ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к текстурированным лентам для производства бумажных салфеток. Изобретение также относится к станку (устройству) для производства бумажных салфеток и способам с использованием указанной текстурированной ленты.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
При производстве бумажных салфеток известно, что производство гладких и плотных бумажных салфеток осуществляется путем, так называемой воздушной сушки, обычно называемой сквозной воздушной сушкой (TAD). Примеры технологии TAD раскрыты, например, в патенте США №4,481,722 и патенте США №3,303,576. Несмотря на то, что бумажные салфетки, производимые по технологии TAD, обладают хорошими свойствами, сам процесс производства отличается высокой энергоемкостью. Для производства бумажных салфеток со свойствами, сравнимыми с теми, которые могут быть получены с помощью технологии TAD, но без потребления такого большого количества энергии, было предложено обеспечить достижение желаемых свойств без технологии TAD. Вместо этого свойства или аналогичные свойства могут быть достигнуты с помощью текстурированной ткани, которая проходит через прессовый зазор вместе с волокнистым полотном, которое в дальнейшем должно стать бумажной салфеткой. Далее трехмерная структура/текстура вдавливается в волокнистое полотно текстурированной тканью в момент прохождения волокнистого полотна через прессовый зазор. Примеры такой технологии раскрыты, например, в патенте США №6,547,924 и патенте США №8,202,396. При использовании таких технологий с текстурированной тканью, которая вдавливается в волокнистое полотно, которое все еще остается влажным, желательно, чтобы свойства полотна бумажной салфетки можно было контролировать. Целью настоящего изобретения является создание текстурированной ленты и устройства (станка), которые позволяют контролировать желаемые свойства.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к текстурированной ленте для изготовления бумажных салфеток на устройстве (станок) для производства бумажных салфеток. Согласно способу по настоящему изобретению, предлагающему использование указанной текстурированной ленты, волокнистое полотно пропускают через, по меньшей мере, один прессовый зазор вместе с текстурированной лентой, одна из сторон которой обращена к волокнистому полотну в прессовом зазоре, а поверхность этой стороны является текстурированной поверхностью, контактирующей с полотном. В лучших вариантах реализации изобретения, раскрытых со ссылкой на ФИГ. 1-22 выбор текстурированной ленты должен гарантировать, чтобы производимые бумажные салфетки имели желаемые значения для одного или нескольких параметров.
В лучших вариантах реализации изобретения сторона текстурированной ленты, которая обращена к волокнистому полотну, содержит слой полимерного материала, так что поверхность текстурированной ленты, которая контактирует с волокнистым полотном в прессовом зазоре, представляет собой поверхность, образованную полимерным материалом. Полимерный материал может быть, в частности, полиуретаном или материалом со свойствами, аналогичными свойствам полиуретана.
Изобретатели обнаружили, что хорошие свойства бумажных салфеток могут быть достигнуты, когда поверхность текстурированной ленты, которая обращена к волокнистому полотну в прессовом зазоре, текстурирована таким образом, что в полимерном материале формируются полости, образующие поверхность, обращенную к волокнистому полотну. В контексте настоящей заявки на патент полости также могут называться «точками».
Хорошие результаты могут быть достигнуты, когда полости/точки имеют глубину в диапазоне 0,10-0,9 мм, предпочтительно глубину в диапазоне 0,15-0,70 мм; еще более предпочтительна глубина в диапазоне 0,20-0,50 мм. Наиболее предпочтительно, чтобы полости/точки имели глубину в диапазоне 0,20-0,40 мм.
Для всех вариантов реализации изобретения, описанных со ссылкой на ФИГ. 1-20, целесообразно, чтобы та часть контактирующей с полотном поверхности структурирующей ленты, которая находится между полостями/точками, определяла площадь контакта, которая составляет 30-80% общей площади поверхности, контактирующей с полотном, предпочтительно 30% - 70% от общей площади поверхности, контактирующей с полотном.
Для всех вариантов реализации изобретения, описанных со ссылкой на ФИГ. 1-20, предпочтительно, чтобы полости/точки были распределены по всей ширине текстурированной ленты и предпочтительно, чтобы они были распределены равномерно.
Предпочтительно, чтобы площадь контакта была плоской, т.е. практически ровной.
Изобретатели протестировали текстурированные ленты, которые можно в общих чертах разделить на три отдельные группы: ленты с тонкой текстурой, ленты со средней текстурой и ленты с грубой текстурой.
Ленты с тонкой текстурой могут иметь полости/точки глубиной в диапазоне 0,15-0,32 мм, в частности 0,2-0,32 мм. Для лент с тонкой текстурой часть поверхности, контактирующей с полотном, которая находится между полостями, может определять площадь контакта, которая составляет 50-80% от общей площади поверхности, контактирующей с полотном, предпочтительно 56-67% от общей площади поверхности, контактирующей с полотном. Для лент с тонкой текстурой каждая полость может иметь площадь в диапазоне от 0,60 мм2 до 0,70 мм2, предпочтительно 0,64 мм2. В этом контексте «область» полости (или точки) следует понимать как область, которую можно увидеть с направления, перпендикулярного плоскости поверхности ленты.
И для лент с тонкой текстурой, и для лент со средней текстурой, и для лент с грубой текстурой каждая полость может иметь круглую форму. Однако текстурированные ленты могут также иметь полости/точки, имеющие овальную форму. Если используется овальная форма, точки могут быть расширены либо в машинном направлении (направлении, в котором работает станок/устройство), либо в поперечном направлении. Например, точка/полость может быть растянута в машинном направлении (МН) с соотношением 1,5:1 или может быть растянута в поперечном направлении (ПН) с соотношением 2:1, т.е. расширение в поперечном направлении и расширение в машинном направлении.
Для лент со средней текстурой полости имеют глубину в диапазоне 0,20-0,40 мм, предпочтительная глубина находится в диапазоне 0,25-0,35 мм, а наиболее предпочтительная глубина составляет 0,30 мм. Площадь точек (площадь полостей) лент со средней текстурой может находиться в диапазоне 0,80-1,30 мм2, а предпочтительная площадь составляет 1,13 мм2. Для лент со средней текстурой часть поверхности, контактирующей с полотном, которая находится между полостями, определяет площадь контакта, при этом площадь контакта может составлять 30-70% от общей площади поверхности, контактирующей с полотном, при этом предпочтительно, чтобы она составляла 46-65% от общей площади поверхности, контактирующей с полотном.
Также для лент со средней текстурой точки/полости могут иметь круглую или овальную форму, которая растягивается в машинном направлении или в поперечном направлении. Например, ленты со средней текстурой могут иметь полости/точки овальной формы, так что полость расширяется в машинном направлении с соотношением 1,5:1 между растяжением в машинном направлении и растяжением в поперечном направлении.
Ленты со средней текстурой могут также иметь полости овальной формы, вытянутые в поперечном направлении, например, с соотношением 2:1 между растяжением в поперечном направлении и растяжением в машинном направлении.
Для лент с грубой текстурой полости могут иметь глубину в диапазоне 0,35-0,50 мм, например глубину 0,40 мм.
Для лент с грубой текстурой часть поверхности, контактирующей с полотном, которая находится между полостями, может определять площадь контакта, которая может составлять 30-70% от общей площади поверхности, контактирующей с полотном, и предпочтительно составляет 46-64% от общей площади поверхности, контактирующей с полотном.
Как и в случае с лентами с тонкой текстурой и лентами со средней текстурой, ленты с грубой текстурой могут иметь точки/полости, которые выполнены таким образом, что каждая полость имеет либо круглую форму, либо овальную форму, вытянутую в поперечном направлении, либо овальную форму, вытянутую в машинном направлении.
Ленты с грубой текстурой могут иметь полости/точки, которые выполнены таким образом, что наибольший диаметр каждой полости находится в диапазоне 1,30-2,50 мм. Предпочтительно, чтобы наибольший диаметр каждой точки/полости лент грубой текстуры находился в диапазоне 1,34-2,25 мм, даже более предпочтительно в диапазоне 1,40-1,80 мм. В некоторых вариантах осуществления наибольший диаметр полостей ленты с грубой текстурой может составлять 1,73 мм.
Лента с грубой текстурой может иметь полости/точки с площадью в диапазоне, например, 1,60-2,50 мм2, предпочтительно в диапазоне 1,90-2,30 мм2. Например, площадь точек ленты с грубой текстурой может составлять 2,27 мм2.
Ленты с грубой текстурой могут иметь круглые или овальные точки. В случае овальной формы они могут быть ориентированы, как в машинном направлении, так и в поперечном направлении. Например, если они ориентированы (вытянуты) в машинном направлении,
Выбирая различные комбинации диаметра или площади полостей/точек, глубины полостей и площади контакта между полостями текстурированной ленты можно оптимизировать, контролировать и/или повлиять на одно или несколько желаемых свойств бумажных салфеток. Такие желаемые свойства могут включать в себя консистенцию после прохождения прессового вала (т.е. сухость волокнистого полотна после того, как волокнистое полотно прошло через прессовый зазор), толщину и/или мягкость.
Во всех вариантах реализации изобретения волокнистое полотно можно пропустить вместе с текстурированной лентой через зазор между двумя валами, один из которых является башмачным валом. Таким образом, зазор может служить зазором для башмачного пресса, и использование башмачного пресса является выгодным. Линейную нагрузку в зазоре можно выбирать в зависимости от того, что считается подходящим для каждого конкретного случая. Однако во многих реалистичных вариантах осуществления линейная нагрузка в зазоре может составлять 600 кН/м, но также можно учитывать и другие значения, например, линейные нагрузки в диапазоне 300-700 кН/м, предпочтительно 500-700 кН/м. Также возможны варианты осуществления, в которых линейная нагрузка в зазоре может даже превышать 700 кН/м. Изобретатели обнаружили, что такие значения, как 600 кН/м или около 600 кН/м, подходят для многих практических случаев. После прессования текстурированной лентой волокнистое полотно можно перенести с текстурированной ленты в сушильный цилиндр, затем волокнистое полотно сушится в сушильном цилиндре с последующим крепированием из сушильного цилиндра. Допускается эксплуатировать (станок) устройство при таких условиях, когда скорость устройства (станка) после крепирования из сушильного цилиндра ниже, чем перед перемещением волокнистого полотна в сушильный цилиндр. Во многих практических вариантах осуществления скорость станка после крепирования может быть на 10-30% ниже, чем до переноса полотна в сушильный цилиндр, предпочтительно на 18% или примерно на 18% ниже.
Для лент с тонкой текстурой, лент со средней текстурой и лент с грубой текстурой форма овальных точек может быть различной. Это применимо как в том случае, когда точки растягиваются в машинном направлении, так и когда они растягиваются в поперечном направлении. Например, ленты с тонкой текстурой и ленты со средней текстурой могут иметь точки, вытянутые в машинном направлении с соотношением между вытяжением в машинном направлении и вытяжением в поперечном направлении, которое предположительно может варьироваться в диапазоне от 1,3:1 до 2,3:1. Например, соотношение может составлять 1,5:1 или 2:1. Таким же образом ленты с тонкой текстурой и ленты со средней текстурой могут иметь точки, вытянутые в поперечном направлении с соотношением между вытяжением в поперечном направлении и вытяжением в машинном направлении, которое предположительно может варьироваться в пределах 1,6:1-2,2:1.
Для лент с грубой текстурой точки, вытянутые в поперечном направлении, предположительно могут иметь соотношение между вытяжением в поперечном направлении и вытяжением в машинном направлении, которое варьируется в пределах, например, от 1,4:1 до 2:1. Для лент с грубой текстурой точки, вытянутые в машинном направлении (МН), предположительно могут иметь соотношение между вытяжением в машинном направлении и вытяжением в поперечном направлении, которое варьируется в диапазоне, например, от 1,4:1 до 2,1:1.
Изобретение также можно описать на базе станка для производства бумажных салфеток. Устройство (станок) по настоящему изобретению содержит формующую секцию, сушильный цилиндр, например, сушильный Янки-цилиндр, и секцию прессования. Секция прессования оборудована первым блоком прессования и вторым блок прессования, между которыми формируется зазор. Второй блок прессования предпочтительно представляет собой башмачный вал, тогда как второй блок прессования может быть роликом, выполняющим функцию противодействующего ролика для башмачного вала. Например, второй блок прессования может быть валом с регулируемым прогибом или валом с изгибом. Устройство (станок) по настоящему изобретению также содержит сушильный цилиндр, который выполнен с возможностью нагрева изнутри горячим паром и на котором волокнистое полотно может сушиться с помощью тепла. Сушильный цилиндр может быть, в частности, сушильным Янки-цилиндром с внутренними канавками. Янки-цилиндр может быть, например, выполнен из чугуна, а также из сварной стали, например, подобно Янки-цилиндру, раскрытому в ЕР 2126203. Согласно важному аспекту изобретения устройство (станок) по настоящему изобретению содержит текстурированную ленту. Текстурированная лента может использоваться для создания текстуры, то есть трехмерной структуры в волокнистом полотне. Текстурированная лента может быть выполнена с возможностью прохождения по кругу через зазор к сушильному цилиндру, обеспечивая перенос волокнистого полотна текстурированной лентой к сушильному цилиндру и его помещение в сушильный цилиндр. Сторона текстурированной ленты, которая контактирует с волокнистым полотном, содержит слой полимерного материала, в результате чего полимерный материал будет контактировать с волокнистым полотном, и на той поверхности текстурированной ленты, которая входит в контакт с волокнистым полотном, образуются полости, т.е. поверхность с полимерным слоем. В контексте настоящей заявки на патент полости также могут называться «точками».
Полимерный материал текстурированной ленты, используемой в устройстве (станке) по настоящему изобретению, может быть полиуретаном или материалом, имеющим свойства, подобные полиуретану.
Полости (или точки) на поверхности полимерного материала текстурированной ленты могут иметь глубину в диапазоне 0,10-0,9 мм, при этом предпочтительная глубина колеблется в диапазоне 0,15-0,70 мм, еще более предпочтительная глубина колеблется в диапазоне 0,20-0,50 мм, а наиболее предпочтительная глубина находится в диапазоне 0,20-0,40 мм.
В вариантах осуществления устройства (станка) по настоящему изобретению при использовании текстурированных лент, как описано со ссылкой на ФИГ. 1-20, полости имеют глубину в диапазоне от 0,2 мм до 0,32 мм, в то время как часть поверхности, контактирующая с полотном, которая находится между полостями, определяет площадь контакта, которая составляет 56%-67% от общей площади поверхности, контактирующей с полотном.
Лента по настоящему изобретению и устройство (станок) по настоящему изобретению подходят для изготовления бумажных салфеток с базовой массой в диапазоне от 10 г/м2 до 50 г/м2 (относительно базовой массы готового высушенного продукта после сушки в сушильном цилиндре). Лента по настоящему изобретению и устройство (станок, здесь и далее будем считать эти термины равнозначными) по настоящему изобретению могут быть использованы для производства, например, банных принадлежностей, салфеток для лица или полотенец.
В другом аспекте ленты по настоящему изобретению полости могут быть распределены по обращенной к полотну поверхности таким образом, что условная сетка, размещенная на обращенной к полотну поверхности, делит поверхность на повторяющийся узор из прямоугольных ячеек. Каждая ячейка может содержать, по меньшей мере, одну полость и окружающую площадь контакта, и каждая ячейка может вытягиваться в машинном направлении на 0,5-5 мм, предпочтительно на 0,5-4 мм и даже более предпочтительно на 0,5-3 мм. Согласно этому аспекту изобретения глубина каждой полости может находиться в диапазоне 0,10-0,50 мм.
В вариантах осуществления, в которых полости расположены в виде повторяющихся ячеек, площадь контакта каждой ячейки предпочтительно покрывает 30%-70% общей площади ячейки.
Ячейки могут быть распределены в ряды, которые проходят в поперечном направлении, и при этом ячейки соседних рядов могут при необходимости смещаться относительно друг друга в поперечном направлении.
В качестве альтернативы ячейки могут быть распределены в ряды, вытягивающиеся в машинном направлении, в то время как ячейки соседних рядов смещены относительно друг друга в машинном направлении.
Возможно, каждая ячейка будет содержать, по меньшей мере, две отдельные полости разной глубины и/или диаметра.
Отсюда следует, что устройство по настоящему изобретению также можно описать на базе станка, в котором используется текстурированная лента с полостями/точками, которые распределены таким образом по обращенной к полотну поверхности, что условная сетка, размещенная на обращенной к полотну поверхности, делит поверхность на повторяющийся узор из прямоугольных ячеек. Каждая ячейка может содержать, по меньшей мере, одну полость и прилегающую площадь контакта, при этом каждая ячейка может проходить в машинном направлении на 0,5-5 мм, предпочтительно на 0,5-4 мм и даже более предпочтительно на 0,5-3 мм. Глубина каждой полости находится в диапазоне от 0,10 мм до 0,50 мм. Рекомендуется, чтобы площадь контакта каждой ячейки охватывала 30%-70% общей площади ячейки. При необходимости, ячейки могут быть распределены в ряды, которые проходят в поперечном направлении, тогда как ячейки соседних рядов смещены относительно друг друга в поперечном направлении. В качестве альтернативы ячейки могут быть распределены в ряды, проходящие в машинном направлении, в то время как ячейки соседних рядов смещены относительно друг друга в машинном направлении.
В некоторых вариантах осуществления каждая ячейка может содержать, по меньшей мере, две отдельные полости разной глубины и/или диаметра.
Таким образом, вариант текстурированной ленты согласно изобретению может быть следующим. Текстурированная лента представляет собой текстурированную ленту для создания трехмерного узора на волокнистом полотне во время производства бумажных салфеток. Текстурированная лента имеет сторону, которая предназначена для контакта с волокнистым полотном при производстве бумажных салфеток. Сторона, контактирующая с полотном, имеет полости, которые распределены по поверхности, обращенной к полотну, в результате чего условная сетка, размещенная на поверхности, обращенной к полотну, делит поверхность на повторяющийся узор из прямоугольных ячеек. Каждая ячейка содержит, по меньшей мере, одну полость и прилегающую площадь контакта, при этом каждая ячейка вытягивается в машинном направлении на 0,5-5 мм, предпочтительно на 0,5-4 мм или на 0,5-3 мм, что даже более предпочтительно. В этом варианте осуществления текстурированной ленты по настоящему изобретению глубина каждой полости может находиться в диапазоне 0,10-0,50 мм. Площадь каждой ячейки предпочтительно покрывает 30%-70% общей площади ячейки.
В некоторых вариантах осуществления ячейки могут быть распределены в ряды, которые проходят в поперечном направлении, в то время как ячейки соседних рядов смещены относительно друг друга в поперечном направлении. В качестве альтернативы ячейки могут быть распределены в ряды, вытягивающиеся в машинном направлении, в то время как ячейки соседних рядов смещены относительно друг друга в машинном направлении.
Также возможны варианты осуществления, в которых каждая ячейка содержит, по меньшей мере, две полости разной глубины, и/или диаметра, или площади.
Объяснение других вариантов текстурированной ленты и устройства приведены в подробном описании, а конкретные варианты осуществления могут быть выведены из текста и рисунков подробного описания.
ОПИСАНИЕ РИСУНКОВ
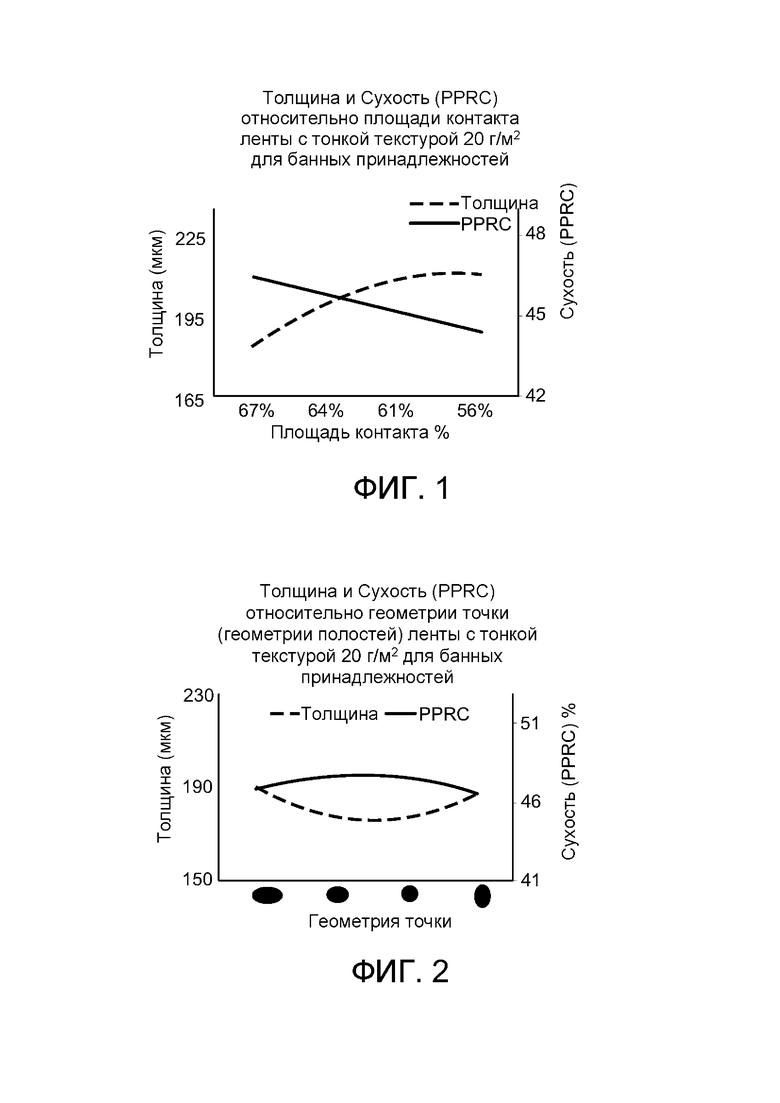
На ФИГ. 1 представлена диаграмма/график, на котором показана взаимосвязь между площадью контакта и сухостью (PPRC) и толщиной ленты с тонкой текстурой.
На ФИГ. 2 показано влияние геометрии точки (геометрии полостей) на толщину и сухость (PPRC) ленты с тонкой текстурой.
ФИГ. 3 представляет собой диаграмму/график, на котором показано влияние глубины полости (глубины точки) на сухость (PPRC) и толщину ленты с тонкой текстурой.
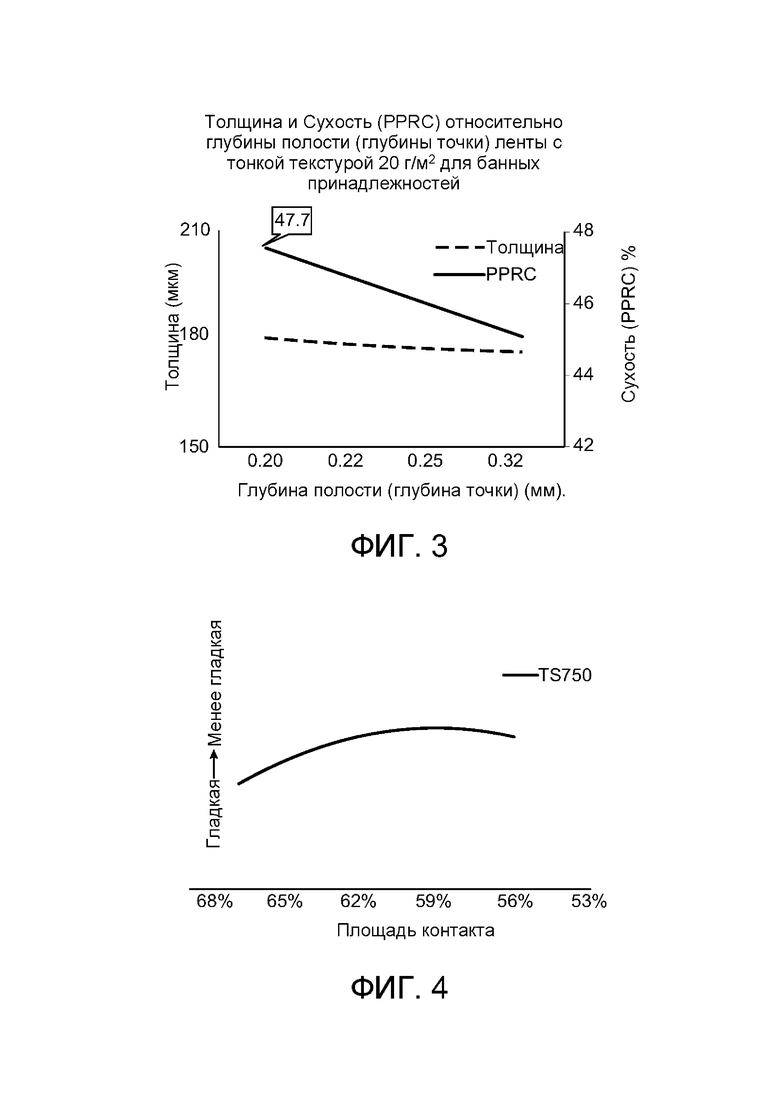
ФИГ. 4 представляет собой диаграмму/график, на котором показано влияние площади контакта на гладкость бумажных салфеток при использовании ленты с тонкой текстурой.
ФИГ. 5 представляет собой диаграмму/график, на котором показано влияние геометрии точки ленты (геометрии полостей) на гладкость ленты с тонкой текстурой.
ФИГ. 6 представляет собой диаграмму/график, на котором показано влияние глубины точки (глубины полостей) на гладкость.
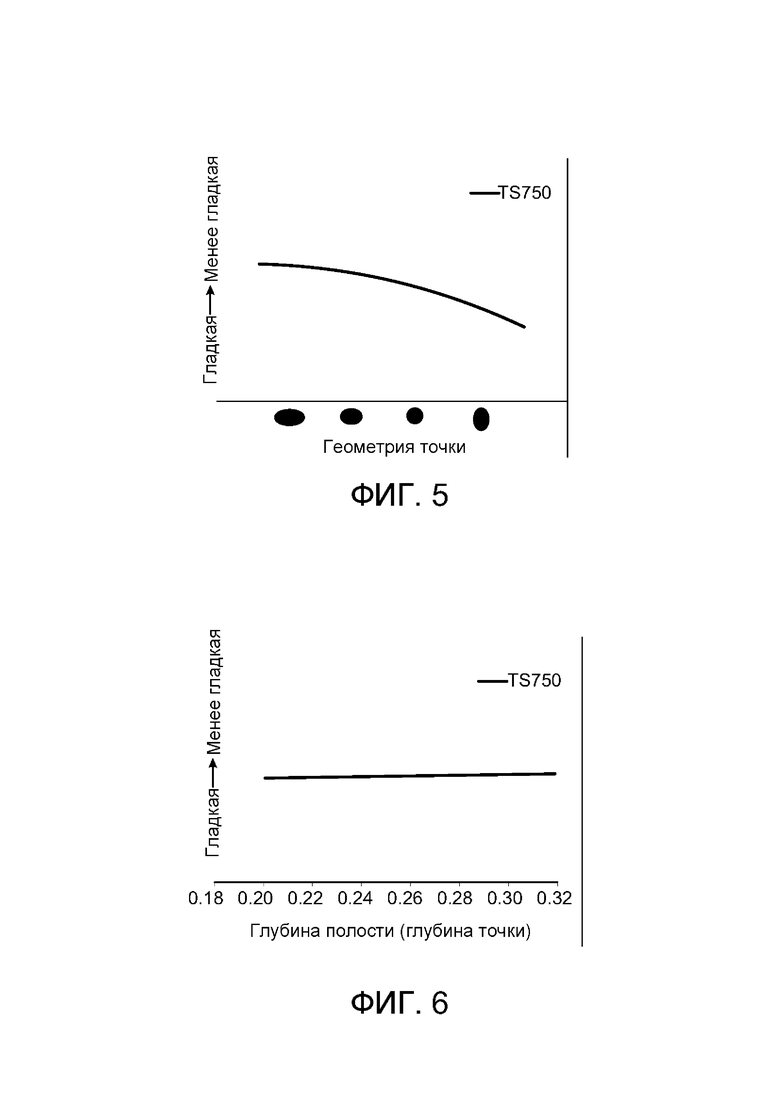
ФИГ. 7 представляет собой диаграмму/график, на котором показано влияние площади контакта на сухость (PPRC) и толщину банных принадлежностей плотностью 20 г/м2 при использовании ленты со средней текстурой. Площадь контакта на ФИГ. 7 показана как изменяющаяся от 64% слева до нижнего значения 46%.
ФИГ. 8 представляет собой диаграмму/график, на котором показано влияние площади контакта на сухость (PPRC) и толщину полотенца плотностью 20 г/м2 при использовании ленты со средней текстурой.
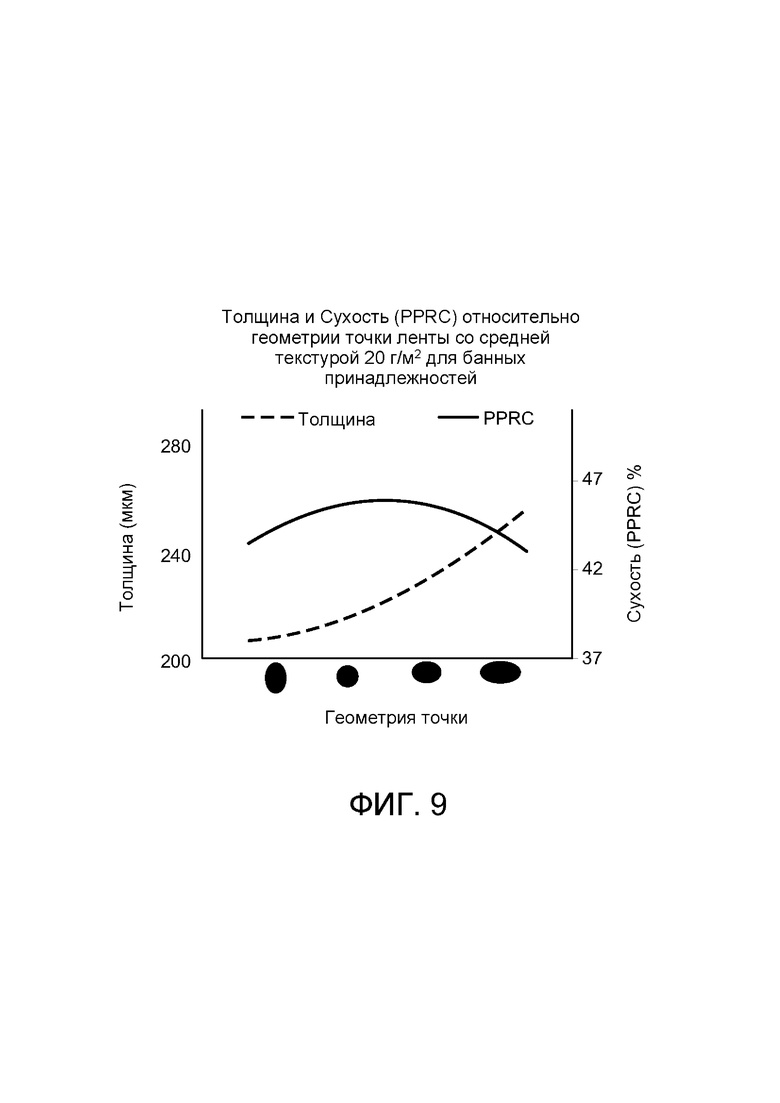
ФИГ. 9 представляет собой диаграмму/график, на котором показано влияние геометрии точки (площади полостей) на толщину и PPRC (сухость) банных принадлежностей плотностью 20 г/м2 при использовании ленты со средней текстурой.
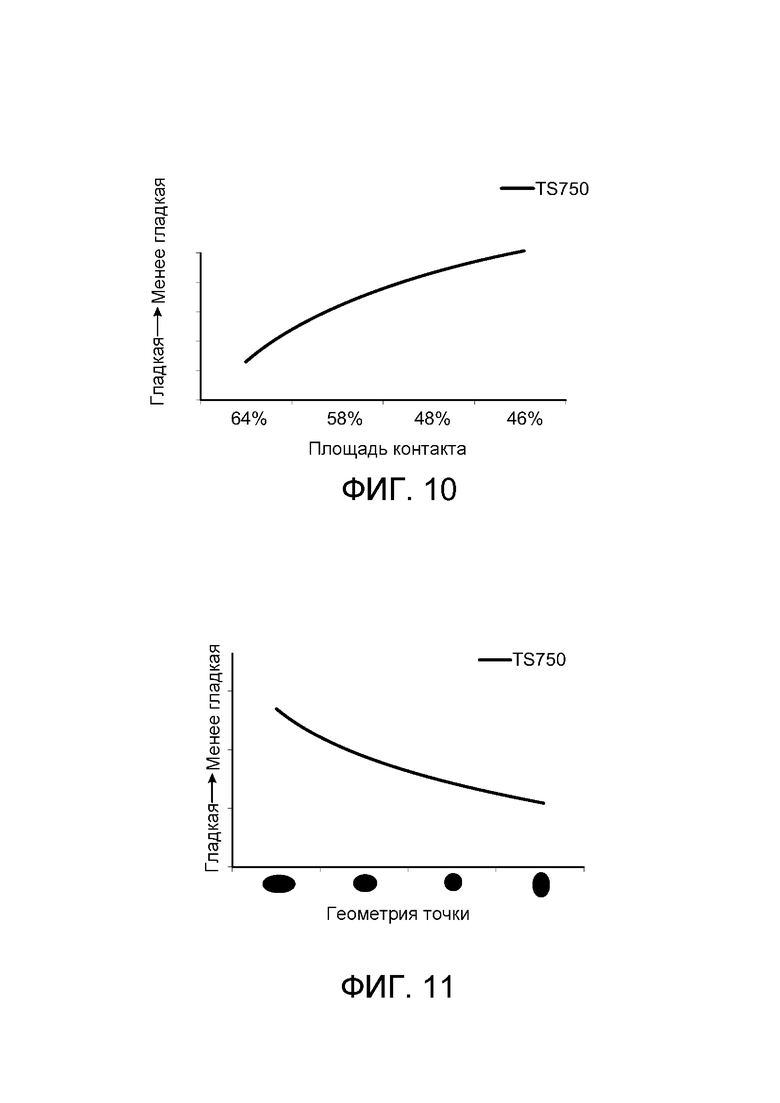
ФИГ. 10 представляет собой диаграмму/график, на котором показано влияние площади контакта на гладкость при использовании ленты со средней текстурой.
ФИГ. 11 представляет собой диаграмму/график, на котором показано влияние геометрии точки (площади полостей) на гладкость при использовании ленты со средней текстурой.
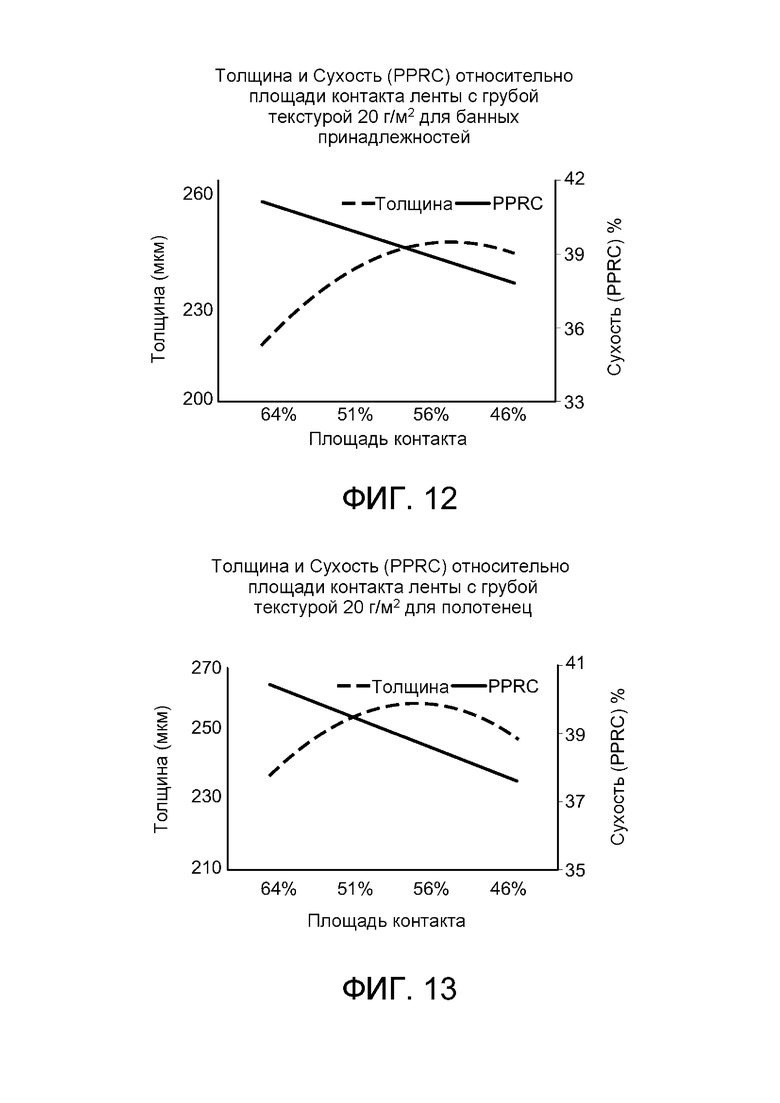
ФИГ. 12 представляет собой диаграмму/график, на котором показано влияние площади контакта на толщину и PPRC (сухость) принадлежности для ванной комнаты плотностью 20 г/м2 при использовании ленты со средней текстурой.
ФИГ. 13 представляет собой диаграмму/график, на котором показано влияние площади контакта на толщину и PPRC полотенца плотностью 20 г/м2 при использовании ленты со средней текстурой.
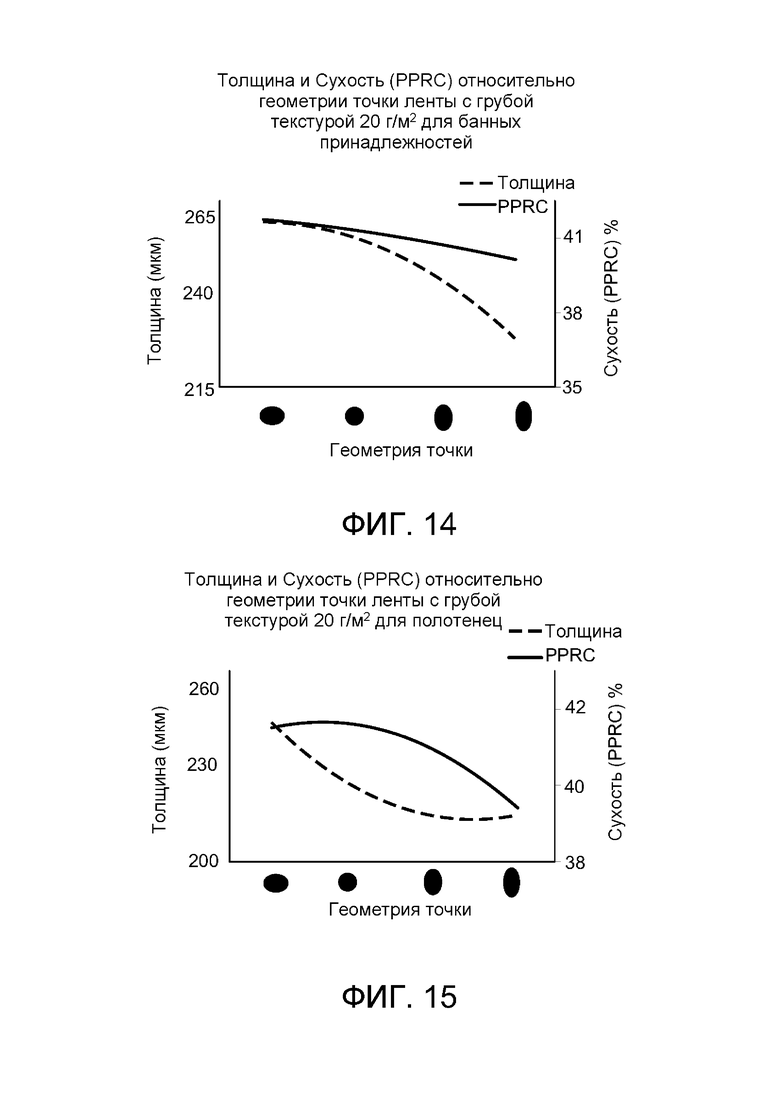
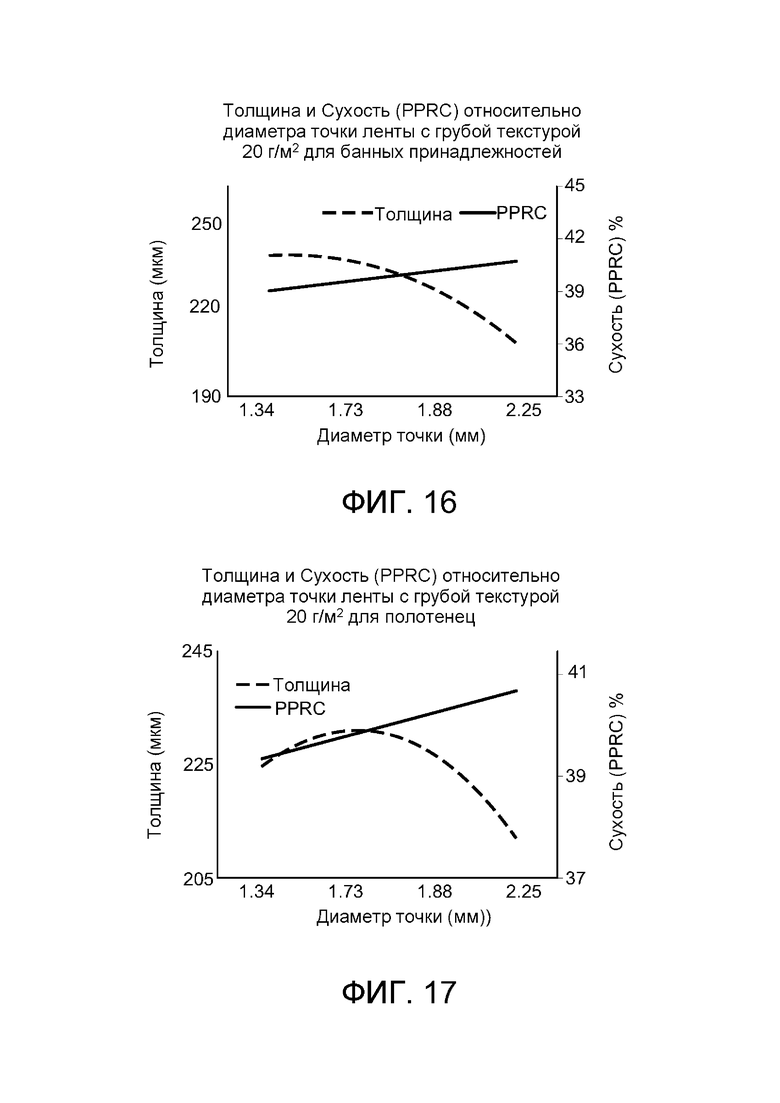
ФИГ. 14 представляет собой диаграмму/график в отношении ленты с грубой текстурой, на котором показано влияние геометрии точки (формы полостей) на толщину и PPRC банных принадлежностей плотностью 20 г/м2.
ФИГ. 15 представляет собой диаграмму/график в отношении ленты с грубой текстурой, на котором показано влияние геометрии точки на полотенце плотностью 20 г/м2 при использовании ленты с грубой текстурой.
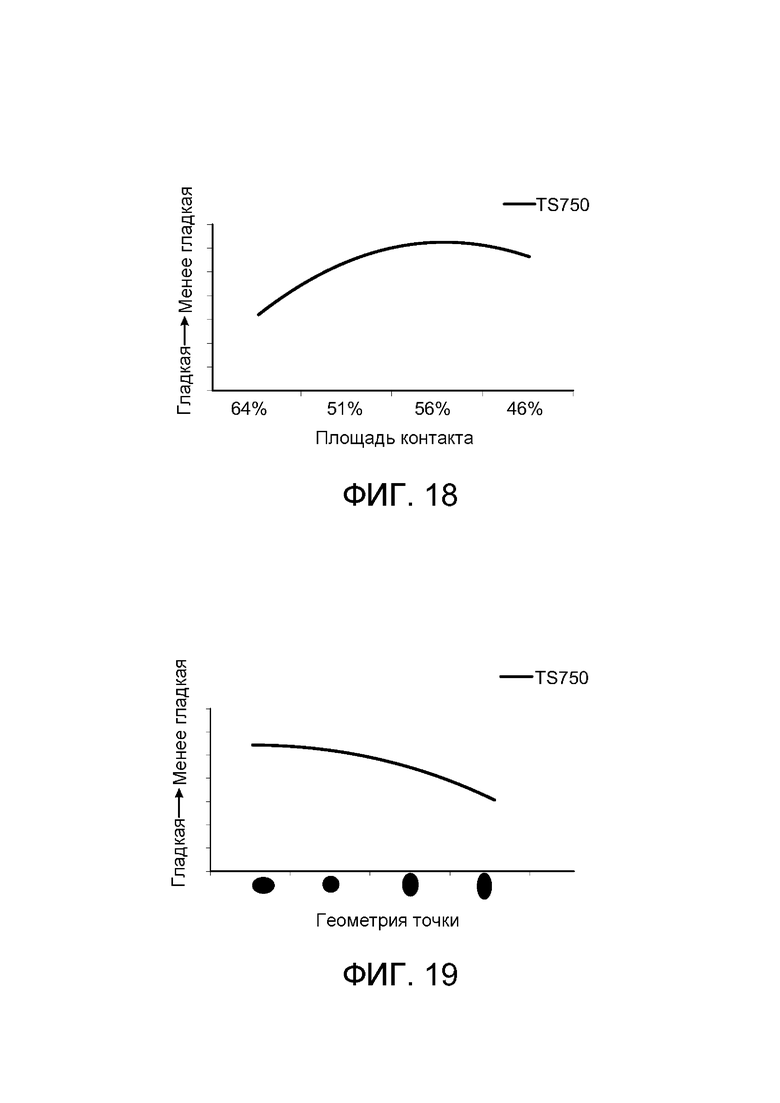
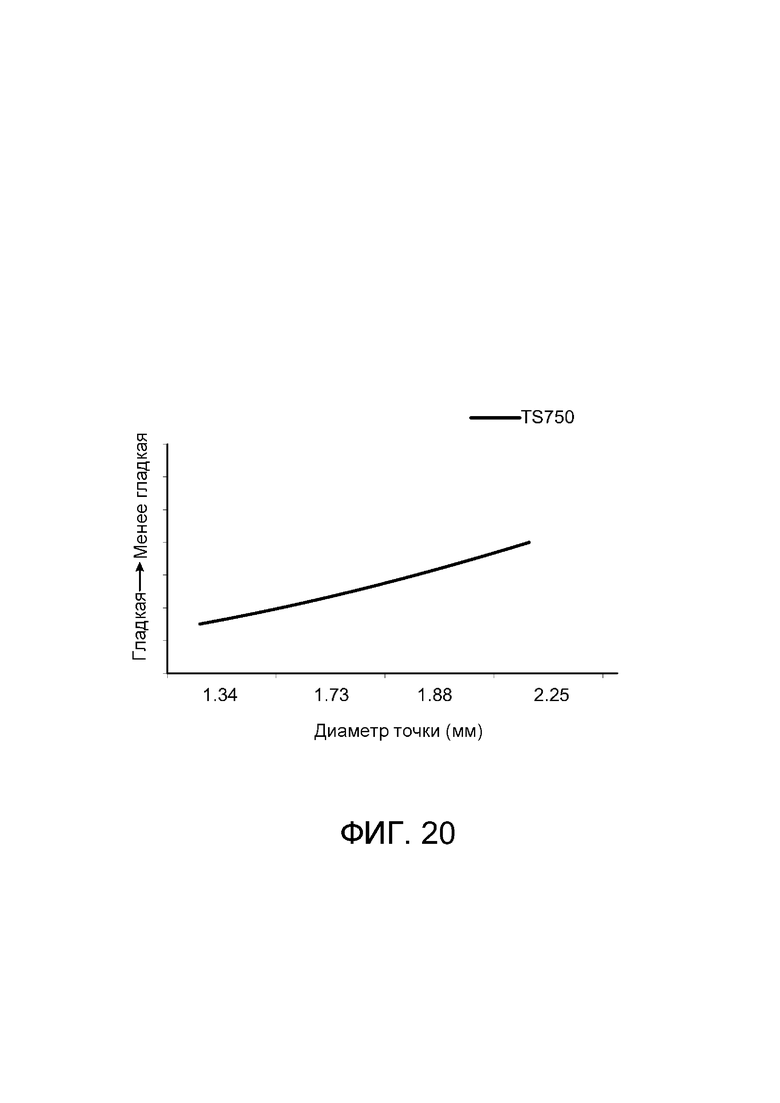
ФИГ. 16-20 относятся к лентам с грубой текстурой и показывают влияние различных площадей контакта, диаметра и геометрии точек на такие свойства, как толщина, PPRC и гладкость.
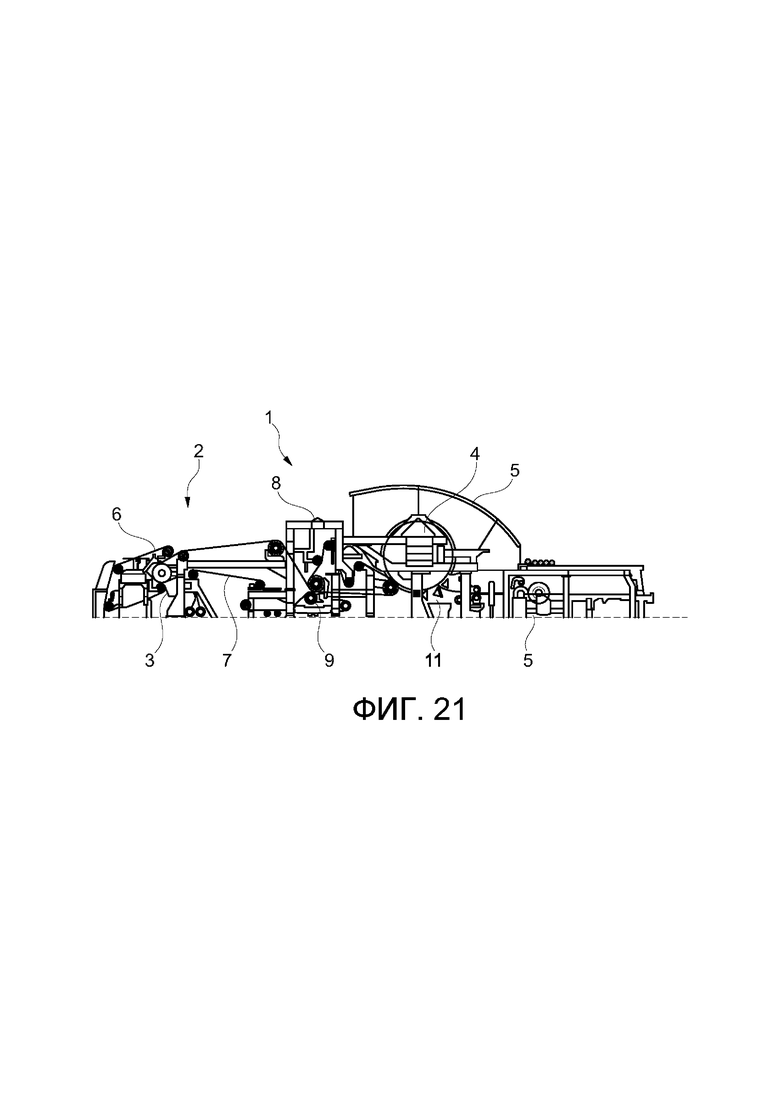
На ФИГ. 20 показан возможный вариант осуществления устройства для бумаги, который можно использовать в настоящем изобретении.
На ФИГ. 21 более подробно показана часть устройства, представленного на ФИГ. 20.
На ФИГ. 22-28 показаны образцы текстурированной ленты, которая существенно отличается от лент, описанных со ссылкой на ФИГ. 1-20.
ФИГ. 29 представляет собой схематическое изображение того, как полости/точки могут образовывать повторяющийся узор на поверхности текстурированной ленты, контактирующей с полотном.
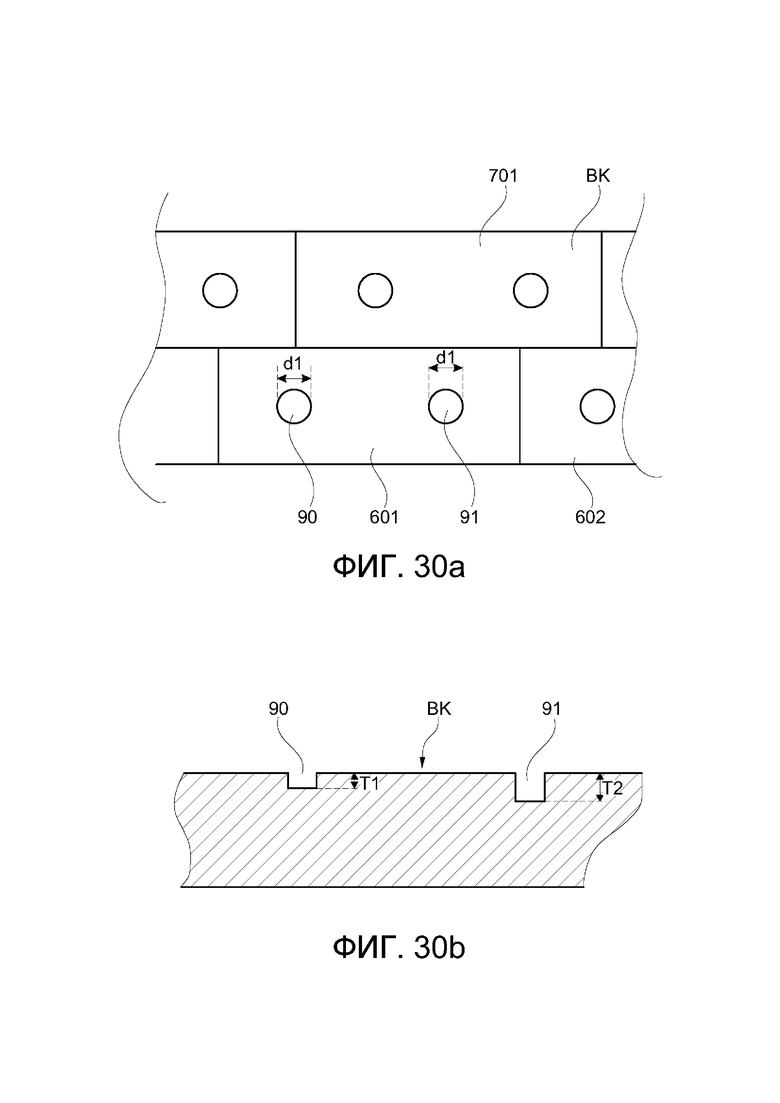
На ФИГ. 30а и 30b показан вид сверху и в разрезе того, как полости/точки могут образовывать повторяющийся узор на поверхности текстурированной ленты, контактирующей с полотном.
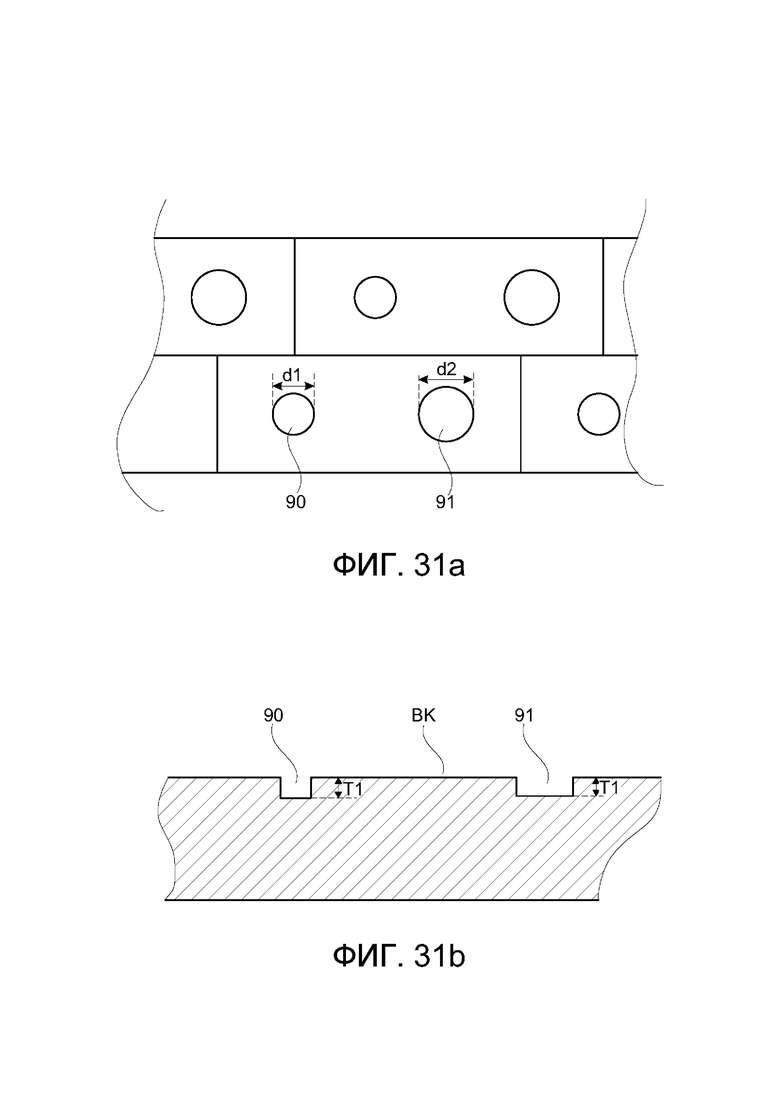
На ФИГ. 31а и 31b показан вид сверху и в разрезе варианта узора, показанного на ФИГ. 30а и 30b.
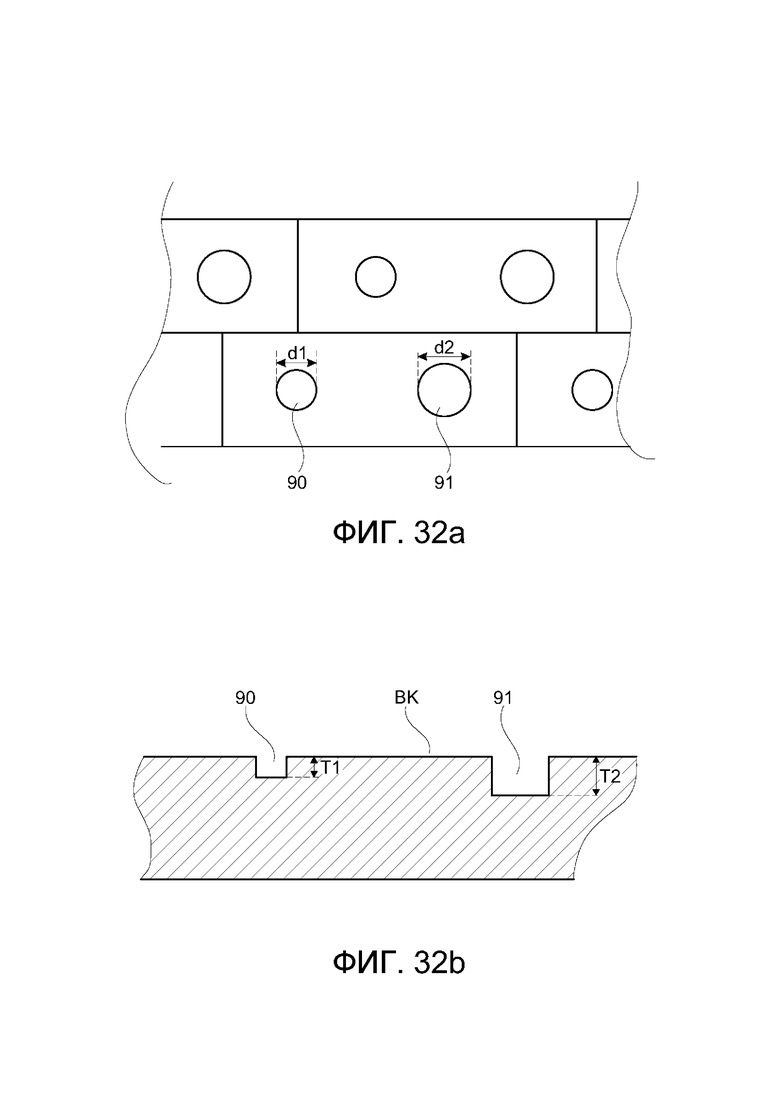
На ФИГ. 32а и 32b показан вид сверху и в разрезе еще одной разновидности узора, показанного на ФИГ. 30а и 30b.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Со ссылкой на ФИГ. 1 - ФИГ. 20 заявитель провел исследование конструкции текстурированных лент. Исследование было проведено на лентах, которые продаются под названием NTT®, но полученные результаты применимы к широкому спектру текстурированных лент с полимерным покрытием. Одна из целей исследования заключалась в том, чтобы выяснить, как различные текстурированные ленты влияют на потребление энергии. Другой целью было выяснить, как различные текстурированные ленты влияют на свойства продукта, то есть на свойства производимого полотна бумажных салфеток. Ленты выполнены с полостями на той поверхности текстурированной ленты, которая контактирует с волокнистым полотном во время производства. В дальнейшем такие полости также могут называться «точками». Различные текстурированные ленты были выполнены с точками (то есть полостями), которые выгравированы на полиуретановой ленте (поверхность ленты, которая контактирует с волокнистым полотном во время производства, выполнена из полиуретана). Текстурированные ленты теоретически могут быть покрыты другими полимерами, кроме полиуретана, но такие полимеры предпочтительно должны иметь свойства, аналогичные полиуретану. Точки текстурированных лент имеют заданную площадь, форму, глубину и расстояние между ними. Те части текстурированной ленты, на которых нет точек (полостей), называются «площадями контакта». Проведенное исследование было направлено на изучение возможностей гравировки точек на лентах, а также на улучшение понимания взаимосвязи между конструкцией ленты и свойствами продукта.
Следующее поколение текстурированных лент должно обеспечить большее удобство регулировки и оптимизацию целей любого производителя салфеток. Известно три категории текстур: тонкая, средняя и грубая. Категория лент с тонкой текстурой идеальна для создания банных принадлежностей, создавая текстуру, подобную TAD, демонстрирующую отличную мягкость и высокую энергоэффективность. Лента со средней текстурой позволяет создавать как объемные банные принадлежности, так и более экономичные полотенца. Наконец, ленты с грубой текстурой идеально подходят для создания очень объемных банных принадлежностей и очень объемных полотенец. Следующее поколение будет относиться к этим категориям, но будет представлять собой более широкий спектр возможных конструкций лент, включая множество форм и ориентаций точек, начиная от овалов в машинном направлении и поперечном направлении до точек с переменными размерами, расположенных в определенных узорах, включая круглые и овальные точки.
Исследование, направленное на понимание конструкции и свойств ленты, было сосредоточено на том, какие конструкции оптимизируют толщину основного листа и консистенцию после прохождения прессового вала (PPRC), то есть сухость, чтобы обеспечить высокую эффективность устройства. Для каждой категории лент были протестированы различные площади контакта, формы и размер точек, которые также прошли сравнение с эталонными образцами продукции. В рамках проверки обоснованности данных было протестировано множество вариантов настроек устройства. Со ссылкой на фигуры, основные сводные графики для трех общих категорий будут рассмотрены ниже, позволяя читателю лучшее понять общую взаимосвязь между конструкцией ленты и свойствами продукта. Это позволит производителю салфеток смешивать и сочетать различные точечные узоры, создавая новые узоры, которые точно соответствуют целям продукции и в то же время позволяют оптимизировать потребление энергии.
ЛЕНТЫ С ТОНКОЙ ТЕКСТУРОЙ
Было протестировано несколько различных конструкций лент, которые попадают в общую категорию лент с тонкой текстурой. Обычно тонкая текстура ленты имеет глубину точки 0,25 мм и площадь точки 64 мм2. Испытанные ленты с тонкой текстурой располагались по площади от 67% до 56%. Ленты с различной глубиной точек были также испытаны, глубина их точек варьировалась от 0,20 мм до 0,32 мм. Были также испытаны точки различной формы: от овала, вытянутого в поперечном направлении с соотношением 2:1, до овала, вытянутого в поперечном направлении с соотношением 1,5:1 с круглой точкой в качестве эталонной точки.
Влияние площади контакта на толщину и PPRC для лент с тонкой текстурой
Испытания лент с тонкой текстурой, которые были сосредоточены на площади контакта, были направлены на сопоставление площади контакта с толщиной и PPRC и нахождение образуемых кривых. Ранее предполагалось, что уменьшение площади контакта должно привести к увеличению толщины, но не было сведение об ограничениях, внешнем виде кривой и возможном влиянии на сухость (PPRC). Понятно, что PPRC можно рассматривать как показатель энергоэффективности. Если значение PPRC окажется низким, необходимо удалить больше воды путем сушки, которая требует больше энергии. Таким образом, более высокое значение PPRC означает лучшую энергоэффективность. На ФИГ. 1 показана площадь контакта ленты с тонкой текстурой с кривыми PPRC и толщину. Как видно из ФИГ. 1, уменьшение площади контакта оказывает большое влияние на толщину, но это влияние уменьшается между 61% и 64% площади контакта. В данном случае значение PPRC также действительно начинает падать. Кривые на ФИГ. 1 позволяют производителям салфеток выбрать наиболее важные для них характеристики и на основе этого выбрать конструкцию ленты. Если, например, достижение определенной толщины имеет большее значение, чем потребление энергии, производитель салфеток может выбрать конструкцию ленты с площадью контакта 55%, в то время как производитель, который считает снижение потребления энергии первостепенной задачей, может выбрать ленту абсолютно другого типа с площадью контакта в 70%.
Влияние геометрии точки на толщину и PPRC для лент с тонкой текстурой
Обратимся теперь к ФИГ. 2, на котором показана геометрия точек ленты с тонкой текстурой с кривыми PPRC и толщины. В рамках изучения влияния геометрии точки на свойства продукта, было обнаружено, что использование точек, которые имеют овальную форму с длинным направлением, проходящим в поперечном направлении (см. ФИГ. 2), приводит к более высокой толщине, в то время как круглые точки оказали очень небольшое влияние на PPRC.
Не желая ограничиваться теорией, изобретатели считают, что объяснение этого влияния состоит в том, что точки, которые растягиваются в ПН (в поперечном направлении), создают карман в листе, который не будет разрушаться во время последующего крепирования. Глядя на кривую толщины на ФИГ. 2, можно увидеть небольшой подъем при переходе от круглой точки к овальной точке, которая растягивается в машинном направлении (МН). Это можно объяснить тем, что карман, созданный точкой, сжался во время крепирования, и эта сжатая точка привела к образованию дополнительной толщины в отличие от круглой точки. Однако лист с овальными точками, полученный в рамках обработки в машинном направлении, выглядел менее однородным, чем лист с овальными точками, полученный в рамках обработки в поперечном направлении.
Влияние глубины точки на толщину и PPRC для лент с тонкой текстурой
Обратимся теперь к ФИГ. 3, на котором показана глубина точек ленты с тонкой текстурой с кривыми толщины и PPRC. Влияние глубины точки на толщину ленты с тонкой текстурой в диапазоне от 0,20 мм до 0,32 мм оказалось незначительным. Что касается PPRC, то существенное влияние оказала глубина точек.
Из испытаний ясно, что диаметр точки и глубина тесно связаны. По мере уменьшения диаметра точки необходимо уменьшить глубину точки. По мере уменьшения размера точки становится труднее заполнить глубокую точку волокнами, в результате чего больше воды будет переноситься в нижней части точки вместо волокон. Целью заключается в оптимизации площади точек с достаточной глубиной точки, чтобы максимизировать толщину, но не затронуть PPRC, см. график на ФИГ. 3, на котором показана относительно плоская кривая толщины с сильным наклоном к кривой PPRC.
Влияние свойств ленты на гладкость поверхности лент с тонкой текстурой
Обратимся теперь к ФИГ. 4, на котором показана площадь контакта ленты с тонкой текстурой с кривой TS750. При выборе лент с тонкой текстурой, которые обычно используются для производства банных принадлежностей и т.п., мягкость является важным фактором при выборе конструкции ленты. Основным компонентом TSA (анализатора мягкости тонкой бумаги), на который может повлиять конструкция ленты, является гладкость поверхности (TS750). TS750 является отраслевым стандартом гладкости, при этом меньшее значение означает более высокую гладкость. На графике, на котором показано взаимодействие TS750 и площади контакта (см. ФИГ. 4), можно увидеть, что более высокое значение площади контакта приводит к более гладкому листу. В результате есть вероятность получить более высокие цифры TSA.
Обратимся теперь к ФИГ. 5, на котором показана геометрия точки ленты с тонкой текстурой с кривой TS750, и к ФИГ. 6, на котором показана глубина точки ленты с тонкой текстурой с кривой TS750. Также считается, что форма точки влияет на гладкость. Было обнаружено, что овальная точка, растянутая в машинном направлении, позволяет получить более гладкий лист (см. ФИГ. 5). Влияние глубины точки на гладкость листа также оказалось незначительным. Это хорошо коррелирует с незначительным воздействием глубины точки на толщину (см. ФИГ. 6).
ЛЕНТЫ СО СРЕДНЕЙ ТЕКСТУРОЙ
Были также испытаны несколько различных лент, которые попадают в общую категорию лент со средней текстурой, которые имеют глубину точки 0,3 мм и площадь точки 1,13 мм2. Эти ленты располагались по площади контакта от 65% до 46%. Были испытаны точки различной формы: от овала, вытянутого в поперечном направлении (ПН) с соотношением 2:1, до овала, вытянутого в машинном направлении (МН) с соотношением 1,5:1, с круглой точкой в качестве эталонной точки. Для лент со средней текстурой изменения глубины точки не проверялись.
Влияние площади контакта на толщину и PPRC для лент со средней текстурой
Обратимся теперь к ФИГ. 7, на котором показана площадь контакта с лентой со средней текстурой с кривыми толщины и PPRC для банных принадлежностей, и к ФИГ. 8, на котором показана площадь контакта с лентой со средней текстурой с кривыми толщины и PPRC для полотенец. Влияние площади контакта, обнаруженное для лент со средней текстурой, соответствовало результатам, полученным для лент с тонкой текстурой. Более низкая площадь контакта привела к появлению большего значения толщины, но более низкому значению PPRC. Данные были сокращены таким же образом, как и данные по ленте с тонкой текстурой. На ФИГ. 7 показаны кривые толщины и PPRC для различных площадей контакта со средней текстурой.
Так как ленты со средней текстурой обычно используются для производства полотенец и принадлежностей для ванных комнат, те же кривые были сделаны для полотенец (см. ФИГ. 8).
Кривые для банных принадлежностей и полотенец очень похожи. Похоже, что для банных принадлежностей получаются лучшие значения толщины. Эти кривые должны служить руководством при выборе площади контакта, которая наилучшим образом соответствует потребностям производителя салфеток, чтобы найти баланс между желаемым качеством продукта и потребностью в экономии энергии.
Влияние геометрии точки на толщину и PPRC для лент со средней текстурой Настоящим ссылаемся на ФИГ. 9, на котором показана геометрия точки ленты со средней текстурой, толщина и кривые PPRC для банных принадлежностей. Для лент со средней текстурой были протестированы четыре точки различной геометрии. При этом овальная точка была вытянута в соотношении 2:1 в поперечном направлении (площадь соответствовала значению площади стандартной круглой точки для лент со средней текстурой), овальная точка была вытянута в соотношении 1,5:1 в поперечном направлении, круглая точка и овальная точка были вытянуты в соотношении 1,5:1 в машинном направлении (МН). Эти геометрические параметры были протестированы только для банных принадлежностей. Установлено, что кривые толщины и PPRC для полотенец очень похожи на кривые для банных принадлежностей.
Влияние свойств лент на гладкость поверхности для лент со средней текстурой
Настоящим ссылаемся на ФИГ. 10, на котором показана площадь контакта ленты со средней текстурой с кривой TS750 (т.е. TS750 как функция площади контакта). Эффект гладкости поверхности также учитывался для лент со средней текстурой. Было обнаружено, что свойства, влияющие на гладкость поверхности лент со средней текстурой, включают геометрию точки и площадь контакта. Обратная связь между толщиной и гладкостью поверхности, обнаруженная для лент с тонкой текстурой, распространяется и на ленты со средней текстурой. На ФИГ. 10 гладкость (TS750) нанесена на график в зависимости от площади контакта с тем, чтобы показать влияние площади контакта на гладкость листа.
ЛЕНТЫ С ГРУБОЙ ТЕКСТУРОЙ
Были также испытаны несколько различных лент, которые попадают в общую категорию лент с грубой текстурой. Ленты с грубой текстурой обычно имеют более крупные и глубокие точки по сравнению с лентами со средней или мелкой текстурой. Точки грубой текстуры обычно имеют глубину 0,40 мм с площадью для каждой точки 2,27 мм2. Для выявления влияния на толщину, PPRC и гладкость элементов с грубой текстурой применялась та же процедура, учитывающая геометрию точки, площадь контакта и диаметр точки. Обратимся теперь к ФИГ. 11, на котором показана кривая TS750 для геометрии точки ленты со средней текстурой. Были протестированы следующие геометрические параметры: точки овальной формы, вытянутые в поперечном направлении с соотношением 1,5:1 (справа на ФИГ. 11); круглая точка (вторая справа на ФИГ. 11); овальная точка, вытянутая в машинном направлении с соотношением 1,5:1 (третья справа на ФИГ. 11); овальная точка, вытянутая в машинном направлении с соотношением 2:1 (слева на ФИГ. 11). Проверка площади контакта выполнялась с низким значением площади контакта 46% (т.е. 46% от общей площади, включая площадь точек) и высоким значением площади контакта 64%. Диаметр точки был испытан с меньшим диаметром точки 1,34 мм и большим значением диаметра точки 2,25 мм. Ленты с грубой текстурой были протестированы как банных принадлежностей, так и для полотенец.
Влияние площади контакта на толщину и PPRC для лент с грубой текстурой
Результаты испытаний площади контакта лент с грубой текстурой можно подвести аналогично лентам с тонкой и средней текстурой. Низкая площадь контакта позволяет получить хорошую толщину, но более низкое значение PPRC, а более высокая площадь контакта дает более низкие значения толщины, но более высокое значение PPRC. Кривая для PPRC является линейной, тогда как кривая толщины является полиномом 2-го порядка. Обратимся теперь к ФИГ. 12, на котором показаны PPRC и толщина в виде функции площади контакта для банных принадлежностей. На графике, представленном на ФИГ. 12, показаны эти две кривые для банных принадлежностей, а производители салфеток могут выбрать тот вариант, который лучше всего соответствует их потребностям. Соответствующие кривые для банных принадлежностей показаны на ФИГ. 13, и, как видно на ФИГ. 12 и 13, кривые для полотенец и банных принадлежностей очень похожи.
Влияние геометрии точки на толщину и PPRC для лент с грубой текстурой
Испытания геометрии точек лент с грубой текстурой показали те же результаты, что и ранее: если овал вытянут в поперечном направлении, получаем большую толщину (слева на ФИГ. 14), а если овал вытянут в машинном направлении, толщина меньше. Наблюдается слегка улучшенное значение PPRC, в том случае если овал вытянут в поперечном направлении. На ФИГ. 14 показан график марок для банных принадлежностей, а на ФИГ. 15 - для полотенец.
Влияние диаметра точки на толщину и PPRC для лент с грубой текстурой
Последней переменной, проверяемой для лент с грубой текстурой, стал диаметр точки. Эти испытания позволили получить интересные результаты по толщине и PPRC. Было замечено, что толщина увеличивалась по мере увеличения диаметра точки до значения 1,73 мм, которое стало пиковым значением толщины. Для большего диаметра точки толщина уменьшалась. Кривая PPRC также линейна, PPRC увеличивается с увеличением диаметра точки. Это считается признаком того, что точка с большим диаметром обеспечивает перенос меньшего количества воды на дно точки (отношение глубины точки к диаметру уменьшается). На ФИГ. 16 и ФИГ. 17 показаны кривые PPRC для глубины точки для банных принадлежностей и полотенец соответственно.
Влияние свойств лент на гладкость поверхности для лент с грубой текстурой
Влияние конструкции ленты на гладкость для лент с грубой текстурой во многом соответствует результатам, полученным для лент с тонкой и средней текстурой. Как видно на ФИГ. 18, более высокое значение площади контакта приводит к более гладкому листу, в то время как меньшее значение площади контакта приводит к листу с большей толщиной, но меньшей гладкостью. Если посмотреть на геометрию точки, то точка, из которой получился самый гладкий лист, снова является овалом, растянутым в машинном направлении, как это видно на ФИГ. 19 (точка слева на ФИГ. 19). Диаметр точки также имел некоторое влияние, и точка меньшего диаметра (диаметром 1,34 мм) позволяла получить самый гладкий лист. Предполагается, что более крупные точки привели к сжатию кармана до некоторой степени во время крепирования. Какой бы ни была причина, было отмечено, что чем больше точки, тем менее гладким получается лист.
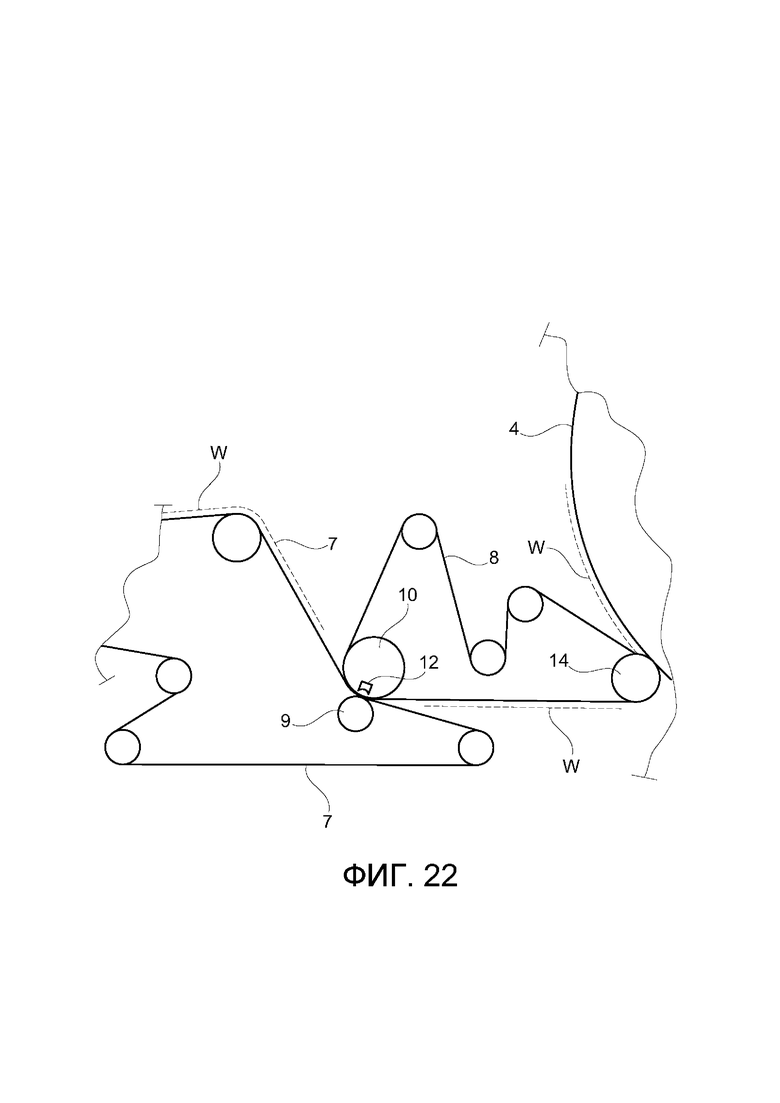
На ФИГ. 21 и 22 показано устройство для производства бумаги 1, используемый для производства бумажных салфеток. Устройство, показанный на ФИГ. 21, можно понимать как возможный вариант реализации устройства по настоящему изобретению, а производство бумажных салфеток может выполняться на устройстве, изображенном на ФИГ. 21, при этом квалифицированному специалисту понятно, что устройство может иметь другие формы.
В варианте осуществления, показанном на ФИГ. 21 и ФИГ. 22, устройство содержит формующую секцию 2 с напорным ящиком 3, которая предназначена для впрыскивания массы между первой формующей сеткой 6 и второй формующей сеткой 7. Вторая формующая сетка 7 может быть сделана из водопоглощающего войлока. Вновь образованное волокнистое полотно W, которое изначально было очень влажным, пропускают через войлок (например, вторую формующую сетку 7) через прессовый зазор, образованный между блоком прессования 9 и блоком прессования 10. Блок прессования 10 может, в частности, быть выполнен в форме башмачного вала с башмаком 12 и непроницаемой для жидкости гибкой лентой, которая охватывает башмак 12, тогда как блок прессования 9 может быть выполнен в форме прессового вала. Башмачный вал может быть помещен в верхнее положение, как показано на ФИГ. 22, но также могут быть рассмотрены варианты осуществления с башмачным валом в нижнем положении. В варианте осуществления, показанном на ФИГ. 22, один вал является нижним валом, а другой - верхним валом, так что плоскость прессования валов является по существу вертикальной, но возможны варианты осуществления, в которых валы расположены так, что плоскость прессования не вертикальная. Например, валы могут быть расположены так, что плоскость прессования образует угол с вертикальной плоскостью. Угол с вертикалью может составлять, например, 5-45° или даже больше 45°, а может быть, даже 90°. Текстурированная лента 8 проходит через зазор вместе с войлоком 7 и полотном W. В зазоре текстурированная сторона ленты 8 обращена к полотну W, и вода выдавливается из влажного волокнистого полотна W. В зазоре между блоками прессования 9 и 10, текстурированная лента 8 также будет придавать текстуру/трехмерную структуру волокнистому полотну W. После обезвоживания в прессовом зазоре войлок 7 отделяется от полотна W, и полотно W перемещается по нижней стороне ленты 8 к зазору переноса на сушильный цилиндр 4. Зазор для переноса формируется между прижимным роликом 14 и сушильным цилиндром 4. В зазоре для переноса влажное волокнистое полотно переносится на гладкую поверхность сушильного цилиндра и перемещается по внешней поверхности сушильного цилиндра, который может быть Янки-цилиндром. Полотно сушат нагреванием на сушильном цилиндре. Гладкая поверхность сушильного цилиндра способствует перемещению полотна в сушильный цилиндр. Высушенное полотно крепируется из сушильного цилиндра с помощью ракеля 11 и подается на катушку 5, которая может иметь любую подходящую конструкцию.
Благодаря изобретению, раскрытому со ссылкой на ФИГ. 1-22, можно выбрать такие свойства ленты, чтобы желаемое свойство, такое как консистенция после прохождения вала прессования или PPRC, достигало желаемого целевого значения. Используемая в этой заявке на патент консистенция после прохождения вала прессования (PPRC) относится к сухости волокнистого полотна после прессования полотна, но перед сушкой на сушильном цилиндре.
Текстурированная лента, используемая в настоящем изобретении, как раскрыто со ссылкой на ФИГ. 1-22 может, в частности, быть лентой, непроницаемой для воздуха или воды или имеющей низкую проницаемость для воздуха и воды.
Также следует понимать, что категория ленты (тонкая, средняя или грубая), геометрия точки, площадь контакта и площадь точки или диаметр для ленты, которая будет использоваться в устройстве по настоящему изобретению, могут быть выбраны на основании результатов, которые можно увидеть на ФИГ. 1 - ФИГ. 20, в зависимости от того, какие свойства бумажных салфеток требуются, и от того, какой степени сухости (PPRC) желает достичь конкретный производитель салфеток.
Хотя изобретение, раскрытое со ссылкой на ФИГ. 1-22, было описано на базе текстурированной ленты и устройства, следует понимать, что эти категории отражают только различные аспекты одного и того же изобретения. Таким образом, изобретение можно описать как способ, содержащий такие этапы, которые были бы неизбежным результатом использования устройства по настоящему изобретению, независимо от того, были ли упомянуты такие этапы явно или нет. Таким же образом устройство может содержать средство для выполнения любого этапа способа по изобретению, независимо от того, были ли такие средства явно упомянуты или нет.
Изобретение, описанное со ссылкой на ФИГ. 1-22, может также быть определено в рамках способа, в котором первая лента используется для производства первого продукта из тонкой бумаги (класс); при этом первая лента имеет определенный узор (глубина точки, площадь контакта, форма точки и площадь точки) с последующей заменой первой ленты второй лентой, имеющей узор, который отличается от узора первой сетки/ленты. Вторая лента используется для производства продуктов второго класса, для которого подходит вторая лента. Первый класс может включать, например, банные принадлежности, а второй класс может включать полотенца.
Изобретение также может быть определено в пределах текстурированной ленты, раскрытой со ссылкой на ФИГ. 1-20 настоящей патентной заявки, и заявитель оставляет за собой право подавать формулы, направленные на такую структурирующую ленту в указанном качестве.
Благодаря изобретению, описанному со ссылкой на ФИГ. 1-20 и ФИГ. 21 и 22, также можно выбрать такие свойства ленты, которые позволят достичь желаемых целевых свойств, например, толщины, гладкости и консистенции после прохождения прессового вала.
Выбирать можно среди различных вариантов текстурированных лент, описанных со ссылкой на ФИГ. 1-20 для достижения желаемых свойств бумажных салфеток и/или достижения желаемой консистенции после прохождения прессового вала, и такие текстурированные ленты можно использовать в устройстве, как показано на ФИГ. 21 и ФИГ. 22. Ленты с тонкой текстурой, Ленты со средней текстурой и ленты с грубой текстурой, описанные со ссылкой на ФИГ. 1-20 можно использовать для производства бумажных салфеток с хорошими свойствами, но производители бумажных салфеток также могут рассмотреть возможность использования текстурированных лент с другими узорами. Некоторые возможные варианты узоров лент для текстурированных лент будут описаны со ссылкой на ФИГ. 23-28. Любую из текстурированных лент, показанных на ФИГ. 23-28, можно использовать в устройстве, изображенном на ФИГ. 21 и ФИГ. 22, но текстурированные ленты в соответствии с ФИГ. 23-28 имеют свойства, отличающиеся от текстурированных лент, описанных со ссылкой на ФИГ. 1-20.
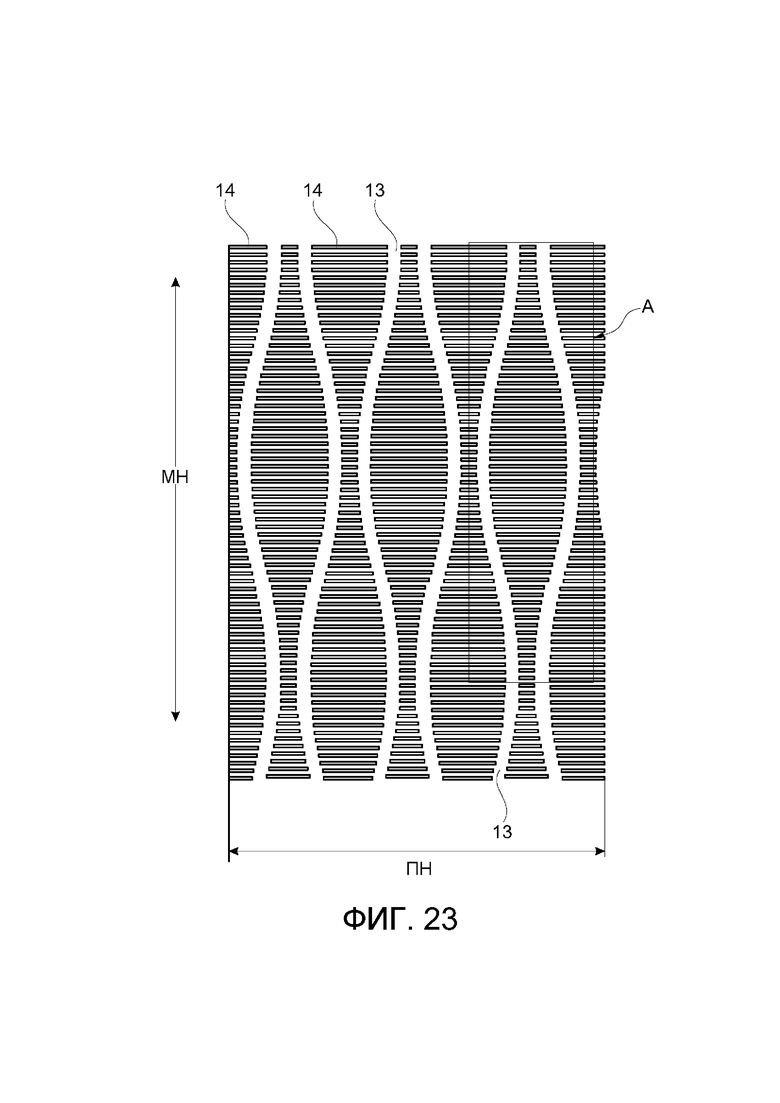
Обратимся к ФИГ. 23, на котором показана поверхность текстурированной ленты, которая будет обращена к волокнистому полотну, когда текстурированная лента используется в устройстве, как показано на ФИГ. 21. Узор ленты, показанный на ФИГ. 23, не имеет полостей/точек такого типа, как раскрыто со ссылкой на ФИГ. 1-20. Вместо этого узор ленты на ФИГ. 23 образован канавками 14, которые проходят в поперечном направлении (ПН). На ФИГ. 23 машинное направление (МН) - это направление, в котором движется волокнистое полотно (и текстурированная лента), когда текстурированная лента используется для производства бумажных салфеток, а поперечное направление (ПН) является направлением, перпендикулярным машинному направлению (МН). На ФИГ. 23 представлена текстурированная лента, которая содержит слой полимерного материала, предпочтительно полиуретана, а канавки 14 сформированы в слое полимерного материала, например, с помощью лазера или какой-либо другой операции. Канавки 14 разделены площадью контакта 13, а части площади контакта 13 образуют синусоидальные волны, как показано на ФИГ. 23.
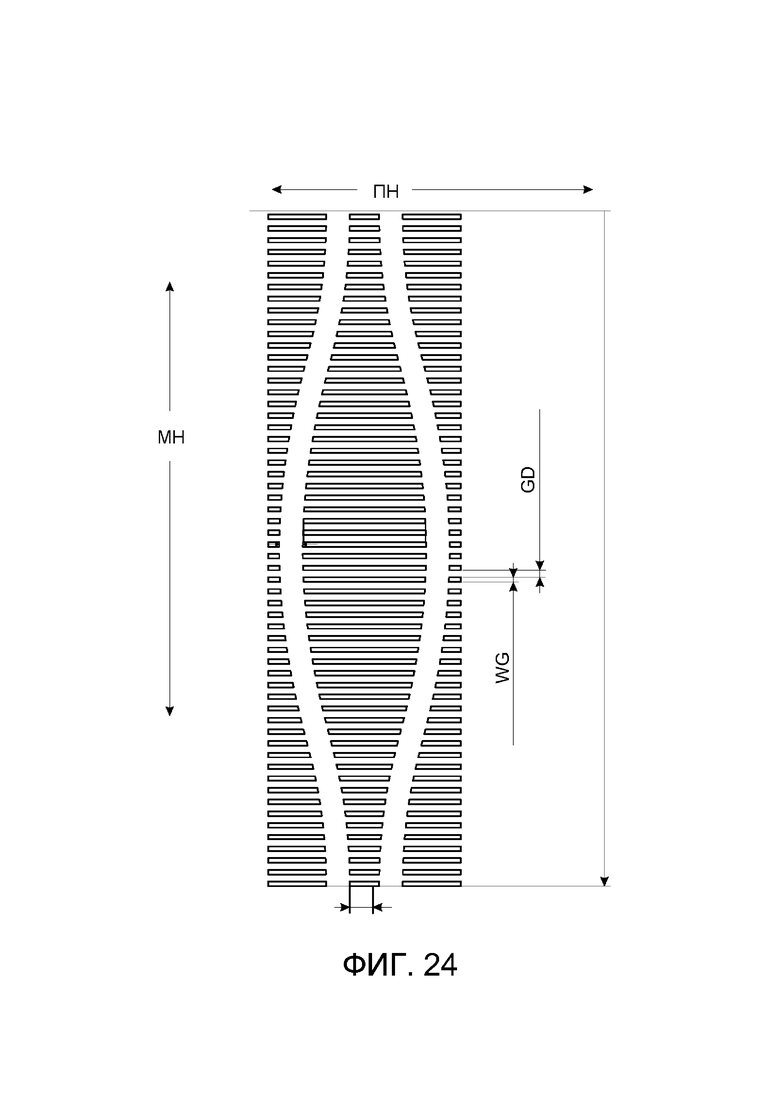
Обратимся к ФИГ. 24, на котором более подробно показана область, обозначенная буквой «А» на ФИГ. 23. В машинном направлении (МН) канавки 14 могут быть отделены друг от друга расстоянием GD, которое может находиться в диапазоне 0,6 мм - 2,0 м, при этом предпочтительный диапазон включает 0,8 мм - 1,5 мм, а еще более предпочтительный составляет 1,0 мм - 1,3 мм. Ширина канавки WG в машинном направлении может находиться в диапазоне от 0,4 мм до 2 мм, при этом предпочтительный диапазон лежит в пределах от 0,8 мм до 1 мм, а еще более предпочтительный составляет. Глубина канавок 14 может соответственно находиться в диапазоне от 0,15 до 0,70 мм, при этом предпочтительный диапазон составляет от 0,2 до 0,4 мм. Площадь контакта 13 может составлять 30-80% общей площади той поверхности текстурированной ленты, которая контактирует с волокнистым полотном, предпочтительно 50-80%. В одном варианте осуществления, предусмотренном изобретателями, ширина WG канавки может составлять 0,8 мм, тогда как расстояние между канавками 14 в машинном направлении (то есть расстояние GD) может составлять 1,2 мм. В том же варианте осуществления максимальная ширина канавки 14 в поперечном направлении (ПН) составляет 20 мм, в то время как минимальная ширина канавки 14 в поперечном направлении (ПН) составляет 4 мм. В том же варианте осуществления ширина синусоидальной волны (то есть расстояние в направлении ПН между двумя соседними канавками 14) также составляет 4 мм. Глубина канавки в этом варианте осуществления может составлять от 0,2 мм до 0,4 мм. Например, это может быть 0,3 мм. Следует понимать, что узор, показанный на ФИГ. 23, может представлять только часть всей ширины текстурированной ленты в поперечном направлении, а вся ширина ленты в поперечном направлении может находиться в диапазоне от 2 м до 8 м или даже больше 8 м. Во многих реалистичных вариантах осуществления ширина ленты по всему поперечному направлению может находиться в диапазоне от 3,5 до 6,5 м. Например, это может быть 4 м, 5 м или 5,5 м. Канавки 14, которые вытянуты/удлинены в поперечном направлении и отделены друг от друга площадью контакта 13, могут создавать бумажный продукт с большим объемом, когда узор ленты отпечатывает трехмерный ФИГ. в волокнистом полотне. Часть площади контакта 13, которая формирует синусоидальные волны, проходящие в машинном направлении, образует преимущество, заключающееся в том, что в связи с последующим крепированием и/или наматыванием риск вытягивания бумажного полотна в машинном направлении снижается.
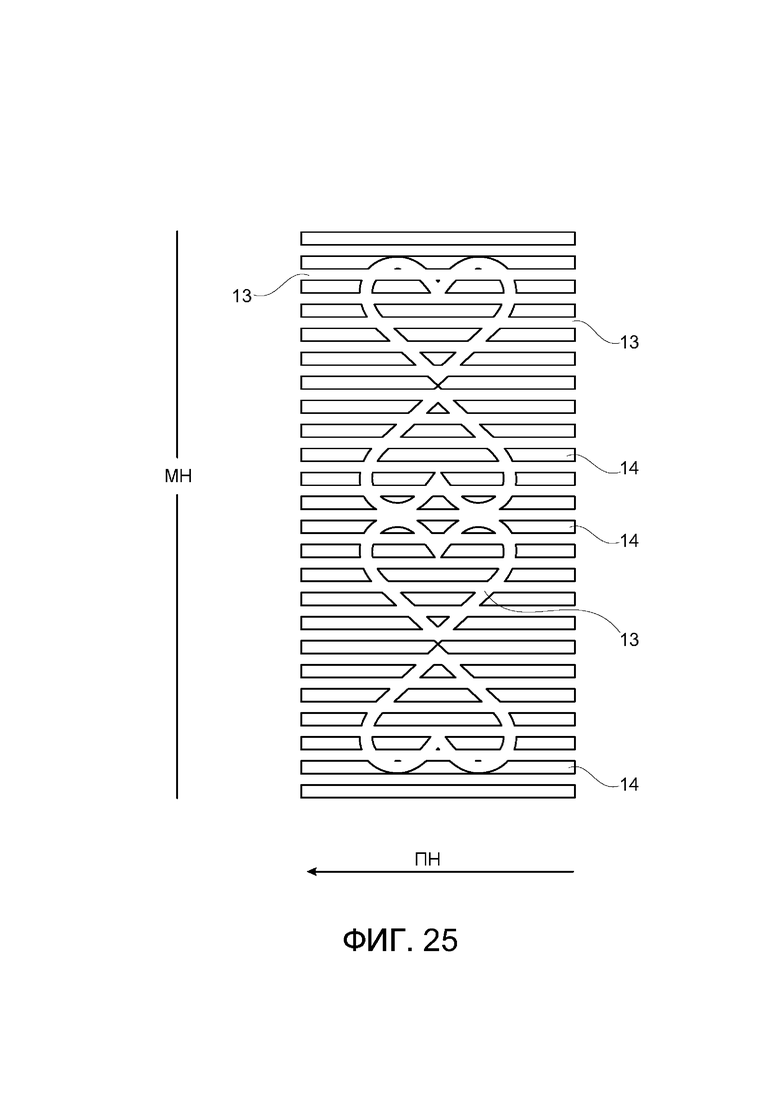
Ссылаясь на ФИГ. 25, можно объяснить другой вариант реализации изобретения. ФИГ. 25 представляет собой ФИГ. для структурирующей ленты и показывает узор, который будет соответствовать волокнистому полотну. Как и в варианте осуществления, представленном на ФИГ. 23 и 24, узор имеет канавки 14, которые проходят в поперечном направлении (ПН). Канавки в узоре на ФИГ. 25 аналогичны канавкам 14 в узоре на ФИГ. 23 и имеют глубину и ширину в машинном направлении с такими же размерами, которые даны для варианта осуществления по ФИГ. 23 и 24. В отличие от узора, представленного на ФИГ. 23 и 24, площадь контакта 13 не образует синусоидальные волны, а вместо этого образует сердцевидные узоры. Как и в варианте на ФИГ. 23 и 24, площадь контакта 13 содержит части, которые проходят в машинном направлении (МН). Узор на ФИГ. 25 имеет те же преимущества, что и узор на ФИГ. 23 и 24. Так же, как структурирующая лент на ФИГ. 23 и 24, структурирующая лента на ФИГ. 25 имеет слой полимерного материала, такого как полиуретан, и узор на ФИГ. 25 сформирован в этом слое полимерного материала.
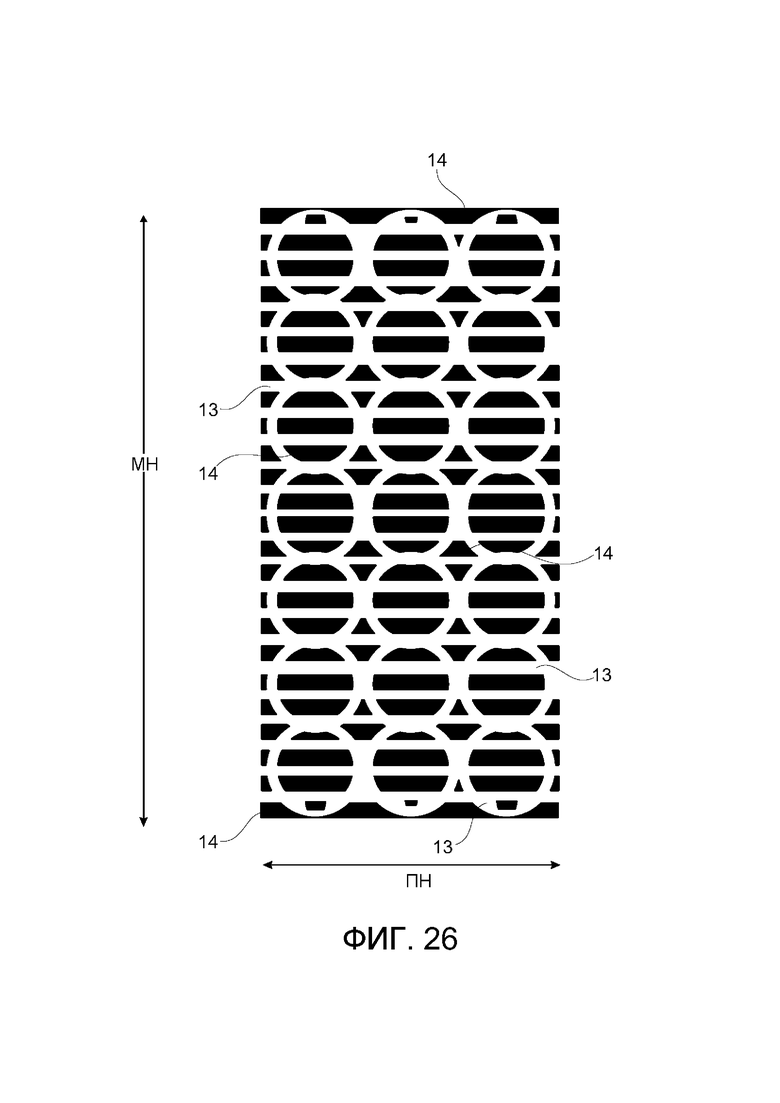
Объяснение другого варианта осуществления, аналогичного вариантам осуществления на ФИГ. 23 и 24, приводится со ссылкой на ФИГ. 26. Вместо узора с сердцевидными площадями контакта, как в варианте осуществления на ФИГ. 25, площадь контакта 14 образует кольца. На ФИГ. 26 канавки 14 выделены черным, а площадь контакта - белым. Канавки 14 могут иметь глубину и ширину в машинном направлении, как поясняется со ссылкой на ФИГ. 23 и 24. Как и в вариантах осуществления на ФИГ. 23-25, площадь контакта 13 проходит в машинном направлении и дает то же преимущество, что и варианты осуществления на ФИГ. 23-25. Структурирующая лента, узор которой показан на ФИГ. 26, имеет слой полимерного материала, такого как полиуретан, в слое которого сформированы канавки 14, а сторона структурирующей ленты, которая имеет узор с канавками 14, будет обращена к волокнистому полотну, когда лента используется на устройстве для изготовления бумажных салфеток. Структурирующая лента по ФИГ. 26 также может использоваться на устройстве по ФИГ. 21.
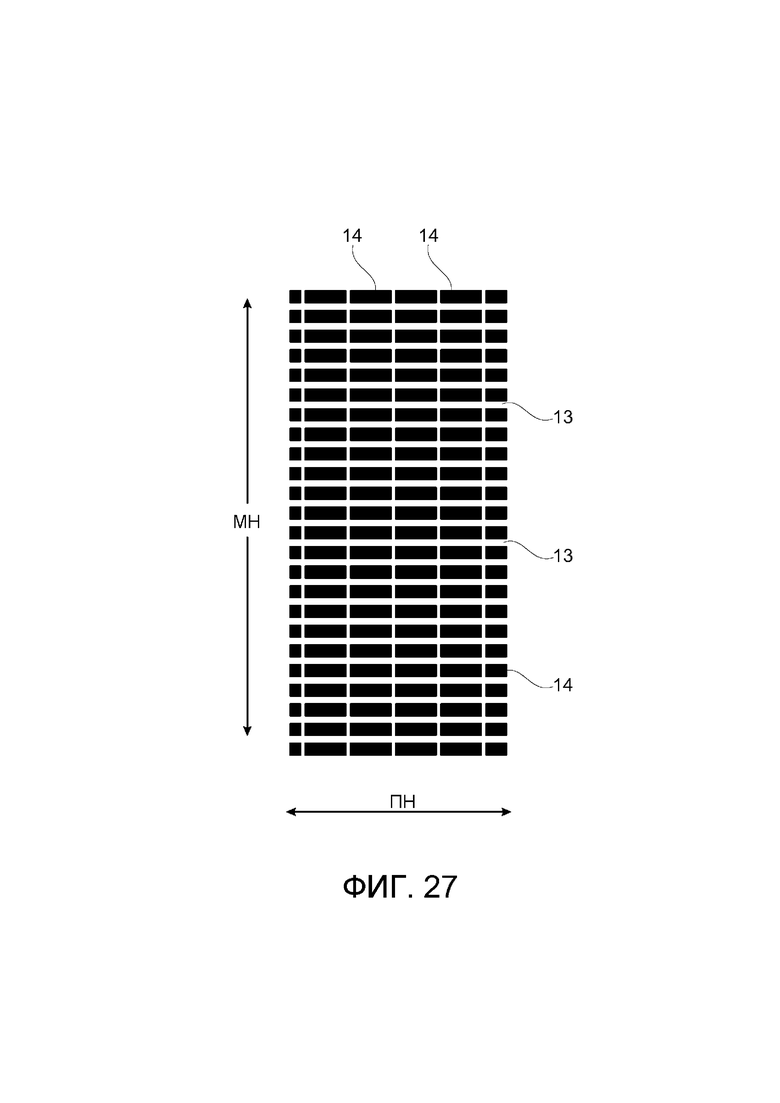
Далее приводится объяснение еще одного узора ленты со ссылкой на ФИГ. 27. На ФИГ. 27 канавки 14 обозначены черным/темным, в то время как площадь контакта 13, отделяющая канавки 14 друг от друга, выделена белым. Лента на ФИГ. 27 содержит узор, в котором канавки 14 проходят в поперечном направлении (ПН) с шириной, которая по существу превышает их ширину в машинном направлении (МН). Канавки 14 отделены друг от друга в машинном направлении (МН) и в поперечном направлении (ПН) площадями контакта 13. Глубина канавок 14 находится в том же диапазоне, что и указанная со ссылкой на узор на ФИГ. 23, и то же самое применимо и к ширине канавок 14 в машинном направлении (МН). В поперечном направлении длина каждой канавки 14 может лежать в диапазоне, например, 4-16 мм. Например, канавки могут иметь длину 6 мм, 10 мм или 12 мм. Однако можно также рассмотреть длину канавки, превышающую 16 мм в поперечном направлении, возможно даже до 30 мм. Части площади контакта 13 образуют прямые линии, проходящие в машинном направлении. Эта особенность дает преимущество, состоящее в том, что снижается риск вытягивания бумажного полотна в машинном направлении, например, при намотке. Узор на ФИГ. 27 можно использовать на ленте, которая содержит слой полимерного материала, в котором сформирован узор. Полимерный материал может быть полиуретаном.
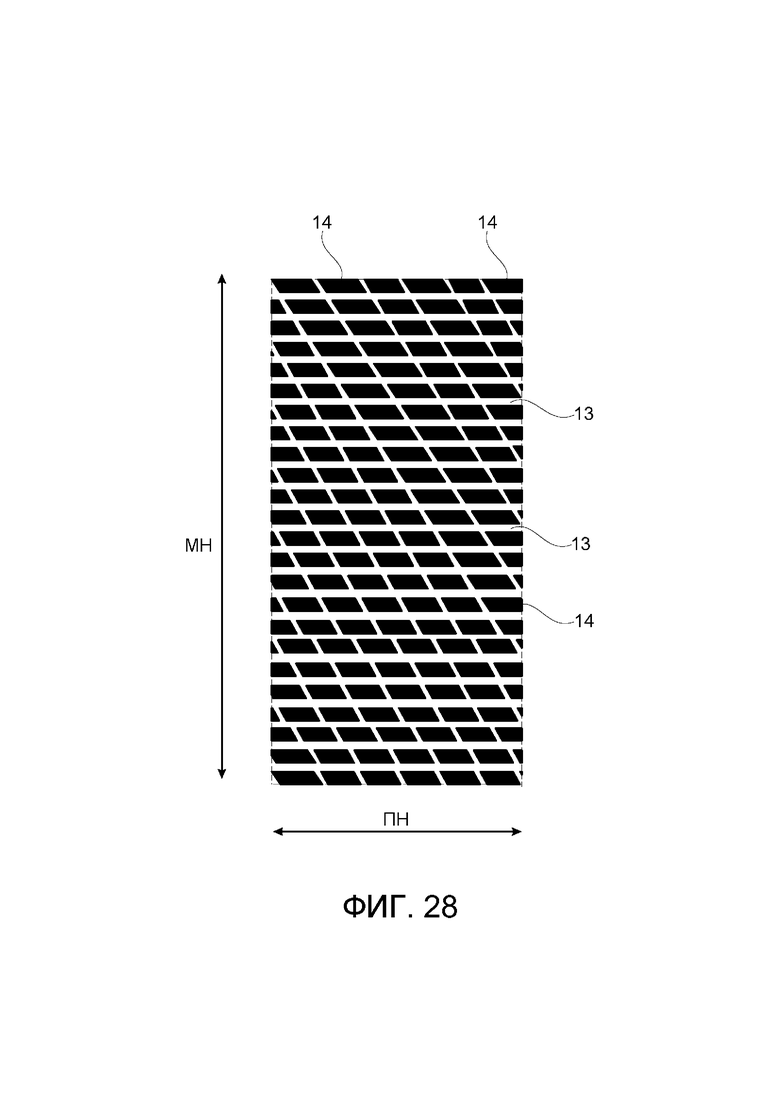
На ФИГ. 28 показан узор, аналогичный узору на ФИГ. 27, за исключением того, что площади контакта образуют линии с уклоном к машинному направлению (МН), то есть они расположены под углом к машинному направлению (МН). Угол может быть в диапазоне, например, 10°-60°. Например, это может быть 45°, 30° или 20°. Лента с узором на ФИГ. 28 может иметь слой полимерного материала, в котором узор сформирован таким образом, что этот узор будет присутствовать на поверхности ленты. Полимерный материал может быть полиуретаном.
Предпочтительно, чтобы ленты с узором по любому из ФИГ. 23-28 были непроницаемыми для воздуха и воды или, по крайней мере, имели низкую проницаемость для воздуха и воды.
Все ленты, рассмотренные со ссылкой на ФИГ. 1-28 позволяют отпечатать трехмерный узор на волокнистом полотне, в результате чего конечный продукт из тонкой бумаги станет более объемным, гладким и будет иметь лучшую впитывающую способность.
Ленты с точками/полостями, раскрытые со ссылкой на ФИГ. 1-20 вместе образуют первую группу лент, которые можно назвать «точечными лентами». Точечные ленты с точками/полостями, распределенными по поверхности, контактирующей с полотном, позволяют достичь хороших свойств конечного продукта. Знание того, как геометрия точки, площадь поверхности, площадь точки и глубина точки влияют на сухость после прохождения вала прессования и свойства конечного продукта, также позволяет производителю салфеток выбрать ленту, наиболее подходящую для данного конечного продукта.
Ленты с канавками 14, которые проходят в поперечном направлении и которые были описаны со ссылкой на ФИГ. 23-28 образуют вторую группу лент, которые можно назвать «рифлеными лентами». Рифленые ленты имеют общую особенность, заключающуюся в том, что длинные непрерывные площади контакта проходят в машинном направлении. Это снижает риск вытягивания готового высушенного бумажного полотна во время последующих операций, таких как наматывание.
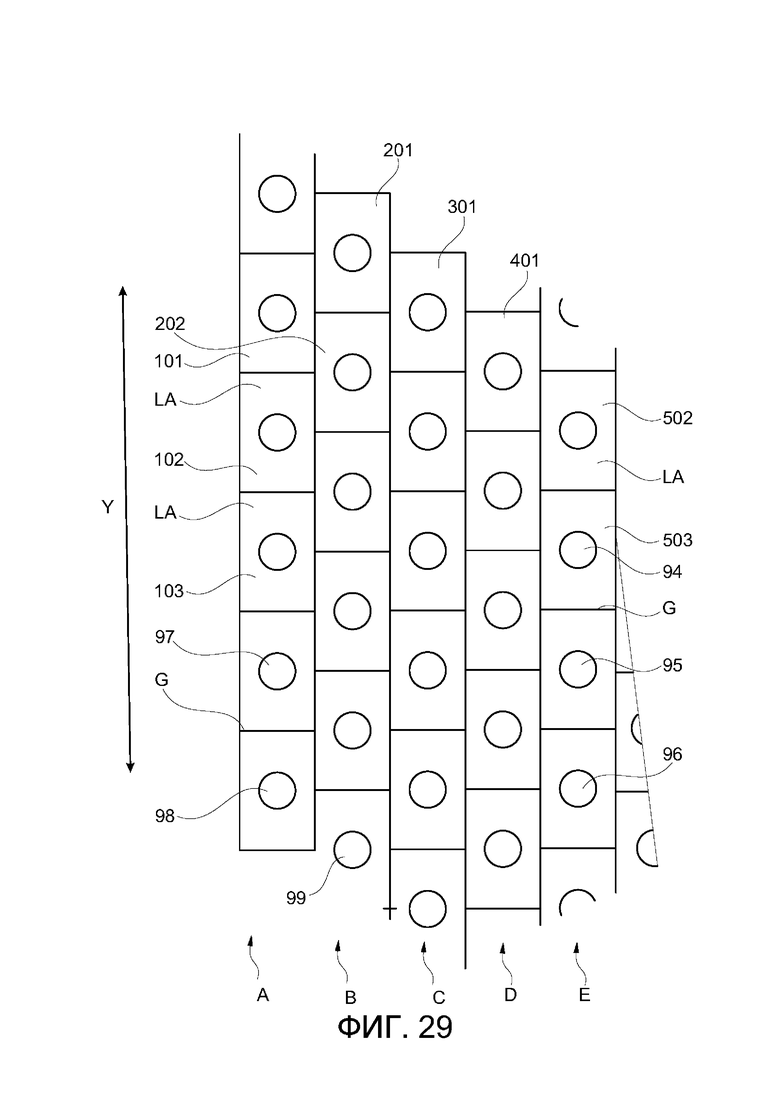
Со ссылкой на ФИГ. 29, ФИГ. 30а и 30b, ФИГ. 31а и 31b и ФИГ. 32а и 32b приводится описание еще одного возможного варианта осуществления/аспект изобретения. Этот вариант осуществления будет объяснен ниже с точки зрения того, как может быть сконструирована текстурированная лента, но следует понимать, что текстурированная лента, описанная ниже, может использоваться в способе по настоящему изобретению и устройстве по настоящему изобретению и во всем, что говорится о текстурированной ленте, непосредственно применимом к способу по настоящему изобретению и устройстве по настоящему изобретению. Текстурированная лента по настоящему изобретению для создания трехмерного узора на волокнистом полотне в ходе производства бумажных салфеток имеет сторону, которая предназначена для контакта с волокнистым полотном при изготовлении бумажных салфеток. Как показано на ФИГ. 29, сторона, контактирующая с полотном, имеет полости 94, 95, 96, 97, 98, 99, которые распределены по обращенной к полотну поверхности таким образом, что условная сетка G, которая помещается поверхность, контактирующую с полотном, делит поверхность на повторяющийся узор из прямоугольных ячеек 101, 102, 103…201…301…401…502, 503. Каждая ячейка содержит, по меньшей мере, одну полость 94, 95, 96, 97, 98, 99 и прилегающую площадь контакта LA. Каждая ячейка проходит в машинном направлении на 0,5-5 мм, предпочтительно 0,5-4 мм и даже более предпочтительно 0,5-3 мм. Глубина каждой полости предпочтительно находится в диапазоне 0,10-0,50 мм. Например, глубина может составлять 0,25 мм, 0,35 мм или 0,40 мм. Площадь LA каждой ячейки предпочтительно покрывает 30% - 70% общей площади ячейки. На ФИГ. 29 стрелка Y может обозначать либо машинное направление (МН), либо поперечное направление (ПН).
Как видно на ФИГ. 29, ячейки могут быть распределены по рядам А, В, С, D, Е. Согласно одному варианту осуществления ряды А, В, С, D проходят в поперечном направлении, а ячейки соседних рядов (например, ячейки в рядах А и В) смещены относительно друг друга в поперечном направлении. В этом варианте осуществления стрелка Y на ФИГ. 29 представляет поперечное направление (ПН).
В соответствии с другим вариантом осуществления ячейки 101, 102, 103....201...301 распределены в строках А, В, С, D, Е, которые проходят в машинном направлении, а ячейки соседних строк А, В, С, D смещены друг относительно друга в машинном направлении. В этом варианте осуществления стрелка Y на ФИГ. 29 представляет машинное направление (МН).
Далее приведено описание особых вариантов реализации изобретения с ячейками в повторяющемся узоре со ссылкой на ФИГ. 30а и ФИГ. 30b. В варианте осуществления на ФИГ. 30а каждая ячейка 601, 602 содержит две полости 90, 91 разной глубины. Вероятно, каждая ячейка может иметь более двух полостей/точек. На ФИГ. 30а показан узор ленты сверху, так что видна поверхность ВК, контактирующая с полотном. На ФИГ. 30b показано поперечное направление движения ленты. Как можно увидеть на ФИГ. 30а и 30b, полости 90, 91 имеют одинаковый диаметр d1, но разную глубину, Т1 и Т2 соответственно, где Т2>Т1.
В варианте осуществления по ФИГ. 31а и 31b обе полости 90, 91 имеют одинаковую глубину Т1, но разные диаметры d1 и d2 соответственно, где d2>d1.
В варианте осуществления по ФИГ. 32а и 32b полости 90, 91 имеют разные диаметры d1, d2 и разную глубину T1, Т2.
Комбинируя в одной и той же ячейке (в повторяющемся узоре идентичных ячеек) полости/точки разного диаметра и/или глубины, производитель бумажных салфеток может точно отрегулировать свойства ленты. Это возможно, когда известно, например, что чем больше диаметр, тем больше объем, а чем меньше глубина, тем лучше гладкость.
Изобретение относится к текстурированной ленте для изготовления бумажных салфеток на устройстве для производства бумажных салфеток, в котором волокнистое полотно проходит через по меньшей мере один прессовый зазор вместе с текстурированной лентой. Текстурированная лента имеет поверхность, обращенную к полотну, которая предназначена для контакта с волокнистым полотном при производстве бумажных салфеток, причем поверхность, обращенная к полотну, имеет полости, которые распределены по указанной поверхности, а условная сетка, размещенная на поверхности, обращенной к полотну, делит указанную поверхность на повторяющийся узор из прямоугольных ячеек, при этом ячейки распределены рядами, которые проходят в поперечном направлении, а ячейки соседних рядов смещены относительно друг друга в поперечном направлении, при этом каждая ячейка содержит по меньшей мере две полости разной глубины и прилегающую площадь контакта, и каждая ячейка проходит в машинном направлении на 0,5-5 мм. 10 з.п. ф-лы, 35 ил.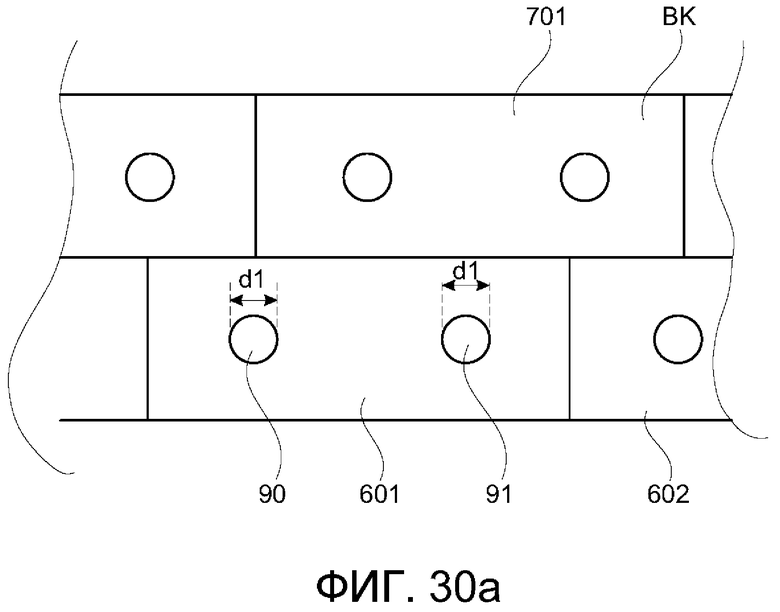
1. Текстурированная лента для создания трехмерного узора на волокнистом полотне при производстве бумажных салфеток, причем текстурированная лента имеет поверхность, обращенную к полотну, которая предназначена для контакта с волокнистым полотном при производстве бумажных салфеток, причем поверхность, обращенная к полотну, имеет полости, которые распределены по указанной поверхности, а условная сетка, размещенная на поверхности, обращенной к полотну, делит указанную поверхность на повторяющийся узор из прямоугольных ячеек, при этом ячейки распределены рядами, которые проходят в поперечном направлении, а ячейки соседних рядов смещены относительно друг друга в поперечном направлении, при этом каждая ячейка содержит по меньшей мере две полости разной глубины и прилегающую площадь контакта, и каждая ячейка проходит в машинном направлении на 0,5-5 мм.
2. Текстурированная лента по п. 1, которая содержит полимерный материал.
3. Текстурированная лента по п. 1 или 2, в которой глубина полостей находится в диапазоне 0,10-0,9 мм, при этом предпочтительная глубина находится в диапазоне 0,15-0,70 мм, еще более предпочтительная глубина лежит в пределах 0,20-0,50 мм и наиболее предпочтительная глубина включает диапазон 0,20-0,40 мм.
4. Текстурированная лента по п. 1 или 2, в которой часть поверхности, обращенной к полотну, которая находится между полостями, определяет прилегающую площадь контакта, которая составляет 30-70% от общей площади поверхности, обращенной к полотну.
5. Текстурированная лента по п. 1 или 2, в которой глубина каждой полости находится в пределах 0,10-0,50 мм.
6. Текстурированная лента по п. 1 или 2, в которой полости имеют глубину в диапазоне от 0,2 до 0,32 мм, при этом часть поверхности, обращенной к полотну, которая находится между полостями, определяет прилегающую площадь контакта, которая составляет 56-67% от общей площади поверхности, обращенной к полотну, при этом каждая полость имеет площадь 0,60-0,70 мм2 и предпочтительно 0,64 мм2.
7. Текстурированная лента по п. 1 или 2, в которой ячейки распределены рядами, которые проходят в машинном направлении, а ячейки соседних рядов смещены относительно друг друга в машинном направлении.
8. Текстурированная лента по п. 1 или 2, в которой каждая полость имеет круглую форму.
9. Текстурированная лента по п. 1 или 2, в которой каждая полость имеет овальную форму, в результате чего полость вытянута в машинном направлении, предпочтительно с соотношением 1,5:1 между размером в машинном направлении и размером в поперечном направлении.
10. Текстурированная лента по п. 1 или 2, в которой каждая полость имеет овальную форму, в результате чего полость вытянута в поперечном направлении, предпочтительно с соотношением 2:1 между размером в поперечном направлении и размером в машинном направлении.
11. Текстурированная лента по п. 1, которая содержит полиуретан.
| US 20100065234 A1, 18.03.2010 | |||
| ТКАНЬ ДЛЯ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ПРОИЗВОДСТВА БУМАЖНЫХ САЛФЕТОК И БУМАЖНЫХ ПОЛОТЕНЕЦ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526681C2 |
| US 20020062936 A1, 30.05.2002 | |||
| WO 2017139786 A1, 17.08.2017 | |||
| US 5972813 A1, 26.10.1999. | |||

