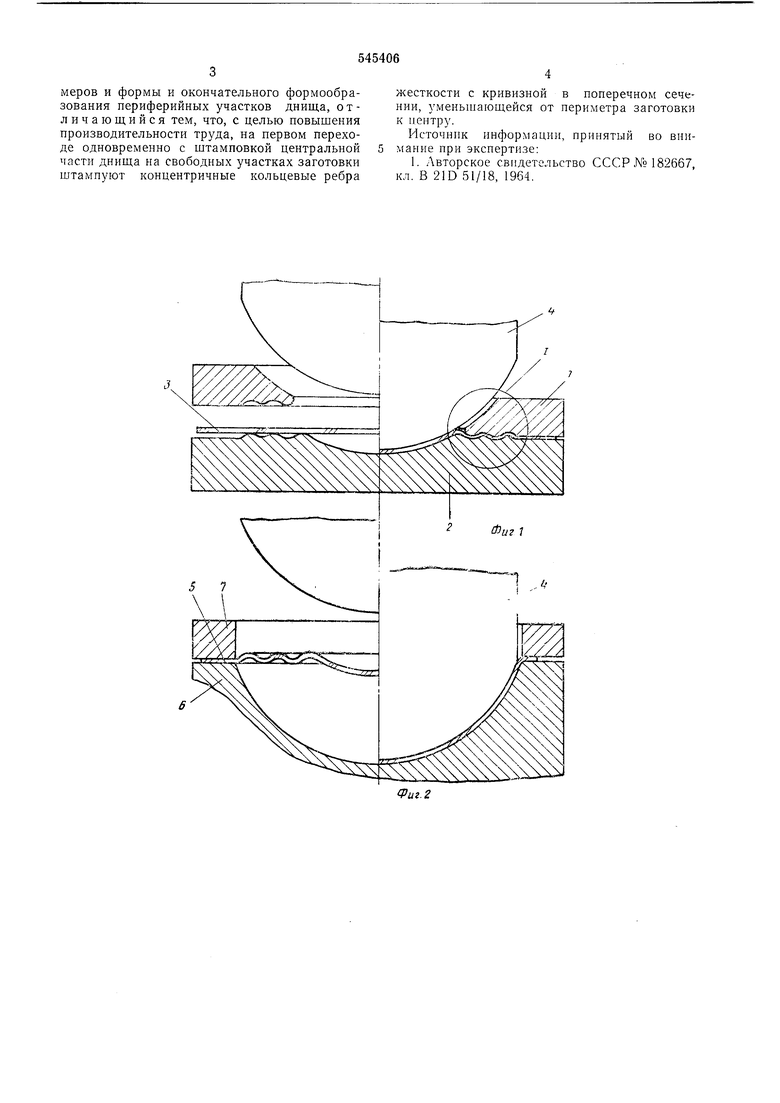
меров и формы и окончательного формообразования периферийных участков днища, отличающийся тем, что, с целью повышения производительности труда, на первом переходе одновременно с штамповкой центральной части днища на свободных участках заготовки штампуют концентричные кольцевые ребра
жесткости с кривизной в поперечном сечении, уменьп1ающейся от периметра заготовки к центру.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР №182667, кл. В 21D 51/18, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки куполообразных днищ из листовой заготовки | 1986 |
|
SU1398952A1 |
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| Штамп для выдавливания деталей с односторонним вафельным оребрением | 1980 |
|
SU902971A1 |
| Способ изготовления полых изделий | 1986 |
|
SU1416235A1 |
| Штамп для изготовления деталей из полых заготовок | 1980 |
|
SU889225A1 |
| Штамп для изготовления деталей из полых заготовок | 1976 |
|
SU616008A1 |
| Способ изготовления полых тонкостенных изделий типа тройника | 1988 |
|
SU1547908A1 |
| Штамп для вытяжки | 1983 |
|
SU1174126A1 |
| Штамп для гибки труб | 1983 |
|
SU1148670A1 |
| Автоматический захват для изделий с фигурной головкой | 1989 |
|
SU1648883A1 |

