Изобретение относится к области сварочного производства, а именно к дуговой механизированной сварке плавящимся электродом в среде защитных газов, и может использоваться для сварки конструкций или деталей встык без зазора или с разделкой кромок, в любых пространственных положениях, например, для сварки неповоротных стыков стальных труб при строительстве магистральных трубопроводов.
Известны способы дуговой сварки с короткими замыканиями, содержащие в каждом цикле фазу короткого замыкания (КЗ) с сильноточным импульсом и фазу горения дуги, например, описанные в патентах: US 4546234, US 4866247, US 5001326, US 6501049, US 6995338, US 8492678 и других. В способах перечисленных патентов фазы короткого замыкания и фазы дуги чередуются друг с другом, причем управление энергией каждой фазы происходит независимо друг от друга.
Этот метод принято называть методом управляемого каплепереноса. На этом методе основаны такие передовые технологии как STT, Cold Arc. Root и др.
На практике перечисленные выше патенты, широко используются при сварке различных конструкций с зазором и без, с формированием обратного валика корня шва.
Лидером в этой области стал метод STT - который обеспечил эффективный перенос капли электродного металла в основном за счет действия сил поверхностного натяжения при выключенном токе короткого замыкания.
Метод STT, специально созданный для формирования корневых швов, достаточно сложен в аппаратной реализации, поскольку требует не только раздельного управления фазой горения дуги и фазой КЗ, но и обеспечение упреждающего уменьшения тока перед отрывом капли и переходом ее в ванну под действием сил поверхностного натяжения. Основным недостатком сварки с капельным переносом являются сложности сварки в потолочном и вертикальном положении, поскольку на каплю одновременно действуют силы поверхностного натяжения и электродинамического давления дуги, в одной стороны, и силы гравитации - с другой. Также недостатком такого вида сварки является достаточно большой процент брака при формировании корня шва при сварке труб в «слепой» зазор, применяемый в трубопроводостроении, например, в соответствии «Операционная технологическая карта № ЛГCC-STT+M300-2532», ОАО «ЛГСС», с. 1-2, выпущенная в соответствии с Рекомендацией «Р Газпром 2-2.2-824-2014 «Автоматическая орбитальная сварка магистральных трубопроводов по узкому зазору". Это вызвано тем, что капельный перенос принципиально не позволяет создать глубокий провар без значительного увеличения мощности, что недопустимо при формировании корня шва при сварке неповоротных стыков.
Известны различные способы сварки, решения которых направлены на минимизацию принципиальных недостатков сварки с капельным переносом.
Наиболее близким к предлагаемому изобретению является Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов, описанный в патенте RU 2613247, принятый за прототип. Способ по прототипу включает формирование электрической дуги между сварочным электродом и свариваемой конструкцией, периодически замыкаемой накоротко посредством расплавленной капли с электрода. В фазе короткого замыкания дуги на электрод подают сильноточный импульс, в фазе горения дуги на электрод подают сильноточный импульс и следующий за ним слаботочный импульс. В каждом сварочном цикле определяют вложенную энергию в период короткого замыкания Экз и устанавливают вложенную энергию в период горения дуги Эгд, соответствующую условию Экз≥Эгд. Это соотношение энергий характеризует процесс сварки в основном как токовый, при котором происходит формирование сварочной ванны в основном счет тока КЗ, а не за счет горения дуги. Этот способ обеспечивает более глубокий провар конструкций по отношению к перечисленным аналогам.
Недостатком этого способа, также основанном на капельном переносе, является сложность выполнения задаваемого энергетического соотношения - трудность увеличения энергии КЗ, с одной стороны, и ограничения, налагаемые на уменьшение энергии горения дуги - с другой.
Соотношение Экз≥Эгд ограничивает сферу применения, поскольку реализация способа (конкретные технологические режимы) зависит от толщин свариваемых деталей от диаметра сварочного электрода.
Для выполнения соотношения Экз>Эгд при сварке стыков необходимо уменьшение Эгд, что может привести к нестабальности процесса (охлаждение ванны), а увеличения Экз - может привести к нарушению сварочного процесса, поскольку чрезмерный ток приведет к уменьшению длительности КЗ и взрыву капли.
Поэтому если необходимо увеличить Экз, при сохранении Эгд, потребуется увеличение диаметра электрода, что не всегда приемлемо
В основу изобретения поставлена техническая проблема расширения арсенала средств и создание нового способа сварки короткой дугой, реализованного в режиме безкапельного переноса. Достигаемый технический результат - улучшение качества сварки за счет обеспечения глубокого проплавления сварочной ванны.
В контексте данной заявки термин "режим безкапельного переноса" означает режим сварки короткими замыканиями, при котором на торце электрода не образуется отделяемая капля, закорачивающая дуговой промежуток.
Поставленная проблема решается тем, что в способе дуговой сварки плавящимся электродом в среде защитных газов каждый сварочный цикл состоит из фазы горения дуги и фазы короткого замыкания электрода и сварочной ванны. При этом в фазе горения дуги обеспечивают режим переноса электродного металла путем подачи сильноточный импульса энергии, обеспечивающего режим мелкокапельного переноса, или струйного переноса, или режим переноса электродного металла в виде паров ванну. В процессе сближения торца электрода, оплавленного дугой (оплавление без образования перетекаемой в ванну капли, закорачивающей дуговой промежуток и осущесвляющей массоперенос), с ванной обеспечивают слабоэнергетический режим поддержания горения дуги, а фазе короткого замыкания, а именно, при погружении торца электрода в ванну, на электрод подают импульс энергии, стабилизированный по току или напряжению, обеспечивающий поддержание системы ванна-торец электрода в расплавленном состоянии до момента отрыва электрода от ванны ванны с последующим переходом к фазе горения дуги.
В зависимости от выбранных технологических параметров (диаметр и марка электрода, ток КЗ, время фазы КЗ, скорость перемещения электрода, а соответственно степень его заглубления в ванну и т.д.) отрыв может происходить в различное время В случае необходимости ограничения времени фазы КЗ возможен принудительный отрыв электрода путем подачи дополнительного сильноточного импульса КЗ.
Для того, чтобы лучше продемонстрировать отличительные особенности изобретения, в качестве примера, не имеющего какого-либо ограничительного характера, ниже описан предпочтительный вариант реализации с принудительным отрывом электрода от ванны. Пример реализации иллюстрируется Фигурами чертежей, на которых представлено:
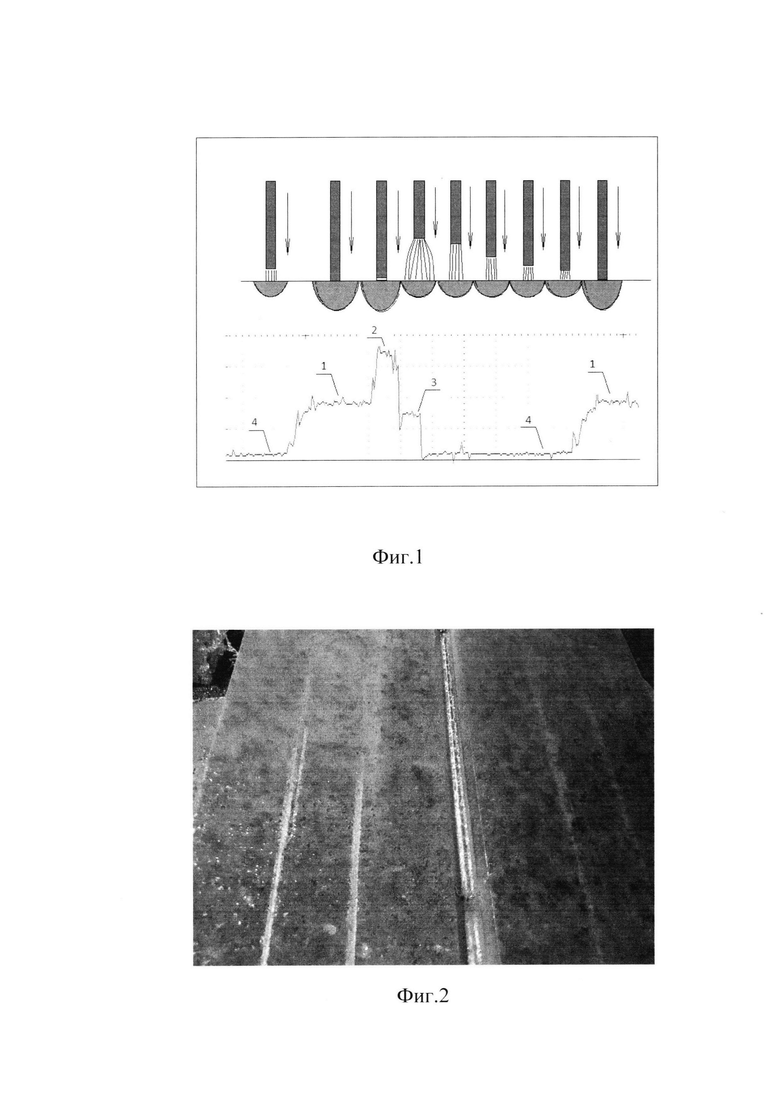
Фиг.1. осциллограмма тока, совмещенная с физическим положением электрода относительно ванны в фазах КЗ и горения дуги (режим с принудительным отрывом электрода),
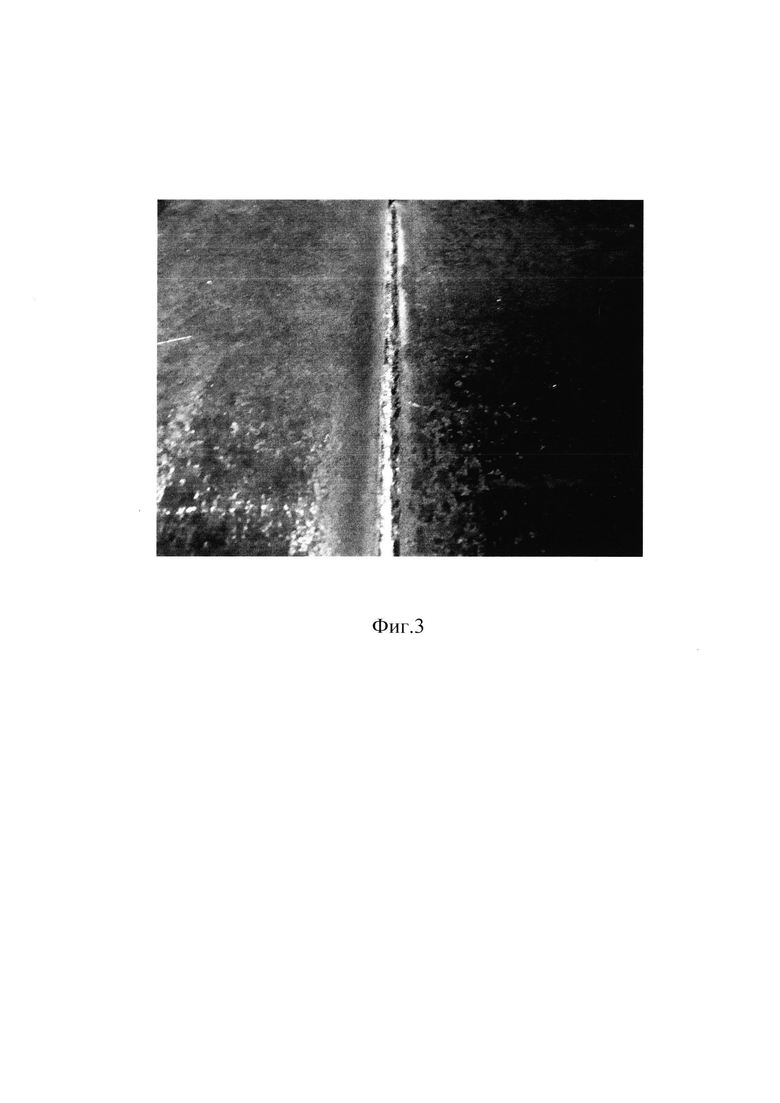
Фиг. 2. фото корня шва со стороны разделки,
Фиг. 3. фото обратного валика.
Сварка осуществляется в среде защитных газов плавящимся электродом, традиционно используемым для этих целей. Формы кривой тока и напряжения, а также параметры, влияющие на них, формируются посредством программного обеспечения сварочного источника для того, чтобы оптимизировать процесс. На Фиг. 1 обозначено: 1 - стабилизированный ток первого сильноточного импульса КЗ (при погружении торца электрода в ванну), 2 - ток дополнительного сильноточного импульса КЗ для принудительного отрыва электрода, 3 - ток сильноточного импульса горения дуги, 4 - базовый ток горения дуги.
Сварка включает в себя чередование дуговой фазы и фазы короткого замыкания. В процессе сближения торца электрода с ванной обеспечивают слабоэнергетический режим поддержания горения дуги. В рабочем режиме дуга между электродом и сварочной ванной горит при базовом значении тока 4. Значение базового тока 4 выбирают из энергетического условия, при котором оплавление торца электрода не приводит к образованию перетекающей в ванну капли.
При перемещении электрода его торец погружается в ванну. В этот момент на электрод подают импульс энергии, стабилизированный по току или напряжению, обеспечивающий поддержание системы ванна-торец электрода в расплавленном состоянии. На осциллограмме Фиг. 1 участок 1 соответствует импульсу, стабилизированному по току.
С течением времени КЗ температура расплава в ванне возрастает и при достижении критической температуры в локальной зоне нахождения торца электрода возникают условия, приводящие к отрыву электрода от ванны. Чем выше значение тока КЗ (импульс 1 на Фиг. 1) тем быстрее происходит отрыв. Однако существуют технологические условия по формированию сварного шва, при которых нежелательно увеличивать температуру до критической и доводить процесс до самопроизвольного отрыва электрода от ванны. В таких режимах продолжительность фазы КЗ ограничивают путем подачи дополнительного кратковременного сильноточного импульса (импульс 2 на Фиг. 1) с энергией, значительно превышающей энергию первого стабилизированного импульса. Под воздействием этого импульса происходит принудительный отрыв электрода от ванны и переход в фазу горения дуги. Ток КЗ в стабилизированном режиме (1) может составлять от 200А до 350 А для диаметра электрода 1,2 мм, продолжительность импульса варьируется от 2 до 5 мс. Продолжительность импульса 2 может составлять от 0,5 до 2 мс. Пиковое значение тока КЗ может в 1,5-2 раза превышать ток стабилизированного импульса.
После отрыва электрода в начальный момент фазы горения дуги осуществляют подачу сильноточного импульса энергии, которому на Фиг. 1 соответствует кратковременный (0,5- 3,0 мс) импульс тока 3. Этот импульс обеспечивает режим мелкокапельного переноса, или струйного переноса, или режим переноса электродного металла в виде паров ванну. Величина токового импульса 3, его продолжительность, режим переноса определяется множеством факторов: как именно осуществляется сварка (внахлест, встык или с зазором деталей), толщина свариваемых деталей, толщина электрода, скорость его перемещения и т.д. Эти параметры определяются экспериментально. Главное условие - обеспечение формирования сварочной ванны без образования на торце электрода капли, способной закоротить дуговой промежуток, т.е. обеспечение режима безкапельного переноса электродного металла. После окончания импульса 3 ток дуги соответствует базовому значению (участок 4 на графике Фиг. 1) до момента погружения торца электрода в ванну (КЗ). Далее цикл повторяется.
Приведенные режимы не являются предметом настоящего изобретения и определяются экспериментально для конкретных условий сварки.
Предлагаемый способ можно реализовать с помощью программно управляемых аппаратов, имеющих возможность раздельного управления энергии фазы КЗ и фазы горения дуги для дуговой сварки в среде защитных газов плавящимся электродом.
Таким образом, ввиду того, что процесс осуществляется без капельного переноса, обеспечивается упрощение энергетического управления сварочным процессом вследствие отсутствия необходимости отслеживания формирования капли. Прямой перенос материала электрода в ванну при погружении его торца минимизирует влияние гравитации на массоперенос и не приводит к потере материала, т.к. практически исключает брызгообразование. Кроме того, поскольку шов образуется при погружении торца электрода в ванну, осуществляется более глубокое проплавление, стабилизирующее температуру ванны по объему, что приводит к качественному формированию обратного валика и возможности регулировки его усиления как по высоте, так и по ширине. Сам процесс сварки значительно упрощается, поскольку сварщику не требуется поддерживать определенные углы наклона электрода при сварке неповоротных стыков, уменьшается влияние длины вылета электрода в отличие от сварки с капельным переносом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
Изобретение относится к области сварочного производства, а именно к дуговой механизированной сварке плавящимся электродом в среде защитных газов, и может использоваться для сварки конструкций или деталей встык без зазора. В заявленном способе дуговой сварки плавящимся электродом в среде защитных газов формируют электрическую дугу с образованием сварочной ванны и с образованием последовательности сварочных циклов. Циклы состоят из фазы горения дуги и фазы короткого замыкания между электродом и сварочной ванной. При этом в начальный момент фазы горения дуги осуществляют подачу сильноточного импульса энергии. Он обеспечивает режим мелкокапельного переноса, либо струйного переноса, либо режим переноса электродного металла в виде паров. Этим обеспечивается бескапельный перенос электродного металла с формированием сварочной ванны. После чего осуществляют сближение торца электрода с ванной в режиме поддержания горения дуги и погружают электрод в сварочную ванну с подачей на электрод импульса энергии. Техническим результатом заявленного способа является улучшение качества сварки за счет обеспечения глубокого проплавления сварочной ванны. 1 з.п. ф-лы, 3 ил.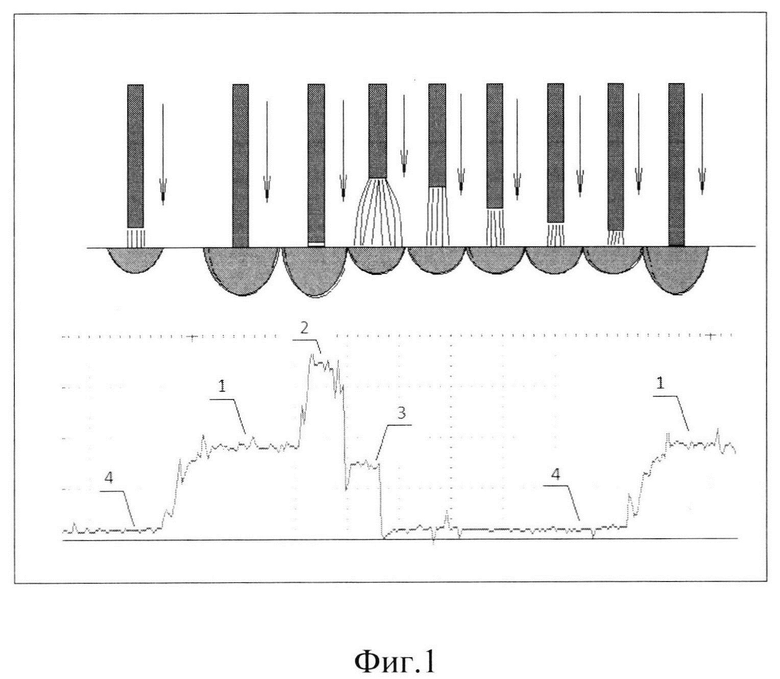
1. Способ дуговой сварки плавящимся электродом в среде защитных газов, включающий формирование электрической дуги с образованием сварочной ванны и с образованием последовательности сварочных циклов, состоящих из фазы горения дуги и фазы короткого замыкания между электродом и сварочной ванной, отличающийся тем, что в начальный момент фазы горения дуги осуществляют подачу сильноточного импульса энергии, обеспечивающего режим мелкокапельного переноса, или струйного переноса, или режим переноса электродного металла в виде паров с обеспечением бескапельного переноса электродного металла с формированием сварочной ванны без образования на торце электрода капли, способной закоротить дуговой промежуток, после чего осуществляют сближение торца электрода с ванной в режиме поддержания горения дуги, погружают электрод в сварочную ванну с подачей на электрод импульса энергии, стабилизированного по току или напряжению, обеспечивающего поддержание системы ванна-торец электрода в расплавленном состоянии до момента отрыва электрода от ванны с последующим переходом к фазе горения дуги.
2. Способ по п. 1, отличающийся тем, что отрыв электрода от ванны осуществляют принудительно путем подачи дополнительного сильноточного импульса.
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| US 5001326 A1, 19.03.1991 | |||
| US 6501049 B2, 31.12.2002 | |||
| US 4546234 A1, 08.10.1985 | |||
| US 4866247 A1, 12.09.1989. | |||

