Изобретение относится к металлургии и может быть использовано при разливке чугуна в изложницы для изготовления чушек.
Известна форма для разливки материала, включающая две продольные полости длиной равной ширине изложницы, ограниченные центральной стенку между соседними полостями и крайними стенками (US5817164, МПК B22D 3/00, B22D 5/00, B22D 5/04, B22D 27/20, C21B 5/00, C21B 11/00, C21C 1/08, C21C 3/00, C21C 5/28, C21C 5/52, опубл. 06.10.1998).
Наиболее близким техническим решением является изложница для отливки чушек, имеющая корпус с опорными приливами и сливными каналами в них, три перегородки, делящие рабочую полость на ячейки и образованные в поперечном сечении полуокружностями разных радиусов, сопряженных прямыми, причем наружная поверхность изложницы имеет профиль рабочей поверхности, отличающаяся тем, что, с целью увеличения производительности устройства, уменьшения боя и улучшения качества чушек, угол между прямыми сопряжения, расположенными в пределах одной ячейки, составляет 57-64°, отношение расстояния между вертикальными осями соседних ячеек и расстояния между вертикальной осью перегородки и вертикальной осью прилегающей ячейки составляет 2,0-2,2 (RU №2038895, МПК B22D 5/04, опубл. 09.07.1995).
Проблемой аналога и наиболее близкого технического решения является низкое качество, получаемых чушек, и скорость их изготовления. Это вызвано наличием одновременного недозаполнения и переливания формы при разливе в неё расплава, что приводит к разноразмерности чушек. Более того перелитые чушки имеют худшее свойства, что вызвано неравномерностью застывания из-за большого объема залитого в полости формы расплава, что дополнительно усугубляется длинной продолговатой формой, центральная часть которой при переливе всегда будет застывать в последнюю очередь, что в дальнейшем приведет к образовании пустот в застывшей чушке и снижению её механических характеристик. Расположение стенок, а именно их маленькое количество (ограждено только две, четыре длинных продольных полости), а также не выставленный угол наклона не позволяет получить требуемую скорость охлаждения отливки и, тем самым, хорошее качество чушек. При этом указанная изложница обеспечивает низкий объем выходного готового продукта с одной единицы, что определено конфигурацией полостей.
Технической проблемой, решаемой заявляемым изобретением, является устранение недостатков аналогов.
Задачей заявляемого изобретения является создание изложницы разливочной машины, обеспечивающей транспортировку и выход большего объема готового продукта (чугуна), его равномерное и своевременное охлаждение, то есть повышение производительность изложницы, и как следствие разливочной машины, при этом обеспечив получение качественно готового продукта (отливок, чушек) без снижения его механических свойств.
Технический результат заявляемого изобретения заключается в повышении производительности изложницы, при обеспечении получения качественных отливок.
Указанный технический результат достигается тем, что изложница разливочной машины содержит полости, ограниченные стенками, при этом последующая полость выполнена ниже предыдущей полости и последующая поперечная стенка выполнена ниже предыдущей поперечной стенки, согласно изобретению продольные стенки в центральной части изложницы выполнены ниже, чем продольные стенки в крайних частях изложницы, наклон внутренних поверхностей стенок полости друг к другу выполнен под углом β, а глубина полости составляет не менее 28% от её длины и не менее 28% от её ширины.
В частности, полость выполнена сужающейся сверху вниз по вертикали.
В частности, полость выполнена формой приближенной к усеченной пирамиде.
В частности, полость выполнена формой приближенной к усеченному конусу.
В частности, стыки внутренних поверхностей стенок полости выполнены скругленными по радиусу R.
В частности, значение скругления стыков внутренних поверхностей стенок полости выполнено радиусом R не менее 5 мм.
В частности, угол наклона внутренних поверхностей стенок изложницы β, находится в диапазоне 35÷60 градусов.
В частности, верхняя часть конца крайней поперечной стенки выполнена под наклоном к внутренней поверхности крайней поперечной стенки смежной с полостью.
В частности, в стенках между соседними полстями выполнены выемки.
В частности, выемки выполнены глубиной не менее 5 мм.
В частности, центральная вертикальная ось полости совпадает с вертикалью.
Предложенное изобретение иллюстрируется чертежами.
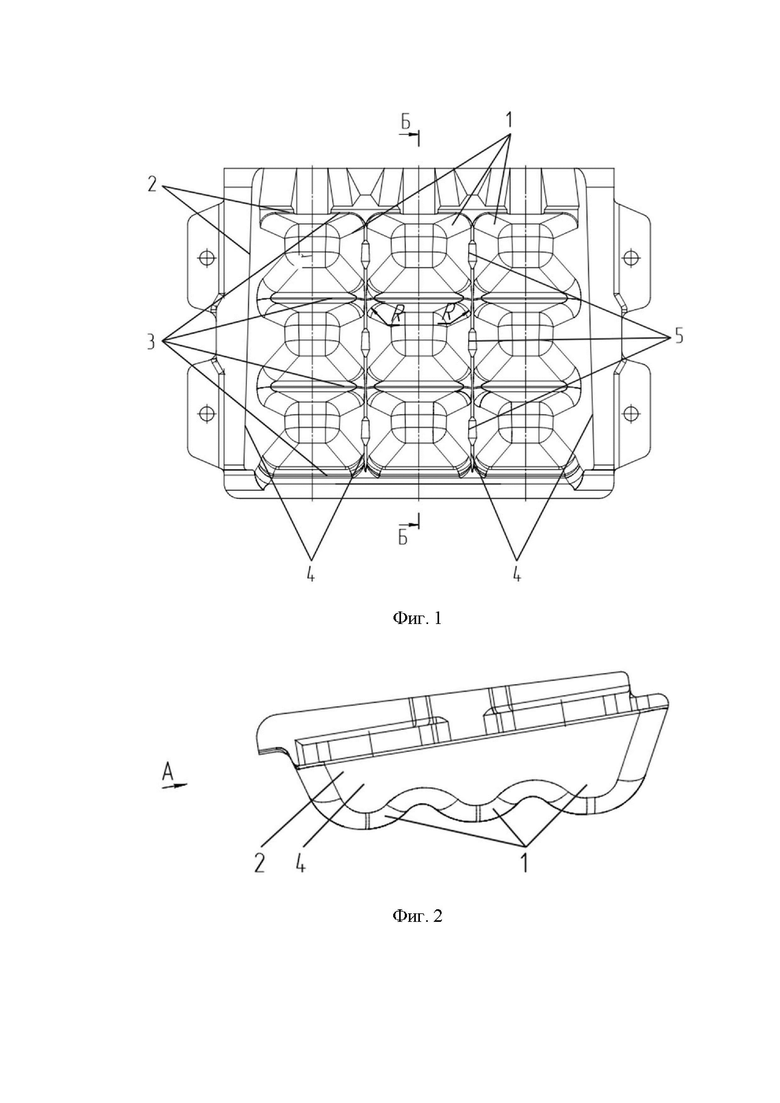
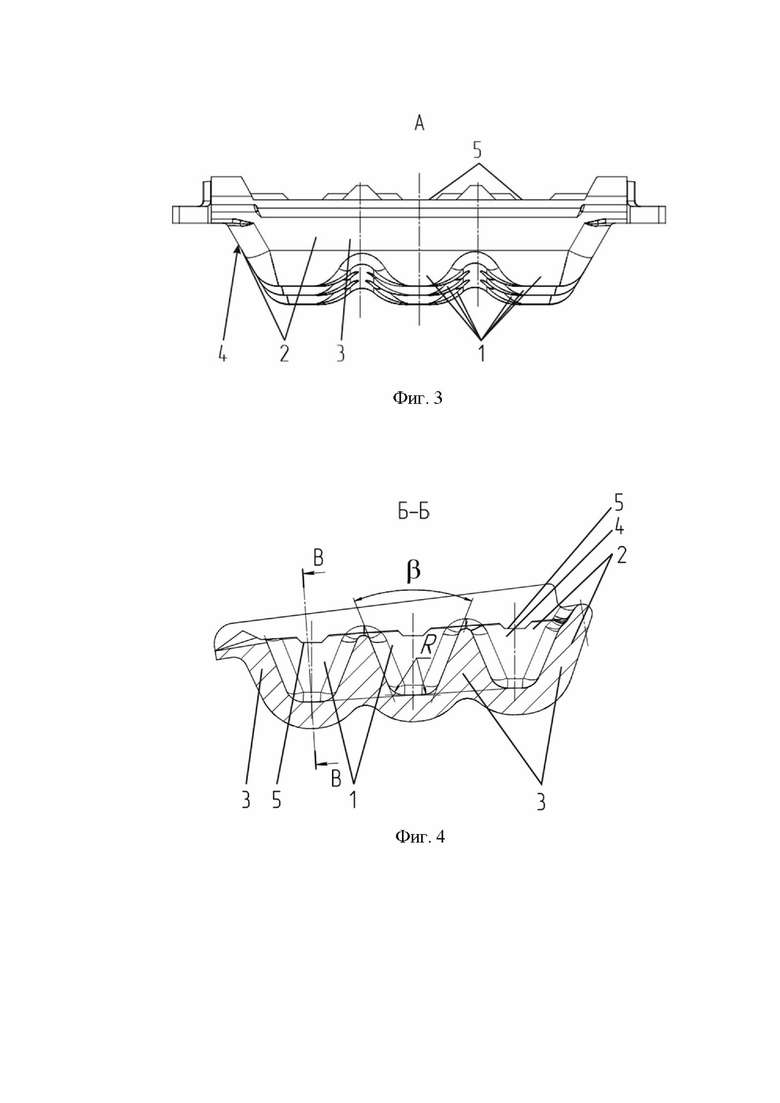
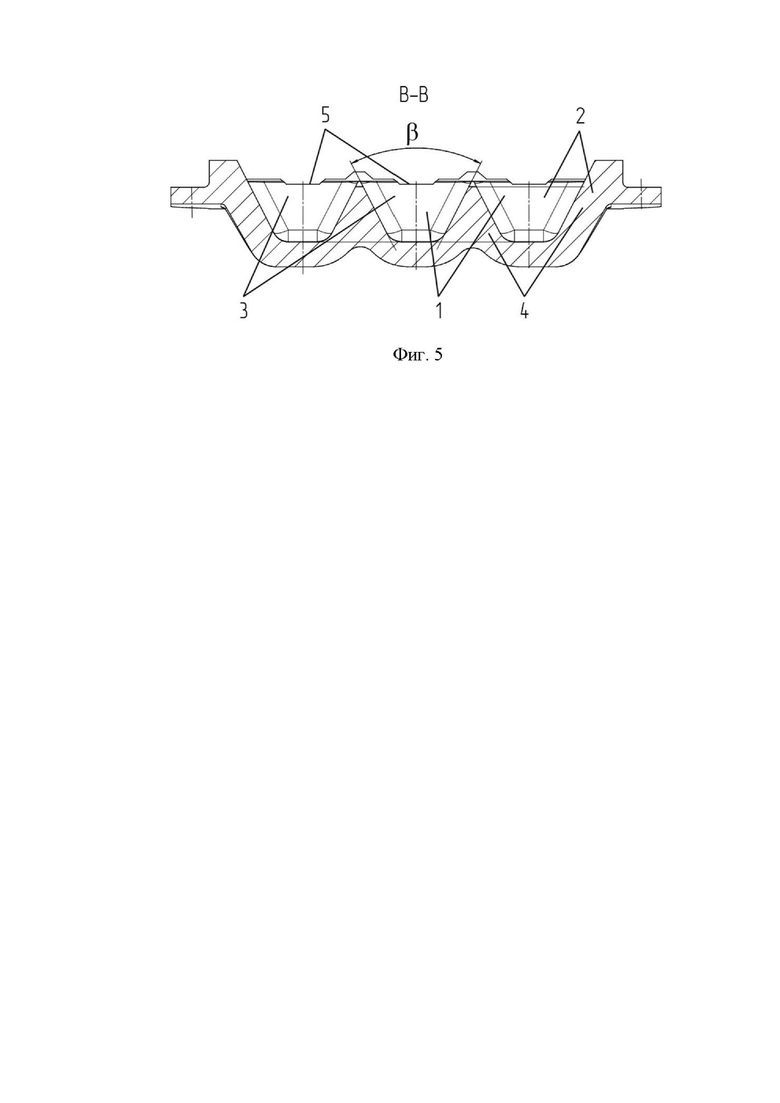
На фиг. 1 - изложница разливочной машины, вид сверху; на фиг. 2 - изложница разливочной машины, вид сбоку; на фиг. 3 - изложница разливочной машины, вид А спереди; на фиг. 4 - продольный разрез изложницы разливочной машины, разрез Б-Б; на фиг. 5 - поперечный разрез изложницы разливочной машины, разрез В-В.
На фигурах обозначено: 1- полость; 2 - стенки; 3 - поперечные стенки; 4 - продольные стенки; 5 - выемки.
Изложница разливочной машины (фиг. 1-3) содержит полости 1, ограниченные стенками 2. Изложница включает поперечные 3 и продольные 4 стенки 2, при этом последующая полость 1 выполнена ниже предыдущей полости 1 и последующая поперечная 3 стенка 2 выполнена ниже предыдущей поперечной 3 стенки 2, а последняя поперечная 3 стенка 2 выполнена не ниже предпоследней поперечной 3 стенки 2 изложницы (фиг. 4). Продольные стенки 4 в центральной части изложницы выполнены ниже, чем продольные 4 стенки 2 в крайних частях изложницы (фиг. 5). В стенках 2 между соседними полстями 1 расположены выемки 5. Наклон внутренних поверхностей стенок 2 полости 1 друг к другу, выполнен под углом β, что определяет форму полости 1, а глубина полости 1 составляет не менее 28% от её длины и не менее 28% от её ширины.
Условно под шириной полости 1 в настоящей заявке подразумевается ширина одной полости 1, изображенная на фиг. 4 в продольном разрезе, а под диной - длина одной полости, изображенная 1 на фиг. 5 в поперечном разрезе, ровно как под шириной изложницы в настоящей заявке подразумевается ширина изложницы, изображенная 1 на фиг. 5 в поперечном разрезе, а под диной - длина изложницы, изображенная на фиг. 4 в продольном разрезе. Следует понимать, что в данном случае ширина и длина полости 1 и изложницы определены условно для пояснения сущности настоящего изобретения, на практике ширина полости 1, длина изложницы может находиться в поперечном разрезе, а длина полости, ширина изложницы - в продольном разрезе, согласно общепринятым понятиям ширины и длины.
Выполнение последующей поперечной 3 стенки 2 и полости 1 ниже предыдущей поперечной 3 стенки 2, продольных 4 стенок 2 в центральной части изложницы ниже, чем продольных 4 стенок 2 в крайних частях изложницы, а также наличие в стенках 2, расположенных между соседними полостями 1 выемок 5 позволяет обеспечить быстрое распространение заливаемого в изложницу расплава по всем полостям 1 изложницы, соответственно становится возможным увеличить скорость подачи расплава из устройства, выпускающего расплав, и обеспечить более быстрое заполнение изложницы расплавом, а оборудование всей конвейерной лентой изложницами, заявленной конструкции, обеспечивает получение большего количества чушек из расплава за один производственный цикл, нежели, чем при использовании конструкций аналогов. Этим решением повышена производительность работы, как в единичном применении изложницы, так и в рамках производственного цикла по производству чушек. Дополнительным и взаимосвязанным эффектом является повышение проливаемости расплава между полостями 1 изложницы.
Очевидным является то, что достижения максимального эффекта от настоящего изобретения необходимо выполнять каждую последующую поперечную 3 стенку 2 ниже предыдущей и каждую последующую полость 1 ниже предыдущей. Выемки 5 между соседними полостями 1 могут быть расположены, как в поперечных 3 стенках 2, так и в продольных 4 стенках 2, а могут быть и в поперечных 3 стенках 2 и продольных 4 стенках 2, чем будет усилен заявленный эффект от использования изложницы.
Последняя поперечная 3 стенка 4 выполнена не ниже предпоследней поперечной 3 стенки 2 изложницы, так как если она будит ниже предпоследней, то при короткой конвейерной ленте, на которой закреплена изложница, залитый в изложницу выльется, либо не успеет застыть к концу цикла, при наличии длинной конвейерной ленты и/или ускоренной системы охлаждения этим решением возможно пренебречь, что вызвано реализацией возможности быстрого застывания.
Рекомендуется выполнять выемки 5 глубиной не менее 5 мм, в противном случае может быть снижена проливаемость расплава между полостями 1 изложницы и снижена производительность при применении изложницы, как части производственного цикла.
Наклон внутренних поверхностей стенок 2 друг к другу, расположенных внутри полости 1 изложницы, выполненный под углом β, который может находиться в диапазоне 35÷60 градусов, глубина полости 1, составляющая не менее 28% от длины полости 1 и ширина полости 1, составляющая не менее 28% от ширины полости 1 определяет конфигурацию полости 1 и обеспечивает заливку большего объема расплава в полости 1 изложницы без изменения габаритных размеров изложницы в целом, хотя при желании их можно также увеличить и дополнительно повысить объем расплава, вмещаемый в одну изложницу. Этим решением также обеспечено повышение скорости охлаждения, так как при таком конструктивном исполнении изложницы с содержанием большего количества стенок 2, а также выполнение формы полостей 1 более узкой по длине и ширине формы, делая упор на высоту и выполняя их сужающимися сверху вниз по вертикали, повышена зона контакта возможного охлаждения изложницы и залитого в её формы расплава в целом, то есть форма полостей 1 спроектирована таким образом, что разлитые в изложнице чушки быстро застывают и извлекаются. При этом более быстрая застываемость расплава и более быстрое их извлечение сокращает время в процессе производства на указанные этапы, чем безусловно повышена производительность работы, выражаемая в работе одной изложницы, а в последствии и производственного цикла в целом.
Испытания показали, что выполнение угла наклона внутренних поверхностей стенок изложницы β более 60 градусов и/или выполнение глубины полости 1 менее 28% от её длины и/или выполнение глубины полости 1 менее 28% от её ширины уменьшают производительность процесса, что обуславливается ухудшением застываемости залитого в полости 1 расплава и возникновению проблем по извлечению чушек из изложницы, а выполнение угла наклона β внутренних поверхностей стенок друг к другу внутри полости 1 изложницы менее 35 градусов, снижает объем полостей 1, что снижает объема выхода готовых чушек и производительности процесса в целом. Эти показатели определяют форму полостей 1, выход за их приделы характеризуется не применимостью их для обеспечения повышения производительности.
Полость 1 может быть выполнена в форме усеченной пирамиды или в форме усеченного конуса, при этом стыки внутренних поверхностей стенок 2 полости 1 выполнены скругленными, причем радиус R скругления стыков внутренних поверхностей стенок 2 полости 1, выполнен не менее 5 мм, в противном случае это снижает скорость извлечения чушек из полостей 1 изложницы, как следствие снижается скорость выработки готовых чушек на одной изложнице, дополнительно ухудшается качество производимых чушек из-за сколов в стыках граней чушки, при её извлечении.
Верхняя часть конца крайней поперечной стенки 2 выполнена под наклоном к внутренней поверхности крайней поперечной стенки 2 смежной с полостью 1, чем дополнительно повышается степень скорости извлечения чушек, застывших в полостях 1 смежных с крайней поперечной стенкой 2. А центральная вертикальная ось полости 1 совпадает с вертикалью, чем дополнительно повышена скорость заполнения полости 1 расплавам под воздействием силы тяжести.
Результаты проведенных испытаний показали положительные результаты и возможность увеличить объем расплава, вмещаемый в одну изложницу, до 25%.
Примером реализации является изложница разливочной машины, содержащая девять полостей 1, в общем виде расположения три по ширине на три по длине изложницы, которые ограничены поперечными 3 и продольными 4 стенками 2, при этом последующая поперечная 3 стенка 2 и полость 1 выполнена ниже предыдущей соответственно, а последняя поперечная 3 стенка 2 не ниже предпоследней. Продольные 4 стенки 2 в центральной части изложницы выполнены ниже, чем продольные 4 стенки 2 в крайних частях изложницы, а в 1 в поперечных 3 и продольных 4 стенках 2 между соседними полстями выполнены выемки 5 глубиной 10 мм. Верхняя часть конца крайней поперечной 3 стенки 2 выполнена под наклоном к внутренней поверхности крайней поперечной 2 стенки 3 смежной с полостью 1, а центральная вертикальная ось полости 1 совпадает с вертикалью. Наклон друг к другу внутренних поверхностей стенок 2, расположенных внутри полости 1, выполнен под углом β, причем угол наклона в продольном разрезе изложницы β=46 градусов, а в поперечном разрезе β=54 градуса. Глубина полости 1 составляет 50% от её длины и 66% от её ширины. Полость выполнена сужающейся сверху вниз по вертикальной оси в форме усеченной пирамиды со скругленными стыками внутренних поверхностей стенок 2 полости 1, радиус R скругления которых равен 30 мм.
Примером реализации является изложница разливочной машины, содержащая шесть полостей 1, в общем виде расположения две по ширине на три по длине изложницы, которые ограничены стенками 2, при этом каждая последующая поперечная 3 стенка 2 и полость 1 выполнена ниже предыдущей соответственно, а последняя поперечная 3 стенка 2 не ниже предпоследней. Продольные 4 стенки 2 в центральной части изложницы выполнены ниже, чем продольные 4 стенки 2 в крайних частях изложницы, а в поперечных 3 стенках 2 между соседними полстями расположены выемки глубиной 20 мм. Верхняя часть конца крайней поперечной 3 стенки 2 выполнена под наклоном к внутренней поверхности крайней поперечной 2 стенки 3 смежной с полостью 1, а центральная вертикальная ось полости 1 совпадает с вертикалью. Наклон друг к другу внутренних поверхностей стенок 2, расположенных внутри полости 1, выполнен под углом β, причем угол наклона, при любом разрезе составляет β=60 градусов. Глубина полости 1 составляет 28% от её длины и 28% от её ширины. Полость выполнена сужающейся сверху вниз по горизонтальной оси в форме усеченного конуса с скругленными стыками внутренних поверхностей стенок 2 полости 1 (в данном случае стыков нет как токовых, так как коническая поверхность, как таковая выполнена по нисходящей окружности), радиус R скругления которых (окружности) равен 76,5 мм.
Примером реализации является изложница разливочной машины, содержащая шестнадцать полостей 1, в общем виде расположения четыре по ширине на четыре по длине изложницы, которые ограничены стенками 2, при этом последующая поперечная 3 стенка 2 и полость 1 выполнена ниже предыдущей. Продольные 4 стенки 2 в центральной части изложницы выполнены ниже, чем продольные 4 стенки 2 в крайних частях изложницы, а в поперечных 3 и продольных 4 стенках 2 между соседними полстями выполнены выемки глубиной 30 мм. Центральная вертикальная ось полости 1 совпадает с вертикалью. Наклон друг к другу внутренних поверхностей стенок 2, расположенных внутри полости 1, выполнен под углом β, причем угол наклона в продольном разрезе изложницы β=35 градусов, а в поперечном разрезе β=44 градуса. Глубина полости 1 составляет 52% от её длины и 71% от её ширины. Полость выполнена сужающейся сверху вниз по горизонтальной оси в форме усеченной пирамиды со скругленными стыками внутренних поверхностей стенок 2 полости 1, радиус R скругления которых равен 46,5 мм.
Заявляемым изобретением обеспечен хороший показатель по переливаемости расплава между полостями изложницы, охлаждению застывшего расплава и возможность беспрепятственного извлечения застывших сушек из формы без их внешних повреждений, а также увеличен объем перевозимого расплава и объем выхода готового продукта с одной изложницы, соответственно увеличена производительность работы, как одной изложницы, так и разливочной машины в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 2024 |
|
RU2840502C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| Пакетируемая металлическая чушка | 1990 |
|
SU1776487A1 |
| СИСТЕМА ЛИТЬЯ И СПОСОБ РАЗЛИВКИ РАСПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2004 |
|
RU2373019C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ | 1997 |
|
RU2127170C1 |
| УМЕНЬШЕНИЕ ВЫБРОСОВ ПЫЛИ ВО ВРЕМЯ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2603397C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| ИЗЛОЖНИЦА ДЛЯ ЛИТЬЯ ЧУШЕК МОДИФИЦИРУЮЩИХ ЛИГАТУР | 2002 |
|
RU2226446C2 |
| ШИХТОВАЯ ЗАГОТОВКА В ВИДЕ МНОГОГРАННИКА, МУЛЬДА ДЛЯ ЕЕ ОТЛИВКИ И СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2032752C1 |
| Установка для литья чушек | 1983 |
|
SU1088867A1 |
Изобретение относится к металлургии и может быть использовано при разливке чугуна в изложницы для изготовления чушек. Изложница разливочной машины содержит полости, ограниченные стенками, при этом последующая полость выполнена ниже предыдущей полости и последующая поперечная стенка выполнена ниже предыдущей поперечной стенки, а последняя поперечная стенка выполнена не ниже предпоследней поперечной стенки изложницы. Продольные стенки в центральной части изложницы выполнены ниже, чем продольные стенки в крайних частях изложницы. Наклон внутренних поверхностей стенок полости выполнен под углом β, а глубина полости составляет не менее 28% от её длины и не менее 28% от её ширины. Технический результат изобретения - повышение производительности изложницы, а также и разливочной машины, при обеспечении получения качественных отливок. 10 з.п. ф-лы, 5 ил., 3 пр.
1. Изложница разливочной машины, содержащая полости, ограниченные стенками, при этом последующая поперечная стенка и полость выполнены ниже предыдущих, отличающаяся тем, что
продольные стенки в центральной части изложницы выполнены ниже, чем продольные стенки в крайних частях изложницы,
наклон внутренних поверхностей стенок полости друг к другу выполнен под углом β, а глубина полости составляет не менее 28% от её длины и не менее 28% от её ширины.
2. Изложница по п. 1, отличающаяся тем, что полость выполнена сужающейся сверху вниз по вертикали.
3. Изложница по любому из предыдущих пунктов, отличающаяся тем, что полость выполнена в форме усеченной пирамиды.
4. Изложница по любому из предыдущих пунктов, отличающаяся тем, что полость выполнена в форме усеченного конуса.
5. Изложница по любому из предыдущих пунктов, отличающаяся тем, что стыки внутренних поверхностей стенок полости выполнены скругленными по радиусу R.
6. Изложница по п. 5, отличающаяся тем, что значение скругления стыков внутренних поверхностей стенок полости выполнено радиусом R не менее 5 мм.
7. Изложница по п. 1, отличающаяся тем, что угол наклона друг к другу внутренних поверхностей стенок изложницы β находится в диапазоне 35÷60 градусов.
8. Изложница по п. 1, отличающаяся тем, что верхняя часть конца крайней поперечной стенки выполнена под наклоном к внутренней поверхности крайней поперечной стенки, смежной с полостью.
9. Изложница по п. 1, отличающаяся тем, что в стенках между соседними полостями выполнены выемки.
10. Изложница по п. 9, отличающаяся тем, что выемки выполнены глубиной не менее 5 мм.
11. Изложница по любому из пп. 1-4, отличающаяся тем, что центральная вертикальная ось полости совпадает с вертикалью.
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ ЧУШЕК | 1992 |
|
RU2038895C1 |
| RU 95105142 A1, 27.06.1996 | |||
| ИЗЛОЖНИЦА ДЛЯ ЛИТЬЯ ЧУШЕК МОДИФИЦИРУЮЩИХ ЛИГАТУР | 2002 |
|
RU2226446C2 |
| US 5817164 A1, 06.10.1998 | |||
| US 4287936 A1, 08.09.1981. | |||

