Изобретение относится к области упрочнения металлов и может быть использовано на деталях, подвергаемых лазерному ударному упрочнению.
Известен способ нанесения абляционного покрытия на поверхность детали. В качестве абляционного покрытия выступает фольга, выровненная по поверхности детали. К недостаткам такого способа можно отнести образование пузырей под поверхностью абляционного покрытия, которые в процессе обработки лазерным ударным упрочнением приводят к появлению термических дефектов на поверхности обработанной детали (Патент США № 4937421, В23K 26/00).
Известен способ нанесения энергопоглощающего покрытия на поверхность твердого материала. В роли покрытия выступает отверждаемая под действием ультрафиолета смола. После отверждения смолы на поверхности детали образуется пленка, которая в дальнейшем подвергается лазерному ударному упрочнению. К недостаткам данного метода можно отнести применение ультрафиолетового света, что является нетехнологичным, помимо этого в процессе нанесения смолы могут оставаться воздушные пузыри, которые после отверждения будут присутствовать на пленке, что также приводит к появлению термических дефектов на поверхности обработанной детали (Патент США №2004/0011774, В23K 26/00).
Известен способ нанесения абляционного покрытия, в роли которого выступает слой, состоящий из двух или более взрывчатых компонентов. Лазерный луч попадает на взрывчатый слой с достаточной мощностью, чтобы взорвать, по меньшей мере, некоторое количество каждого из взрывчатых ингредиентов. К недостаткам такого метода можно отнести то, что покрытие будет взрываться, вследствие чего поверхность детали будет воспринимать термические воздействия, что непосредственно приведет к появлению дефектов на поверхности (Патент США № 6558485, В23K 26/40).
Известен способ создания гибридного абляционного слоя, который содержит отдельный нижний слой, который наносится на материал для предотвращения точечной коррозии, возникающей в результате лазерного упрочнения. Нижний слой прилегает к поверхности обрабатываемой детали и не имеет пузырьков и пустот размером больше допустимого. Один или несколько перекрывающих слоев помещаются поверх нижнего слоя и контактируют с ним. Данный способ снижает количество образующихся дефектов на поверхности детали, но не исключает их полностью. Также стоит отметить, что при нанесении дополнительных слоев снижается эффективная энергия ударной волны расширяющейся плазмы, приходящей на поверхность детали, вследствие затухания ударной волны при прохождении всех слоев. В результате чего, необходимо увеличивать приходящую энергию лазера, что негативно влияет на его ресурс работы (Патент США № 9409254, В23К 26/00, В23К 26/18, С21D 10/00).
Наиболее близким способом является способ нанесения абляционного покрытия, включающий нанесение на заготовку первого слоя, не содержащего пустот или пузырьков больших, чем 10 микрон в диаметре. Первый слой напыляют или получают путем окунания. Второй слой наносят на первый слой. Затем направляют импульс лазерного света на второй слой. Упомянутый импульс имеет достаточную плотность энергии для абляции участка второго слоя, посредством чего выталкивается плазма. Плазма производит ударную волну, которая распространяется на первый слой и на заготовку, посредством чего осуществляется нагартовка заготовки. Любые пузырьки, образующиеся под верхним слоем, изолируются от подлежащей нагартовке поверхности первым слоем. Процесс значительно снижает эффект появления дефектов на нагартованных поверхностях, но полностью их не убирает. Недостатками данного способа является наличие, малых воздушных образований в первом слое, которые в процессе сжатия оставляют термические дефекты на поверхности обрабатываемой детали и недостаточная прочность второго слоя ленты на краях обрабатываемой детали, так как распространение ударной волны на границе разделения фаз ведет себя таким образом, что второй слой начинает разрушаться и направление разрушения направлено в сторону детали. (Патент РФ № 2433896, В23К 26/00, В23К 26/18, С21D 10/00).
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка способа нанесения абляционного покрытия, позволяющего исключить термические дефекты при обработке деталей методом лазерного ударного упрочнения.
Технический результат достигается тем, что в известном способе нанесения абляционного покрытия на деталь для снижения термических дефектов при обработке методом лазерного ударного упрочнения, включающий, нанесение абляционного покрытия, состоящего из двух слоев, согласно заявляемому изобретнию, материал для первого слоя является адгезионным и наносится с помощью кисти или валика, после высыхания первого слоя наносят второй слой, деталь укладывают в вакуумный пакет и помещают в автоклав, где деталь выдерживают в течение 2-3 часов при давлении 5-6 бар и температуре 100-120 °С.
Кроме того, перед нанесением первого слоя поверхность детали можно очищать с помощью ацетона.
Кроме того, в частном случае, материал для нанесения первого слоя предварительно нагревают до 40-50 °С.
Кроме того, в частном случае, второй слой изготавливают из ПВХ или в виде металлической ленты.
Отсутствие термических дефектов достигается с помощью предварительной очистки поверхности детали и нанесения абляционного покрытия, включающего первый адгезионный слой. Первый слой покрытия предназначен для усиления адгезионных свойств поверхности детали, путем выравнивания микронеровностей на покрываемой зоне, что позволяет подвергать обработке лазерным ударным упрочнением детали любой шероховатости без образования воздушных пузырей. Поверх первого слоя наносится дополнительный теплозащитный слой в виде металлической ленты или ПВХ ленты. После этого, деталь с нанесенными слоями укладывается в специальный вакуумный пакет, вакуумируется и помещается в автоклав, где в результате влияния повышенного давления и температуры выгоняются все оставшиеся воздушные пузыри из-под поверхности нанесенного абляционного покрытия. Отсутствие воздушных пузырей благоприятно влияет на процесс лазерного ударного упрочнения, так как исключает возможность образования термических дефектов на поверхности детали, возникающих при схлопывании пузырей под воздействием плазмы.
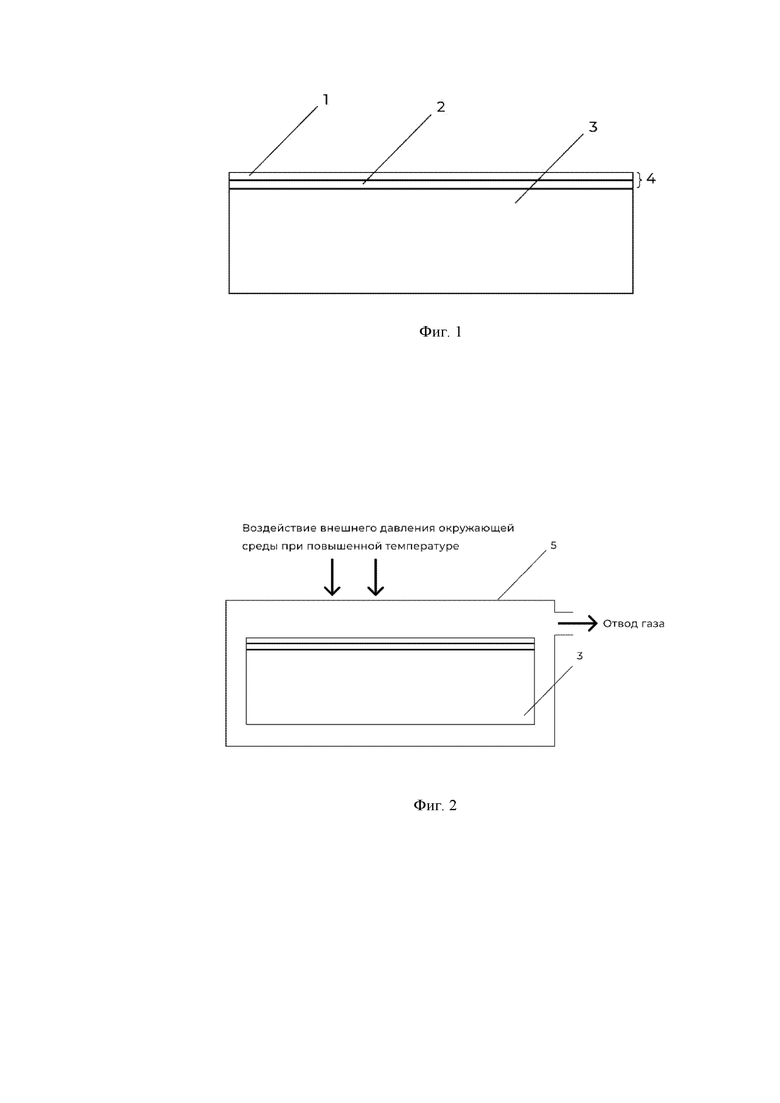
Сущность изобретения поясняется фигурами 1 и 2, где на фигуре 1 показан вид детали с нанесенным абляционным покрытием, на фигуре 2 - схема применения автоклава для удаления оставшихся пузырей воздуха, образовавшихся при нанесении первого и второго слоя покрытия из-за микронеровностей поверхности обрабатываемой детали.
Способ реализуется следующим образом:
Первоначально обрабатываемая поверхность или деталь (3) подвергаются отчистке с помощью ацетона путем окунания или с помощью кисти, или путем погружения в ацетоновую ультразвуковую ванну. После высыхания, на обрабатываемую поверхность наносится предварительно разогретый до 50-60 °С адгезионный слой - первый слой (2). Данный слой наносится с помощью кисточки или валика, равномерно распределяя его по поверхности. После нанесения необходимо подождать от 10 до 60 секунд (в зависимости от температуры окружающей среды) до полного высыхания слоя. После высыхания выполняется нанесение второго слоя (1) из ПВХ или металлической ленты. Подготовленная деталь укладывается в вакуумный пакет (5), изготовленный, например, из ПВХ, и помещается в автоклав на 2-3 часа при температуре 100-120 °С и давлении 5-6 бар, благодаря чему остатки воздуха под абляционным покрытием (4) удаляются, что способствует исключению термических дефектов на поверхности металла и более прочному прилеганию абляционного покрытия при последующей лазерной ударной обработке.
Пример осуществления способа.
Поверхность детали из сплава ВТ8М подвергли очистке ацетоном. Затем, нанесли подогретый до 55 °С первый адгезионный слой. Состав слоя включал следующие компоненты: циклогексан, ксилол, этилбензол, этилацетат, акриловый полимер, эпоксидная смола, изопропанол. После высыхания нанесли второй слой их ПВХ ленты. Деталь с нанесенным абляционным покрытием положили в вакуумный пакет и поместили в автоклав на 2 часа при температуре 115°С и давлении 5 бар. После чего выполняли лазерную ударную обработку при следующем режиме: длина волны лазерного излучения 1064 нм, энергия лазерного импульса 10 Дж, диаметр лазерного пятна 2 мм. После удаления абляционного покрытия термических дефектов при осмотре на оптическом микроскопе не обнаружено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| КОМБИНИРОВАННАЯ ЛАЗЕРНО-ВОДОРОДНАЯ ТЕХНОЛОГИЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2660485C2 |
| СПОСОБ ЛАЗЕРНОЙ НАГАРТОВКИ И УСТРОЙСТВО, ИСПОЛЬЗУЮЩЕЕ АБЛЯЦИОННЫЕ СЛОИ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫКРАШИВАНИЯ ПРИ ЛАЗЕРНОЙ НАГАРТОВКЕ | 2006 |
|
RU2433896C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ, РАБОТАЮЩИХ В УСЛОВИЯХ АБРАЗИВНОГО ИЗНАШИВАНИЯ | 2013 |
|
RU2532602C2 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2015 |
|
RU2601520C2 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| Способ нанесения хромового покрытия на прецизионные детали из низколегированных конструкционных сталей | 2020 |
|
RU2732038C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2015 |
|
RU2605259C2 |
| МЕТАЛЛИЧЕСКАЯ ДЕТАЛЬ, ОБРАБАТЫВАЕМАЯ МЕТОДОМ КОМПРЕССИИ ЕЕ ПОДПОВЕРХНОСТНЫХ СЛОЕВ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2407620C2 |
| Способ лазерной ударной обработки тонкой кромки лопатки, выполненной из титанового сплава, компрессора газотурбинного двигателя | 2024 |
|
RU2833635C1 |
Изобретение относится к способу нанесения абляционного покрытия на деталь при обработке лазерным ударным упрочнением. Способ включает предварительное очищение ацетоном и нанесение предварительно подогретого первого слоя на поверхность металлической детали, который увеличивает адгезионные свойства и выравнивает микронеровности обрабатываемой поверхности. На первый слой наносится второй слой в виде металлической ленты или ПВХ ленты. Два слоя вместе образуют абляционное покрытие. Подготовленную деталь укладывают в вакуумный пакет, вакуумируют и помещают в автоклав. Под действием повышенного давления и температуры остатки воздуха в промежутках между деталью и нанесенным абляционным покрытием удаляются. В результате исключается появление термических дефектов на деталь, которую подвергают лазерному ударному упрочнению. 3 з.п. ф-лы, 2 ил., 1 пр.
1. Способ нанесения абляционного покрытия на деталь при обработке методом лазерного ударного упрочнения, включающий нанесение абляционного покрытия, состоящего из двух слоев, отличающийся тем, что для первого слоя используют адгезионный материал, который наносят с помощью кисти или валика, при этом второй слой наносят после высыхания первого слоя, затем деталь укладывают в вакуумный пакет и помещают в автоклав, где деталь выдерживают в течение 2-3 часов при давлении 5-6 бар и температуре 100-120 °С.
2. Способ по п. 1, отличающийся тем, что перед нанесением первого слоя поверхность детали очищают с помощью ацетона.
3. Способ по п. 1, отличающийся тем, что материал для нанесения первого слоя предварительно нагревают до 40-50 °С.
4. Способ по п. 1, отличающийся тем, что второй слой изготавливают из ПВХ или в виде металлической ленты.
| СПОСОБ ЛАЗЕРНОЙ НАГАРТОВКИ И УСТРОЙСТВО, ИСПОЛЬЗУЮЩЕЕ АБЛЯЦИОННЫЕ СЛОИ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫКРАШИВАНИЯ ПРИ ЛАЗЕРНОЙ НАГАРТОВКЕ | 2006 |
|
RU2433896C2 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТЕЙ ОТ КОРРОЗИОННЫХ ВЕЩЕСТВ И ПРОДУКТ В ВИДЕ СТРОИТЕЛЬНОГО РАСТВОРА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2158283C2 |
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2228854C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ, СОДЕРЖАЩЕГО ПОЛИСИЛОКСАНОВОЕ ПОКРЫТИЕ НА ПОЛИМЕРНОЙ ПОДЛОЖКЕ, И ИЗДЕЛИЕ | 1991 |
|
RU2086415C1 |
| US 5674328 A, 07.10.1997 | |||
| Приспособление к ткацкому станку для вертикального перемещения берда | 1932 |
|
SU33911A1 |

