ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[01] Настоящая заявка относится к области сварки трубопровода, в частности, к сварочной рабочей станции.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[02] В настоящее время при операции сварки трубопровода снаружи требуется, чтобы направляющая для обеспечения перемещения была смонтирована вручную, и соответствующее сварочное оборудование поднимают до определенного места трубопровода, и затем сварщик собирает вышеуказанное сварочное оборудование и манипулирует им для выполнения подготовки перед сваркой и полного выполнения определенной сварочной операции вдоль направляющей для обеспечения перемещения.
[03] Вышеуказанная операция сварки снаружи требует большого количества рабочей силы для поэтапного выполнения отдельных процессов, таких как монтаж направляющей для обеспечения перемещения, подъем сварочного оборудования и монтаж токосъемного устройства для сварки. Как правило, требуется много людей для перемещения комплекта, состоящего из большого количества сварочного оборудования, для повторного выставления или для повторного подъема и сборки соответствующего сварочного оборудования, если сварку трубопровода выполняют во многих местах, при этом данные операции требуют много времени, являются трудоемкими и неэффективными и контроль качества строительства затруднен.
[04] Подводя итоги, следует отметить, что то, каким образом усовершенствовать операцию сварки трубопровода снаружи, стало неотложной проблемой для специалистов в данной области техники.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[05] В соответствии с настоящей заявкой предложена сварочная рабочая станция, которая может обеспечить повышение качества процесса и эффективности процесса и уменьшение общих производственных расходов оператора.
[06] Сварочная рабочая станция включает в себя сварочный контейнер, и сварочный контейнер включает в себя:
сварочную направляющую раму, выполненную с такой конфигурацией, чтобы она окружала трубопровод, подлежащий сварке, в направлении вдоль окружности;
сварочное устройство, расположенное на сварочной направляющей раме;
устройство перемещения, соединенное со сварочной направляющей рамой, при этом устройство перемещения включает в себя множество приводных колес, предназначенных для качения по трубопроводу, подлежащему сварке, или по грунту для обеспечения перемещения сварочной направляющей рамы в аксиальном направлении трубопровода, подлежащего сварке; и
приводное устройство для сварки кольцевым швом, выполненное с возможностью приведения сварочного устройства в поворотное движение вокруг подлежащего выполнению сварного шва трубопровода, подлежащего сварке, при этом или сварочная направляющая рама, или сварочное устройство соединена (-о) с приводным устройством для сварки кольцевым швом.
[07] В некоторых вариантах осуществления устройство перемещения дополнительно включает в себя соединительный вал; аксиальное направление соединительного вала перпендикулярно к направлению перемещения устройства перемещения; два конца соединительного вала, определяемых в аксиальном направлении, соответственно предусмотрены с приводными колесами; все приводные колеса на одном и том же соединительном вале представляют собой дифференциальные приводные колеса, предназначенные для качения по трубопроводу, подлежащему сварке.
[08] В некоторых вариантах осуществления соединительный вал представляет собой вращающийся приводной вал; трансмиссионный универсальный шарнир предусмотрен между любым из дифференциальных приводных колес и приводным валом; приводной вал соединен последовательно с опорными трансмиссионными валами всех дифференциальных приводных колес посредством трансмиссионного универсального шарнира для образования соединения множества валов.
[09] В некоторых вариантах осуществления устройство перемещения дополнительно включает в себя контроллер и датчик положения, выполненный с возможностью определения положения подлежащего выполнению сварного шва трубопровода, подлежащего сварке; контроллер соединен с датчиком положения и устройством для снабжения приводного колеса энергией для управления запуском движения или остановом приводного колеса в соответствии с положением подлежащего выполнению сварного шва.
[010] В некоторых вариантах осуществления сварочный контейнер дополнительно включает в себя сварочный кожух; как сварочная направляющая рама, так и сварочное устройство расположены в сварочном кожухе; в сварочном кожухе предусмотрены сквозная камера, предназначенная для прохождения через нее трубопровода, подлежащего сварке, и открываемая дверца, расположенная в зоне отверстия сквозной камеры.
[011] В некоторых вариантах осуществления сквозная камера имеет форму арочного дверного проема; открываемая дверца включает в себя первую складную ветрозащитную ограждающую конструкцию, расположенную в зоне торцевого отверстия сквозной камеры; первая складная ветрозащитная ограждающая конструкция выполнена с возможностью перекрывания или открывания зазора между торцевым отверстием и трубопроводом, подлежащим сварке и проходящим через торцевое отверстие.
[012] В некоторых вариантах осуществления открываемая дверца включает в себя вторую складную ветрозащитную ограждающую конструкцию, расположенную в зоне нижнего отверстия сквозной камеры и выполненную с возможностью перекрывания или открывания нижнего отверстия.
[013] В некоторых вариантах осуществления сварочный кожух предусмотрен с приводным устройством для ветрозащитных ограждающих конструкций; как первая складная ветрозащитная ограждающая конструкция, так и вторая складная ветрозащитная ограждающая конструкция соединены с приводным устройством для ветрозащитных ограждающих конструкций для обеспечения их автоматического открывания или закрывания.
[014] В некоторых вариантах осуществления сварочный кожух предусмотрен с раздвижной штангой и заземляющим стержнем; заземляющий стержень соединен со сварочным кожухом, заземляющий стержень расположен на нижнем конце раздвижной штанги, и раздвижная штанга выполнена с возможностью перемещения в вертикальном направлении для вставки заземляющего стержня в грунт.
[015] В некоторых вариантах осуществления сварочная направляющая рама включает в себя зубчатое кольцо; сварочное устройство включает в себя сварочный исполнительный механизм, взаимодействующий с зубьями зубчатого кольца; приводное устройство для сварки кольцевым швом соединено со сварочным исполнительным механизмом для приведения сварочного исполнительного механизма в поворотное движение вдоль зубчатого кольца.
[016] В некоторых вариантах осуществления сварочный исполнительный механизм предусмотрен со сварочной головкой, которая выполнена с возможностью выдвигания и отвода вдоль радиального направления зубчатого кольца.
[017] В некоторых вариантах осуществления зубчатое кольцо включает в себя по меньшей мере две дугообразные зубчатые рейки, предназначенные для того, чтобы они окружали трубопровод, подлежащий сварке, и выполненные с возможностью раздвигания и смыкания относительно трубопровода, подлежащего сварке.
[018] В некоторых вариантах осуществления сварочная направляющая рама дополнительно включает в себя хомут для труб, предназначенный для того, чтобы он окружал трубопровод, подлежащий сварке, и выполненный с возможностью раздвигания и замыкания относительно трубопровода, подлежащего сварке; при этом хомут для труб плотно зажимает трубопровод, подлежащий сварке, когда хомут для труб замкнут.
[019] В некоторых вариантах осуществления сварочный контейнер дополнительно включает в себя энергетическую консоль; энергетическая консоль включает в себя устройство подачи электропитания, устройство подачи газа и основание консоли; устройство подачи электропитания соединено со сварочным контейнером посредством кабеля, устройство подачи газа соединено со сварочным контейнером посредством газопровода, и устройство подачи электропитания и устройство подачи газа встроены в основание консоли.
[020] В некоторых вариантах осуществления энергетическая консоль и/или сварочный контейнер снабжены устройством беспроводной связи, которое соединено с беспроводным терминалом управления.
[021] В отличие от вышеприведенного технического решения по предшествующему уровню техники сварочная рабочая станция, предложенная в соответствии с настоящей заявкой, включает в себя сварочный контейнер, и сварочный контейнер включает в себя сварочную направляющую раму, сварочное устройство, устройство перемещения и приводное устройство для сварки кольцевым швом; сварочная направляющая рама выполнена с такой конфигурацией, чтобы она окружала трубопровод, подлежащий сварке, в направлении вдоль окружности для обеспечения основания для позиционирования и крепления сварочного устройства, другими словами, сварочное устройство расположено на сварочной направляющей раме; устройство перемещения соединено со сварочной направляющей рамой, и устройство перемещения включает в себя приводное колесо, предназначенное для качения по трубопроводу, подлежащему сварке, или по грунту, и приводное колесо может обеспечить перемещение сварочной направляющей рамы вдоль аксиального направления трубопровода, подлежащего сварке, для регулирования определенного положения сварочного устройства вдоль аксиального направления трубопровода, подлежащего сварке; приводное устройство для сварки кольцевым швом соединено или со сварочной направляющей рамой, или со сварочным устройством и может приводить сварочное устройство в поворотное движение вокруг подлежащего выполнению сварного шва трубопровода, подлежащего сварке, для регулирования определенного положения сварочного устройства в направлении вдоль окружности трубопровода, подлежащего сварке.
[022] Сварочная рабочая станция, предложенная в соответствии с настоящей заявкой, может обеспечить автоматическое перемещение и автоматическую сварку после однажды выполненной фиксации ее относительно трубопровода, подлежащего сварке, и, таким образом, может обеспечить удобное, быстрое и точное выполнение сварочных операций в разных местах после однажды выполненной фиксации.
[023] Можно видеть, что ручная сварка заменена автоматической сваркой на сварочной рабочей станции, что позволяет уменьшить время пребывания оператора в месте сварки, избежать вреда для оператора, который вызывается дополнительными продуктами сварочной операции, и предпочтительно для улучшения условий труда оператора; быстрое выставление может быть осуществлено посредством функции автоматического перемещения, выполняемой устройством перемещения, при отсутствии необходимости для оператора вручную перемещать и регулировать положение сварочной рабочей станции и при отсутствии необходимости часто фиксировать сварочную рабочую станцию при изменении местоположения, что позволяет упростить процесс и повысить эффективность, а также обеспечивает возможность избежать неодинакового качества сварки в разных местах, которое вызывается повторяющимися операциями фиксации сварочной рабочей станции. Другими словами, сварочная рабочая станция, выполненная в соответствии с данным вариантом осуществления, может обеспечить повышение качества процесса и эффективности процесса.
КРАТКОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[024] В дальнейшем кратко представлены сопровождающие чертежи, необходимые для описания вариантов осуществления или известной технологии, при этом данные чертежи предназначены для более ясного представления технических решений в вариантах осуществления настоящей заявки или в известной технологии. Очевидно, что сопровождающие чертежи в нижеприведенном описании показывают просто варианты осуществления настоящей заявки, и средний специалист в данной области техники может выполнить другие чертежи на основе данных сопровождающих чертежей без творческих усилий.
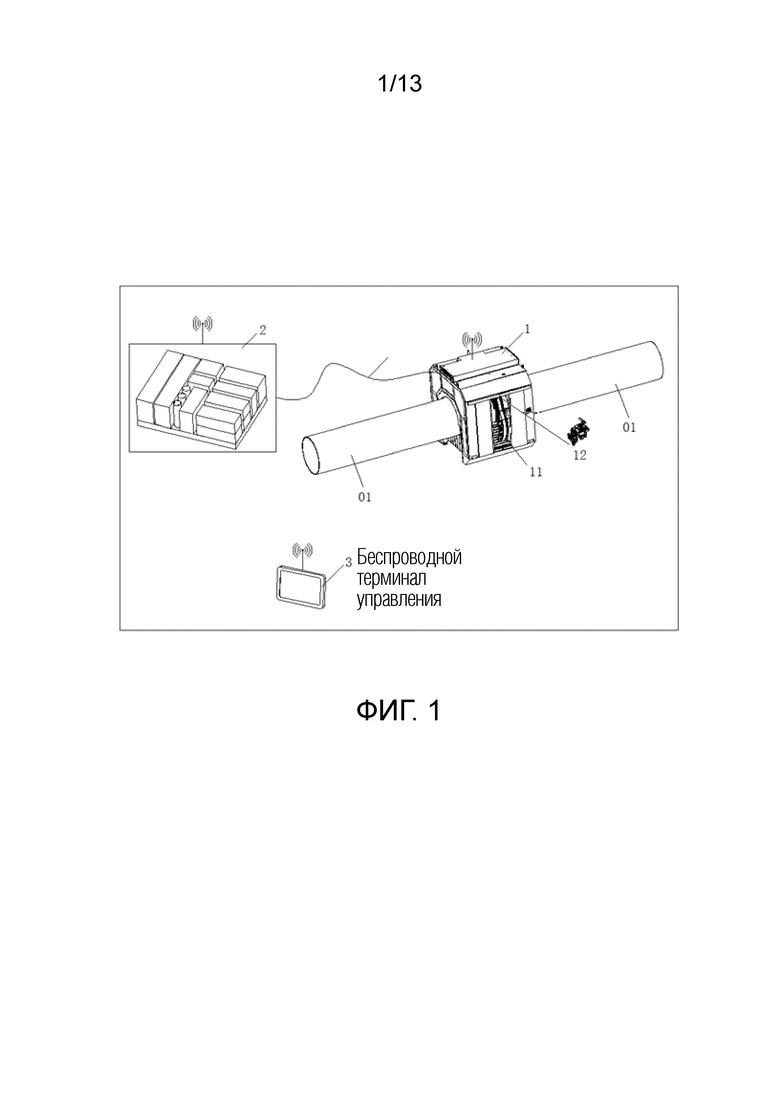
[025] Фиг.1 представляет собой схематическое изображение структуры сварочной рабочей станции, выполненной в соответствии с вариантом осуществления настоящей заявки;
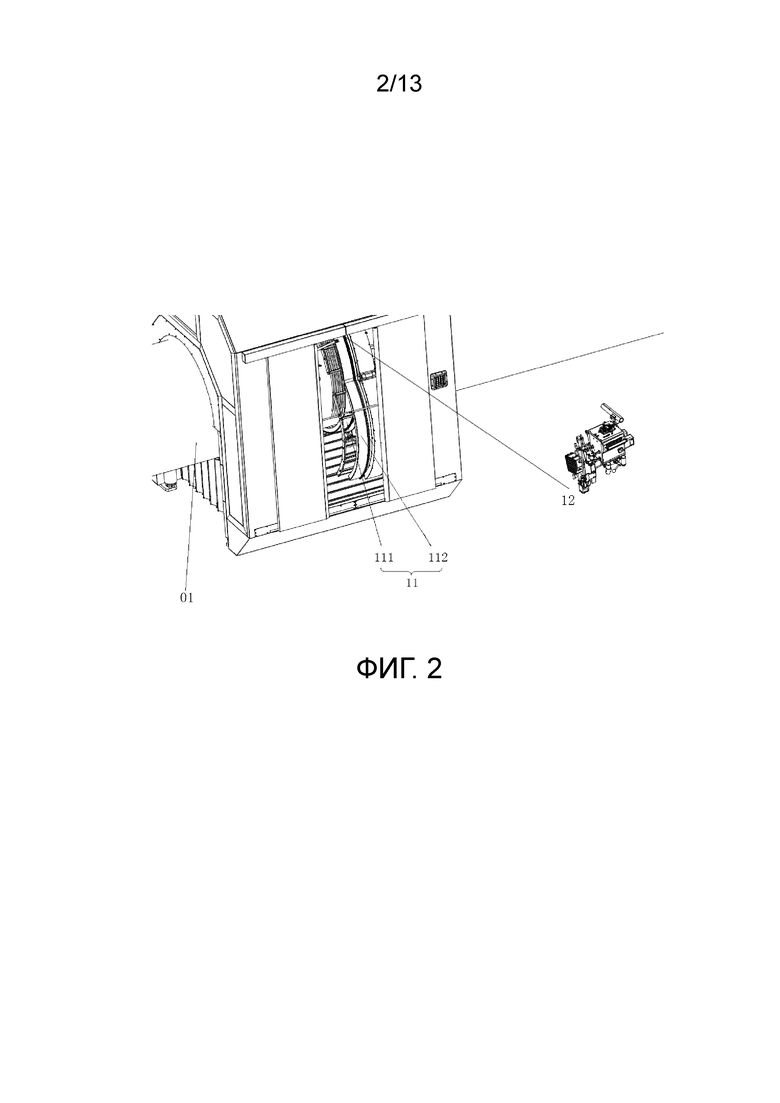
[026] фиг.2 представляет собой частичный увеличенный вид конструкции по фиг.1;
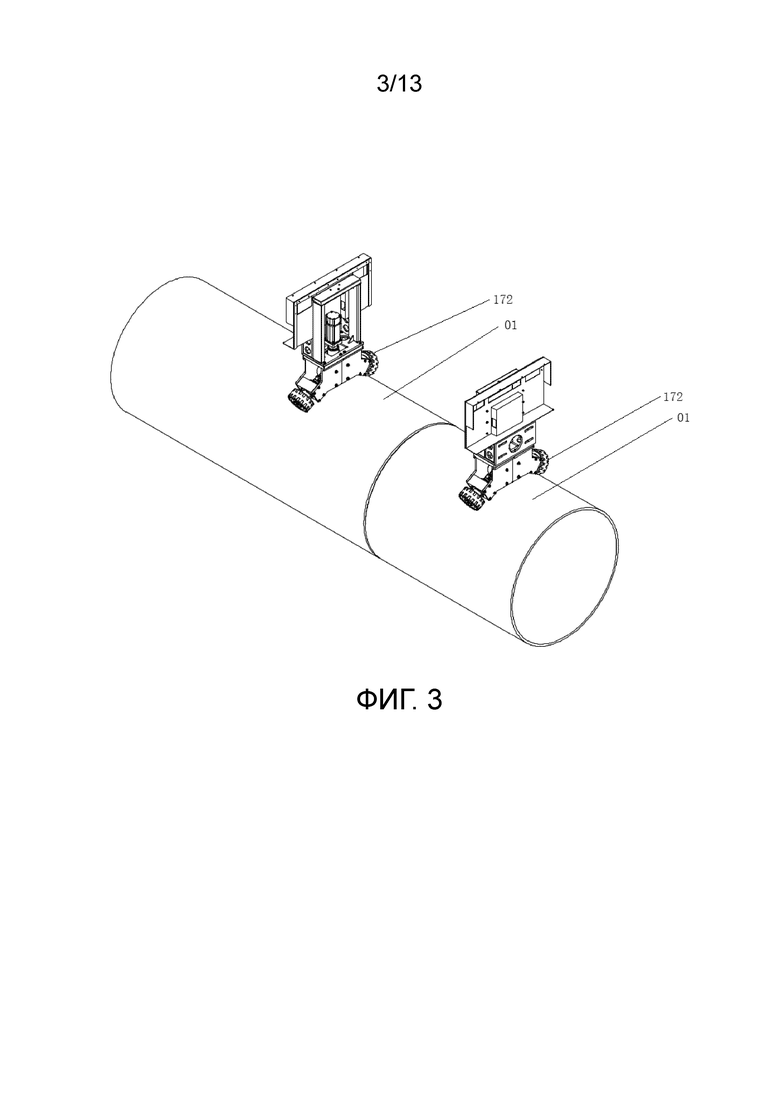
[027] фиг.3 представляет собой схематическое изображение, показывающее комплект из устройства перемещения и трубопровода, подлежащего сварке, выполненный в соответствии с вариантом осуществления настоящей заявки;
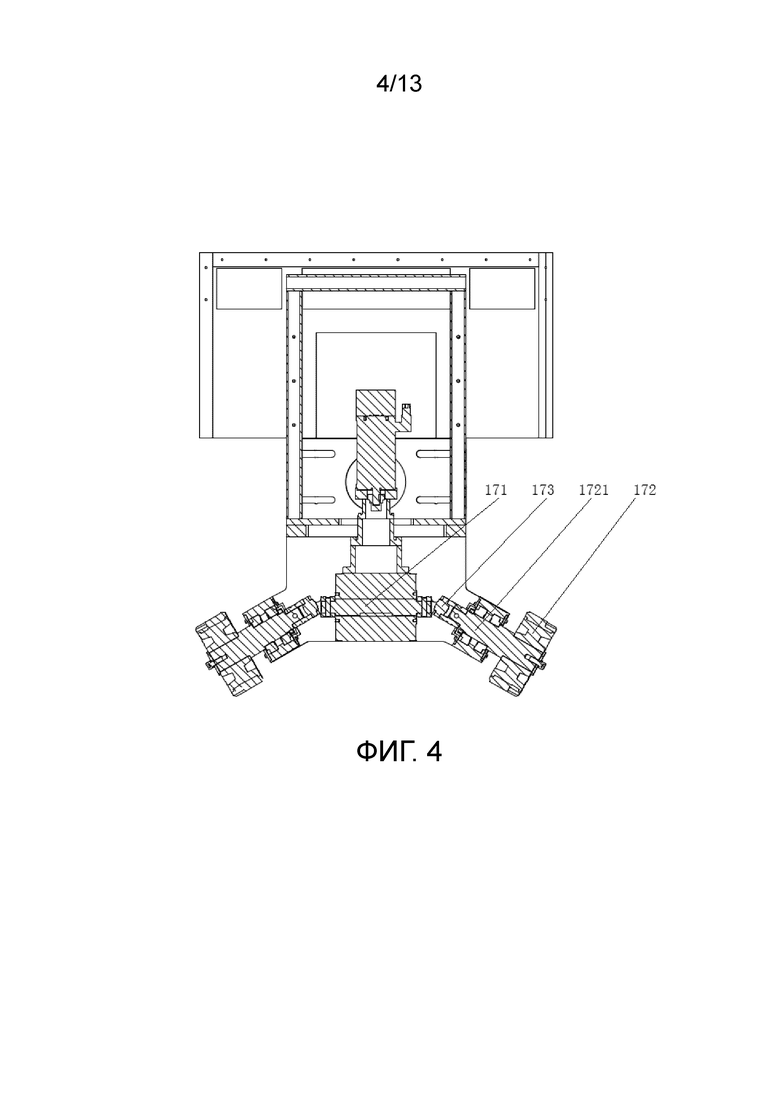
[028] фиг.4 представляет собой вид в разрезе устройства перемещения, выполненного в соответствии с вариантом осуществления настоящей заявки;
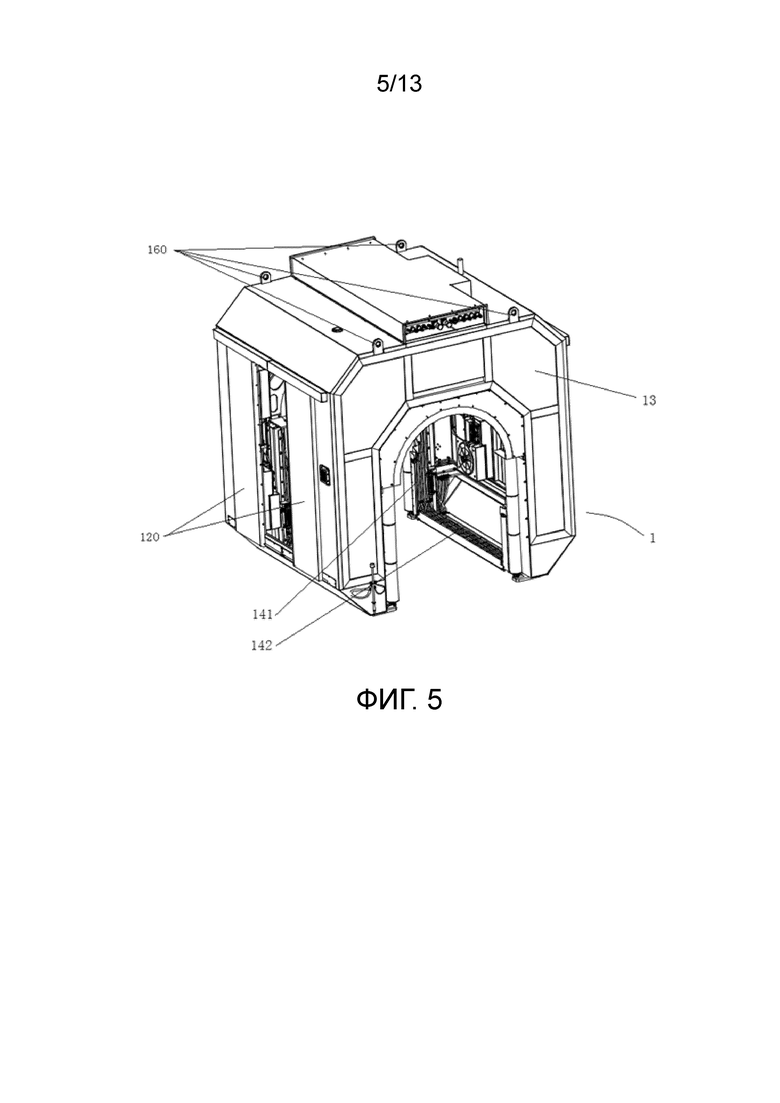
[029] фиг.5 представляет собой схематический вид конструкции сварочного контейнера, выполненного в соответствии с вариантом осуществления настоящей заявки, когда открываемая дверца находится в открытом состоянии;
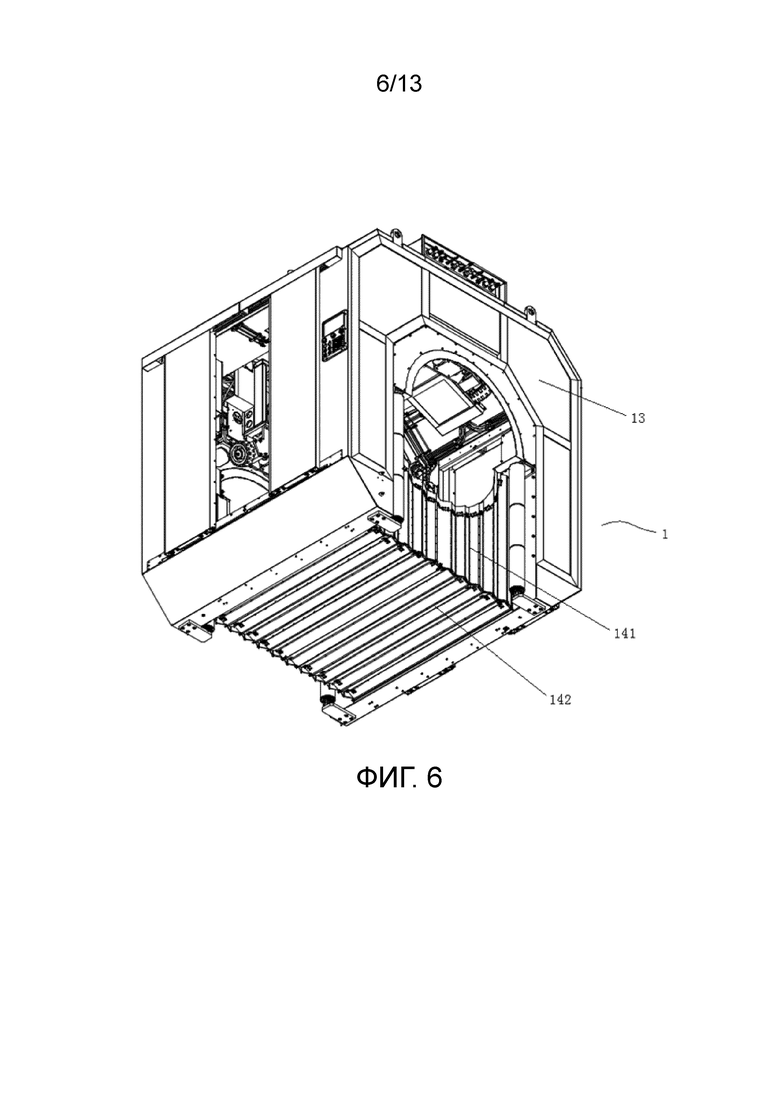
[030] фиг.6 представляет собой схематический вид конструкции сварочного контейнера, выполненного в соответствии с вариантом осуществления настоящей заявки, когда открываемая дверца находится в закрытом состоянии;
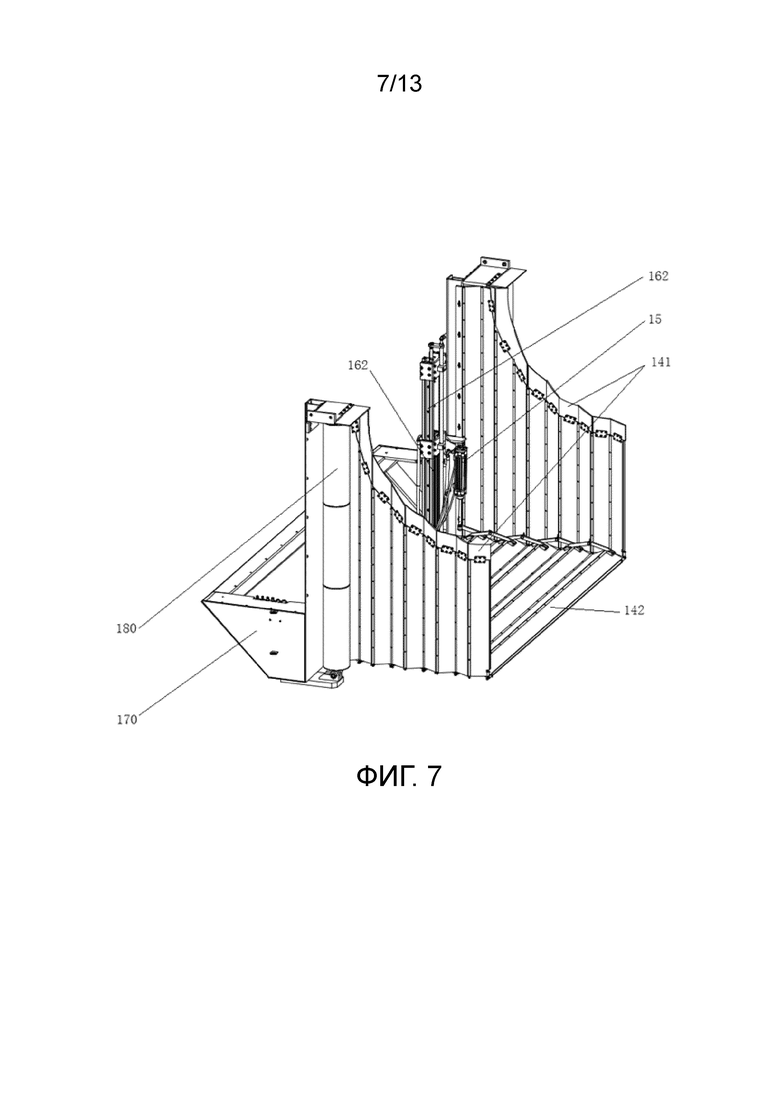
[031] фиг.7 представляет собой схематический вид конструкции первой складной ветрозащитной ограждающей конструкции и второй складной ветрозащитной ограждающей конструкции, выполненных в соответствии с вариантом осуществления настоящей заявки;
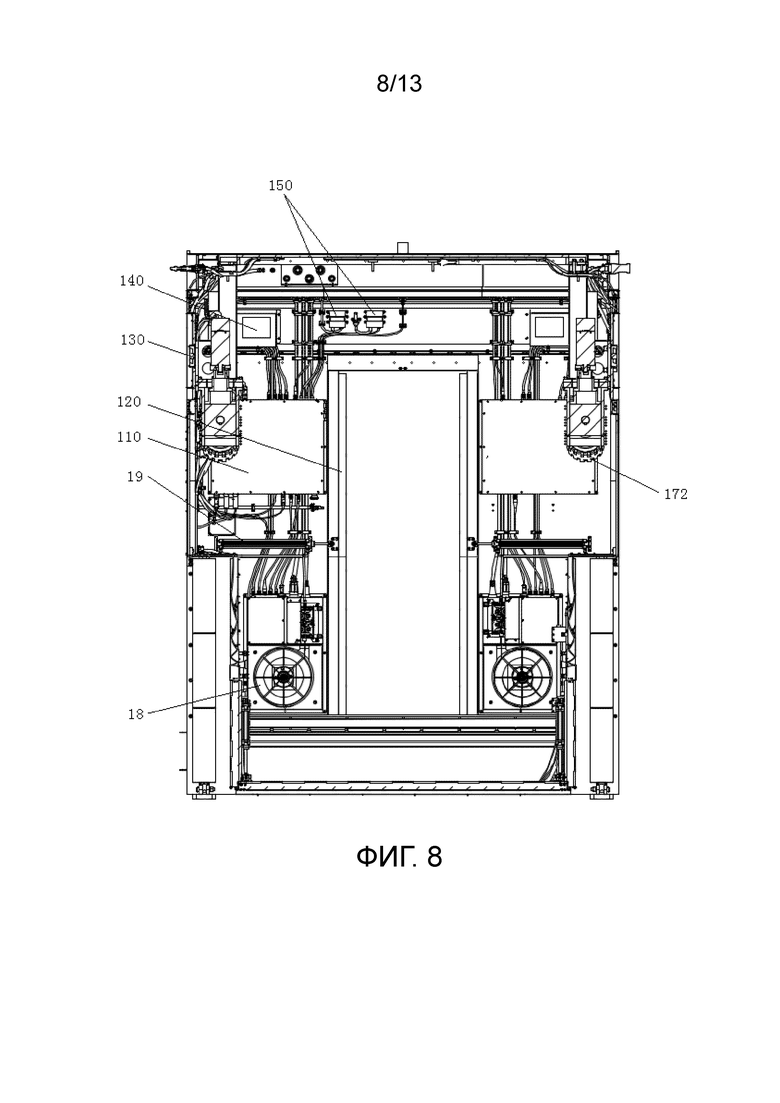
[032] фиг.8 представляет собой вид в разрезе сварочного контейнера, выполненного в соответствии с вариантом осуществления настоящей заявки;
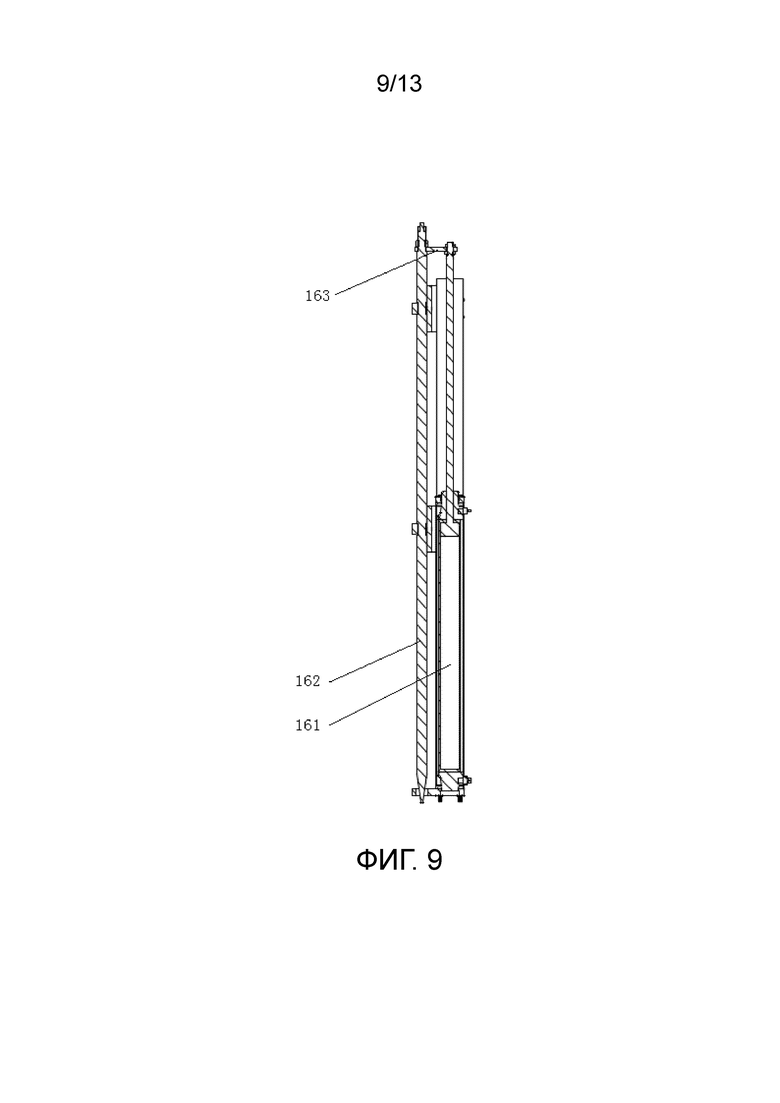
[033] фиг.9 представляет собой схематический вид конструкции раздвижной штанги и заземляющего стержня, выполненных в соответствии с вариантом осуществления настоящей заявки;
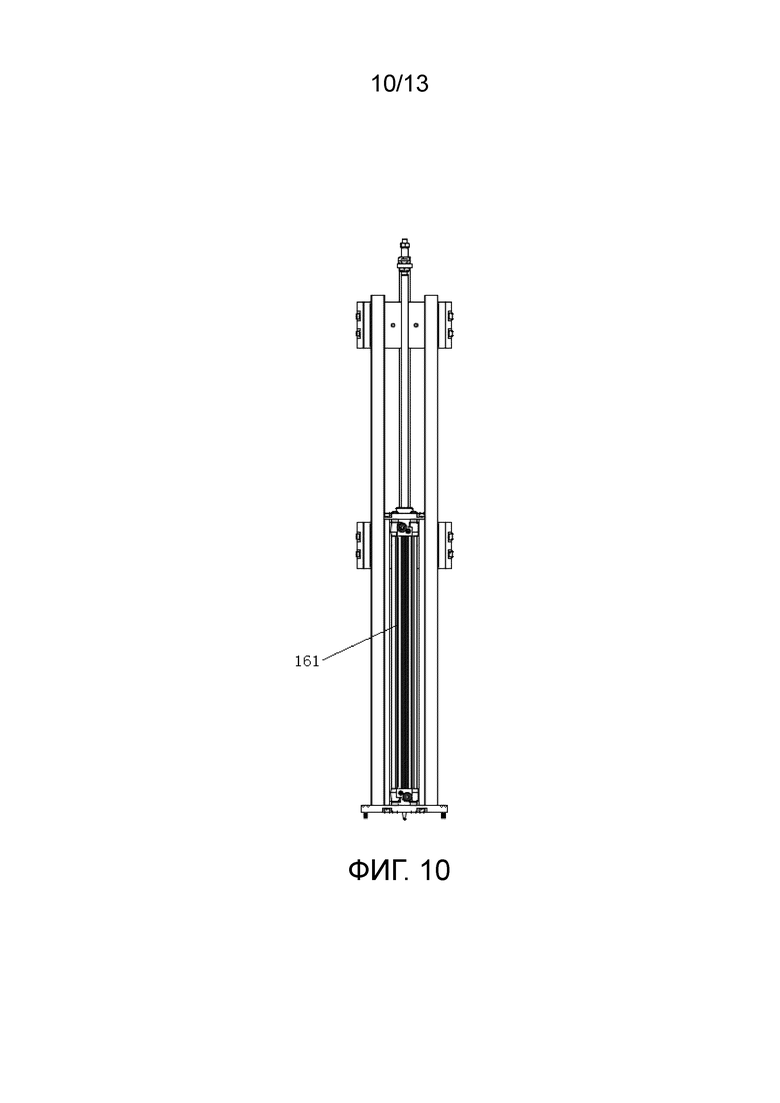
[034] фиг.10 представляет собой вид справа раздвижной штанги и заземляющего стержня по фиг.9;
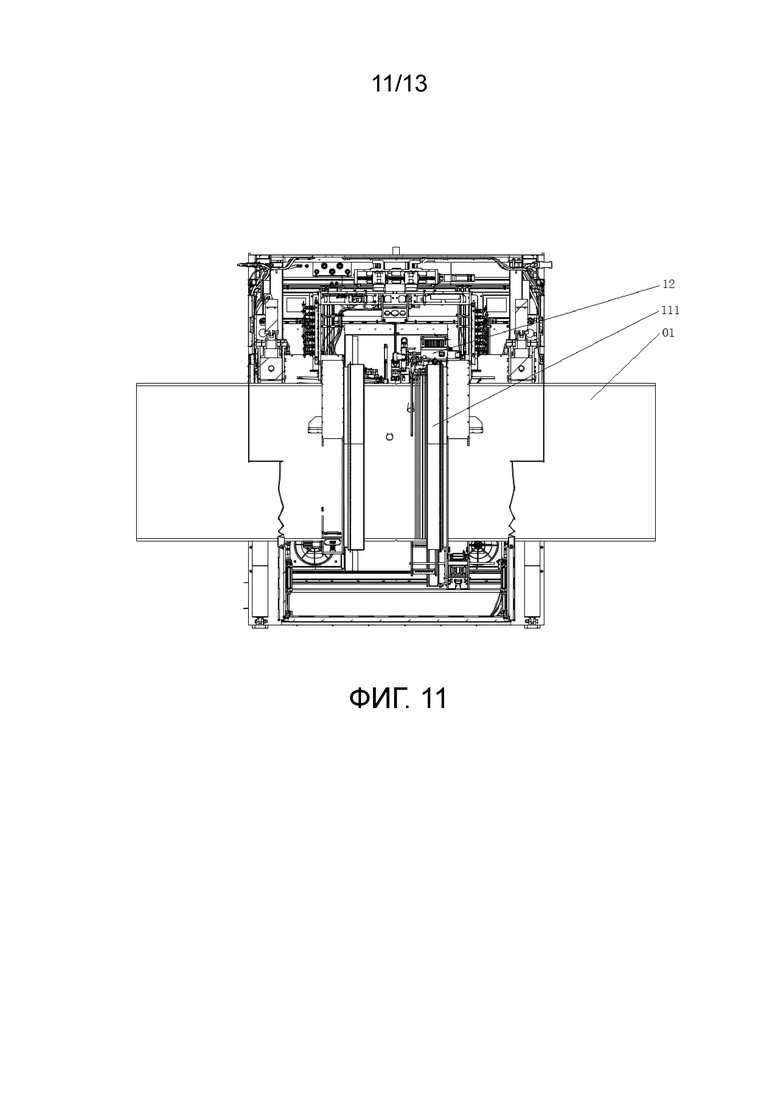
[035] фиг.11 представляет собой вид в разрезе сварочного контейнера и трубопровода, подлежащего сварке, согласно первому аспекту, выполненным в соответствии с вариантом осуществления настоящей заявки;
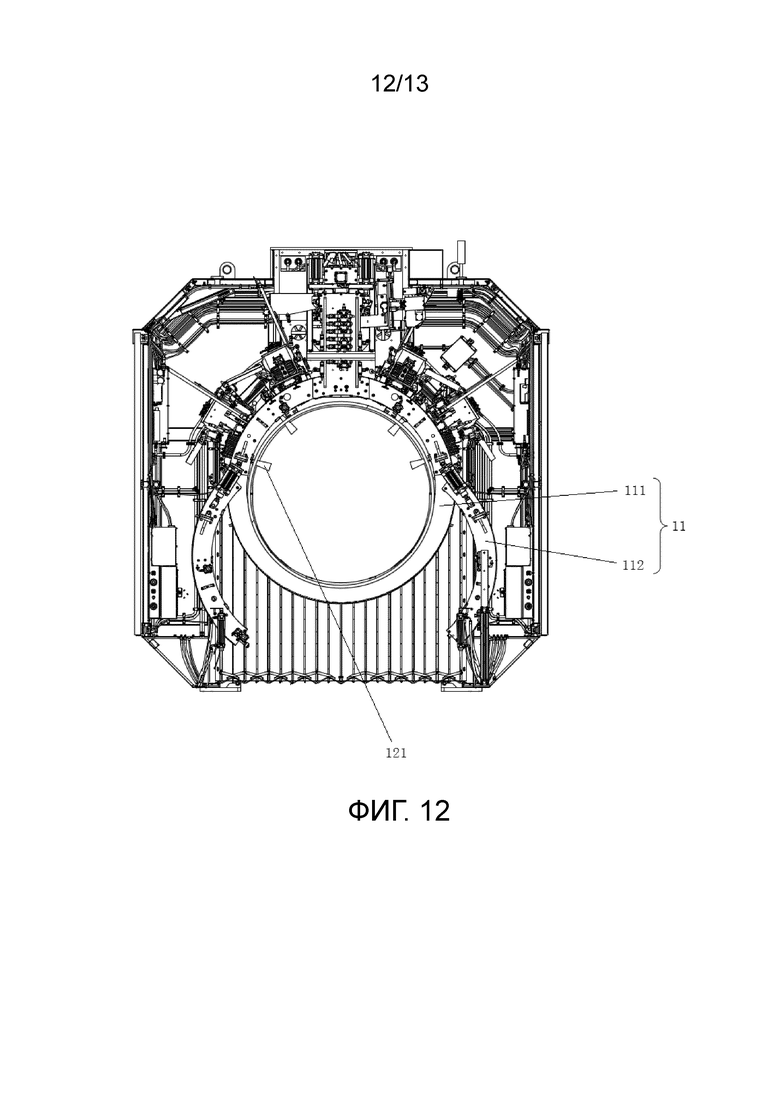
[036] фиг.12 представляет собой вид в разрезе сварочного контейнера и трубопровода, подлежащего сварке, согласно второму первому аспекту, выполненным в соответствии с вариантом осуществления настоящей заявки; и
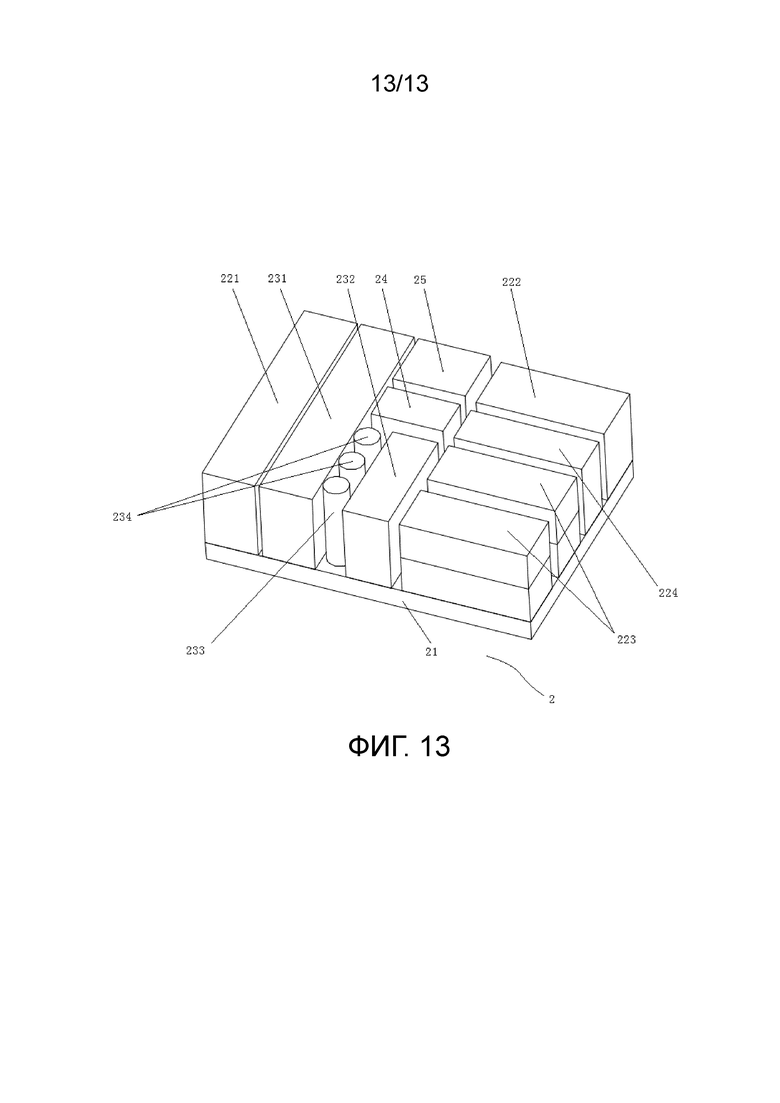
[037] фиг.13 представляет собой схематический вид конструкции энергетической консоли, выполненной в соответствии с вариантом осуществления настоящей заявки.
[038] Ссылочные позиции таковы:
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[039] Технические решения в вариантах осуществления настоящей заявки ясно и полно описаны ниже совместно с чертежами вариантов осуществления настоящей заявки. Очевидно, что варианты осуществления, описанные в дальнейшем, представляют собой только некоторые варианты осуществления настоящей заявки, а не все варианты осуществления. Любые другие варианты осуществления, полученные специалистами в данной области техники на основе вариантов осуществления в настоящей заявке без какой-либо творческой деятельности, находятся в пределах объема правовой охраны настоящей заявки.
[040] Для обеспечения лучшего понимания решений по настоящей заявке специалистом в данной области техники настоящая заявка описана в дальнейшем с дополнительными подробностями во взаимосвязи с чертежами и вариантами осуществления.
[041] При рассмотрении фиг.1-13 следует указать, что фиг.1 представляет собой схематическое изображение структуры сварочной рабочей станции, выполненной в соответствии с вариантом осуществления настоящей заявки; фиг.2 представляет собой частичный увеличенный вид конструкции по фиг.1; фиг.3 представляет собой схематическое изображение, показывающее комплект из устройства перемещения и трубопровода, подлежащего сварке, выполненный в соответствии с вариантом осуществления настоящей заявки; фиг.4 представляет собой вид в разрезе устройства перемещения, выполненного в соответствии с вариантом осуществления настоящей заявки; фиг.5 представляет собой схематический вид конструкции сварочного контейнера, выполненного в соответствии с вариантом осуществления настоящей заявки, когда открываемая дверца находится в открытом состоянии; фиг.6 представляет собой схематический вид конструкции сварочного контейнера, выполненного в соответствии с вариантом осуществления настоящей заявки, когда открываемая дверца находится в закрытом состоянии; фиг.7 представляет собой схематический вид конструкции первой складной ветрозащитной ограждающей конструкции и второй складной ветрозащитной ограждающей конструкции, выполненных в соответствии с вариантом осуществления настоящей заявки; фиг.8 представляет собой вид в разрезе сварочного контейнера, выполненного в соответствии с вариантом осуществления настоящей заявки; фиг.9 представляет собой схематический вид конструкции раздвижной штанги и заземляющего стержня, выполненных в соответствии с вариантом осуществления настоящей заявки; фиг.10 представляет собой вид справа конструкции по фиг.9; фиг.11 представляет собой вид в разрезе сварочного контейнера и трубопровода, подлежащего сварке, согласно первому аспекту, выполненным в соответствии с вариантом осуществления настоящей заявки; фиг.12 представляет собой вид в разрезе сварочного контейнера и трубопровода, подлежащего сварке, согласно второму первому аспекту, выполненным в соответствии с вариантом осуществления настоящей заявки; и фиг.13 представляет собой схематический вид конструкции энергетической консоли, выполненной в соответствии с вариантом осуществления настоящей заявки.
[042] В соответствии с настоящей заявкой предложена сварочная рабочая станция, которая может быть рассмотрена со ссылкой на фиг.1 и фиг.2 и включает в себя сварочный контейнер 1, предназначенный для фиксации относительно трубопровода 01, подлежащего сварке, для выполнения сварочной операции; сварочный контейнер 1 включает в себя сварочную направляющую раму 11, сварочное устройство 12, устройство перемещения и приводное устройство для сварки кольцевым швом; сварочная направляющая рама 11 выполнена с такой конфигурацией, чтобы она окружала трубопровод 01, подлежащий сварке, в направлении вдоль окружности для осуществления позиционирования и закрепления сварочного контейнера 1 относительно трубопровода 01, подлежащего сварке; сварочное устройство 12 расположено на сварочной направляющей раме 11 и выполняет сварку посредством использования сварочного материала для сварки трубопровода 01, подлежащего сварке, например, сварку для образования сварного шва выполняют на определяемых в аксиальном направлении, соседних концах двух коаксиально состыкованных трубопроводов 01, подлежащих сварке; устройство перемещения соединено со сварочной направляющей рамой 11, устройство перемещения включает в себя приводное колесо, предназначенное для качения по трубопроводу 01, подлежащему сварке, или по грунту для обеспечения перемещения сварочной направляющей рамы 11 вдоль аксиального направления трубопровода 01, подлежащего сварке, для регулирования определенных положений сварочной направляющей рамы 11 и сварочного устройства 12 вдоль аксиального направления трубопровода 01, подлежащего сварке; приводное устройство для сварки кольцевым швом соединено со сварочной направляющей рамой 11 или со сварочным устройством 12 и обеспечивает приведение сварочного устройства 12 в поворотное движение вокруг подлежащего выполнению сварного шва трубопровода 01, подлежащего сварке, для содействия выполнению операции сварки сварного шва сварочным устройством. Само собой разумеется, сварочное устройство 12 также может выполнять другие сварочные операции, отличные от операции сварки сварного шва, в зависимости от характеристик перемещения сварочного устройства 12.
[043] В данном варианте осуществления сварочная направляющая рама 11 может представлять собой круговое кольцо. Сварочная направляющая рама 11 окружает трубопровод 01, подлежащий сварке, в его направлении вдоль окружности и образует основание для позиционирования и установки сварочного устройства 12 снаружи трубопровода 01, подлежащего сварке, и, кроме того, образует основание для перемещения сварочного устройства 12 при его повороте вокруг трубопровода 01, подлежащего сварке, для выполнения сварки кольцевым швом.
[044] Приводное устройство для сварки кольцевым швом обеспечивает поворот сварочной направляющей рамы 11, когда приводное устройство для сварки кольцевым швом соединено со сварочной направляющей рамой 11, при этом сварочное устройство 12 может быть зафиксировано относительно сварочной направляющей рамы 11, и сварочная направляющая рама 11 и сварочное устройство 12 поворачиваются синхронно вокруг трубопровода 01, подлежащего сварке, когда они приводятся в движение посредством приводного устройства для сварки кольцевым швом. Сварочная направляющая рама 11 используется в качестве направляющей для сварочного устройства 12 для выполнения поворотного движения, когда приводное устройство для сварки кольцевым швом соединено со сварочным устройством 12, и сварочное устройство 12 поворачивается вдоль сварочной направляющей рамы 11, когда оно приводится в движение посредством приводного устройства для сварки кольцевым швом.
[045] Помимо сварочного материала и энергии для нагрева сварочного материала обычно требуется защитный газ для сварки, когда сварочное устройство 12 выполняет сварочную операцию. Следовательно, в сварочной рабочей станции, предложенной в соответствии с настоящей заявкой, сварочный контейнер 1 может быть предусмотрен с узлом для подачи газа, предназначенным для подачи защитного газа для сварки.
[046] Операция сварки трубопровода 01, подлежащего сварке, как правило, относится к сварке трубопровода кольцевым швом, при которой сваривают соседние концы двух коаксиальных трубопроводов 01, подлежащих сварке, так, чтобы два трубопровода 01, подлежащих сварке, были жестко соединены с образованием одного целого. Как описано выше, сварочная рабочая станция может быть использована при других операциях сварки трубопровода 01, подлежащего сварке, таких как сварка корня шва, сварка заполняющих швов и сварка облицовочных швов, с наружной стороны трубопровода, который подвергся сварке корня шва внутри. Кроме того, ремонтная сварка может быть выполнена на части стенки трубы определенного трубопровода 01, подлежащего сварке.
[047] Из вышеприведенного описания можно установить, что в данном варианте осуществления для каждой сварочной операции, необходимой для трубопровода 01, подлежащего сварке, приводное устройство для сварки кольцевым швом может приводить сварочное устройство 12 в движение непосредственно или приводить сварочное устройство 12 в движение опосредованно с помощью сварочной направляющей рамы 11 для поворота сварочного устройства 12 вдоль направления вдоль окружности трубопровода 01, подлежащего сварке, и устройство перемещения и приводное колесо данного устройства обеспечивают приведение сварочного устройства 12 в движение опосредованно с помощью сварочной направляющей рамы 11 для перемещения сварочного устройства 12 вдоль аксиального направления сварочного устройства 12, посредством чего осуществляется регулирование определенных положений сварочной направляющей рамы 11 и сварочного устройства 12 в аксиальном направлении трубопровода 01, подлежащего сварке, для осуществления автоматического перемещения вдоль аксиального направления трубопровода.
[048] Помимо регулирования местоположения сварочного устройства 12 при сварке посредством функции автоматического перемещения, выполняемой устройством перемещения, сварочная рабочая станция может обеспечить регулирование местоположения сварочного устройства 12 при сварке посредством использования обычной операции подъема. Операцию подъема можно понимать как использование грузоподъемных машин для обеспечения перемещения сварочного контейнера 1 и сварочного устройства 12 вдоль аксиального направления трубопровода 01, подлежащего сварке.
[049] Можно видеть, что после того, как сварочная рабочая станция, предложенная в соответствии с настоящей заявкой, будет однажды зафиксирована относительно трубопровода 01, подлежащего сварке, сварочное устройство 12, с одной стороны, может выполнять автоматическую сварку без ручного управления, осуществляемого оператором, что позволяет уменьшить время пребывания оператора в месте сварки и улучшить условия работы оператора, и, с другой стороны, сварочное устройство 12 может выполнять сварку в разных местах трубопровода 01, подлежащего сварке, и при этом оператору не требуется вручную регулировать положение сварочной рабочей станции и отсутствует необходимость часто фиксировать сварочную рабочую станцию и множество элементов при изменении местоположения, что позволяет упростить процесс и повысить эффективность, а также обеспечивает возможность избежать неодинакового качества сварки в разных местах, которое вызывается повторяющимися операциями фиксации сварочной рабочей станции. Другими словами, сварочная рабочая станция, выполненная в соответствии с данным вариантом осуществления, может обеспечить повышение качества процесса и эффективности процесса.
[050] Сварочная рабочая станция, предложенная в соответствии с заявкой, дополнительно описана ниже в сочетании с сопровождающими чертежами и вариантами осуществления.
[051] Как показано на фиг.3, в некоторых вариантах осуществления устройство перемещения, предусмотренное на сварочной рабочей станции, дополнительно включает в себя соединительный вал; аксиальное направление соединительного вала перпендикулярно к направлению перемещения устройства перемещения. Поскольку устройство перемещения перемещается вдоль аксиального направления трубопровода 01, подлежащего сварке, аксиальное направление соединительного вала также перпендикулярно к аксиальному направлению трубопровода 01, подлежащего сварке. Два конца соединительного вала, определяемых в аксиальном направлении, соответственно предусмотрены с множеством приводных колес 172, и все приводные колеса 172, установленные на одном и том же соединительном вале, представляют собой дифференциальные приводные колеса, предназначенные для качения по трубопроводу 01, подлежащему сварке.
[052] Два дифференциальных приводных колеса, предусмотренных на одном и том же соединительном вале, могут приводиться в движение посредством устройства для снабжения энергией для осуществления дифференциального движения, или колеса с характеристиками дифференциального движения, такие как колесо Илона, могут быть использованы в качестве вышеуказанных дифференциальных приводных колес для обеспечения характеристик дифференциального движения устройства перемещения, или дифференциальная передача может быть предусмотрена между соединительным валом и любым дифференциальным приводным колесом для обеспечения характеристик дифференциального движения устройства перемещения.
[053] Как показано на фиг.3 и фиг.4, соединительный вал, например, выполнен, в частности, в виде вращающегося приводного вала 171; каждое приводное колесо 172 может включать в себя опорный трансмиссионный вал 1721 и основную часть колеса, расположенную на опорном трансмиссионном вале 1721; между тем, трансмиссионный универсальный шарнир 173 предусмотрен между приводным валом 171 и любым приводным колесом 172, соединенным с ним.
[054] В вышеприведенном примере трансмиссионный универсальный шарнир 173 расположен между приводным валом 171 и опорным трансмиссионным валом 1721 любого приводного колеса 172. С одной стороны, трансмиссионный универсальный шарнир 173 может передавать усилие между приводным валом 171 и опорным трансмиссионным валом 1721, так что приводной вал 171 в состоянии вращения может передавать крутящий момент приводным колесам 172, расположенным рядом с двумя концами приводного вала 171, определяемыми в аксиальном направлении, для приведения приводных колес 172, расположенных рядом с двумя концами приводного вала 171, определяемыми в аксиальном направлении, в синхронное вращение, так что приводные колеса 172 будут катиться вдоль аксиального направления трубопровода 01, подлежащего сварке; с другой стороны, трансмиссионный универсальный шарнир 173 может обеспечить шарнирное соединение приводного вала 171 с опорным трансмиссионным валом 1721 приводного колеса 172, так что приводной вал 171 будет последовательно соединен с двумя опорными трансмиссионными валами 1721, расположенными рядом с двумя концами приводного вала 171, определяемыми в аксиальном направлении, для образования соединения множества валов, и внутренний угол между приводным валом 171 и опорным трансмиссионным валом 1721, соединенными друг с другом, поддается регулированию для гарантирования дифференциального движения двух приводных колес 172, расположенных рядом с двумя концами одного и того же приводного вала 171, определяемыми в аксиальном направлении, и приводное колесо 172 может катиться по прямолинейному участку трубопровода и криволинейному участку трубопровода, представляющего собой трубопровод 01, подлежащий сварке.
[055] Как показано на фиг.1-4, устройство перемещения установлено на верхней стенке трубы трубопровода 01, подлежащего сварке, когда сварочный контейнер 1 зафиксирован относительно трубопровода 01, подлежащего сварке. Кроме того, один сварочный контейнер 1 соответственно предусмотрен с двумя устройствами перемещения вдоль аксиального направления трубопровода 01, подлежащего сварке; приводной вал 171 любого устройства перемещения приводится в движение посредством серводвигателя, и сварочный контейнер 1 может выполнять автоматическое перемещение взад и вперед вдоль аксиального направления трубопровода 01, подлежащего сварке, при приведении в движение посредством серводвигателя. Очевидно, что устройство для снабжения приводных колес 172 энергией, когда приводной вал 172 обеспечивает приведение приводного колеса 172 во вращение, также представляет собой устройство для снабжения приводного вала 171 энергией, такое как вышеуказанный серводвигатель.
[056] Из предшествующего описания можно узнать, что сварочный контейнер 1 сварочной рабочей станции может обеспечить изменение места сварки посредством использования функции автоматического перемещения, выполняемой устройством перемещения, или изменение места сварки за счет использования тягового усилия, создаваемого грузоподъемными машинами, или принудительной тяги для приведения сварочного контейнера 1 в движение вдоль аксиального направления трубопровода 01, подлежащего сварке. По сравнению с решением, указанным последним, автоматическое перемещение сварочного контейнера 1, приводимого в движение посредством устройства перемещения, обеспечивает относительную экономию времени и затрат труда, и операция является надежной и безопасной. С учетом этого для дополнительного повышения точности перемещения, обеспечиваемой устройством перемещения, при изменении места сварки устройство перемещения дополнительно включает в себя контроллер и датчик положения, выполненный с возможностью определения положения сварного шва, подлежащего сварке, и контроллер соединен с датчиком положения и устройством для снабжения приводного колеса 172 энергией. Следовательно, может быть осуществлена передача сигналов между датчиком положения и контроллером, и также может быть осуществлена передача сигналов между контроллером и устройством для снабжения приводного колеса 172 энергией.
[057] Сигнал, включающий данные по положению подлежащего выполнению сварного шва, собранные датчиком положения, передается контроллеру, и контроллер передает сигнал, предназначенный для регулирования скорости вращения приводных колес 172, устройству для снабжения приводных колес 172 энергией в соответствии с местом расположения сварного шва, подлежащего сварке, для управления запуском движения или остановом приводных колес 172, автоматического управления устройством перемещения, чтобы оно перемещалось к месту заданного сварного шва вдоль трубопровода 01, подлежащего сварке, и управления точным выставлением сварочной направляющей рамы 11 и сварочного устройства 12, расположенного на сварочной направляющей раме 11, относительно заданного сварного шва.
[058] Например, датчик положения может воспринять первый сигнал по сварному шву, если сварочная направляющая рама 11 и сварочное устройство 12, расположенное на сварочной направляющей раме 11, не нацелены на заданный сварной шов, и датчик положения может воспринять второй сигнал по сварному шву, если сварочная направляющая рама 11 и сварочное устройство 12, расположенное на сварочной направляющей раме 11, нацелены на заданный сварной шов. Передача сигнала осуществляется между датчиком положения и контроллером, контроллер управляет приводным колесом 172 для продолжения его вращения в случае, когда контроллер получает первый сигнал о сварном шве от датчика положения, и управляет устройством перемещения для продолжения его перемещения вдоль аксиального направления трубопровода 01, подлежащего сварке; контроллер управляет приводным колесом 172 для прекращения его вращения, устройство перемещения останавливается, и сварочная направляющая рама 11 и сварочное устройство 12, расположенное на сварочной направляющей раме 11, остаются в текущих положениях в случае, когда контроллер получает второй сигнал о сварном шве от датчика положения, так что сварочная направляющая рама 11 и сварочное устройство 12, расположенное на сварочной направляющей раме 11, будут выставлены относительно заданного сварного шва. Кроме того, если первый сигнал о сварном шве будет воспринят снова в течение заданного периода сбора данных после того, как контроллер выдаст команду приводному колесу 172 на прекращение вращения на основе второго сигнала о сварном шве, это означает, что по какой-либо причине сварочный контейнер 1 и сварочное устройство 12 переместились за заданный сварной шов. При этом контроллер может управлять приводным колесом 172 для обеспечения его вращения в обратном направлении, управлять устройством перемещения для обеспечения его перемещения назад и управлять сварочным контейнером 1 и сварочным устройством 12 для их перенаправления к заданному сварному шву.
[059] Операция сварки сварного шва рассмотрена выше только в качестве примера для описания. Датчик положения может рассматривать заданное место сварки как объект обнаружения для осуществления обнаружения при выполнении другой операции сварки сварочной рабочей станцией, предложенной в соответствии с настоящей заявкой. Соответственно, контроллер обеспечивает автоматическое приведение устройства перемещения в движение на основе того, нацелено ли сварочное устройство 12 на заданное место сварки.
[060] Помимо датчика положения сварочный контейнер 1 может быть снабжен устройством получения изображений, таким как камера. Устройство получения изображений может взаимодействовать с датчиком положения для сбора данных по местоположению сварного шва, подлежащего сварке, и может сканировать зону, подлежащую сварке, на трубопроводе 01, подлежащем сварке, что является целесообразным для выполнения сварочной операции сварочным устройством.
[061] Как показано на фиг.1, фиг.2 и фиг.5-8, в некоторых вариантах осуществления сварочный контейнер 1 дополнительно включает в себя сквозную камеру и сварочный кожух 13 с открываемой дверцей, и сварочная направляющая рама 11 и сварочное устройство 12, предусмотренные в сварочном контейнере 1, расположены внутри сварочного кожуха 13.
[062] Сварочный кожух 13 образован со сквозной камерой, предназначенной для того, чтобы трубопровод 01, подлежащий сварке, проходил через нее, так что трубопровод 01, подлежащий сварке, проходит через сквозную камеру, когда сварочный контейнер 1 зафиксирован относительно трубопровода 01, подлежащего сварке, другими словами, сварочный кожух 13 зафиксирован относительно трубопровода 01, подлежащего сварке. Сварочная направляющая рама 11 и сварочное устройство 12 расположены внутри сварочного кожуха 13, то есть расположены между сварочным кожухом 13 и трубопроводом 01, подлежащим сварке. Можно видеть, что сварочный кожух 13 обеспечивает относительно закрытое рабочее пространство для сварочной направляющей рамы 11 и сварочного устройства 12, что не только предпочтительно для обеспечения независимой и подходящей среды для сварки при выполнении сварочной операции сварочным устройством 12, но и также позволяет избежать случайной диффузии различных дополнительных продуктов во время процесса сварки на месте сварки.
[063] Сварочный кожух 13 может быть предусмотрен с вытяжным устройством 130, когда сварочный кожух 13 используется для ограждения сварочной направляющей рамы 11 и сварочного устройства 12, газообразные или пылевидные дополнительные продукты, образующиеся при сварочной операции, могут быть удалены посредством вытяжного устройства 130, и данные дополнительные продукты могут быть подвергнуты безвредной обработке/очистке посредством вытяжного устройства 130.
[064] Поскольку сквозная камера образована внутри сварочного кожуха 13, наружная поверхность сварочного кожуха 13 не является полной и непрерывной сплошной поверхностью кожуха. Например, для фиксации трубопровода круглого сечения, подлежащего сварке, сквозная камера может представлять собой камеру в виде круглого отверстия, проходящую через сварочный кожух 13. Соответственно, по меньшей мере два круглых отверстия могут быть образованы на наружной поверхности сварочного кожуха 13, и данные два круглых отверстия соответственно образованы на двух противоположных поверхностях сварочного кожуха 13. Кроме того, с учетом того, что, как правило, требуется поднимать сварочный контейнер 1 сварочной рабочей станции к трубопроводу 01, подлежащему сварке, посредством грузоподъемных машин, сквозная камера может иметь форму арочного дверного проема, что целесообразно для выставления и фиксации сквозной камеры относительно трубопровода 01, подлежащего сварке. Кроме того, сварочный кожух 13 со сквозной камерой представляет собой кожух с формой перевернутой буквы U, по меньшей мере три поверхности сварочного кожуха 13 имеют отверстия, и отверстия на трех поверхностях последовательно соединены.
[065] Из вышеизложенного можно видеть, что сварочный кожух 13 выполнен с возможностью обеспечения относительно закрытого рабочего пространства для сварочной направляющей рамы 11 и сварочного устройства 12 и обеспечивает защиту от ветра и дождя для множества элементов в сварочном контейнере 1, в частности, обеспечивает защиту от ветра, когда сварочное устройство 12 выполняет операцию сварки. Поскольку в сварочном кожухе 13 образован проем посредством образования сквозного отверстия, в данном проеме может быть предусмотрена открываемая дверца для удовлетворения различных требований к сварочному контейнеру 1 и сварочному кожуху 13 до и после сварки и во время операции сварки.
[066] Перед сваркой открываемую дверцу открывают, чтобы открыть отверстие сварочного кожуха 13, когда требуется зафиксировать сварочный контейнер 1 и сварочный кожух 13 относительно трубопровода 01, подлежащего сварке, так что трубопровод 01, подлежащий сварке, вводится в сварочный кожух 13 со стороны отверстия сварочного кожуха 13. После сварки открываемую дверцу открывают для выполнения соответствующей операции, когда требуется удалить сварочный контейнер 1 и сварочный кожух 13 с трубопровода 01, подлежащего сварке. Во время сварки открываемая дверца находится в закрытом состоянии, так что относительно закрытое пространство образуется между трубопроводом 01, подлежащим сварке, и сварочным кожухом 13.
[067] С учетом того, что сварочный кожух 13 представляет собой кожух с формой перевернутой буквы U, для уменьшения нагрузки на оператора и обеспечения личной безопасности оператора открываемая дверца сварочного кожуха 13 может включать в себя первые складные ветрозащитные ограждающие конструкции 141, расположенные в зонах торцевых отверстий на двух концах сквозного отверстия, определяемых в аксиальном направлении, то есть сварочный кожух 13 имеет два торцевых отверстия, которые расположены на определяемых в аксиальном направлении, двух концах сварочного кожуха 13 и сквозной камеры; две складные ветрозащитные ограждающие конструкции 141 расположены соответственно в зонах двух торцевых отверстий для частичного закрывания торцевых отверстий, когда данные конструкции находятся в развернутом состоянии, и полного открывания торцевых отверстий, когда данные конструкции сложены.
[068] Поскольку требуется, чтобы трубопровод 01, подлежащий сварке, проходил через два торцевых отверстия сварочного кожуха 13, первая складная ветрозащитная ограждающая конструкция 141 не может полностью закрывать торцевое отверстие в случае любого торцевого отверстия и должна обеспечивать наличие открытой и только открытой частичной зоны (которая может рассматриваться как зона А), через которую проходит трубопровод 01, подлежащий сварке. Напротив, складная ветрозащитная ограждающая конструкция 141 выполнена с возможностью перекрытия или открытия зазора (который может рассматриваться как зона В) между торцевым отверстием и трубопроводом 01, подлежащим сварке и проходящим через торцевое отверстие. Очевидно, что торцевое отверстие представляет собой точно сумму зоны А и зоны В.
[069] Можно видеть, что первая складная ветрозащитная ограждающая конструкция 141 перекрывает зазор между торцевым отверстием и трубопроводом 01, подлежащим сварке и проходящим через торцевое отверстие, когда первая складная ветрозащитная ограждающая конструкция 141 развернута, и первая складная ветрозащитная ограждающая конструкция 141 открывает зазор между торцевым отверстием и трубопроводом 01, подлежащим сварке и проходящим через торцевое отверстие, когда первая складная ветрозащитная ограждающая конструкция 141 сложена.
[070] Когда сварочный кожух 13 представляет собой кожух с формой перевернутой буквы U, сварочный кожух 13 имеет два торцевых отверстия и, кроме того, имеет нижнее отверстие; соответственно, открываемая дверца сварочного кожуха 13 дополнительно включает в себя вторую складную ветрозащитную ограждающую конструкцию 142, расположенную в зоне нижнего отверстия сквозной камеры и выполненную с возможностью перекрытия или открытия нижнего отверстия. Вторая складная ветрозащитная ограждающая конструкция 142 расположена в зоне нижнего отверстия сквозной камеры, вторая складная ветрозащитная ограждающая конструкция 142 полностью закрывает нижнее отверстие, когда вторая складная ветрозащитная ограждающая конструкция 142 развернута, и вторая складная ветрозащитная ограждающая конструкция 142 полностью открывает нижнее отверстие, когда складная ветрозащитная ограждающая конструкция 142 сложена.
[071] Кроме того, сварочный кожух 13 дополнительно предусмотрен с приводным устройством 15 для ветрозащитных ограждающих конструкций; как первая складная ветрозащитная ограждающая конструкция 141, так и вторая складная ветрозащитная ограждающая конструкция 142 соединены с приводным устройством 15 для ветрозащитных ограждающих конструкций, и приводное устройство 15 для ветрозащитных ограждающих конструкций может приводить в действие первую складную ветрозащитную ограждающую конструкцию 141 и вторую складную ветрозащитную ограждающую конструкцию 142 для их автоматического открывания или закрывания.
[072] Первая складная ветрозащитная ограждающая конструкция 141 и вторая складная ветрозащитная ограждающая конструкция 142 соответственно соединены с приводным устройством 15 для ветрозащитных ограждающих конструкций, так что два приводных устройства 15 для ветрозащитных ограждающих конструкций соответственно приводят в действие первую складную ветрозащитную ограждающую конструкцию 141 и вторую складную ветрозащитную ограждающую конструкцию 142 для их автоматического открывания или закрывания, или первая складная ветрозащитная ограждающая конструкция 141 соединена со второй складной ветрозащитной ограждающей конструкцией 142 для осуществления синхронного перемещения, так что одно приводное устройство 15 для ветрозащитных ограждающих конструкций может быть использовано для приведения в действие первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142 для синхронного складывания или развертывания.
[073] Приводное устройство 15 для ветрозащитных ограждающих конструкций приводит в действие как первую складную ветрозащитную ограждающую конструкцию 141, так и вторую складную ветрозащитную ограждающую конструкцию 142 для автоматического складывания и сближения, когда сварочный контейнер 1 поднимают к трубопроводу 01, подлежащему сварке, или поднимают отдельно от трубопровода 01, подлежащего сварке, для облегчения установки и демонтажа сварочного контейнера 1 относительно трубопровода 01, подлежащего сварке; приводное устройство 15 для ветрозащитных ограждающих конструкций приводит в действие как первую складную ветрозащитную ограждающую конструкцию 141, так и вторую складную ветрозащитную ограждающую конструкцию 142 для автоматического складывания и сближения, когда сварочный контейнер 1 перемещается вдоль трубопровода 01, подлежащего сварке, для облегчения перемещения сварочного контейнера 1; приводное устройство 15 для ветрозащитных ограждающих конструкций приводит в действие как первую складную ветрозащитную ограждающую конструкцию 141, так и вторую складную ветрозащитную ограждающую конструкцию 142 для автоматического развертывания и закрывания, когда в сварочном контейнере 1 выполняется операция сварки, так что сварочный контейнер 1 образует относительно закрытый коробчатый кожух на периферии трубопровода 01, подлежащего сварке, для обеспечения защиты от ветра. Автоматические складывание и сближение первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142 означают, что первая складная ветрозащитная ограждающая конструкция 141 и вторая складная ветрозащитная ограждающая конструкция 142 автоматически открываются, чтобы открыть отверстия сварочного кожуха 13; автоматическое развертывание первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142 означает, что первая складная ветрозащитная ограждающая конструкция 141 и вторая складная ветрозащитная ограждающая конструкция 142 автоматически закрываются для перекрытия отверстий сварочного кожуха 13.
[074] Первая складная ветрозащитная ограждающая конструкция 141, соединенная с приводным устройством 15 для ветрозащитных ограждающих конструкций, рассматривается в качестве примера, и приводное устройство 15 для ветрозащитных ограждающих конструкций может представлять собой поршневой цилиндр, такой как электрический цилиндр или воздушный цилиндр. Корпус поршневого цилиндра смонтирован с определяемой вдоль направления складывания, одной стороны первой складной ветрозащитной ограждающей конструкции 141, и поршневой шток поршневого цилиндра присоединен к определяемой вдоль направления складывания, другой стороне первой складной ветрозащитной ограждающей конструкции 141. Следовательно, чередование сложенного состояния и развернутого состояния первой складной ветрозащитной ограждающей конструкции 141 происходит посредством телескопического движения/выдвигания и вдвигания поршневого штока поршневого цилиндра.
[075] Первая складная ветрозащитная ограждающая конструкция 141 также взята в качестве примера для рассмотрения определенных конструктивных элементов первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142. Первая складная ветрозащитная ограждающая конструкция 141 может включать в себя множество пластин, поддающихся складыванию, и все пластины, поддающиеся складыванию, соединены последовательно в виде одного целого посредством подвижных шарниров.
[076] Как правило, первая складная ветрозащитная ограждающая конструкция 141 и вторая складная ветрозащитная ограждающая конструкция 142 изготовлены из материалов с относительно высокой жесткостью, таких как металл, так что трудно достижим такой реальный изолирующий эффект от первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142 для трубопровода 01, подлежащего сварке, который соответствует ожидаемым результатам. Например, обычно имеется зазор между первой складной ветрозащитной ограждающей конструкцией 141 и трубопроводом 01, подлежащим сварке, когда первая складная ветрозащитная ограждающая конструкция 141, находящаяся в развернутом состоянии, закрывает трубопровод 01, подлежащий сварке. Следовательно, помимо обеспечения наличия первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142 сварочный контейнер 1 может быть предусмотрен с гибким ветрозащитным экраном в зоне любого торцевого отверстия, который используется для перекрытия зазора между первой складной ветрозащитной ограждающей конструкцией 141 и трубопроводом 01, подлежащим сварке. В отличие от первой складной ветрозащитной ограждающей конструкции 141 гибкий ветрозащитный экран может быть вытянут и наложен на поверхность трубопровода 01, подлежащего сварке, для полного герметичного закрытия пространства между трубопроводом 01, подлежащим сварке, и сварочным кожухом 13, что оказывает незначительное влияние на перемещение сварочного контейнера 1 вдоль аксиального направления трубопровода 01, подлежащего сварке.
[077] Помимо первой складной ветрозащитной ограждающей конструкции 141 и второй складной ветрозащитной ограждающей конструкции 142 как открываемой дверцы сварочный контейнер 1 может дополнительно включать в себя рабочую дверцу 120 и приводное устройство 19 для рабочей дверцы, которые расположены на сварочном кожухе 13, рабочая дверца 120 обычно расположена на боковой поверхности сварочного кожуха 13 и может использоваться в качестве места для прохода оператора для входа внутрь или выхода наружу из сварочного кожуха 13; приводное устройство 19 для рабочей дверцы соединено с рабочей дверцей 120 и выполнено с возможностью приведения в действие рабочей дверцы 120 для открытия или закрытия. Оператор может входить внутрь сварочного кожуха 13 со стороны рабочей дверцы 120, когда рабочая дверца 120 открыта, для ручного манипулирования, ремонта и замены элементов внутри сварочного кожуха 13. Напротив, сварочный кожух 13 полностью закрыт, когда рабочая дверца 120 и открываемая дверца закрыты, что может обеспечить стабильную, надежную и закрытую рабочую среду для автоматического функционирования элементов в сварочном контейнере 1.
[078] Рабочие дверцы могут быть смонтированы с одной и той же стороны сварочного кожуха 13 попарно для образования секционной раздвижной дверцы.
[079] Кроме того, сварочный контейнер 1 может дополнительно включать в себя подъемную проушину 160, расположенную в верхней части сварочного кожуха 13, ручное шлифовальное устройство, расположенное на сварочном кожухе 13, ролик 180, расположенный внутри сварочного кожуха 13 для качения по трубопроводу 01, подлежащему сварке, опорную ножку 170, расположенную в нижней части сварочного кожуха 13, и множество других электрических компонентов, расположенных внутри сварочного кожуха 13.
[080] Сварочный кожух 13 имеет коробчатую форму, так что сварочный кожух 13 может включать в себя верхний закрывающий элемент и наклонную стенную панель, которые расположены в верхней части, и боковую стенную панель и торцевую стенную панель, которые расположены на боковой поверхности, и нижняя часть сварочного кожуха 13, как описано выше, предусмотрена с открываемой дверцей для перекрытия нижнего отверстия сварочного кожуха 13.
[081] Верхний закрывающий элемент и/или наклонная стенная панель расположены в верхней части сварочного кожуха 13, и может быть предусмотрено множество подъемных проушин 160, что облегчает для оператора подъем/захват подъемных проушин 160 посредством грузоподъемных машин, чтобы тянуть сварочный кожух 13 для его перемещения относительно трубопровода 01, подлежащего сварке. Например, сварочный кожух 13 перемещают вверх и вниз посредством грузоподъемных машин, так что фиксация сварочного кожуха 13 относительно трубопровода 01, подлежащего сварке, происходит в направлении сверху вниз, или отделение сварочного кожуха 13 от трубопровода 01, подлежащего сварке, происходит в направлении снизу вверх. В альтернативном варианте грузоподъемные машины могут перемещаться вдоль аксиального направления трубопровода 01, подлежащего сварке, при перемещении вместе со сварочным кожухом 13 посредством подъемных проушин для изменения местоположения.
[082] Боковая стенная панель и торцевая стенная панель окружают боковую поверхность сварочного кожуха 13. Боковая стенная панель соответствует поверхности панели сварочного кожуха 13, расположенной с определяемых в радиальном направлении, двух сторон трубопровода 01, подлежащего сварке, и торцевая стенная панель относится к поверхности панели сварочного кожуха 13, расположенной со стороны определяемых в аксиальном направлении, двух концов трубопровода 01, подлежащего сварке. Очевидно, что трубопровод 01, подлежащий сварке, проходит через сварочный кожух 13 от торцевой стенной панели сварочного кожуха 13, когда сварочный кожух 13 зафиксирован относительно трубопровода 01, подлежащего сварке, другими словами, торцевое отверстие сварочного кожуха 13 образовано в торцевой стенной панели. Рабочая дверца 120, как правило, расположена на боковой стенной панели для облегчения входа оператора внутрь сварочного кожуха 13 или выхода оператора из сварочного кожуха 13 с определяемых в радиальном направлении, двух сторон трубопровода 01, подлежащего сварке.
[083] Ролики 180 расположены внутри сварочного кожуха 13 и, как правило, распределены попарно с противоположных сторон трубопровода 01, подлежащего сварке; по меньшей мере часть стенки любого ролика 180 прилегает к трубопроводу 01, подлежащему сварке, что может способствовать повышению точности перемещения и стабильности перемещения, обеспечиваемого устройством перемещения, при автоматическом перемещении сварочного контейнера 1 вдоль трубопровода 01, подлежащего сварке.
[084] Опорная ножка 170 расположена в нижней части сварочного кожуха 13. Сварочный контейнер 1 установлен на трубопроводе 01, подлежащем сварке, и трубопровод 01, подлежащий сварке, находится на расстоянии от земли/грунта, что не влияет на автоматическое перемещение сварочного контейнера 1. Опорная ножка 170 может использоваться в качестве опорного основания сварочного контейнера 1, когда сварочный контейнер 1 отделен от трубопровода 01, подлежащего сварке, для выполнения установки сварочного контейнера 1 на грунте.
[085] Электрические компоненты, такие как блок 110 управления, панель управления, осветительная панельная лампа 140, устройство 150 сбора данных по температуре и влажности, переключатель и механизм 18 подачи проволоки, который соединен со сварочным исполнительным механизмом, предусмотрены внутри сварочного кожуха 13. Некоторые из устройств 150 сбора данных по температуре и влажности могут быть расположены снаружи сварочного кожуха 13 для сбора данных по параметрам среды внутри и снаружи сварочного кожуха 13 вместе с другими устройствами 150 сбора данных по температуре и влажности, расположенными внутри сварочного кожуха 13. Число механизмов 18 подачи проволоки такое же, как число сварочных исполнительных механизмов, расположенных на сварочной направляющей раме 11. Например, четыре механизма 18 подачи проволоки могут быть расположены внутри сварочного кожуха 13, если сварочная направляющая рама 11 предусмотрена с четырьмя сварочными исполнительными механизмами, которые используются для подачи проволоки и газа, при взаимно однозначном соответствии между четырьмя исполнительными механизмами и четырьмя механизмами 18 подачи проволоки.
[086] Как показано на фиг.6, фиг.7 и фиг.9, в некоторых вариантах осуществления сварочный кожух 13 предусмотрен с раздвижной штангой 161 и заземляющим стержнем 162; заземляющий стержень 162 соединен со сварочным кожухом 13, что может обеспечить соответствие требованиям к заземлению сварочного кожуха 13 и его компонентов; кроме того, заземляющий стержень 162 расположен на нижнем конце раздвижной штанги 161, и раздвижная штанга 161 используется для перемещения вдоль вертикального направления.
[087] Заземляющий стержень 162 вставляется в грунт, когда раздвижная штанга 161 перемещается вниз вдоль вертикального направления, для обеспечения заземления сварочного кожуха 13 и его компонентов, гарантирования безопасности энергопитания сварочного контейнера 1 и уменьшения воздействия на сварочный контейнер 1, вызываемого электромагнитной средой.
[088] Заземляющий стержень 162 вытягивается из грунта при перемещении раздвижной штанги 161 вверх вдоль вертикального направления, так что сварочный контейнер 1 отделяется от поверхности грунта, что предпочтительно для перемещения сварочного контейнера 1.
[089] Раздвижная штанга 161 может представлять собой цилиндр, и толкающий стержень, предусмотренный в цилиндре, соединен с заземляющим стержнем 162 посредством соединителя. Цилиндр обеспечивает приведение толкающего стержня в движение для выталкивания и втягивания под управлением от электромагнитного направляющего клапана, так что толкающий стержень толкает заземляющий стержень 162 для его вставки в грунт или отделения от поверхности грунта.
[090] Как показано на фиг.1, фиг.2, фиг.11 и фиг.12, в сварочной рабочей станции, предложенной в соответствии с настоящей заявкой, сварочная направляющая рама 11 включает в себя зубчатое кольцо 111, и, соответственно, сварочное устройство 12 включает в себя сварочный исполнительный механизм, взаимодействующий с зубьями зубчатого кольца 111. В данном варианте осуществления приводное устройство для сварки кольцевым швом соединено со сварочным исполнительным механизмом для приведения сварочного исполнительного механизма в поворотное движение вдоль зубчатого кольца 111, другими словами, зубчатое кольцо 111 не вращается, и приводное устройство для сварки кольцевым швом непосредственно приводит в движение сварочный исполнительный механизм для его поворота вдоль зубчатого кольца для осуществления поворота сварочного исполнительного механизма в направлении вдоль окружности трубопровода 01, подлежащего сварке.
[091] Зубья сварочного исполнительного механизма взаимодействуют с зубьями зубчатого кольца, так что зубчатое кольцо 111 может точно ограничивать точность поворота и скорость поворота сварочного исполнительного механизма, обеспечивать установку сварочного исполнительного механизма в любом положении в направлении вдоль окружности трубопровода 01, подлежащего сварке, и гарантировать эффект от сварки.
[092] Сварочный исполнительный механизм предусмотрен со сварочной головкой 121, которая выполнена с возможностью выдвигания и отвода вдоль радиального направления зубчатого кольца; сварочная головка 121 выполнена с возможностью ее нацеливания на заданное место сварки, такое как заданный сварной шов, для выполнения операции сварки.
[093] Например, что касается любого сварочного исполнительного механизма, то он может включать в себя сварочную горелку, предусмотренную со сварочной головкой 121, и включать в себя основание для крепления сварочной горелки и сварочной головки 121. Основание закреплено на зубчатом кольце 111 и взаимодействует с зубьями зубчатого кольца, и сварочная горелка и сварочная головка 121 телескопически соединены с основанием, так что сварочная головка 121 сварочного исполнительного механизма может выполнять поворотное движение вдоль зубчатого кольца и может выполнять прямолинейное движение подачи вдоль радиального направления зубчатого кольца. Кроме того, основание может быть соединено со сварочной горелкой и сварочной головкой 121 посредством поворотного механизма, и направление поворота/качания поворотного механизма параллельно аксиальному направлению зубчатого кольца, то есть параллельно аксиальному направлению трубопровода 01, подлежащего сварке.
[094] В вышеприведенных вариантах осуществления два сварочных исполнительных механизма могут быть смонтированы на одном зубчатом кольце 111. Два сварочных исполнительных механизма, предусмотренных на одном зубчатом кольце 111, как правило, работают синхронно. В альтернативном варианте два сварочных исполнительных механизма работают независимо. В сварочной рабочей станции, предложенной в соответствии с настоящей заявкой, сварочный контейнер 1 может быть предусмотрен с двумя сварочными направляющими рамами 11, которые разнесены вдоль аксиального направления сварочной направляющей рамы 11, и четыре сварочных исполнительных механизма, расположенных на двух сварочных направляющих рамах 11, могут работать синхронно или независимо.
[095] Для облегчения разъединения и соединения сварочного контейнера 1 и трубопровода 01, подлежащего сварке, зубчатое кольцо 111 может быть собран из множества дугообразных зубчатых реек. Например, одно зубчатое кольцо 111 включает в себя две дугообразные зубчатые рейки, предназначенные для того, чтобы они окружали трубопровод 01, подлежащий сварке, и выполненные с возможностью их раздвигания и смыкания относительно трубопровода 01, подлежащего сварке, одна дугообразная зубчатая рейка является полукольцевой, и две дугообразные зубчатые рейки окружают периферийную сторону трубопровода 01, подлежащего сварке. Все дугообразные зубчатые рейки образуют кольцо при их соединении встык, когда все дугообразные зубчатые рейки одного и того же зубчатого кольца сомкнуты; соседние концы разных дугообразных зубчатых реек отделены друг от друга, когда все дугообразные зубчатые рейки одного и того же зубчатого кольца раздвинуты, так что образуется зазор в направлении вдоль окружности зубчатого кольца, что предпочтительно для оператора при фиксации трубопровода 01, подлежащего сварке, внутри зубчатого кольца со стороны зазора. Другими словами, сварочный контейнер 1 и его сварочная направляющая рама 11 могут быть зафиксированы относительно трубопровода 01, подлежащего сварке, со стороны зазора при выполнении спуска сварочного контейнера 1 к трубопроводу 01, подлежащему сварке, сверху вниз.
[096] Сварочная направляющая рама 11 может дополнительно включать в себя хомут 112 для труб, предназначенный для того, чтобы он окружал трубопровод 01, подлежащий сварке, и выполненный с возможностью раздвигания и замыкания относительно трубопровода 01, подлежащего сварке; хомут для труб раздвигается относительно периферии трубопровода 01, подлежащего сварке, для разжима трубопровода 01, подлежащего сварке, когда хомут 112 для труб раздвинут, и сварочная направляющая рама 11 может перемещаться вдоль аксиального направления трубопровода 01, подлежащего сварке; напротив, хомут 112 для труб приближается к трубопроводу 01, подлежащему сварке, для зажима трубопровода 01, подлежащего сварке, при замыкании хомута 112 для труб, и сварочная направляющая рама 11 фиксируется относительно трубопровода 01, подлежащего сварке.
[097] В частности, хомут 112 для труб может быть жестко присоединен к дугообразным зубчатым рейкам зубчатого кольца, так что раздвигание и смыкание зубчатого кольца могут быть выполнены посредством раздвигания и замыкания хомута 112 для труб. Например, хомут 112 для труб включает в себя два зажимных рычага, которые жестко соединены с двумя дугообразными зубчатыми рейками зубчатого кольца. Зажимные рычаги хомута 112 для труб обеспечивают раздвигание дугообразных зубчатых реек зубчатого кольца при отсоединении сварочного контейнера 1 от трубопровода 01, подлежащего сварке, так что между двумя дугообразными зубчатыми рейками одного и того же зубчатого кольца образуется зазор, достаточный для обеспечения возможности входа и выхода трубопровода 01, подлежащего сварке. Зажимные рычаги хомута 112 для труб раздвинуты, когда сварочный контейнер 1 перемещается вдоль аксиального направления трубопровода 01, подлежащего сварке, и зазор определенного размера также образован между двумя дугообразными зубчатыми рейками одного и того же зубчатого кольца, и хомут 112 для труб обеспечивает расфиксацию трубопровода 01, подлежащего сварке, так что сварочный контейнер 1 может автоматически перемещаться вдоль аксиального направления трубопровода 01, подлежащего сварке, или может быть обеспечено его принудительное перемещение посредством грузоподъемных машин.
[098] Как показано на фиг.1, фиг.2 и фиг.13, с учетом вышеприведенных вариантов осуществления помимо сварочного контейнера 1 сварочная рабочая станция, предложенная в соответствии с настоящей заявкой, дополнительно включает в себя энергетическую консоль 2.
[099] Энергетическая консоль 2 включает в себя устройство подачи электропитания, устройство подачи газа и основание 21 консоли; устройство подачи электропитания соединено со сварочным контейнером 1 посредством кабеля для подачи электроэнергии к сварочному контейнеру 1; устройство подачи газа соединено со сварочным контейнером 1 посредством газопровода для подачи диоксида углерода, аргона и других газов в сварочный контейнер 1. Устройство подачи электропитания и устройство подачи газа встроены в основание 21 консоли, и основание 21 консоли может быть использовано для соединения с машиной для подъема труб, предназначенной для отдельного размещения и независимого привода основания 21 консоли и сварочного контейнера 1. Само собой разумеется, энергетическая консоль 2 обычно включает в себя управляющее устройство 24, соединенное с устройством подачи электропитания и устройством подачи газа.
[0100] Сварочный контейнер 1 может перемещаться автоматически или перемещаться под действием тягового усилия, создаваемого грузоподъемными машинами; поскольку энергетическая консоль 2 соединена со сварочным контейнером 1 посредством кабеля и газопровода, энергетическая консоль 2 приводится в движение посредством машины для подъема труб для выполнения перемещения сварочного контейнера 1 и энергетической консоли 2 вдоль аксиального направления трубопровода 01, подлежащего сварке, и обеспечения подачи электропитания и подачи газа от энергетической консоли 2 к сварочному контейнеру 1.
[0101] Устройство подачи электропитания, предусмотренное в энергетической консоли 2, включает в себя силовую станцию 221, источник 222 тока промежуточной частоты для нагрева, источник 223 сварочного тока, источник 224 тока для аргонодуговой сварки, источник питания и тому подобное. Источник 224 тока для аргонодуговой сварки выполнен с возможностью подачи электроэнергии для операции аргонодуговой сварки, выполняемой сварочным устройством 12, и источник 223 сварочного тока обеспечивает подачу электроэнергии для других операций сварки, выполняемых сварочным устройством 12; источник 222 тока промежуточной частоты для нагрева и спираль сварочной направляющей рамы 11, предназначенная для нагрева токами промежуточной частоты, обеспечивают переменный ток промежуточной частоты. Спираль для нагрева токами промежуточной частоты может быть расположена на зубчатом кольце 111 сварочной направляющей рамы 11, выполненном с внутренним зацеплением. Зубчатое кольцо 111 нагревается, когда переменный ток промежуточной частоты подают в спираль для нагрева токами промежуточной частоты, которая может обеспечить предварительный нагрев зоны, подлежащей сварке, в трубопроводе 01, подлежащем сварке; источник питания, как правило, используется для подачи энергии для устройства перемещения, предусмотренного в сварочном контейнере 1, и соответствующей системы управления в сварочном контейнере 1, и силовая станция 221 может быть использована для подачи питания к энергетической консоли 2 и оборудованию сварочного контейнера 1, которые требуют энергопитания.
[0102] Устройство подачи газа, предусмотренное в энергетической консоли 2, включает в себя источник давления газа, воздушный компрессор 231, дозирующее устройство 232, баллон 234 с аргоном, баллон 233 с диоксидом углерода и тому подобное. Источник давления воздуха, как правило, выполнен с возможностью подачи энергии для пневматического исполнительного механизма, такого как цилиндр, предусмотренного в сварочном контейнере 1; назначение воздушного компрессора 231 состоит в преобразовании электроэнергии в пневматическую энергию для подачи газа к большому количеству пневматического оборудования, предусмотренного в сварочном контейнере 1; дозирующее устройство 232 обычно используется для смешивания диоксида углерода, находящегося в баллоне 233 с диоксидом углерода, и аргона, находящегося в баллоне 234 с аргоном, в соответствии с заданной пропорцией и подачи смешанного газа в процесс сварки качестве защитной и изолирующей среды для сварки.
[0103] Чтобы облегчить для оператора управление сварочной рабочей станцией по меньшей мере один из компонентов, представляющих собой энергетическую консоль 2 и сварочный контейнер 1, предусмотрен с устройством беспроводной связи, так что устройство беспроводной связи может быть использовано для осуществления беспроводной связи с беспроводным терминалом 3 управления, таким как планшет или мобильный телефон. Например, энергетическая консоль 2 предусмотрена с базовой станцией 25, и энергетическая консоль 2 обеспечивает беспроводное соединение с планшетом как беспроводным терминалом 3 управления посредством использования базовой станции 25. Как правило, беспроводной терминал 3 управления относится к беспроводному планшету для управления, который может обеспечивать беспроводную связь с устройством беспроводной связи. Оператор может управлять рабочим состоянием энергетической консоли 2 и рабочим состоянием сварочного контейнера 1 в других местах, отличных от места сварки, посредством использования беспроводного планшета для управления. Рабочее состояние сварочного контейнера 1 может включать состояние сварочного контейнера 1 при его перемещении и состояние сварочного контейнера 1 при сварке.
[0104] Кроме того, управляющее программное обеспечение, обеспечивающее возможность дистанционного управления энергетической консолью 2 и/или сварочным контейнером 1, дополнительно установлено на беспроводном терминале 3 управления для осуществления взаимосвязи между беспроводным терминалом 3 управления и энергетической консолью 2 и/или сварочным контейнером 1, так что оператор может дистанционно управлять энергетической консолью 2 и/или сварочным контейнером 1 посредством беспроводного терминала 3 управления.
[0105] Подводя итоги, следует отметить, что сварочная рабочая станция, предложенная согласно настоящей заявке, может функционировать в соответствии со следующими этапами:
(1) обеспечение перевода энергетической консоли 2 и сварочного контейнера 1 в состояние подготовки к подъему и подъем сварочного контейнера 1 к трубопроводу 01, подлежащему сварке,
при этом оператор может управлять энергетической консолью 2 и сварочным контейнером 1 посредством беспроводного терминала 3 управления так, чтобы энергетическая консоль 2 и сварочный контейнер 1 оказались в состоянии подготовки к подъему; в состоянии подготовки к подъему ветрозащитная дверца и рабочая дверца сварочного контейнера 1 открыты, при этом зубчатое кольцо 111 и хомут 112 для труб, предусмотренные на сварочной направляющей раме 11, также раздвинуты, и оператор может поднять сварочный контейнер 1 посредством грузоподъемных машин, обеспечить фиксацию сварочного контейнера 1, находящегося в состоянии подготовки к подъему, относительно трубопровода 01, подлежащего сварке, в направлении сверху вниз и затем закрыть ветрозащитную дверцу и рабочую дверцу сварочного контейнера 1,
когда сварочная рабочая станция, предложенная согласно настоящей заявке, используется для выполнения операции соединения двух коаксиальных и соседних трубопроводов 01, подлежащих сварке, посредством сварного шва, перед данным первым этапом предусмотрено выполнение операции выставления двух трубопроводов 01, подлежащих сварке, и операции сварки корня шва;
(2) обеспечение перемещения сварочного контейнера 1 к заданному месту относительно трубопровода 01, подлежащего сварке,
при этом заданное место означает место, подлежащее сварке, на трубопроводе 01, подлежащем сварке. Операция соединения двух коаксиальных и соседних трубопроводов 01, подлежащих сварке, посредством сварного шва взята в качестве примера, и заданное место означает место расположения шва, обеспечивающего непосредственное соединение, в зоне соседних концов двух трубопроводов 01, подлежащих сварке, при определенных строительных работах трубопровод обычно образуют посредством коаксиальной стыковки множества трубопроводов 01, подлежащих сварке. Следовательно, обычно имеется множество заданных мест на трассе трубопровода, сварка сварных швов для множества заданных мест может быть выполнена последовательно, когда сварочная рабочая станция используется для выполнения операции сварки трубопровода,
оператор может управлять энергетической консолью 2 и сварочным контейнером 1 посредством беспроводного терминала 3 управления для обеспечения перемещения сварочного контейнера 1 вдоль аксиального направления трубопровода 01, подлежащего сварке, что обеспечивает размещение сварочного контейнера 1 в заданном месте; само собой разумеется, оператор также может обеспечить принудительное перемещение сварочного контейнера 1 вдоль аксиального направления трубопровода 01, подлежащего сварке, посредством использования грузоподъемных машин, при этом точность перемещения сварочного контейнера 1 при автоматическом перемещении выше по сравнению с перемещением под действием тягового усилия посредством грузоподъемных машин, и энергопотребление обычно большое или скорость мала, следовательно, на данном этапе сначала грузоподъемные машины могут быть использованы для обеспечения быстрого перемещения сварочного контейнера 1 так, чтобы сварочный контейнер 1 приблизился к заданному месту и не перемещался за заданное место, и затем обеспечивают автоматическое перемещение сварочного контейнера 1 с тем, чтобы сварочный контейнер 1 мог точным образом достичь заданного места;
(3) обеспечение выполнения сварочной операции с помощью сварочного контейнера 1 для выполнения операции сварки трубопровода 01, подлежащего сварке,
при этом после второго этапа обеспечено точное выставление сварочной рабочей станции относительно заданного места. С учетом этого выполняют третий этап. Оператор может управлять энергетической консолью 2 и сварочным контейнером 1 посредством беспроводного терминала 3 управления для обеспечения автоматического смыкания зубчатого кольца и замыкания хомута 112 для труб в сварочном контейнере 1, сканирования зоны, подлежащей сварке, такой как зона сварного шва, планирования и выполнения операции сварки, выполнения операции сварки трубопровода 01, подлежащего сварке, и выполнения заполняющих и облицовочных проходов в зоне, подлежащей сварке.
[0106] На третьем этапе иногда имеет место неправильная сварка, вызываемая такими причинами, как недостаточное количество сварочной проволоки.
[0107] Если оператор обнаружит отклонение от нормы посредством различных датчиков и камер, расположенных внутри и снаружи сварочного контейнера 1, беспроводной терминал 3 управления может автоматически выдать подсказку и обеспечить управление сварочным контейнером 1 для перехода в состояние устранения отклонения от нормы. Например, беспроводной терминал 3 управления может обеспечить прекращение работы сварочного контейнера 1 и открытие ветрозащитной дверцы и рабочей дверцы сварочного контейнера 1, чтобы облегчить для оператора вход в сварочный контейнер 1, и оператор может обнаружить и устранить неисправность в сварочном контейнере 1.
[0108] Если отсутствует отклонение от нормы при выполнении сварочной операции в том же заданном месте сварки, сварочный контейнер 1 автоматически выполняет одну операцию сварки и переходит ко второму этапу и третьему этапу после завершения данной операции сварки для выполнения автоматической сварки всех заданных мест одного и того же трубопровода.
[0109] Подводя итоги, следует отметить, что сварочная рабочая станция, предложенная в соответствии с настоящей заявкой, обеспечивает интеграцию множества устройств, таких как сварочная направляющая рама 11, сварочное устройство 12, устройство перемещения, приводное устройство для сварки кольцевым швом и открываемая дверца, внутри сварочного кожуха 13 сварочного контейнера 1. При управлении посредством энергетической консоли 2 и беспроводного терминала 3 управления сварочный контейнер 1 может быть использован как высокоинтегрированное автоматическое оборудование для осуществления ряда определенных операций, таких как установка, разъединение, перемещение и сварка, то есть сварочная рабочая станция может обеспечить интеграцию множества процессов, которые исходно были отделены друг от друга, при выполнении одной задачи, связанной со сваркой, которая может быть выполнена автоматически.
[0110] Когда сварочная рабочая станция используется для выполнения операции сварки трубопровода 01, подлежащего сварке, сварочная рабочая станция может осуществить автоматическое перемещение, автоматическое выставление и автоматическую сварку; оператор может управлять дистанционно и в беспроводном режиме без ручного переключения процессов и без входа во внутреннее пространство сварочного контейнера 1, что снижает физическую и умственную нагрузку, трудоемкость и уровень требований к работе оператора, обеспечивает непрерывность между различными процессами и значительно повышает эффективность работы и качество сварки.
[0111] Автоматически перемещаемая, сварочная рабочая станция была подробно описана выше. Принципы и варианты осуществления настоящей заявки описаны в данном документе посредством конкретных примеров. Описание вышеприведенных вариантов осуществления используется только для облегчения понимания способа и идеи настоящей заявки. Следует отметить, что специалисты в данной области техники могут выполнить ряд усовершенствований и модификаций настоящей заявки без отхода от принципов настоящей заявки. Данные усовершенствования и модификации должны находиться в пределах объема притязаний формулы изобретения, представленной в настоящей заявке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГУСЕНИЧНЫЙ СВАРОЧНЫЙ РОБОТ И СПОСОБ УПРАВЛЕНИЯ ТАКИМ РОБОТОМ | 2019 |
|
RU2754728C1 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
| ВНУТРЕННЕЕ УСТРОЙСТВО ДЛЯ ЗАЖИМА И СВАРКИ | 2019 |
|
RU2799963C2 |
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| ЗАЩИТНЫЕ УЗЛЫ ДЛЯ ИНФУЗИОННЫХ СИСТЕМ | 2009 |
|
RU2506098C2 |
| КОНФИГУРАЦИИ КОРПУСНОЙ КОНСТРУКЦИИ ДЛЯ ИНФУЗИОННЫХ СИСТЕМ | 2009 |
|
RU2501574C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПРИЕМА И ТРАНСПОРТИРОВКИ МУСОРА | 1993 |
|
RU2119883C1 |
| ПЕРЕНОСНОЙ АВТОМАТИЧЕСКИЙ ГЛАДИЛЬНЫЙ ПРЕСС ДЛЯ БРЮК | 2001 |
|
RU2183699C1 |
Изобретение относится к сварочной рабочей станции для сварки трубопровода. Сварочное устройство (12) расположено на направляющей раме (11), с которой соединено устройство перемещения с приводным колесом (172), предназначенным для качения по свариваемому трубопроводу (01) или по грунту. Устройство перемещения дополнительно содержит соединительный вал, аксиальное направление которого перпендикулярно направлению перемещения устройства. Два конца соединительного вала снабжены множеством приводных колес (172), которые представляют собой дифференциальные приводные колеса, предназначенные для качения по трубопроводу (01), подлежащему сварке. Сварочная рабочая станция обеспечивает повышение качества и эффективности процесса сварки за счет быстрого и точного ее регулирования без приложения ручного тягового усилия. 13 з.п. ф-лы, 13 ил.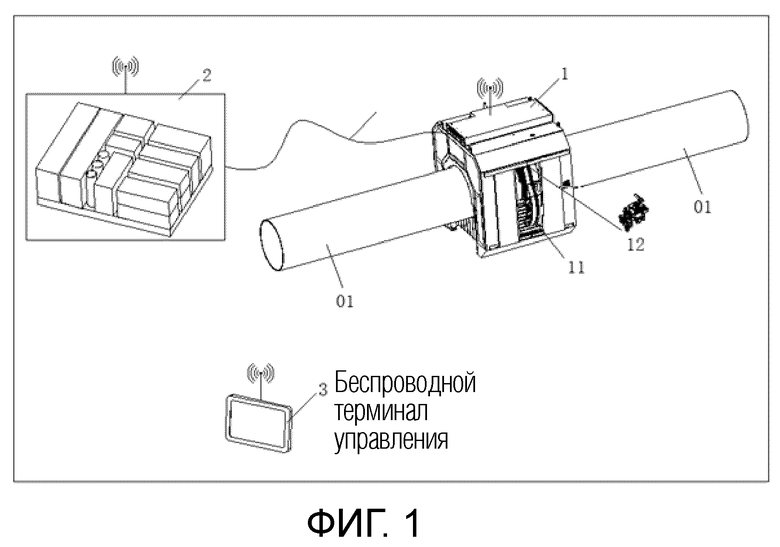
1. Сварочная рабочая станция, содержащая сварочный контейнер (1), при этом сварочный контейнер (1) содержит:
сварочную направляющую раму (11), выполненную с возможностью окружения трубопровода (01), подлежащего сварке, в направлении вдоль окружности;
сварочное устройство (12), расположенное на сварочной направляющей раме (11);
устройство перемещения, соединенное со сварочной направляющей рамой (11), при этом устройство перемещения содержит приводное колесо (172), предназначенное для качения по трубопроводу (01), подлежащему сварке, или по грунту для обеспечения перемещения сварочной направляющей рамы (11) вдоль аксиального направления трубопровода (01), подлежащего сварке; и
приводное устройство для сварки кольцевым швом, выполненное с возможностью приведения сварочного устройства (12) в поворотное движение вокруг подлежащего выполнению сварного шва трубопровода (01), подлежащего сварке, при этом одно из сварочной направляющей рамы (11) и сварочного устройства (12) соединено с приводным устройством для сварки кольцевым швом,
причем устройство перемещения дополнительно содержит соединительный вал; аксиальное направление соединительного вала перпендикулярно направлению перемещения устройства перемещения; два конца соединительного вала, определяемых в аксиальном направлении, соответственно снабжены множеством приводных колес (172); все приводные колеса (172) на одном и том же соединительном вале представляют собой дифференциальные приводные колеса, предназначенные для качения по трубопроводу (01), подлежащему сварке.
2. Сварочная рабочая станция по п.1, в которой соединительный вал представляет собой вращающийся приводной вал (171); между любым из дифференциальных приводных колес и приводным валом (171) предусмотрен трансмиссионный универсальный шарнир (173); приводной вал (171) соединен последовательно с опорными трансмиссионными валами (1721) всех дифференциальных приводных колес посредством трансмиссионного универсального шарнира (173) для образования соединения множества валов.
3. Сварочная рабочая станция по п.1, в которой устройство перемещения дополнительно содержит контроллер и датчик положения, выполненный с возможностью определения положения подлежащего выполнению сварного шва трубопровода (01), подлежащего сварке; контроллер соединен с датчиком положения и устройством для снабжения приводного колеса (172) энергией и выполнен с возможностью управления приводным колесом (172) для запуска движения или останова в соответствии с положением подлежащего выполнению сварного шва.
4. Сварочная рабочая станция по п.1, в которой сварочный контейнер (1) дополнительно содержит сварочный кожух (13); сварочная направляющая рама (11) и сварочное устройство (12) расположены в сварочном кожухе (13); в сварочном кожухе (13) предусмотрены сквозная камера, предназначенная для прохождения через нее трубопровода (01), подлежащего сварке, и открываемая дверца, расположенная в зоне отверстия сквозной камеры.
5. Сварочная рабочая станция по п.4, в которой сквозная камера имеет форму арочного дверного проема; открываемая дверца содержит первую складную ветрозащитную ограждающую конструкцию (141), расположенную в зоне торцевого отверстия сквозной камеры; первая складная ветрозащитная ограждающая конструкция (141) выполнена с возможностью перекрывания или открывания зазора между торцевым отверстием и трубопроводом (01), подлежащим сварке и проходящим через торцевое отверстие.
6. Сварочная рабочая станция по п.5, в которой открываемая дверца дополнительно содержит вторую складную ветрозащитную ограждающую конструкцию (142), расположенную в зоне нижнего отверстия сквозной камеры и выполненную с возможностью перекрывания или открывания нижнего отверстия.
7. Сварочная рабочая станция по п.6, в которой сварочный кожух (13) снабжен приводным устройством (15) для ветрозащитных ограждающих конструкций; первая складная ветрозащитная ограждающая конструкция (141) и вторая складная ветрозащитная ограждающая конструкция (142) соединены с приводным устройством (15) для ветрозащитных ограждающих конструкций для обеспечения их автоматического открывания или закрывания.
8. Сварочная рабочая станция по п.4, в которой сварочный кожух (13) снабжен раздвижной штангой (161) и заземляющим стержнем (162); заземляющий стержень (162) соединен со сварочным кожухом (13), заземляющий стержень (162) расположен на нижнем конце раздвижной штанги (161); раздвижная штанга (161) выполнена с возможностью перемещения в вертикальном направлении для вставки заземляющего стержня (162) в грунт.
9. Сварочная рабочая станция по п.1, в которой сварочная направляющая рама (11) содержит зубчатое кольцо (111); сварочное устройство (12) содержит сварочный исполнительный механизм, взаимодействующий с зубьями зубчатого кольца (111); приводное устройство для сварки кольцевым швом соединено со сварочным исполнительным механизмом для приведения сварочного исполнительного механизма в поворотное движение вдоль зубчатого кольца (111).
10. Сварочная рабочая станция по п.9, в которой сварочный исполнительный механизм снабжен сварочной головкой (121), которая выполнена с возможностью выдвигания и отвода вдоль радиального направления зубчатого кольца (111).
11. Сварочная рабочая станция по п.9, в которой зубчатое кольцо (111) содержит по меньшей мере две дугообразные зубчатые рейки, предназначенные для того, чтобы они окружали трубопровод (01), подлежащий сварке, и выполненные с возможностью раздвигания и смыкания относительно трубопровода (01), подлежащего сварке.
12. Сварочная рабочая станция по п.11, в которой сварочная направляющая рама (11) дополнительно содержит хомут (112) для труб, предназначенный для того, чтобы он окружал трубопровод (01), подлежащий сварке, и выполненный с возможностью раздвигания и замыкания относительно трубопровода (01), подлежащего сварке, и хомут (112) для труб зажимает трубопровод (01), подлежащий сварке, когда хомут (112) для труб замкнут.
13. Сварочная рабочая станция по любому из пп.1-12, дополнительно содержащая энергетическую консоль (2), при этом энергетическая консоль (2) содержит устройство подачи электропитания, устройство подачи газа и основание (21) консоли; устройство подачи электропитания соединено со сварочным контейнером (1) посредством кабеля, устройство для подачи газа соединено со сварочным контейнером (1) посредством газопровода, и устройство подачи электропитания и устройство подачи газа встроены в основание (21) консоли.
14. Сварочная рабочая станция по п.13, в которой энергетическая консоль (2) и/или сварочный контейнер (1) снабжены устройством беспроводной связи, которое соединено с беспроводным терминалом (3) управления.
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ ОТРЕЗКОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2017 |
|
RU2750760C2 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2070494C1 |
| ОРБИТАЛЬНЫЙ ДЕРЖАТЕЛЬ, СОДЕРЖАЩИЙ ПО МЕНЬШЕЙ МЕРЕ ДВА СОЕДИНЯЕМЫХ ДРУГ С ДРУГОМ ЭЛЕМЕНТА В ВИДЕ КОЛЬЦЕВЫХ СЕГМЕНТОВ; УСТРОЙСТВО СТЫКОВОЙ СВАРКИ ТРУБ ДЛЯ ФОРМИРОВАНИЯ ТРУБОПРОВОДА, СОДЕРЖАЩЕЕ ТАКОЙ ОРБИТАЛЬНЫЙ ДЕРЖАТЕЛЬ | 2007 |
|
RU2441738C2 |
| US 2015158129 А1, 11.06.2015. | |||
