ю
ч|
00
Изобретение относится к технолоии сварки, в частности к способам лектродуговой сварки плавящимся лектродом с коротким замлканиямл угового промежутка, и является усоершенствованием способа по авт.св. 747642.
Целью изобретения является повыение устойчивости процесса сварки.
При предполсенпом способе электродуговой сварки Ш1авяш7лмся электродом с короткими замыканиями дугового промелсутка замедляют или прекращают подачу электрода в зону сварки в начале короткого замъи ;ания дугового проме51 утка на период короткого sai-aiкания и период коммутации тока и вновь включают подачу электрода при возбу кдениИй основной дуги.
Замедление или прекращение подачи электрода в зону сва.рки в нач,але :xo роткого замыкания на указа1 ныс период.ы позволяет ослабить отри5 атель ное действие 11од,а.чи электрода (особенно на больших скоростях), нрояв™ ляю11 ееся в умен1- шении д.т1РИ1ы н увеличении диаметра перемычки, В результате замедления 1ши прекращения подачи электрода увеличивается длина и умеиы.пается диаметр перемычек и стаб(шизируется процесс их разрушения. При этом сокращается гпггерва.ч времеги короткого замыкания и уменьшается максимальная тока короткого замыкания, при котором начии.аегся )1нтенс1пзное разрушен1 е перемычки и лавинообразный рост падения напрялсепня на ней.
За счет сокращения временл короткого замыкания и стабш1изащ-ш разрушения перемычек повышается устойчивость Процесса на стад1н-1 короткого заг.гыкапия и процесса в целом,что позволяет за счет уменьшения порогового напряжения датчика состояния перемычки и увеличения интервала коммутации тока повысить вероятность появления нормальных (без тока) разрушений перемычек,. Снижение ь(акси мальной величины токг короткого замыкания, гювьшение устойчивости процесса, повышение вероятности .появления нормальных коммутаций тока позволяет расширить область устойчивых pejKiiMOB сварки с минимальным разбрызгиванием металла.
Определение начала замедтЕения или прекращения подачи электрода по мо
менту достижения током короткого за-мыкания порогового значения обеспеЧ1шает наделсное слияние капли расплавленного металла со сварочной ванной в период иервой стадии короткого замь;ка ::ия и позволяет стабилизировать дуговой промежуток и горение основной дуги после разрушения пере- ., мы:чки и .предотвратить возникновение
короткого замыкания при ускоренной подаче электрода при растормалшвании проволоки, что способствует стабилизации процесса переноса электродного металла и снижению его разбрызгивания.
Кроме того, замедление или прекращение подачи электрода и ее включеHi.te вновь соответственно тормолсением и растормалсиваиием электрода непосредственно у входа, его в токоиодводящий наконечник с усилением торможе1 и.я, зависящим от тока короткого 3 .1кания, и с усилием растормает1ва.--шя, зависяш,им от тока основнои ДУГ1-:, позволяет добиться, максимального быстродействия изменения скорости подачи электрода на выходе токоподводящего наконечнргка и , тем са.мьм, максимального эффегкта снижеиия разбрызгивания ме;тг:лла и повышения качества ;1роцес;са сварки.
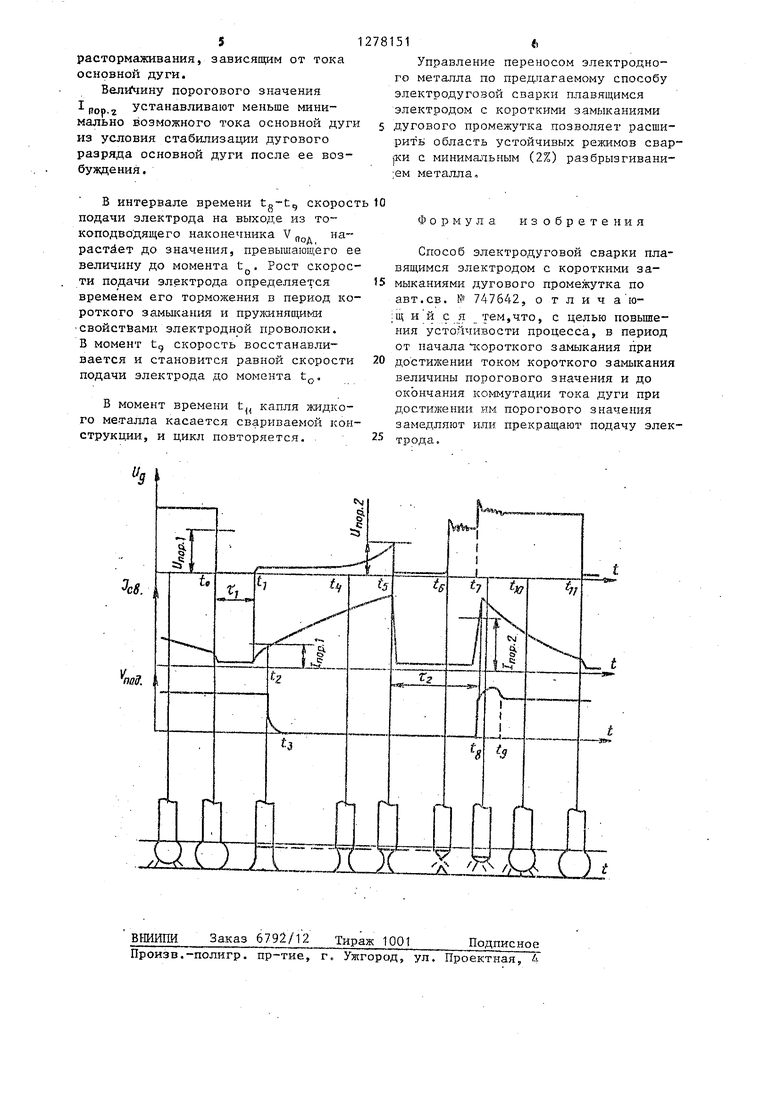
На чертеже, представлены временные диаграммрл сварочного тока I. , напряжения на дуговом проме;гутке Un. -и
скорости, подачи концг1 электрода в
зону сварки Vfioi и фазы процесса каплеобразования и переноса электрод- . ного металла, в СБарочну о ванну.
П р и м е р.. Электродугову о сварку плаг.кищм.ся электродом с короткими заь ыканиямк: дугово1о .промежутка по предлагаемому способу проводят в среде защитного (ухлие:.киа1юго) газа т.фоволокой СБ-08Г2С ггиаметром 1,62 мм на ре;кимах: 1,,, 180-230 А, и.ср. - 22-25 В. Способ сварки реа.лизуется с помощью ти.ристорного коммутатора тока в совокуп.ности с электромагнитным тормозом, который монтируется в рукоятку горелки полуавтомата. Моменты коммутации сварочного тока определяются соответствующими датчиками.
55 Процесс электродуговой сварки ппавяиц-1мся электродом короткой дугой сопровождается периодическими замыканиями дуготзого про елчутка каппей электродного металла, расплавленног в период горения основной дуги, В момент времени t при достиже нии напряжения на дуговом промежутке и порогового значения U(,cp.T то ограничивают до величины 2-30 А на промежуток времени С, 0,1-1 мс. Величина порогового напряжения UPP устанавливается в диапазоне 5-15В из условия надежного выявления начала короткого замыкания.Нижняя граница диапазона ограничиваетс падением напряжения на вылете,верхняя - нижним пределом напряжения Ug. в период изменения горения дуги. Нижняя граница величины тока 2А принята из условия надежного горения дуги в интервале коммутации Г, в том случае, если в результате ограничения тока не удалось перевести кратковременное короткое замыкание длительное. При токе более ЗОЛ сни жается эффективность ограничения тока, т.е. значительно возрастает количество кратковременных коротких замыканий. Длительность интервала коммутации токао, 0,1-1 мс устанавливается из условия времени, необходимого для формирования перемычки, при этом его верхняя граница определяется условия ми устойчивости процесса сварки. С момента t, ток короткого замыка ния нарастает с постоянной времени, определяемой электрическими параметрами сварочной цепи. При достижении величины тока короткого замыкания порогового значе. ния I пори .(момент tj ) начинают замедлять подачу электрода путем торможения электрода вблизи его входа в токоподводящий наконечник с усилием торможения, зависящим от тока корот,кого замыкания. Величину порогового значения If,(,p устанавливают больше величины ограни чения тока в интервале коммутации , из условия надежного слияния капли расплавленного металла со сварочной ванной за счет подачи электрода, сил поверхностного натяжения и электромагнитных сил. В момент времени t подача электрода на выходе из токоподводящего наконечника прекращается, при этом расстояние от торцовой поверхности электрода до поверхности сваривае;мой конструкции и длина перемычки остаются практически неизменш,1ми до возбуждения основной дуги в момент В период , торможения электрода вблизи входа его в токоподводящий наконечник без остановки подающего механизма электрод подается в пространство,определяемое разницей диаметра электродной проволоки и внутренним диаметром подающего шланга. По мере роста тока короткого замыкания в интервале времени перемычка жидкого металла сжимается под действием электромагнитных сил, при этом уменьшается диаметр перемычки, растет ее сопротивление и соответственно увеличивается падение напряжения на перемычке, которое непрерывно измеряют и сравнивают с пороговым напряжением Unop . Величину порогового напряжения ии 2 выбирают наименьшей (3-4В),чтобы полностью устранить поздние коммутации сварочного тока (когда перемычка жидкого металла разрушается со взрывом на фронте снижения тока). Момент ограничения, тока t определяют по достижению падения напряжения на перемычке заданного порогового напряжения U „(,„ . При этом снижают ток I... от максимальной величины тока короткого замыкания до 10-ЗОЛ. Период коммутации токаГ2, 0,71,5 мс. В момент tg под действием сил поверхностного натяжения и сил инерции перемычка разрушается без взрыва. При этом возбуждается вспомогательная дуга. В период времени ток в цепи восстанавливают практически до максимальной.величины тока короткого замыкания, залсигается основная дуга, электродная проволока начинает плавится, формируется капля Ж1-1Дкого металла. Момент tg включения подачи элекрода вновь определяют по достижению оком основной дуги заданного пороового значения Начало вклюения подачи электрода V од (момент g) на выходе из токоподводящего аконечника осуществляют путем его астормаживания вблизи его входа в окоподводящий наконечник с усилием
51
растормаживания, зависящим от тока основной дуги.
Величину порогового значения
устанавливают меньше мини(top. г
мально возможного тока основной дуги из условия стабилизации дугового разряда основной дуги после ее возбуждения. В интервале времени tg-tg скорост подачи электрода на выходе из токоподводящего наконечника V „of, растйет до значения, превышаюш;его ее величину до момента t. Рост скорости подачи электрода определяется временем его торможения в период короткого замыкания и прулсинящими свойствами электродной проволоки. В момент tg скорость восстанавливается и становится равной скорости подачи электрода до момента t. В момент времени t, капля жидкого металла касается свариваемой конструкции, и цикл повторяется.
278151ft
Управление переносом электродного металла по пред.пагаемому способу электродуговой сварки плавящимся электродом с короткими замыканиями 5 дугового промежутка позволяет расширить; область устойчивых режимов сваржи с минима 1ьным (2%) разбрызгивани:ем металла. Формула изобретения Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка по авт.св. № 747642, о т л и ч ающ и и с я тем,что, с целью повьшения устойчивости процесса, в период от начала короткого замыкания при достижении током короткого замыкания величины порогового значения и до окончания коммутации тока дуги при достижении им порогового значения замедляют или прекращают подачу электрода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1982 |
|
SU1053993A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1980 |
|
SU941065A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
Изобретение касается дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка. Целью изобретения является повьшение устойчивости процесса. Способ характеризуется тем, что в период от начала короткого замыкания t, и до окончания коммутации тока дуги t замедляют или прекращают подачу электрода. В момент tg под действием сил поверхностного натяжения и сил инерции перемычка разрушается без взрыва. Управление переносом электродного металла позволяет расширить область устойчивых режимов « сварки с минимальным разбрызгиванием. 1 ил.
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1978 |
|
SU747642A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
