстой первой концевой части 17.1, которую удаляют путем отрезания и механической обработки. Тонкая стенка компонента 17, выступающая из более толстой первой концевой части 17.1, по существу свободна от термоиндуцированных деформаций и, таким образом, представляет собой часть окончательной формы готового компонента 17. При использовании в настоящем документе под частью, «по существу свободной от термоиндуцированных деформаций», можно понимать такую часть, в которой любые остаточные деформации находятся в пределах допустимых производственных допусков.
[0041] Свободная вторая концевая часть 17.3 может подвергаться вызываемому термоиндуцированными напряжениями короблению, которые обеспечиваются в ходе охлаждения полуфабриката компонента 17. Более конкретно, такое возможно, если диаметр или, в более общем виде, форма сечения компонента остаются постоянными в области, примыкающей ко второму концу компонента. Коробление может изменить форму готового компонента относительно требуемой формы до такой степени, что готовый компонент придется забраковать. Чтобы не допустить вызванного короблением изменения формы готового компонента, 3D-модель и тем самым полуфабрикат компонента могут включать в себя дополнительную часть, представленную второй концевой частью 17.3, которую затем удаляют отрезанием вдоль плоскости С2. Удаляемая защитная вторая концевая часть 17.3, которая удаляется с промежуточного тела 17.2 компонента 17, включает в себя повышающий жесткость конический фланец 17.4 или иной удаляемый защитный элемент жесткости и может дополнительно включать в себя кольцевую металлическую часть 17.6 (Фиг. 2В) между повышающим жесткость коническим фланцем 17.4 и промежуточным телом 17.2 компонента 17.
[0042] Повышающий жесткость фланец 17.4 уменьшает термоиндуцируемые деформации коробления свободного конца компонента 17, так что аксиальная длина подверженной короблению боковой стенки компонента оказывается меньше, чем она была бы в отсутствие повышающего жесткость фланца 17.4. Деформируемая кольцевая часть находится между повышающим жесткость коническим фланцем 17.4 и плоскостью разреза С2, вдоль которой разрезают полуфабрикат компонента 17 для удаления второй удаляемой защитной части 17.4 и с получением второго свободного конца 17 В (Фиг. 3) готового компонента 17. Таким образом, деформируемая часть полуфабриката компонента 17 удаляется отрезанием вдоль плоскости С2, вместе с оставшейся удаляемой защитной частью, включая повышающий жесткость фланец 17.4 или иной элемент жесткости.
[0043] Таким образом, как можно заметить при сравнении Фиг. 2 и 3, готовый компонент 17 (Фиг. 3) отличается от полуфабриката компонента 17 (Фиг. 2) и от его 3D-модели, поскольку он лишен первой и второй удаляемых защитных концевых частей 17.1 и 17.3.
[0044] После удаления удаляемых защитных частей полученный элемент оборудования представляет собой компонент окончательной формы или практически окончательной формы, который не нуждается в дополнительной механической обработке со снятием стружки для достижения готовой формы. При необходимости для улучшения текстуры поверхности готового компонента 17 можно провести механическую обработку поверхности, такую как пескоструйная обработка, полировка, дробеструйное упрочнение или т.п.
[0045] Форма удаляемых защитных концевых частей 17.1 и 17.3, как показано на Фиг. 2, 2А, 2В, функциональна для реальной формы готового компонента 17. Удаляемые защитные части или элементы могут различаться в зависимости от геометрической формы окончательной формы формируемого компонента 17.
[0046] Дополнительный пример тонкостенного компонента показан на Фиг. 4 и 5. Более конкретно, на Фиг. 4 представлен полуфабрикат компонента 17, изготовленный с использованием устройства 1 аддитивного производства, например, по Фиг. 1. Форма полуфабриката компонента 17 по Фиг. 4 соответствует виртуальной 3D-модели, используемой для управления работой устройства 1 аддитивного производства, за исключением термоиндуцированных деформаций. На Фиг. 5 представлен готовый компонент 17 после удаления удаляемой защитной части, как более подробно описано ниже.
[0047] В примере осуществления по Фиг. 4 полуфабрикат компонента 17 включает первую концевую часть 17.21, промежуточный участок 17.22 и вторую концевую часть 17.23. Аддитивное производство начинается с первой концевой части 17.21, которая вырастает с подложки 19, после чего формируют промежуточный участок 17.22, а в конце- вторую концевую часть 17.23. В примере осуществления, показанном на Фиг. 4 и 5, готовый компонент 17 включает первый свободный конец 17.25, имеющий больший диаметр, и второй свободный конец 17.26, имеющий меньший диаметр. Следовательно, компонент 17 имеет сужающуюся форму, с меньшим диаметром на втором свободном конце 17.26.
[0048] Компонент 17, имеющий показанную на Фиг. 4 форму, подвержен термоиндуцированным деформациям в своей нижней части, т.е. проксимально к подложке 19. На расстоянии d3 от подложки 19 компонент 17 сжимается, что приводит к уменьшению диаметра. Таким образом, для получения компонента 17 окончательной формы или практически окончательной формы 3D-модель компонента в данном случае включает в себя удаляемую защитную концевую часть 17.21, которая будет удалена после охлаждения полуфабриката компонента 17. Такое удаление можно произвести путем отделения компонента 17 от подложки 19 путем отрезания вдоль плоскости С3 на расстоянии d3 от подложки 19 и параллельно ей.
[0049] На Фиг. 5 представлен компонент 17 окончательной формы, полученный путем отрезания и удаления первой удаляемой защитной концевой части 17.21 по плоскости С3. Готовый компонент 17 имеет первый свободный конец 17.25 и второй свободный конец 17.26, который в данном конкретном случае образован второй концевой частью 17.23, которая не требует удаления, поскольку она по существу свободна от термоиндуцированных деформаций, т.е. термоиндуцированные деформации находятся в пределах допустимых допусков по форме и размеру для готового элемента оборудования.
[0050] Добавление удаляемых концевых частей, в которых концентрируются термоиндуцированные деформации, делает возможным аддитивное производство тонкостенных компонентов, имеющих значительный поперечный размер. Под поперечным размером можно понимать наибольший размер в сечении компонента. В случае аксиально симметричного компонента поперечный размер может представлять собой диаметр его сечения в плоскости, ортогональной оси симметрии компонента. Компоненты 17 могут иметь максимальный поперечный размер, который равен или предпочтительно больше приблизительно 500 мм. Например, наибольший поперечный размер может находиться в диапазоне от приблизительно 500 мм до приблизительно 3000 мм, предпочтительно от приблизительно 500 мм до приблизительно 2000 мм. Толщина стенки может находиться, например, в диапазоне от приблизительно 0,5 мм до приблизительно 5 мм, предпочтительно от приблизительно 1 мм до приблизительно 4 мм.
[0051] Для изготовления компонентов, предназначенных для выдерживания высоких температур, таких как компоненты камеры сгорания, можно использовать порошки металлического суперсплава.
[0052] Компонент 17 окончательной формы, получаемый после отрезания/удаления удаляемого(-ых) защитного(-ых) элемента(-ов), имеет толщину готового компонента и не требует дополнительной механической обработки с удалением материала для достижения своей готовой формы. Однако, хотя компонент 17 получают в его окончательной форме, для получения на нем дополнительных элементов можно применять дополнительные операции сверления, отрезания или иной механической обработки.
[0053] В процессе аддитивного производства на компоненте 17 также могут быть сформированы дополнительные элементы, такие как выпрессовки, пружины, выступы, элементы оснастки или дополнительные приспособления, которые могут быть полезны для проведения последующих операций и которые могут быть удалены.
[0054] На основе описанных выше примеров осуществления специалисты в данной области смогут определить, что описанный в настоящем документе способ можно использовать в широком спектре ситуаций, где с помощью методов аддитивного производства необходимо изготовить пустотелые компоненты, имеющие тонкую стенку и большие поперечные размеры, например, большой диаметр в случае аксиально симметричных компонентов. Форма 3D-модели будет адаптирована к термоиндуцированным напряжениям и вызываемым ими термоиндуцированным деформациям, возникающим в готовом компоненте. Такие напряжения и деформации зависят от формы и размера компонентов. В общих терминах 3D-модель будет включать в себя удаляемые элементы, т.е. удаляемые защитные части, на одном или обоих концах компонента, так что можно не допустить или уменьшить возникновение деформаций за счет таких удаляемых элементов жесткости и/или деформации будут локализованы в этих частях и областях изготавливаемого методами аддитивного производства компонента, которые будут удалены после охлаждения.
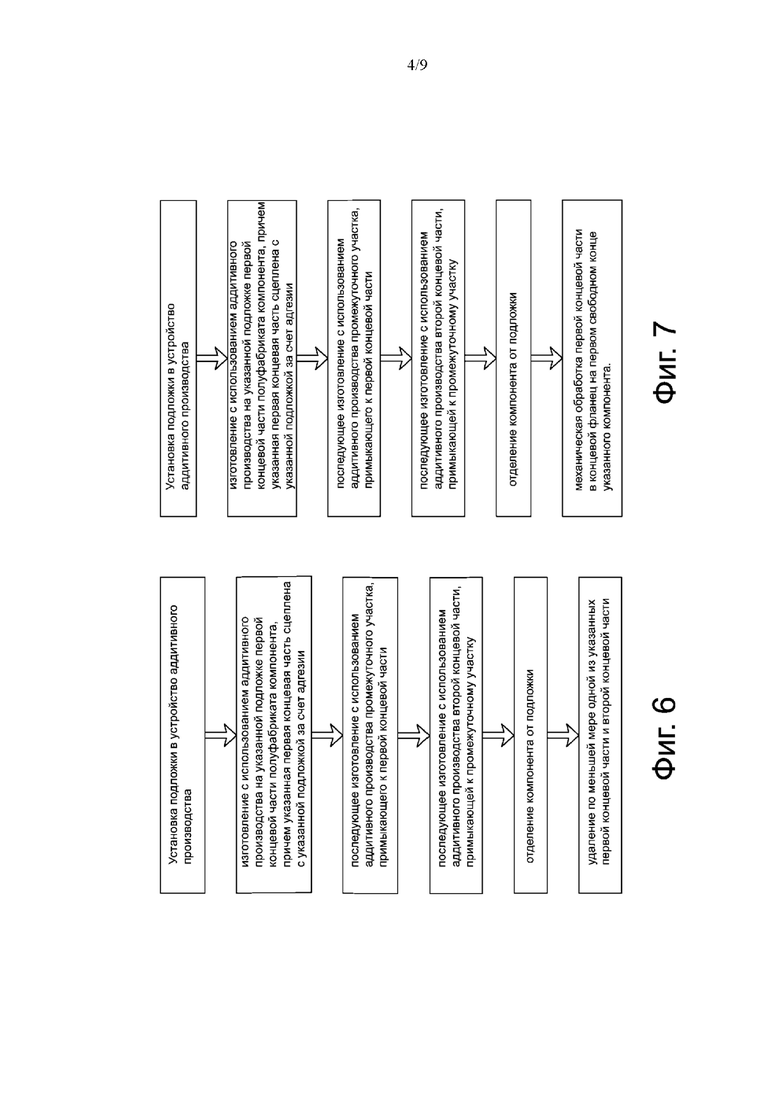
[0055] На Фиг. 6 представлена блок-схема, иллюстрирующая способ аддитивного производства в соответствии с настоящим описанием. Способ включает этап установки подложки в устройство аддитивного производства и последующий этап изготовления на ней компонента с использованием аддитивного производства, начиная с первой концевой части, за которой следует центральный или промежуточный участок, а в конце - вторая концевая часть. Способ дополнительно включает этап отделения сформированного таким образом компонента от подложки и дополнительный этап удаления по меньшей мере одной из первой концевой части и второй концевой части. В некоторых вариантах осуществления можно удалять обе концевые части, например, если обе указанные концевые части включают в себя удаляемый(-ые) защитный(-ые) элемент(-ы). Удаление может включать отрезание или механическую обработку со снятием материала для изменения формы и размеров концевой части, например, для получения из нее тонкостенного фланца.
[0056] На Фиг. 7 представлена дополнительная блок-схема другого варианта осуществления способа в соответствии с настоящим описанием. Способ по Фиг. 7 включает изготовление с использованием аддитивного производства на указанной подложке, установленной в устройство аддитивного производства, первой концевой части полуфабриката компонента с последующим изготовлением с использованием аддитивного производства центрального или промежуточного участка, примыкающего к первой концевой части, а затем второй концевой части, примыкающей к промежуточному участку. Полуфабрикат компонента затем отделяют от подложки и из первой концевой части изготавливают концевой фланец методами механической обработки.
[0057] На Фиг. 8 представлена еще одна блок-схема, иллюстрирующая другой вариант осуществления способа в соответствии с настоящим описанием. После установки подложки в устройство аддитивного производства способ включает изготовление с использованием аддитивного производства на указанной подложке первой концевой части полуфабриката компонента, причем указанная первая концевая часть сцеплена с подложкой за счет адгезии. Способ далее включает изготовление с использованием аддитивного производства центрального или промежуточного участка, примыкающего к первой концевой части, а также второй концевой части, примыкающей к центральному или промежуточному участку и включающей элемент жесткости, например, повышающий жесткость фланец. Компонент затем отделяют от подложки и вторую концевую часть, включая элемент жесткости, удаляют из компонента.
[0058] На Фиг. 9 представлена блок-схема другого варианта осуществления способа в соответствии с настоящим описанием, в котором подложку располагают в устройстве аддитивного производства. На указанной подложке с использованием аддитивного производства изготавливают первую концевую часть полуфабриката компонента, поле чего идут дополнительные этапы аддитивного производства, включая изготовление центрального или промежуточного участка, примыкающего к первой концевой части, и второй концевой части, примыкающей к центральному или промежуточному участку. Сформированный таким образом компонент отделяют от подложки и удаляют вторую концевую часть.
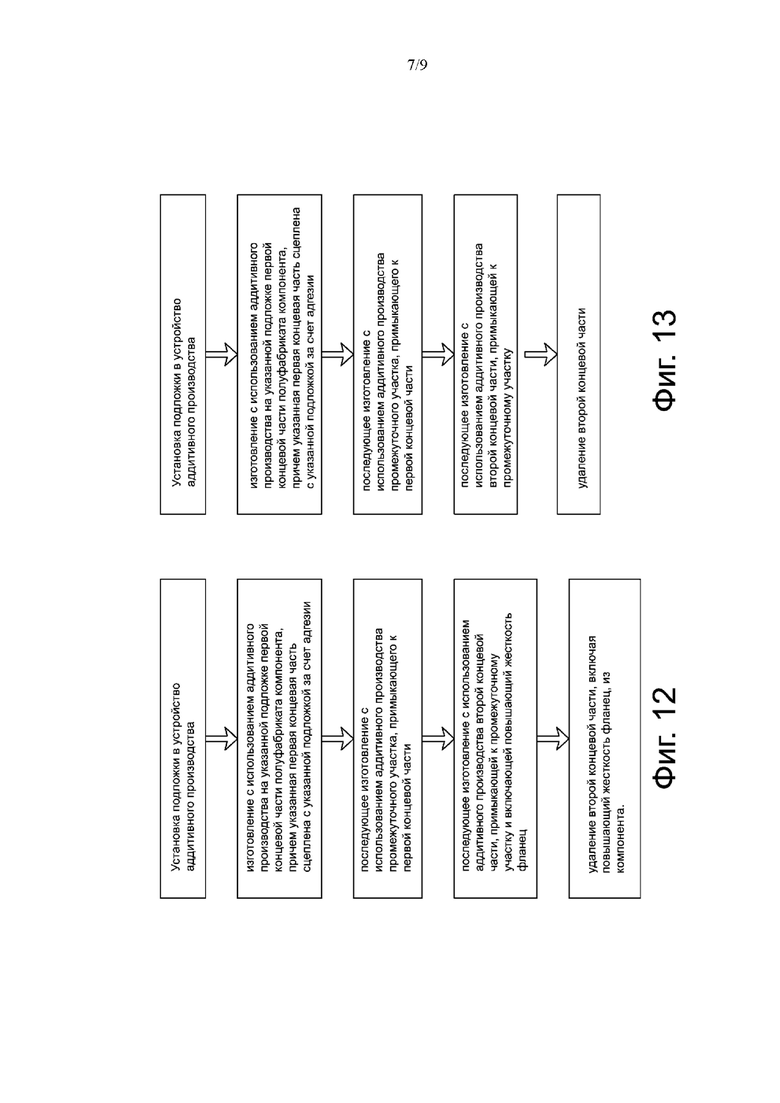
[0059] Способы по Фиг. 6, 7, 8 и 9 включают этап отделения компонента, изготовленного с использованием аддитивного производства, от подложки. Последняя может представлять собой удаляемую защитную поддержку. В других вариантах осуществления этап отделения компонента от подложки может быть опущен, а подложка может стать частью готового компонента. В некоторых вариантах осуществления способ производства может включать дополнительный этап механической обработки подложки для получения из нее концевой части компонента. На Фиг. 10, 11, 12 и 13 представлены блок-схемы модифицированных вариантов осуществления способов по Фиг. 6, 7, 8 и 9, в которых этап отделения компонента от подложки опущен и заменен на этап механической обработки для получения элемента концевой структуры готового компонента.
[0060] В общем описанные в настоящем документе способы могут включать обеспечение 3D-модели изготавливаемого компонента, причем указанная модель включает в себя один или более удаляемых элементов и загружается в компьютерную систему устройства или машины 1 аддитивного производства для осуществления контроля над процессом аддитивного производства. На Фиг. 14 представлена блок-схема способа, включающего этап загрузки 3D-модели компонента 17 турбомашины в компьютерную систему 21, выполненную с возможностью управления работой устройства 1 аддитивного производства с использованием 3D-модели, причем трехмерная модель включает по меньшей мере один удаляемый защитный элемент. Способ может затем включать дополнительные этапы, как представлено на одной или более из Фиг. 6, 7, 8, 9, 10, 11, 12 и 13.
[0061] В некоторых вариантах осуществления, как показано на Фиг. 14, способ включает этап изготовления компонента 17 с использованием устройства 1 аддитивного производства с помощью трехмерной модели, причем компонент 17 имеет первую концевую часть, центральный или промежуточный участок, примыкающий к первой концевой части, и вторую концевую часть, примыкающую к центральному или промежуточному участку; при этом одна из указанных первой и второй концевых частей включает удаляемый защитный элемент. Способ включает дополнительный этап охлаждения компонента и индуцирования концентрирования термоиндуцированных деформаций компонента в удаляемом защитном элементе таким образом, чтобы термически деформируемую часть компонента можно было удалить путем отделения компонента от подложки и удаления указанного удаляемого защитного элемента от центрального или промежуточного участка компонента.
[0062] Во всех способах, представленных на Фиг. 6, 7, 8, 9, 10, 11, 12, 13 и 14, по меньшей мере часть этапов может быть переупорядочена в другой последовательности. Например, этап удаления или механической обработки подложки может выполняться после этапа удаления второй концевой части.
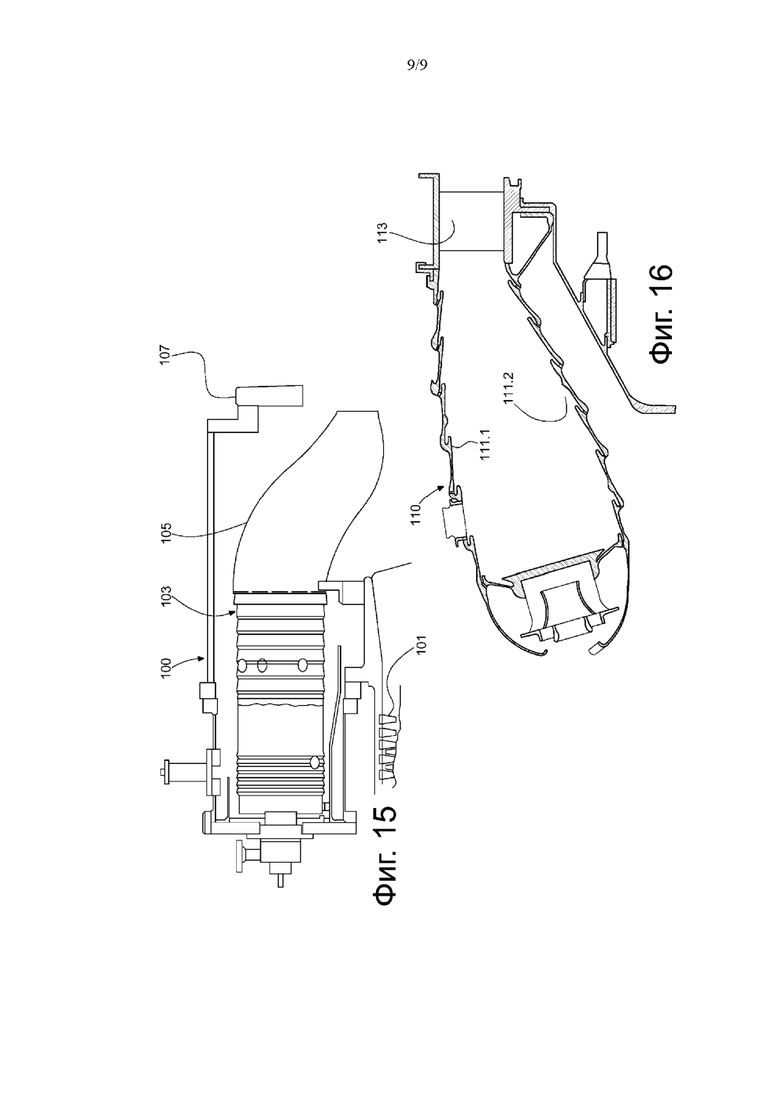
[0063] Как описано выше, компонент 17 может являться частью турбомашины, например, компонентом камеры сгорания газотурбинного двигателя. На Фиг. 15 представлена схема примера цилиндрической камеры 100 сгорания для газотурбинного двигателя. На Фиг. 15 показаны последние ступени 101 воздушного компрессора. Камера 100 сгорания включает жаровую трубу 103 камеры сгорания и переходный элемент 105, что проходит от жаровой трубы 103 камеры сгорания до впускных сопел первой ступени турбинной части, не показано на фигуре. Жаровая труба 103 камеры сгорания и переходной элемент 105 могут быть изготовлены с использованием аддитивного производства с помощью описанных выше способов.
[0064] На Фиг. 16 представлен вид в сечении кольцевой камеры 110 сгорания для газотурбинного двигателя. Показана только одна половина сечения, выше оси турбины В-В. Кольцевая камера сгорания может включать в себя внешнюю часть 111.1 жаровой трубы и внутреннюю часть 111.2 жаровой трубы, расположенные коаксиально вокруг оси В-В газотурбинного двигателя. Кольцевая камера сгорания заканчивается у входных сопел турбины высокого давления, как схематически показано элементом 113. Обе части 111.1 и 111.2 жаровой трубы можно изготовить, как описано выше.
[0065] Хотя для осуществления описанных в настоящем документе способов можно использовать любые лазерные источники, пригодные для проведения лазерного порошкового осаждения металла, в настоящее время предпочтительно использовать лазеры, обеспечивающие предпочтительно постоянную или квазипостоянную интенсивность лазера по сечению лазерного пятна, поскольку они обеспечивают более равномерное плавление порошка по лазерному пятну и могут обеспечивать лучшие характеристики в терминах снижения термоиндуцированных напряжений и вызываемых ими деформаций, индуцируемых в готовом изготавливаемом изделии.
[0066] В некоторых вариантах осуществления предпочтительно использовать лазеры с малой величиной произведения параметров луча (параметр ВРР). Как известно специалистам в данной области, параметр ВРР представляет собой произведение угла расходимости (полуугла) лазерного луча, выраженного в радианной мере, и радиуса перетяжки луча (выраженного в мм), т.е. радиуса луча в его самой узкой точке.
[0067] В некоторых вариантах осуществления особенно преимущественными для осуществления на практике способов, описанных в настоящем документе, могут быть лазеры, имеющие параметр ВРР в диапазоне от приблизительно 5 мм*рад до приблизительно 40 мм*рад.
[0068] Для аддитивного производства тонкостенных компонентов машин, имеющих толщину стенки приблизительно 5 мм или менее, предпочтительно приблизительно 4 мм или менее, например от приблизительно 1 мм до приблизительно 4 мм, особенно большие преимущества дает использование лазерного пятна размером приблизительно 400 микрометров или более, предпочтительно в диапазоне от приблизительно 500 микрометров до приблизительно 700 микрометров, более предпочтительно от приблизительно 520 микрометров доя приблизительно 600 микрометров. В предпочтительных на сегодняшний день вариантах осуществления интенсивность лазера внутри лазерного пятна составляет приблизительно от 200 до 240 кВт/см2, предпочтительно от приблизительно 210 до приблизительно 220 кВт/см2, и является по существу постоянной. В общем по существу постоянная величина интенсивности лазерного луча внутри лазерного пятна является предпочтительной для того, чтобы обеспечить более равномерное плавление порошка и уменьшить термоиндуцированные напряжения в готовом компоненте.
[0069] При использовании в настоящем документе термин «по существу постоянный» в отношении параметра или количества следует понимать как включающий отклонения до ±10% и предпочтительно отклонения до ±5% относительно фиксированного значения указанного параметра или количества.
[0070] Если иное не указано особо, при использовании в настоящем документе термин «приблизительно» применительно к величине параметра или количеству следует понимать как включающий любое значение в пределах ±5% от указанного значения. Таким образом, например, значение «приблизительно х» включает в себя любое значение в пределах диапазона от (х-0,05х) до (х+0,05х).
[0071] Особенно эффективного аддитивного производства пустотелых тонкостенных компонентов с большими поперечными размерами можно добиться путем использования волоконных лазеров, т.е. лазеров, в которых энергия вырабатывается путем диодной накачки соответствующим образом допированных оптических волокон, которые выполняют функцию активной генерирующей среды лазера.
[0072] Хотя настоящее изобретение описано с точки зрения различных конкретных вариантов осуществления, специалистам в данной области будет очевидно, что возможны многие модификации, изменения и исключения без отступления от сущности и объема формулы изобретения. Кроме того, если не указано иное, порядок или последовательность любых этапов процесса или способа можно варьировать или переупорядочивать в соответствии с альтернативными вариантами осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ТУРБОМАШИНЫ | 2015 |
|
RU2688985C2 |
| СПОСОБ ПРЯМОГО ЛАЗЕРНОГО СИНТЕЗА СВЕРХУПРУГИХ ЭНДОДОНТИЧЕСКИХ ИНСТРУМЕНТОВ ИЗ НИКЕЛИДА ТИТАНА | 2022 |
|
RU2792335C1 |
| Способ изготовления заготовок послойным лазерным сплавлением металлических порошков сплавов на основе титана | 2022 |
|
RU2790493C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
| СПОСОБ АДДИТИВНОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2022 |
|
RU2800693C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
| РАСХОДУЕМЫЙ ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ ДЕТАЛИ (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2004 |
|
RU2280530C1 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ДЛЯ ТРУБОПРОВОДА | 2020 |
|
RU2829078C1 |
| Способ параллельного контроля деформации и точности изготовления деталей во время процесса аддитивного производства | 2019 |
|
RU2745219C1 |





Изобретение относится к области аддитивных технологий, в частности к изготовлению крупногабаритного тонкостенного компонента турбомашины, имеющего первый конец, промежуточный участок и второй конец. Изготавливают полуфабрикат компонента турбомашины методом аддитивного производства с использованием последовательного лазерного осаждения металлического порошка и формирования на подложке первой защитной концевой части полуфабриката, которая сцеплена с подложкой за счет адгезии, примыкающего к первой концевой части промежуточного участка и второй защитной концевой части, примыкающей к промежуточному участку. Затем удаляют по меньшей мере одну из первой и второй защитных концевых частей с получением готового компонента турбомашины и обеспечением снижения его термоиндуцированной деформации. Обеспечивается повышение жесткости компонента, так что его деформации уменьшаются или не допускаются. 4 н. и 13 з.п. ф-лы, 16 ил.
1. Способ изготовления крупногабаритного тонкостенного компонента турбомашины, имеющего первый конец, промежуточный участок и второй конец, включающий:
изготовление полуфабриката компонента путем аддитивного производства с использованием последовательного лазерного осаждения металлического порошка и формирования на подложке первой защитной концевой части полуфабриката, которая сцеплена с подложкой за счет адгезии, примыкающего к первой концевой части промежуточного участка и второй защитной концевой части, примыкающей к промежуточному участку; и
удаление по меньшей мере одной из первой и второй защитных концевых частей с получением готового компонента турбомашины и обеспечением снижения его термоиндуцированной деформации.
2. Способ по п. 1, дополнительно включающий по меньшей мере один из следующих этапов: отделение компонента от подложки; механическая обработка подложки для получения готового компонента турбомашины.
3. Способ по п. 1 или 2, в котором промежуточный участок, изготовленный путем аддитивного производства, имеет окончательную форму промежуточного участка указанного компонента.
4. Способ по любому из пп. 1-3, в котором указанный этап удаления указанной по меньшей мере одной концевой части включает этап механической обработки одного из подложки, первой защитной концевой части и второй защитной концевой части с получением фланца на одном из первого конца и второго конца указанного компонента.
5. Способ по любому из пп. 1-4, в котором одна из первой защитной концевой части и второй защитной концевой части включает элемент жесткости, причем этап удаления по меньшей мере одной из первой защитной концевой части и второй защитной концевой части включает этап удаления элемента жесткости.
6. Способ по любому из пп. 1-5, в котором этап изготовления второй защитной концевой части включает этап формирования удаляемого защитного продолжения промежуточного участка, имеющего по меньшей мере сечение с переменным поперечным размером, предпочтительного конической части, с первым, меньшим, диаметром и вторым, большим, диаметром; причем первый, меньший, диаметр предпочтительно расположен проксимально к промежуточному участку, а указанный второй, больший, диаметр предпочтительно обращен от указанного промежуточного участка.
7. Способ по любому из пп. 1-6, в котором указанная по меньшей мере одна из первой защитной концевой части и второй защитной концевой части включает удаляемый элемент, выполненный с возможностью концентрирования в себе термоиндуцированных деформаций.
8. Способ по п. 7, в котором удаляемый элемент включает удаляемый фланец.
9. Способ по любому из пп. 1-8, в котором по меньшей мере промежуточный участок компонента имеет толщину, составляющую от 0,5 мм до 5 мм и предпочтительно от 1 мм до 4 мм.
10. Способ по любому из пп. 1-9, в котором промежуточный участок имеет максимальный поперечный размер, составляющий от 400 мм до 3000 мм, предпочтительно от 500 мм до 2000 мм.
11. Способ по любому из пп. 1-10, в котором этап изготовления путем аддитивного производства включает этап использования волоконного лазера в качестве источника энергии для плавления металлического порошка.
12. Способ по любому из пп. 1-11, в котором этап изготовления путем аддитивного производства включает этап использования лазерного источника, формирующего лазерное пятно с диаметром, составляющим от 400 микрометров до 700 микрометров, предпочтительно от 500 микрометров до 650 микрометров, в пределах которого интенсивность лазера является по существу постоянной и предпочтительно составляет от 200 кВт/см2 до 240 кВт/см2.
13. Способ по п. 11 или 12, в котором лазерный источник имеет параметр ВРР, представляющий собой произведение угла расходимости лазерного луча, выраженного в радианах, и радиуса луча в его самой узкой точке, выраженного в мм, от 5 мм*рад до 40 мм*рад.
14. Способ изготовления крупногабаритного тонкостенного компонента турбомашины путем аддитивного производства с использованием трехмерной модели указанного компонента, имеющей по меньшей мере одну защитную концевую часть, содержащую удаляемый защитный элемент компонента, включающий:
изготовление полуфабриката компонента на устройстве аддитивного производства с использованием трехмерной модели путем последовательного лазерного осаждения металлического порошка и формирования на подложке первой защитной концевой части полуфабриката, которая сцеплена с подложкой за счет адгезии, примыкающего к первой защитной концевой части промежуточного участка и второй защитной концевой части, примыкающей к промежуточному участку; причем по меньшей мере одна из указанных первой и второй концевых частей содержит удаляемый защитный элемент; и
удаление по меньшей мере одной из первой и второй защитных концевых частей с получением готового компонента турбомашины и обеспечением снижения его термоиндуцированной деформации.
15. Способ по п. 14, дополнительно включающий этап обеспечения термоиндуцированной деформации в удаляемом защитном элементе при охлаждении компонента и удаления термодеформированного удаляемого защитного элемента из компонента после охлаждения.
16. Крупногабаритный тонкостенный компонент турбомашины, содержащий первый конец, промежуточный участок и второй конец, отличающийся тем, что он изготовлен способом по любому из пп. 1-15.
17. Полуфабрикат для изготовления крупногабаритного тонкостенного компонента турбомашины по п. 16, содержащий первую защитную концевую часть, промежуточный участок и вторую защитную концевую часть, при этом по меньшей мере одна защитная концевая часть выполнена с возможностью удаления и снижения термоиндуцированной деформации готового компонента турбомашины.
| WO 2015181080 A, 03.12.2015 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ СЕЛЕКТИВНЫМ ПЛАВЛЕНИЕМ ПОРОШКА | 2011 |
|
RU2593312C2 |

