Изобретение относится к области технологии получения неразъемных соединений, в частности, к способу соединения тонкостенных деталей под пайку.
Известны способы сборки тонкостенных деталей под пайку в расплаве солей [A.M.Никитинский "Пайка алюминия и его сплавов" - М., “Машиностроение”, 1983 г., стр. 143-146, 166, Л.Л.Гржимальский, И.И.Ильевский "Технология и оборудование пайки" - М., Машиностроение, 1979 г., стр. 149-150], при которой сборку и пайку осуществляют без приспособлений с применением конвейерных средств либо со сборочным приспособлением.
Наиболее близким по технической сущности является способ сборки деталей под пайку в расплаве солей ["Обзоры по электронной технике" Серия 7. Технология, организация производства и оборудование, вып.14 (1066), Н.П.Литвиненко, Ю.Д.Чистяков "Пайка алюминия и его сплавов в электронной технике", 1984], предусматривающий сборку деталей с помощью приспособлений, либо контактной сварки, либо дуговой сваркой в инертных газах, либо с помощью заклепочных соединений.
Недостатками известных способов сборки тонкостенных деталей под пайку в расплаве солей является невозможность использования приспособлений при пайке объемных конструкций с большим количеством паяных швов и укладке припоя. Тонкостенность деталей делает невозможным применение сварки для сборки перед пайкой.
Техническим результатом предлагаемого изобретения является достижение возможности получения объемных конструкций из тонкостенных деталей с помощью пайки в расплаве солей.
Сущность заявляемого способа сборки тонкостенных деталей под пайку в расплаве солей состоит в том, что фиксируют паяемые детали, укладывают припой и паяют в расплаве солей. Новизна способа сборки тонкостенных деталей под пайку в расплаве солей заключается в том, что предварительно выполняют на одной из соединяемых деталей лепестки, а на другой, соответственно, пазы. Далее производят установку лепестков в пазы, осуществляют разворот выступающих лепестков, укладывают дозированный припой с фиксацией на лепестки, производят пайку погружением в расплав солей и, в случае необходимости, после пайки в расплаве солей удаляют лепестки.
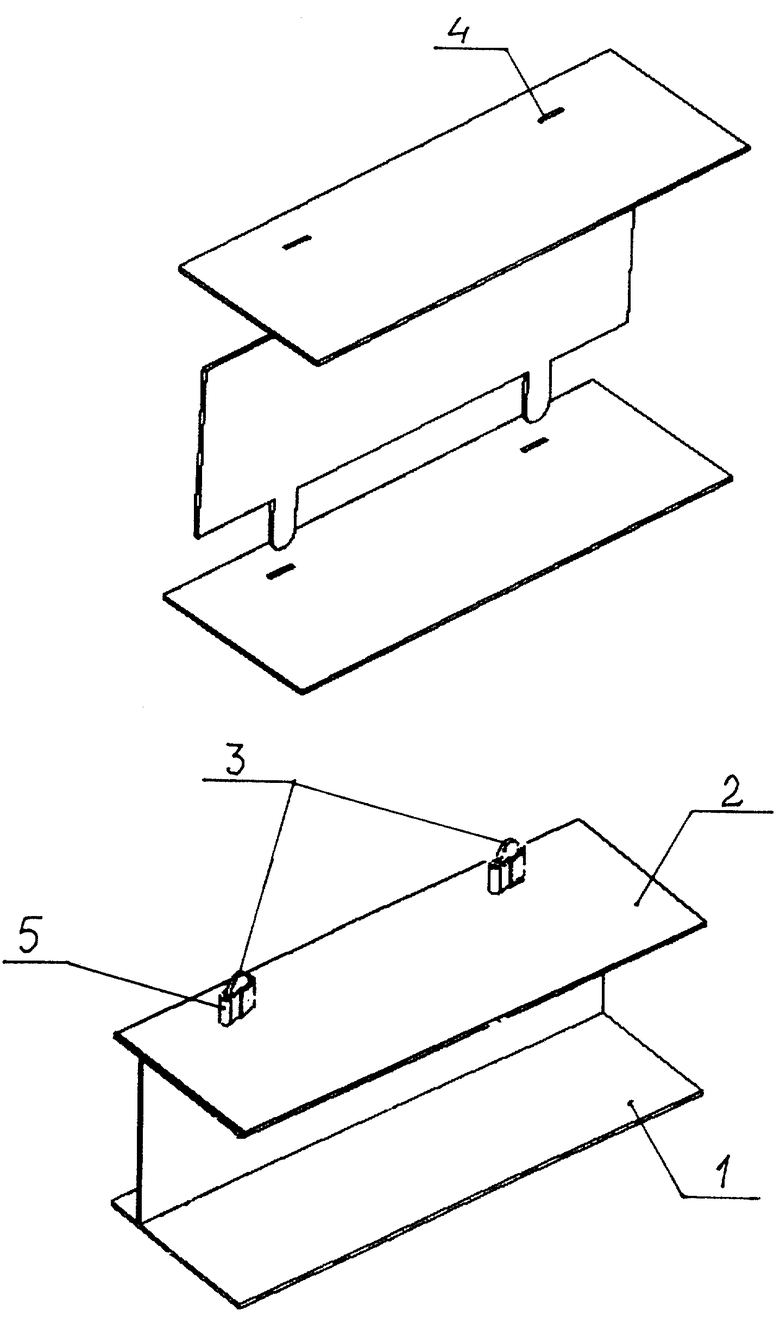
На чертеже изображен пример сборки тонкостенных деталей.
Тонкостенная деталь 1 и тонкостенная деталь 2, например, стенки волноводно-распределительной системы, имеют: первая тонкостенная деталь - лепестки 3, вторая - пазы 4, куда вставляются лепестки 3. Затем вставленные в пазы выступающие лепестки 3 разворачивают, навешивается на них дозированный припой 5, фиксируют его и производят погружение сборки в расплав солей. После пайки, при необходимости, лепестки безболезненно удаляются. Предлагаемый способ позволяет получить легкие, жесткие, технологичные конструкции за счет использования совмещенных лепестков и пазов, выполняемых на стадии деталей. Лепестки являются соединительными элементами и местом навески и закрепления припоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления узла волноводнораспределительной системы сложной конфигурации | 2022 |
|
RU2792017C1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| Способ сборки волноводных устройств сложной конфигурации под пайку в расплаве солей | 2023 |
|
RU2823593C1 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Способ пайки погружением | 1988 |
|
SU1547984A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2230642C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНО-РЕЗЬБОВОГО СОЕДИНЕНИЯ И СПОСОБ УСТРАНЕНИЯ НЕПРОПАЯ В ПАЯНО-РЕЗЬБОВОМ УЗЛЕ | 2008 |
|
RU2400335C1 |
Изобретение относится к области технологии получения неразъемных соединений, в частности, к способу соединения тонкостенных деталей пайкой. Предварительно выполняют на одной из соединяемых деталей лепестки, а на другой, соответственно, пазы. Паяемые детали фиксируют путем установки лепестков в пазы и разворота выступающих лепестков. Проводят укладку дозированного припоя с фиксацией на лепестки и погружают детали в расплав солей. В случае необходимости после пайки проводят удаление лепестков. Способ позволяет повысить качество изготовления легких и жестких объемных конструкций из тонкостенных деталей. 1 з.п. ф-лы, 1 ил.
| ЛИТВИНЕНКО Н.П | |||
| и др | |||
| Пайка алюминия и его сплавов в электронной технике | |||
| Обзоры по электронной технике | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Способ пайки тонколистовых деталей | 1986 |
|
SU1371819A1 |
| Способ пайки погружением | 1988 |
|
SU1547984A1 |
| Способ пайки алюминиевых сплавов в расплавленных солях | 1946 |
|
SU76885A1 |
| СПОСОБ ПАЙКИ ТОНКОСТЕННЫХ СВАРНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2104834C1 |
