ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Изобретение относится к области аддитивных технологий, а именно к способу получения приводов исполнительных механизмов методами 3D печати из жидких фотополимерных материалов, обладающих эффектом памяти формы.
УРОВЕНЬ ТЕХНИКИ
[0002] Известен класс металломатериалов с эффектом памяти формы, используемых для создания приводов (актуаторов). Данный металломатериал представляет собой полимерный слой между двумя металлическими электродами (англ. Ionic Polymer Metal Composites или сокращен. IPMC) (The state of understanding of ionic polymer metal composite architecture: a review/ Tiwari, R., Garcia, E.// Smart Materials and Structures, 22.07.2011, Vol. 8).
[0003] Недостатками данной технологии и получаемых изделий являются высокая стоимость, как самого полимерного материала, в качестве которого используются электроактивные полимеры, так и металлических электродов, которые обычно изготавливают из благородных металлов, например, золота, платины или оксида графена, чтобы избежать коррозии от электрохимической реакции с полимерным материалом.
[0004] Кроме того, электроды должны быть расположены на поверхности, с двух сторон от слоя с эффектом памяти формы. В случаях, когда устройство должно иметь сложную геометрию, данное требование значительно затрудняет процесс его производства.
[0005] Также известны металлические сплавы с эффектом памяти формы (англ. Shape Memory Effect или сокращен. SME), выполняемые обычно на основе интерметаллидной фазы NiTi, и которые могут использоваться для создания исполнительных механизмов (приводов) в чистом виде, либо в полимерной матрице (Curved shape memory alloy-based soft actuators and application to soft gripper/ Hugo Rodriguea, Wei Wang, Dong-Ryul Kim, Sung-Hoon Ahn// Composite Structures, 15 Sept. 2017, Vol. 176, P 398-406), (Repeatable bending actuation in polyurethanes using opposing embedded one-way shape memory alloy wires exhibiting large deformation recovery/ Hugh A Bruck, Charles L Moore, Theresa L Valentine// Smart Materials and Structures, 28.06.2002, Vol. 11).
[0006] Известен способ изготовления приводов на основе сплава с памятью формы (SME), включающий изготовление из нескольких материалов методом 3D печати конструкции привода, содержащего, по меньшей мере, эластомерный материал с мягкой матрицей и жесткий полимерный материал. В структуре привода сформирован канал для установки предварительно натягивающей проволоки, прочно прикрепленной к печатной структуре исполнительного механизма. Вставленную проволоку SME нагревают до тех пор, пока её температура не превысит температуру перехода в аустенит и проволока не начнёт сжиматься. Cжатый привод SME передает сжатие конструкции исполнительного механизма, а охлаждение проволоки SME применяется для высвобождения энергии упругой деформации в структуре исполнительного механизма (международная заявка WO2019/194748, дата публикации 10.10.2019).
[0007] Недостатками указанной технологии являются достаточно высокая стоимость сплавов с SME, а также необходимость прокладывать металлическую нить через канал в полимерной детали, что ограничивает выполнение изделия сложной геометрической формы.
[0008] Кроме того, применение металлического сплава с SME в чистом виде без полимера требует электроизоляции. Поверхность металлической нити сильно нагревается, а при применении внутри полимера - внешняя полимерная оболочка оказывает механическое сопротивление деформации металла, вызванной активацией SME, что снижает максимальную полезную нагрузку на полученный привод.
[0009] Кроме того, сплавы с SME трудно использовать в 3D печати, и в целом металлическая 3D печать пока стоит достаточно дорого.
[0010] Также из уровня техники известны полимерные соединения, обладающие эффектом памяти формы (англ. Shape Memory Polymer или сокращен. SPM). Некоторые из них подходят для непосредственной 3D печати из пластиков любыми известными технологиями, такими как метод экструзии филамента (FDM), лазерной стереолитографии (SLA), цифровой обработки светом (DLP), селективного лазерного спекания (SLS), или послойного склеивания композитного порошка связующим веществом (Binder Jetting).
[0011] Для активации эффекта памяти формы таких материалов используется либо внешний источник теплового/светового излучения (Simple triple-state polymer actuators with controllable folding characteristics/ Shuyang Chen1, Jing Li, Lichen Fang, Zeyu Zhu, Sung Hoon Kang //Appl. Phys. Lett. 110, 133506 (2017), либо резистивный нагрев токопроводящего элемента изделия (международная заявка WO2019005960, дата публикации 03.01.2019).
[0012] Недостаток данного метода заключается в том, что используемый гибкий полимер не обладает эффектом памяти формы, а только эластичностью, следовательно, полученный привод работает только на растяжение, но не на изгиб, что снижает область его функционального применения. Также при изготовлении не применяется технология 3D печати, что не обеспечивает возможность получения привода сложной геометрической формы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0013] Техническая проблема, на решение которой направлено заявляемое изобретение, состоит в создании привода исполнительного механизма любой заданной геометрической формы методом 3D печати из жидких фотополимерных материалов, обладающих после полимеризации эффектом памяти формы, с электропроводящим элементом из жидкого металла.
[0014] Технический результат, достигаемый при реализации заявляемого изобретения, заключается в получении функционального привода (актуатора) из жидкого фотополимерного материала с эффектом памяти формы методом 3D печати, обладающего повышенными эксплуатационными характеристиками, которые достигаются за счет возможности создания привода любой предварительно заданной геометрической формы с контролируемым нагревом изнутри, что обеспечивает целенаправленно изменяемый процесс активации эффекта памяти формы и контролируемый рост механической нагрузки, создаваемой 3D печатным приводом с надежным электропроводящим элементом, который со временем не растрескивается, не истирается, не имеет ограничений по количеству циклов сгибания/разгибания, а также имеет возможность изгибаться в различных направлениях без повреждений, а не в одной плоскости как в случае пластинчатых электродов, и удлиняться или сжиматься, или скручиваться.
[0015] Поставленный технический результат достигается за счет того, что способ изготовления приводов с эффектом памяти формы (ЭПФ) характеризуется тем, что:
методом 3D печати получают предварительно заданную внешнюю и внутреннюю структуру привода из жидких фотополимерных материалов эффектом памяти формы (ЭПФ);
в процессе 3D печати в структуре привода формируют, по меньшей мере, один канал для размещения электропроводящего элемента, предварительно заданной формы поперечного сечения, длины и направления;
заполняют, по меньшей мере, один канал жидким металлом для создания электропроводящего элемента.
[0016] В сравнении с методом нанесения токопроводящего слоя на поверхность полимерной матрицы, привод, полученный заявляемым способом, может обеспечить более равномерный нагрев изделия изнутри, что обеспечивает равномерный, контролируемый прикладываемым током, процесс активации эффекта памяти формы и контролируемый рост механической нагрузки в заданном направлении, создаваемой приводом, так как электропроводящий канал можно расположить в любом месте в структуре привода, в зависимости от его геометрической формы.
[0017] В сравнении с установкой обычной металлической нити для нагрева внутри изделия, электропроводящий элемент из жидкого металла не имеет ограничений по количеству циклов сгибания/разгибания изделия, так как в нём не возникает усталость металла, что повышает надежность устройства.
[0018] Кроме того, при температуре ниже 29оС галлий, используемый в качестве жидкого металла, переходит в твёрдое состояние и обеспечивает изделию высокую жёсткость, а при подаче тока он быстро расплавляется при нагреве и позволяет изделию беспрепятственно восстановить свою запрограммированную форму. После отключения электрического тока и остывания, галлий переходит обратно в твёрдую форму при комнатной температуре и изделие восстановит высокую жёсткость, что позволяет значительно снизить вероятность деформации привода, когда он находится в «неактивном» состоянии.
[0019] Кроме того, в частном случае реализации изобретения канал для размещения электропроводящего элемента имеет в поперечном сечении эллиптическую или каплевидную форму.
[0020] Кроме того, в частном случае реализации изобретения канал для размещения электропроводящего элемента выполнен с ответвлениями.
[0021] Кроме того, в частном случае реализации изобретения канал для размещения электропроводящего элемента выполнен с переменным сечением для обеспечения более сильного нагрева в области с более тонким сечением за счёт локального увеличения его электрического сопротивления.
[0022] Кроме того, в частном случае реализации изобретения в структуре привода выполнены несколько независимых каналов для размещения электропроводящего элемента для раздельного электропитания электропроводящих элементов.
[0023] Кроме того, в частном случае реализации изобретения в качестве жидкого металла используют галлий или его сплавы, что позволяет менять диапазон температуру расплавления/затвердевания металла в электропроводящем канале.
[0024] Кроме того, в частном случае реализации изобретения 3D печать осуществляют методом лазерной стереолитографии (SLA) или методом цифровой обработки светом (DLP).
[0025] Кроме того, в частном случае реализации изобретения полимеризацию жидкого фотополимерного материала осуществляют излучением с длиной волны 405 нм.
[0026] Также технический результат достигается за счет того, что привод с эффектом памяти формы для исполнительных механизмов получают методом 3D печати, а электропроводящий элемент в структуре привода формируют жидким металлом.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0027] Заявляемое изобретение поясняется графическими материалами, на которых представлены:
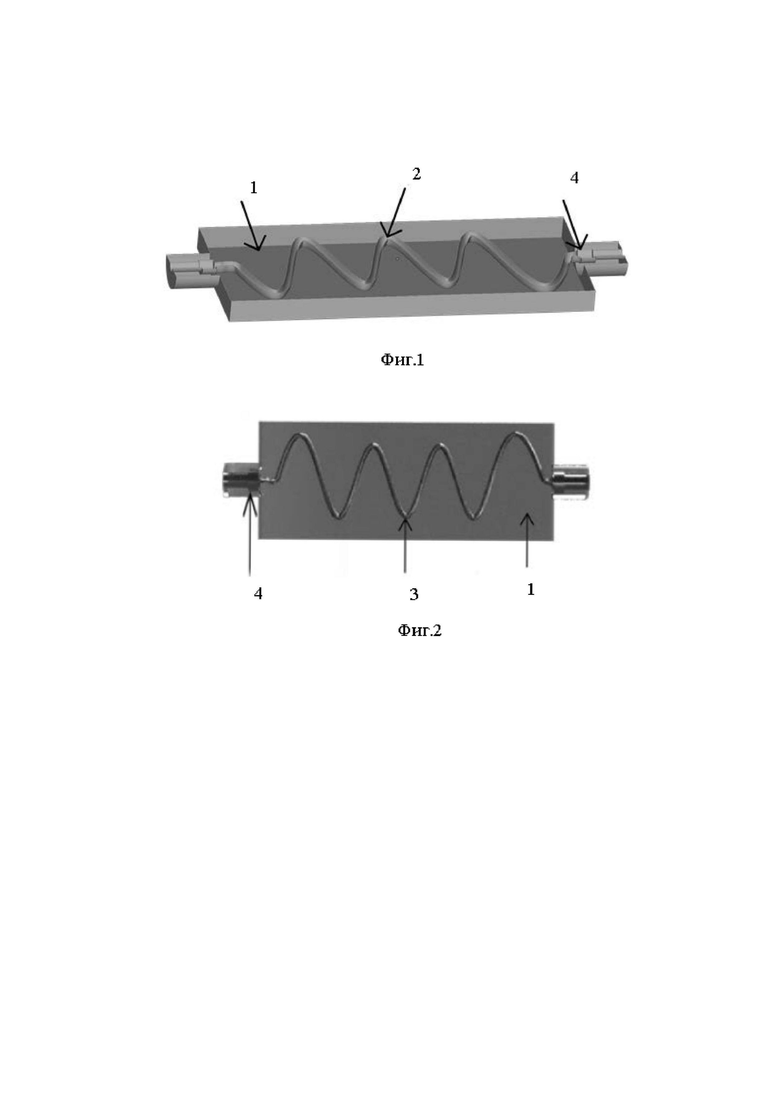
фиг.1 – общий вид привода с выполненным каналом для размещения электропроводящего элемента;
фиг.2 – общий вид привода с электропроводящим элементом;
[0028] Позиции на чертежах имеют следующие обозначения:
1 – привод;
2 – канал для размещения электропроводящего элемента;
3 – электропроводящий элемент;
4 – уширения электропроводящего канала;
[0029] Привод 1 из жидких фотополимерных материалов с эффектом памяти формы (ЭПФ) для исполнительных механизмов (фиг.1) получают методом 3D печати, где в процессе печати в структуре привода 1 формируют, по меньшей мере, один канал 2 для размещения электропроводящего элемента 3 (далее по тексту- «канал 2» ), заранее выполненный в трехмерной модели изделия, с поперечным сечением преимущественно эллиптической или каплевидной формы, который заполняют жидким металлом, например, галлием или его сплавами для создания электропроводящего элемента 3.
[0030] Ниже приведен конкретный пример реализации заявляемого изобретения, который подтверждает осуществление изобретения, но не ограничивается им.
[0031] В системе автоматизированного проектирования (САПР) создаётся трёхмерная модель внешней формы привода 1 с учётом требований к геометрии контакта и крепежным элементам. Для этого может быть использована любая известная САПР с возможностью экспорта трёхмерной модели в файл формата STL.
[0032] В трёхмерной модели привода 1 создают модель канала 2, который предполагается заполнить жидким металлом в целях создания электропроводящего элемента 3.
[0033] Канал 2 может быть выполнен с профилем поперечного сечения любой геометрической формы. В то же время эллиптическая или каплевидная форма поперечного сечения канала 2 предпочтительнее для 3D печати без поддерживающих структур внутри канала, так как верхний свод канала 2 остаётся самоподдерживающимся при большей площади сечения канала, если сравнивать, например, с круглым профилем сечения. Кроме этого, такой профиль менее склонен к полному пережатию, в случае перегиба канала 2 в одном направлении (при изгибе вдоль большой оси эллипса или оси симметрии, в случае каплевидного профиля).
[0034] В предпочтительном варианте реализации изобретения канал 2 может быть выполнен с ответвлениями для обеспечения равномерного контролируемого нагрева большого объема полимерного материала с эффектом памяти формы.
[0035] В предпочтительном варианте реализации изобретения может быть выполнено несколько независимых каналов 2 (на чертежах не показано) с раздельным электропитанием, нагревая некоторые из которых можно изменять характер и последовательность деформаций, происходящих в приводе 1 при активации ЭПФ.
[0036] В предпочтительном варианте реализации изобретения канал 2 (на чертежах не показано) может быть выполнен с переменным сечением для обеспечения более сильного нагрева в области с более тонким сечением за счёт локального увеличения его электрического сопротивления.
[0037] Поперечное сечение канала 2 в предпочтительном варианте реализации изобретения задаётся эллиптической или каплевидной формы для предотвращения смыкания стенок канала и нарушения его электропроводности при изгибании привода 1 в процессе его эксплуатации.
[0038] В случае выполнения сечения канала 2 эллиптической формы, его следует располагать так, чтобы большая ось эллипса была направлена перпендикулярно плоскости, в которой происходит изгибание привода в процессе его работы.
[0039] Площадь сечения канала 2 может быть рассчитана исходя из удельного электрического сопротивления металлического сплава, применяемого для заполнения канала 2, чтобы обеспечить требуемую скорость и максимальную температуру резистивного нагрева материала привода 1, в зависимости от требуемой скорости активации эффекта памяти формы в полимерном материале привода 1 и используемого источника электропитания.
[0040] Так же необходимо учесть требуемые условия эксплуатации привода 1, так как удельное сопротивление чистого галлия, и легкоплавких сплавов на его основе, отличается в твёрдом и жидком состояниях. Длинна малой оси сечения канала 2, в случае эллиптической формы, не должна превышать 5 мм, иначе свод канала 2 не будет самоподдерживающимся, что может привести к образованию дефектов на стенках канала при фотополимерной 3D печати по технологии DLP.
[0041] Для компенсации теплового расширения металла в канале 2, в модель добавляются расширительные емкости (на чертежах не показаны) или области канала 2 с уширением 4, предназначенные для приёма избытка жидкого металла, возникающего при его тепловом расширении в результате нагрева.
[0042] Полученная трёхмерная модель привода 1 экспортируется из САПР в формат STL для последующей подготовки задания на трёхмерную печать в программном обеспечении, предназначенном для работы с конкретной моделью установки для фотополимерной 3D печати.
[0043] Трёхмерная модель привода 1 в формате STL импортируется в программное обеспечение, предназначенное для работы с фотополимерным 3D принтером, на котором будет осуществляться её печать, например, DLP-принтер WANHAO D7.
[0044] Для загруженной трехмерной модели привода 1 выбирается такая ориентация на печатающей платформе 3D принтера (на чертежах не показано), чтобы внутренние каналы 2 не требовали создания поддерживающих структур в процессе печати, иначе их будет сложно удалить, а наличие дополнительной поддерживающей структуры внутри канала 2 может привести к уменьшению площади его сечения, росту электрического сопротивления и избыточному резистивному нагреву в этой области.
[0045] В зависимости от используемой фотополимерной композиции (ФПК) выставляются параметры процесса трёхмерной печати: время УФ-засветки первых слоёв и каждого последующего, толщина печатаемых слоёв, скорость вертикального движения платформы построения.
[0046] Эти параметры могут быть предоставлены производителем ФПК, либо подобраны самостоятельно путём экспериментальной печати и анализа зависимости глубины полимеризации от времени ультрафиолетовой засветки единичного слоя.
[0047] Время засветки должно быть достаточным для отверждения материала на всё глубину печатаемого слоя, но не избыточным, так как это может привести к расширению полимеризованной области в горизонтальном направлении, либо отверждению материала внутри канала 2, и, как следствие, снижению геометрической точности получаемого привода 1.
[0048] Подготовленная к печати трёхмерная модель привода 1 разбивается на слои, с учётом всех заданных параметров, экспортируется для 3D печати, в формате, поддерживаемом используемым 3D принтером и осуществляется печать изделия.
[0049] После завершения процесса печати модель привода 1 извлекается из 3D принтера, отделяется от платформы построения 3D принтера и промывается изопропиловым спиртом. Промывка осуществляется как наружных поверхностей модели привода 1, так и внутренних каналов 2 с целью удаления из них остатков не полимеризованного материала.
[0050] Далее осуществляют создание электропроводящего элемента 3. Металлический материал разогревается на лабораторной плитке выше температуры плавления (выше 30ºС, в случае применения чистого галлия). Расплавленный металл набирают в шприц и заливают во внутренний канал 2 напечатанной полимерной модели привода 1. За счёт высокой плотности и низкой вязкости расплавленный галлий при 30ºС заполняет вертикальный канал в напечатанной модели без дополнительных мер по прокачке жидкого материала через канал 2.
[0051] После этого оба выхода канала 2 закручивают, например, металлическими винтами (на чертежах не показаны) для обеспечения герметичности канала 2, и электрического контакта между выводами источника питания (на чертежах не показаны) и электропроводящим элементом 3 внутри привода 1.
[0052] В соответствии с заявляемым способом была напечатана модель привода 1 в виде пластины длиной 62 мм, шириной 20 мм, толщиной 6 мм и внутренним каналом эллиптического сечения 1х1.5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЯ 3D-ПЕЧАТИ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ С ПРИМЕНЕНИЕМ LTCC- И HTCC-СОСТАВОВ | 2023 |
|
RU2833244C1 |
| ПОРИСТЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2791238C1 |
| Шарнир трансформируемого рефлектора зонтичного типа | 2022 |
|
RU2805228C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ С ИСПОЛЬЗОВАНИЕМ МИКРОСТЕРЕОЛИТОГРАФИЧЕСКОЙ 3D-ПЕЧАТИ | 2021 |
|
RU2783178C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕССВИНЦОВОЙ ПЬЕЗОКЕРАМИКИ С ИСПОЛЬЗОВАНИЕМ 3D-ПЕЧАТИ | 2021 |
|
RU2787452C2 |
| Способ изготовления СВЧ-компонентов сложной формы, имеющих развитую металлическую рабочую поверхность | 2022 |
|
RU2795771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДОВ, КАТОДОВ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ И ЗАГОТОВОК ДЛЯ НИХ НА ОСНОВЕ ТАНТАЛА, НИОБИЯ, МОНООКСИДА НИОБИЯ (ОКСИДА НИОБИЯ II) ПОСРЕДСТВОМ ТЕХНОЛОГИЙ 3D-ПЕЧАТИ | 2024 |
|
RU2840055C1 |
| Негорючая фотополимеризующаяся композиция для 3D-печати | 2022 |
|
RU2799565C1 |
| Способ векторно-матричной фотополимерной 3Д-печати (варианты) | 2023 |
|
RU2810712C1 |
| Универсальная литейная форма для создания трёхмерных моделей кровеносных сосудов | 2024 |
|
RU2832604C1 |
Изобретение относится к области аддитивных технологий. При изготовления привода с эффектом памяти формы (ЭПФ), методом 3D печати получают предварительно заданную внешнюю и внутреннюю структуру привода из жидких фотополимерных материалов эффектом памяти формы; причем в процессе 3D печати в структуре привода формируют, по меньшей мере, один канал для размещения электропроводящего элемента, предварительно заданной формы поперечного сечения, длины и направления; и заполняют, по меньшей мере, один канал жидким металлом для создания электропроводящего элемента. Полученный привод обладает повышенными эксплуатационными характеристиками за счет возможности создания привода любой предварительно заданной геометрической формы с контролируемым нагревом изнутри, что обеспечивает целенаправленно изменяемый процесс активации эффекта памяти формы и контролируемый рост механической нагрузки, создаваемой 3D печатным приводом с надежным электропроводящим элементом, который со временем не растрескивается, не истирается, не имеет ограничений по количеству циклов сгибания/разгибания, а также имеет возможность изгибаться в различных направлениях без повреждений, удлиняться или сжиматься, или скручиваться. 2 н. и 7 з.п. ф-лы, 2 ил.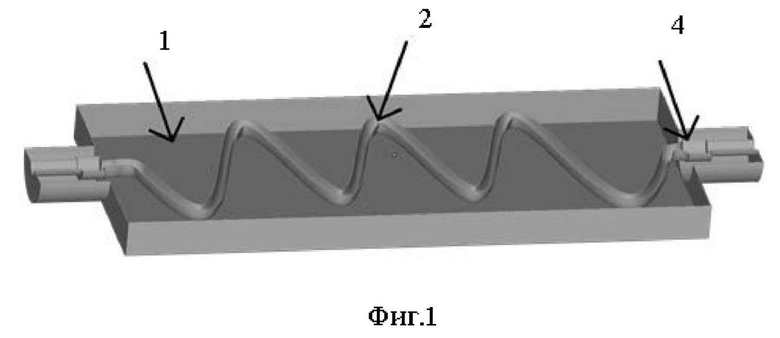
1. Способ изготовления привода с эффектом памяти формы (ЭПФ), характеризующийся тем, что:
методом 3D печати получают предварительно заданную внешнюю и внутреннюю структуру привода из жидких фотополимерных материалов с эффектом памяти формы (ЭПФ);
причем в процессе 3D печати в структуре привода формируют, по меньшей мере, один канал для размещения электропроводящего элемента, предварительно заданной формы поперечного сечения, длины и направления;
и заполняют, по меньшей мере, один канал жидким металлом для создания электропроводящего элемента.
2. Способ по п.1, отличающийся тем, что канал для размещения электропроводящего элемента имеет в поперечном сечении эллиптическую или каплевидную форму.
3. Способ по п.1, отличающийся тем, что канал для размещения электропроводящего элемента выполнен с ответвлениями.
4. Способ по п.1, отличающийся тем, что канал для размещения электропроводящего элемента выполнен с переменным сечением для обеспечения более сильного нагрева в области с более тонким сечением за счёт локального увеличения его электрического сопротивления.
5. Способ по п.1, отличающийся тем, что в структуре привода выполнены несколько независимых каналов для размещения электропроводящего элемента для раздельного электропитания электропроводящих элементов.
6. Способ по п.1, отличающийся тем, что в качестве жидкого металла используют галлий или сплавы на его основе.
7. Способ по п.1, отличающийся тем, что 3D печать осуществляют методом лазерной стереолитографии (SLA) или методом цифровой обработки cветом (DLP).
8. Способ по п.1, отличающийся тем, что фотополимеризацию осуществляют излучением с длиной волны 405 нм.
9. Привод с эффектом памяти формы, характеризующийся тем, что выполнен по любому из пп.1-8.
| WO 2019194748 A1, 10.10.2019 | |||
| WO 2019005960 А1, 03.01.2019 | |||
| 0 |
|
SU205955A1 | |
| Способ создания 3D-объекта из материалов, имеющих низкую адгезионную прочность между собой, и устройство для его реализации | 2020 |
|
RU2751442C1 |
| CN 111718545 A, 29.09.2020. | |||

