Изобретение относится к области ультразвукового контроля, в частности к способу определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с помощью ультразвуковых дефектоскопов, использующих принцип акустической томографии, и может быть использовано при подготовке газопровода к проведению первичного обследования внутритрубными инспекционными устройствами.
Известен способ определения длины патрубка, выступающего внутрь трубы тройникового соединения, эхо-сигналом. Сущность способа заключается в том, что создают в стенке патрубка возмущающее воздействие с помощью излучателя ультразвуковых колебаний, установленного на наружной поверхности патрубка, и измеряют величину параметра входного сигнала путем снятия величины амплитуды и определяют на линии А-развертки местоположение отраженного ультразвукового импульса с жидкокристаллического экрана ультразвукового дефектоскопа, при этом дополнительно получают длину пути отраженного эхо-сигнала от торца патрубка до места установки излучателя путем перемещения излучателя ультразвуковых колебаний вдоль патрубка по наружной стенке для получения максимального эхо-сигнала с последующим расчетом длины выступающей части патрубка по соответствующей формуле (см. пат. RU №2556316, МПК G01N 29/04, опубл. 10.07.2015 г.).
Недостатком данного способа является определение ограниченной протяженности выхода патрубка. При определении длины патрубка, выступающего внутрь трубы тройникового соединения ЭХО - сигналом присутствует большое количество структурных шумов, из-за которых отраженный сигнал от торца прямой врезки теряется в помехах, а также, если патрубок выступает внутрь трубы на расстояние более двух отраженных сигналов, то торец выступающего патрубка не виден, то есть существует вероятность определения некорректного значения выхода ответвления в магистраль.
Задачей предлагаемого изобретения является разработка способа определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок в магистральный газопровод с использованием методов высокочастотной томографии, обладающего высокой точностью, без проведения огневых работ без остановки газопроводов со стравливанием газа.
Технический результат, который может быть достигнут с помощью предлагаемого изобретения, сводится к точности и упрощению способа определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод. Применение способа определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с использованием методов акустической томографии при подготовке трассы к проведению комплекса первичного ВТД на участке газопровода необходимо для безаварийной работы опасного производственного объекта и отсутствия незапланированных материальных затрат эксплуатирующей организации.
Технический результат достигается путем проведения ультразвукового контроля прямой врезки с использованием дефектоскопа-томографа. В основе работы дефектоскопа-томографа лежит принцип цифровой (вычислительной) фокусировки антенной решетки с получением томограмм сфокусированных в каждую точку сечения, что обеспечивает наилучшее пространственное разрешение и максимальную чувствительность во всей визуализируемой области, а также высокую производительность контроля. После фиксации фокусного пятна от торца патрубка обеспечивается возможность оценки реальных размеров дефектометрическим методом, т.е. измерением координат характерных точек образа торца по реконструируемому изображению на экране дефектоскопа, который обеспечивает визуализацию в режиме реального времени. Проведение обследования тройниковых сварных соединений (прямых врезок) в режиме томографа существенно упрощает и делает более доступной интерпретацию полученной информации по сравнению с ультразвуковым дефектоскопом. Визуализация на экране томографа в виде яркого и понятного изображения сечения упрощает анализ, то есть не приходится интерпретировать амплитуду и координаты эхосигнала (А-скана), получаемого на экране типового УЗ дефектоскопа. Расчет длины выступающей части патрубка производится по формуле Lx=Х-lизм-tнакл-tмг, где
Lx - длина выхода патрубка, мм,
Х - вычисленное дефектоскопом расстояние, характеризующее местоположение отраженных ультразвуковых импульсов, мм,
Lизм - расстояние от антенной решетки до наружной стенки усиливающей накладки, мм,
lнакл - толщина накладки, мм,
tмг - толщина стенки магистрали, мм.
Алгоритм действий определения линейных размеров выхода ответвления тройниковых сварных соединений (прямых врезок) в магистраль состоит из 2 этапов:
1 этап - проверка работоспособности дефектоскопа в режиме «Томограф» на СОП путем проверки абсолютной погрешности измерений координат дальности по поверхности до торца (угла) СОП. Дефектоскоп прошел проверку, если полученное значение расстояния по оси X на панели дефектоскопа соответствует расстоянию измеренному поверенной линейкой в пределах ±(0,02⋅L+1,00), где L - измеряемая дальность по поверхности в мм.
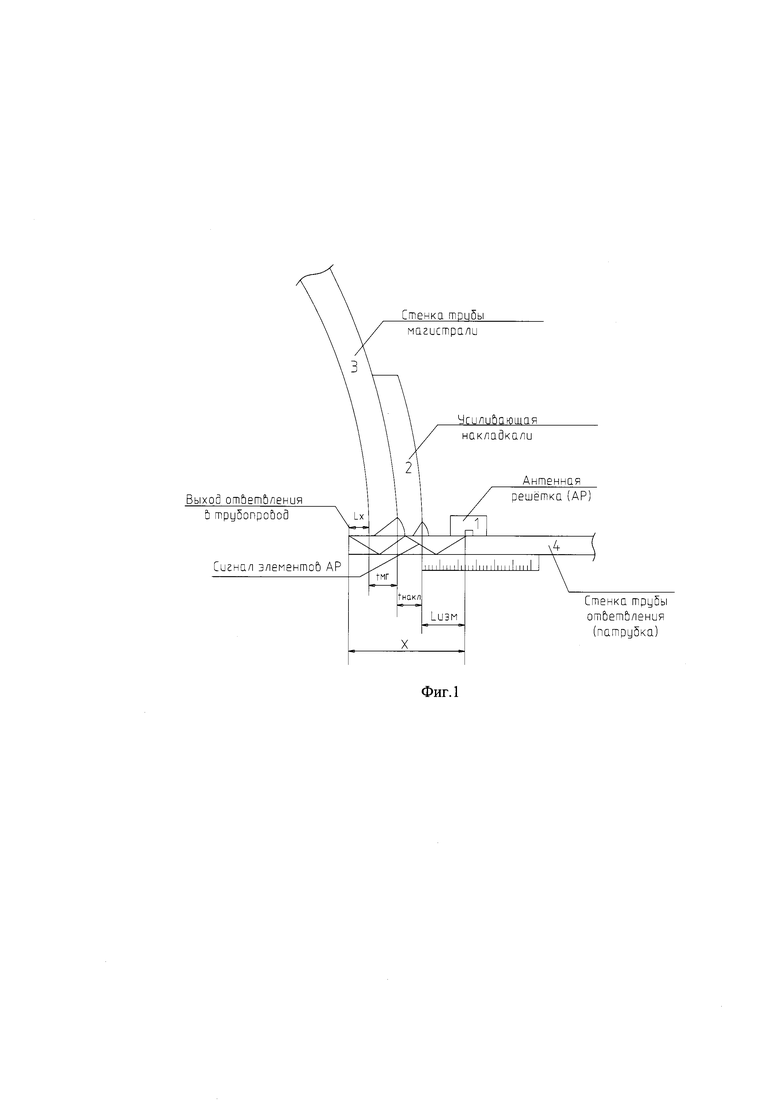
2 этап - проведение технического диагностирования прямой врезки, Ил. 1. Откалиброванным толщиномером производится измерение толщины стенки магистрали (3), патрубка (4) и усиливающей накладки (2) до десятых долей мм. Далее антенная решетка дефектоскопа-томографа (1) устанавливается на образующей патрубка (4) на 12:00; 3:00; 6:00; 9:00 усл. часа патрубка ориентировочно на расстоянии 0 мм, 50 мм и 100 мм от образующей магистрали (усиливающей накладки) и производится фиксация вычисленного расстояния на панели дефектоскопа «X», а также линейкой измеряется расстояние от центра антенной решетки (1) до магистрали (усиливающей накладки) (3 или 2) в зависимости от конструкции соединения. По полученным результатам производится расчет выхода патрубка в основной трубопровод по формуле Lx=X-lизм-tнакл-tмг, где
Lx - длина выхода патрубка, мм,
Х - вычисленное дефектоскопом расстояние, характеризующее местоположение отраженных ультразвуковых импульсов, мм,
Lизм - расстояние от антенной решетки до наружной стенки усиливающей накладки, мм,
tнакл - толщина накладки, мм,
tмг - толщина стенки магистрали, мм.
На чертеже проиллюстрирован способ определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с использованием методов высокочастотной томографии (разрез фиг. 1).
Пример конкретного выполнения способа определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с использованием методов высокочастотной томографии заключается в следующем:
Ультразвуковой дефектоскоп-томограф, например, А1550 Intro Visor с антенной решеткой (АР) 9065 или (АР) М9170 (16 элементные АР поперечных волн с центральной рабочей частотой 4 МГц и сектором обзора от 35° до 80°), излучающей ультразвуковые колебания устанавливают на наружной поверхности объекта контроля - патрубок прямой врезки в 3 точках в продольном направлении на фиксированном расстоянии от образующей магистрального газопровода на 3:00; 6:00; 9:00; 12:00 усл. часа. Фиксируют вычисленное расстояние на панели дефектоскопа «X», а также линейкой измеряют расстояние от центра АР до образующей магистрали (усиливающей накладки) газопровода. Заносят полученные значения в таблицу 1 для дальнейшего проведения расчета по формуле Lx=X-lизм-tнакл-tмг
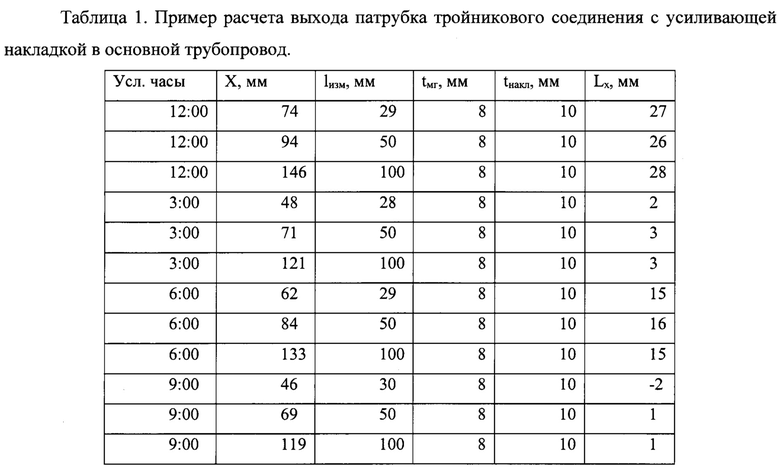
Проведение трех измерений в продольном направлении позволяет исключить риск наведения строба на фантомные образы (ложные сигналы) тем самым повысить точность обследования.
Таким образом, предлагаемый способ определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с использованием методов высокочастотной томографии позволяет определить длину выхода патрубка стальных труб тройниковых соединений, выполненных способом прямой врезки, без проведения огневых работ и без остановки газопровода со стравливанием газа, при этом предлагаемый способ особенно актуален при первичной подготовке газопровода к проведению обследования с применением внутритрубных инспекционных устройств.
Предлагаемое изобретение по сравнению с другими известными техническими решениями имеет следующие преимущества:
- возможность определения длины выхода патрубка в магистраль до 160 мм;
- точность определения длины выхода патрубка составляет ±(0,02⋅L+1,00), где L - измеряемая дальность по поверхности в мм;
- упрощение способа определения длины выхода патрубка за счет автоматизированного расчета расстояния и визуализации на панели дефектоскопа, без проведения огневых работ с остановкой газопроводов и стравливанием газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ПАТРУБКА, ВЫСТУПАЮЩЕГО ВНУТРЬ ТРУБЫ ТРОЙНИКОВОГО СОЕДИНЕНИЯ, ЭХО-СИГНАЛОМ | 2014 |
|
RU2556316C1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов | 2015 |
|
RU2643118C2 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ТРУБОПРОВОДА И НЕСАНКЦИОНИРОВАННЫХ ВРЕЗОК В ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379579C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ТРУБОПРОВОДА И НЕСАНКЦИОНИРОВАННЫХ ВРЕЗОК В ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572907C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ РЕЖИМА ДВИЖЕНИЯ ДИАГНОСТИЧЕСКОГО СНАРЯДА В ЭТАНОПРОВОДЕ | 2016 |
|
RU2644430C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ РЕЖИМА ДВИЖЕНИЯ ДИАГНОСТИЧЕСКОГО СНАРЯДА В ЭТАНОПРОВОДЕ | 2016 |
|
RU2644429C2 |
| Способ обнаружения дефектов трубопроводов и устройство для его осуществления | 2023 |
|
RU2822335C1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ РЕЖИМА ДВИЖЕНИЯ ДИАГНОСТИЧЕСКОГО СНАРЯДА В ЭТАНОПРОВОДЕ | 2016 |
|
RU2644431C2 |
Изобретение относится к области ультразвукового контроля, в частности к способу определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с помощью ультразвуковых дефектоскопов, использующих принцип акустической томографии, и может быть использовано при подготовке газопровода к проведению первичного обследования внутритрубными инспекционными устройствами. Предложен способ определения линейных размеров выхода ответвлений тройниковых сварных соединений (прямых врезок) в магистральный газопровод с использованием методов высокочастотной томографии, заключающийся в возбуждении в объекте контроля ультразвуковых колебаний антенно-фокусированной решеткой, с последующим автоматизированным расчетом расстояния от антенной решетки до торца патрубка и выполнением расчета длины выступающей части патрубка по соответствующей формуле. Технический результат: возможность определения длины выхода патрубка в магистраль протяженностью до 160 мм, высокая точность определения длины выхода патрубка составляет ±(0,02⋅L+1,00), где L - измеряемая дальность по поверхности в мм; упрощение способа определения длины выхода патрубка за счет автоматизированного расчета расстояния и визуализации образов угла торца патрубка на панели дефектоскопа. 1 ил., 1 табл.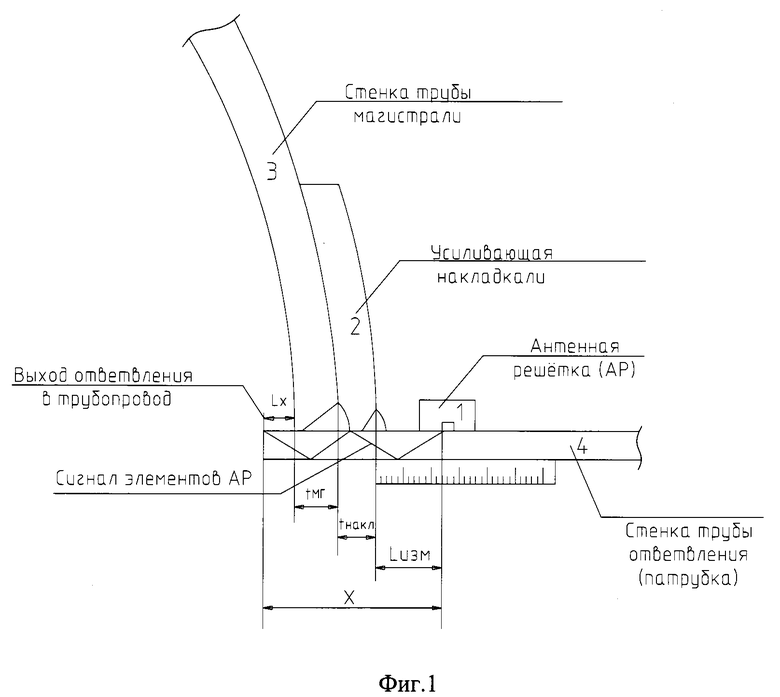
Способ определения длины патрубка, выступающего внутрь трубы тройникового соединения, включающий создание в стенке патрубка возмущающего воздействия с помощью излучателя ультразвуковых колебаний, установленного на наружной поверхности патрубка, отличающийся тем, что откалиброванным толщиномером производится измерение толщины стенки магистрального газопровода, патрубка и усиливающей накладки, причем в качестве излучателя ультразвуковых колебаний при определении величины выхода патрубка используется антенная решетка с цифровой фокусировкой, которая устанавливается на образующей патрубка 12:00; 3:00; 6:00; 9:00 условного часа патрубка на расстоянии от наружной стенки усиливающей накладки, а местоположение отраженных ультразвуковых импульсов определяют на В-томограмме жидкокристаллического экрана ультразвукового дефектоскопа, при этом линейкой измеряется расстояние от центра антенной решетки дефектоскопа-томографа до наружной стенки усиливающей накладки с последующим расчетом длины выступающей части патрубка по формуле Lx=Х-lизм-tнакл-tмг где
Lx - длина выхода патрубка, мм,
Х - вычисленное дефектоскопом расстояние, характеризующее местоположение отраженных ультразвуковых импульсов, мм,
Lизм - расстояние от антенной решетки до наружной стенки усиливающей накладки, мм,
tнакл - толщина накладки, мм,
tмг - толщина стенки магистрали, мм.
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ ПАТРУБКА, ВЫСТУПАЮЩЕГО ВНУТРЬ ТРУБЫ ТРОЙНИКОВОГО СОЕДИНЕНИЯ, ЭХО-СИГНАЛОМ | 2014 |
|
RU2556316C1 |
| СПОСОБ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ УПРУГИХ ТРУБОПРОВОДОВ | 2000 |
|
RU2173413C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫСОТЫ НЕПРОВАРА В СВАРНЫХ ШВАХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256907C1 |
| US 9134280 B2 15.09.2015 | |||
| US 6497150 B1 24.12.2002 | |||
| US 5583292 A 10.12.1996. | |||

