1
Изобретение относится к обработке металлов давлением, в частности к способам изготовления сферических днищ с вафельным оребрением из листовых заготовок.
Известен способ изготовления днищ с вафельным оребрением из листовых заготовок, при котором производят вытяжку днища, после чего фрезеруют ребра по всему контуру f1J.
Недостатком этого способа является большая трудоемкость изготовления днища, обусловленная тем, что каждая ячейка вафельного оребрения получается механической обработкой.
Наиболее близким по технической сущности и достигаемому .результату к изобретению является способ изготовления сферических днищ с вафельным оребрением из листовых .заготовок, .при котором оформляют оребрение и формуют днище. Оребрение выполняют механической обработкой в плоской
заготовке, а формовку днища производят штамповкой t2.
Недостатком этого способа является низкое качество штампуемых деталей, обусловленное тем, что вафельное оребрение, выполненное в плоской заготовке, в процессе пластического деформирования искажается.
Цель изобретения - повышение качества штампуемых детс1лей.
to
Указанная цель достигается тем, что в способе изготовления сферических днищ с вафельным оребрением из листовых заготовок, 1ри котором оформляют оребрение и формуют днище,
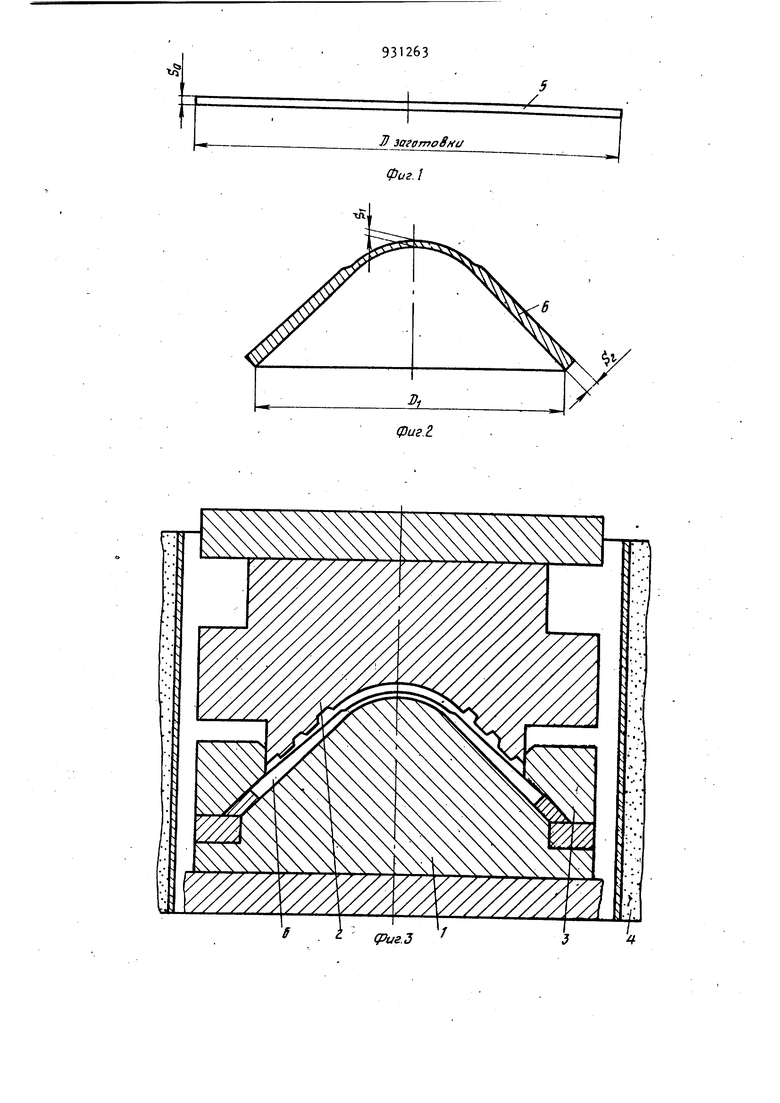
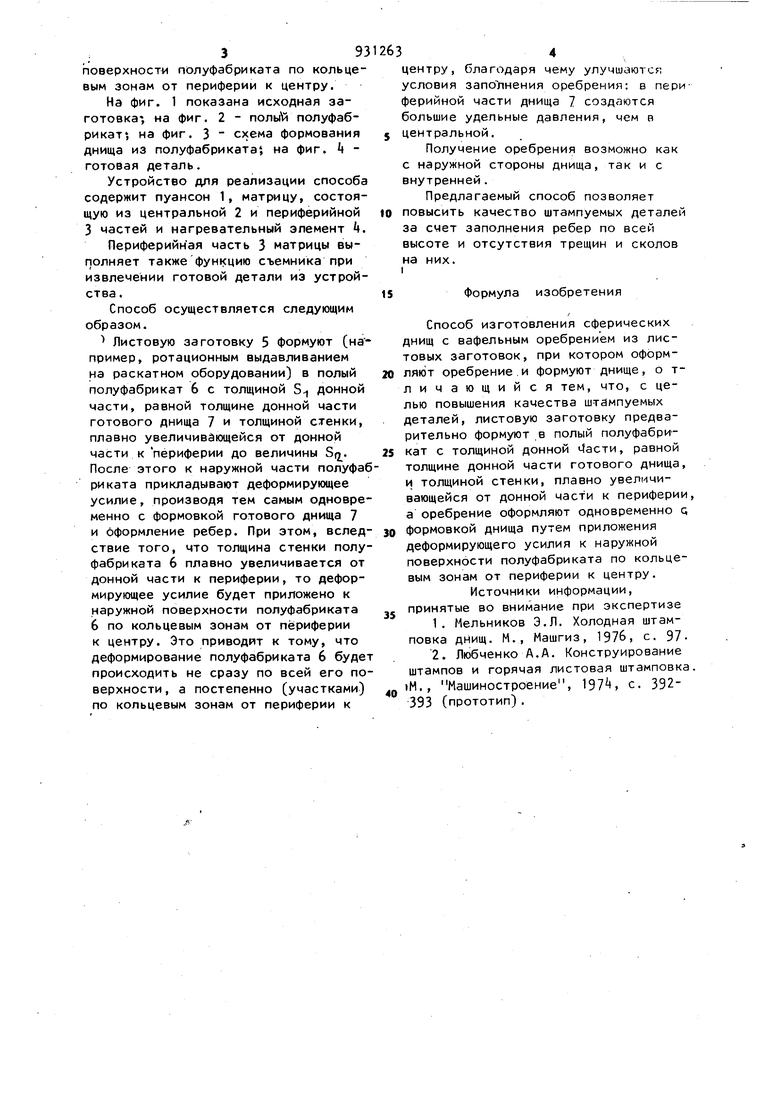
IS листовую заготовку предварительно формуют в полый полуфабрикат с толщиной донной части, равной толщине донной части готового днища, и толщиной стенки, плавно увеличивающей20ся от донной части к периферии, а оребрение оформляют одновременно с формовкой днища путем приложения деформирующего усилия к наружной 393 поверхности полуфабриката по кольцевым зонам от периферии к центру. На фиг. 1 показана исходная заготовка, на фиг. 2 - полый полуфабрикат, на фиг. 3 - схема формования днища из полуфабриката} на фиг. Ц готовая деталь. Устройство для реализации способа содержит пуансон 1, матрицу, состоящую из центральной 2 и периферийной 3 частей и нагревательный элемент . Периферийная часть 3 матрицы выполняет также функцию съемника при извлечении готовой детали из устройства . Способ осуществляется следующим образом. Листовую заготовку 5 формуют (на пример, ротационным выдавливанием на раскатном оборудовании) в полый полуфабрикат 6 с толщиной S донной части, равной толщине донной части готового днища 7 и толщиной стенки, плавно увеличивающейся от донной части к периферии до величины Sfj. После этого к наружной части полуфаб риката прикладывают деформирующее усилие, производя тем самым одновременно с формовкой готового днища 7 и оформление ребер. При этом, вследствие того, что толщина стенки полуфабриката 6 плавно увеличивается от донной части к периферии, то деформирующее усилие будет приложено к наружной поверхности полуфабриката 6 по кольцевым зонам от периферии к центру. Это приводит к тому, что деформирование полуфабриката 6 будет происходить не сразу по всей его поверхности, а постепенно (участками) по кольцевым зонам от периферии к 4 центру, благодаря чему улучшаются условия заполнения оребрения: в пери ферийной части днища 7 создаются большие удельные давления, чем в центральной. Получение оребрения возможно как с наружной стороны днища, так и с внутренней. Предлагаемый способ позволяет повысить качество штампуемых деталей за счет заполнения ребер по всей высоте и отсутствия трещин и сколов на них. 1 Формула изобретения Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок, при котором оформляют оребрение.и формуют днище, о тличающийся тем, что, с целью повышения качества штампуемых деталей, листовую заготовку предварительно формуют в полый полуфабрикат с толщиной донной 1|асти, равной толщине донной части готового днища, и толщиной стенки, плавно увеличивающейся от донной части к периферии, а оребрение оформляют одновременно с; формовкой днища путем приложения деформирующего усилия к наружной поверхности полуфабриката по кольцевым зонам от периферии к центру. Источники информации, принятые во внимание при экспертизе 1. Мельников Э.Л. Холодная штамповка днищ. М., Машгиз, 1976, с. 972. Любченко А.А. Конструирование штампов и горячая листовая штамповка. iM., Машиностроение, 197, с. 392393 (прототип).
} saeamoSfft/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки куполообразных днищ из листовой заготовки | 1986 |
|
SU1398952A1 |
| Штамп для выдавливания деталей с односторонним вафельным оребрением | 1980 |
|
SU902971A1 |
| Способ изготовления полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087225A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Устройство для выдавливания полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087226A1 |
| Способ изготовления деталей с фланцем из трубчатой заготовки | 1980 |
|
SU1050776A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |